
プラスチック製品の最も基本的な部分は、実はプラスチック製品の構造設計である。プラスチック製品の構造設計は難しいと言われることが多いが、具体的に何が難しいのだろうか。
私たちは以前、プラスチック製品の開発プロセスについて学んだ。その煩雑なプロセスから、優れたプラスチック製品の設計は、変化する需要に対応し、コストをコントロールするだけでなく、良好な生産効率を確保しなければならないことを理解するのは難しくない。さらに、設計の複雑さ、信頼性、正確さのため、製品構造設計の作業量は相当なものになる。設計者には、卓越した技術力とエンジニアリング能力、市場に対する鋭い洞察力、新しい技術や絶えず変化する需要に対する注意力が要求される。
変化する需要や鋭い市場洞察力はさておき、製品の構造設計自体にも多くの側面からの検討が必要である。以下のガイドでは、これらの側面を明確に指摘している:
01.壁の厚さ
大型部品の場合、構造設計における肉厚は一般的に2.4~3.2mm、小型部品の場合は1.0mm前後で、具体的な寸法は製品設計の要件に従う。肉厚はできるだけ均一であるべきである。特別な事情がある場合は、特定の部分を少し厚くしたり薄くしたりすることができますが、射出成形品の表面にストレスマークがつくのを防ぐために、段階的な移行が必要です(移行寸法は製品の肉厚の5倍以上にすることをお勧めします)。
肉厚選択に影響する要因
a) 使用されているプラスチック素材。素材によって 収縮率 と流動性 射出成形これは推奨肉厚に影響します。(シェルの厚さについては、経験的なデータとして、機械の最大寸法/100mm程度とすることができます)。
b) 耐えられる外力。外力が大きいほど、肉厚を厚くする。特殊な場合は金属部品を使用するか、強度チェックを行う。
製品の推奨肉厚値は以下の通り:
| プラスチック材料 | 最小肉厚 | 小型部品の推奨肉厚 | 中型部品の推奨肉厚 | 大型部品の推奨肉厚 |
| ナイロン | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| 追記 | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) 安全規制。例えば、耐圧性要件(肉厚が厚いほど耐圧性が高い)、燃焼性要件など。
02.補強リブ
ほとんどのプラスチック製品の構造設計には補強リブがあります。リブは全体の肉厚を増やすことなく強度を高めることができるため、大型部品や応力のかかる部品には特に有効で、製品の変形を防ぐこともできます。補強リブの厚さは通常、全体の肉厚の0.5~0.75倍(0.6倍以下が推奨される)であり、0.75倍を超えると製品が収縮しやすくなる。
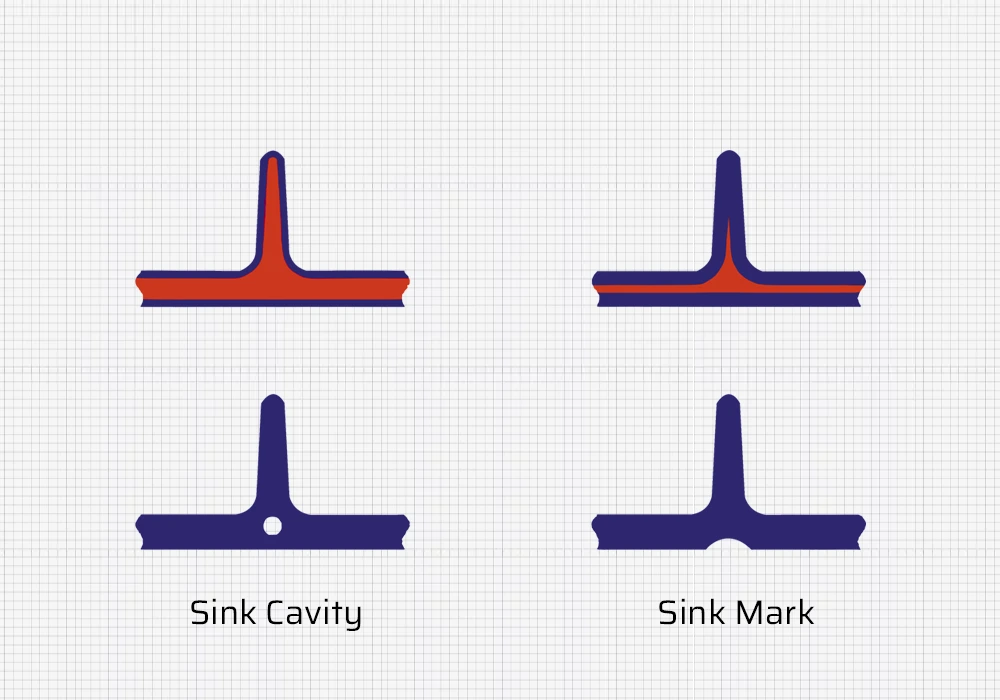
外観要求の高いプラスチック部品(光沢のある表面)の場合、背面の補強リブの底厚はB≦0.5Tにすることを推奨する。金型設計とその後の工程調整に自信があれば、B>0.56Tの設計も可能ですが、0.7Tを超えると後の調整が難しくなるので、超えないことをお勧めします。異なるプラスチック材料の補強リブの厚さは、必ずしもB≦0.5Tに従わないことに注意することが重要です。
| 補強リブの厚さの設計参考値(ベース壁の厚さに対して) | ||
| 材料 | 最小シンクマーク | わずかなシンク痕 |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| 強化PA | 33% | 50% |
| PP | 30% | 40% |
| 強化PP | 33% | 50% |
補強設計の注意すべき側面
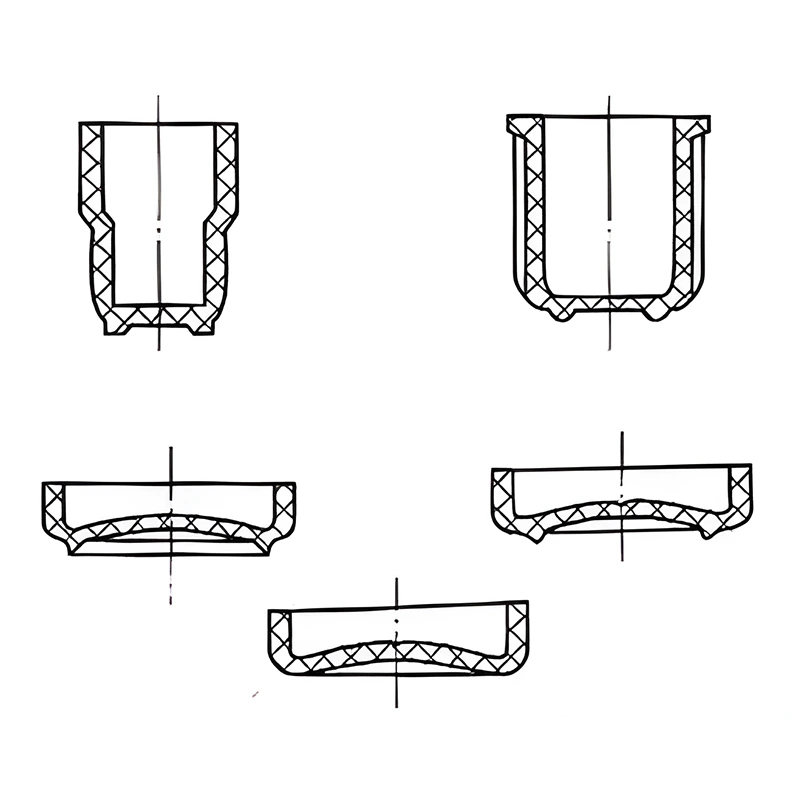
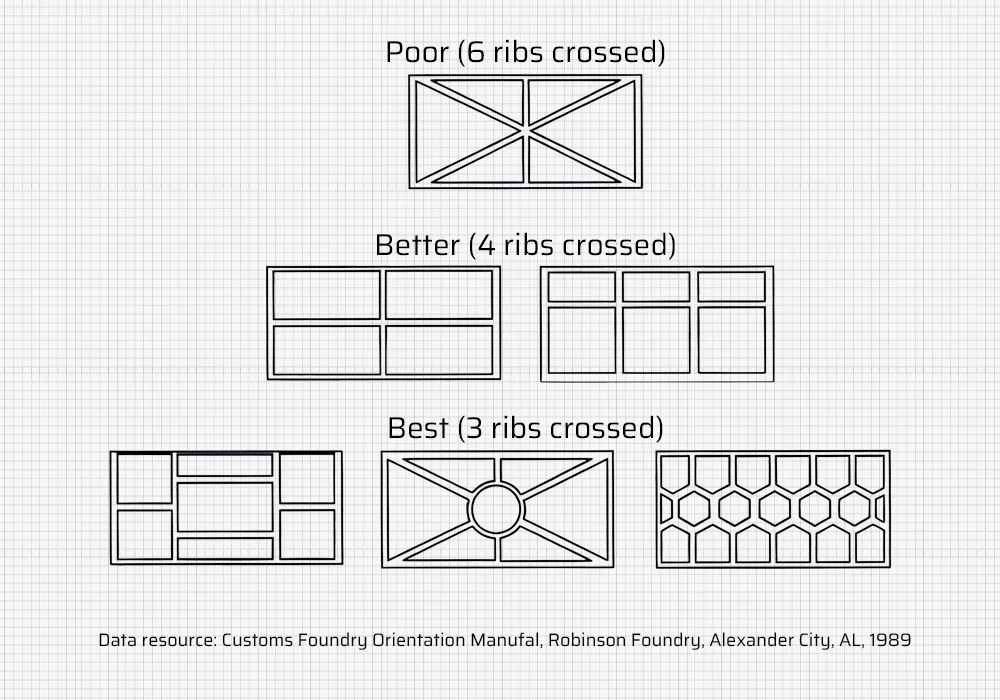
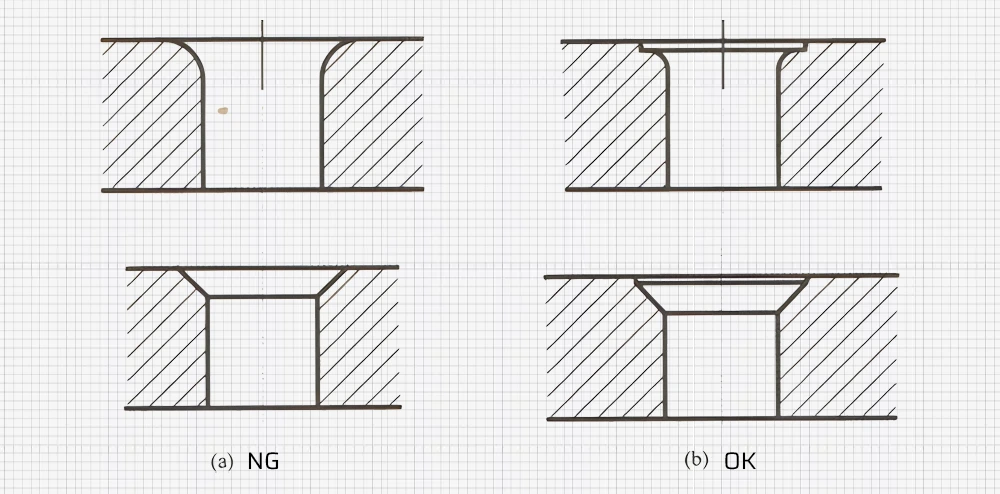
1.複数の補強リブが交差して接続される場合は、材料の局所的な蓄積を防ぎ、背面に収縮痕がつかないように注意する必要があり、以下の設計方法を推奨する。
2.補強リブを外壁に接続する際は、リブが外壁に対して垂直になるようにする。
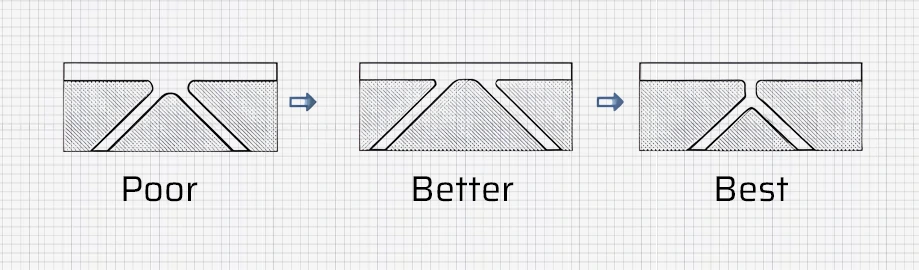
3.スペースに余裕があれば、急斜面での補強リブやボスの設計は避け、やむを得ない場合は収縮防止策を講じる。
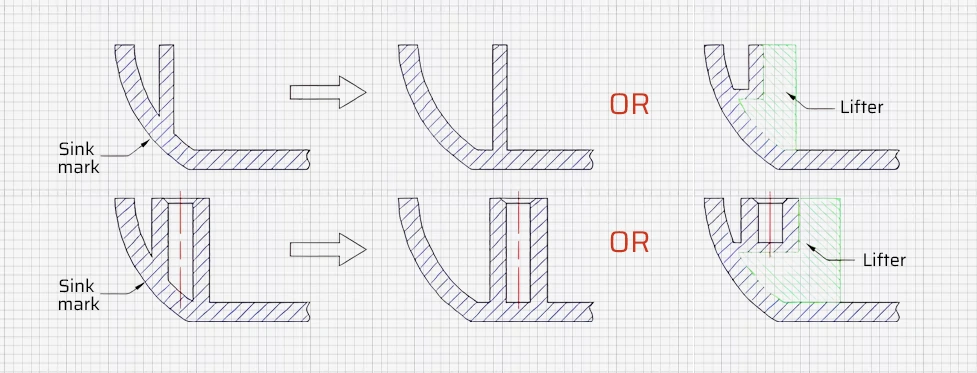
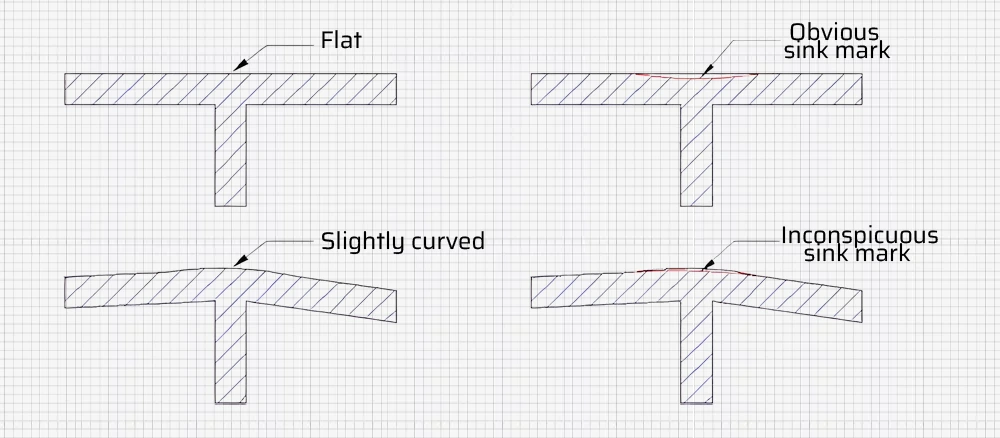
4.補強リブの肉厚が主肉厚に比例せず、パラメータや位置を変更できない場合は、外観を変更してシュリンク・マークを目立たなくすることを検討する(この方法はコントロールが難しいため、慎重に行う必要がある)。
03.ドラフトアングル
プラスチック製品には 抜き勾配 構造設計では、高さが浅いもの(平板など)や特殊な要件(ただし、側壁が大きく抜き勾配がない場合は、列の位置が必要)を除き、抜き勾配は必要ない。抜き勾配は通常0.5~5度、一般的には2度前後ですが、これは製品の大きさ、高さ、形状によって異なり、機能性を損なわずにスムーズな脱型を確保することが原則です。
金型キャビティの抜き勾配は、開口時に製品が金型コア内に確実に残るように、一般に金型コアの抜き勾配より0.5度大きくする。一般的に シャットオフ, インサートそして、キスオフにはドラフトの角度が必要だ。
以下の表は、さまざまな素材に対するドラフト角度の推奨値です:
| 材料 | ドラフト角度 | |
| 金型コア | 金型キャビティ | |
| ABS | 35'~1° | 40'~1°20′ |
| 追記 | 30'~1° | 35'~1°30′ |
| PC | 30分~50分 | 35'~1° |
| PP | 25フィート~50フィート | 30'~1° |
| PE | 20分~45分 | 25分~45分 |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20フィート~40フィート | 25フィート~40フィート |
| HPVC | 50'~1°45′ | 50'~2° |
| 垂直離着陸装置 | 25フィート~50フィート | 30'~1° |
| CP | 20分~45分 | 25分~45分 |
| 肋骨 | 通常0.5°、最小0.25 | |
ドラフトアングルの選択で注意すべき点
1.表面に光沢があり、高精度が要求され、収縮率の低いプラスチック部品には、0.5°など小さめのドラフト角度を選択する。
2.背が高く大きな仕様の場合は、具体的な計算に基づいてより小さなドラフト角を選択する必要がある。
3.収縮率の高いプラスチック部品には、より大きな角度を選ぶ。
4.金型がより堅く閉まるような肉厚のプラスチック部品の場合は、抜き勾配の基準値を大きくする。
5.ドラフト角度 完全透明部品 キズ防止のため、ドラフト角度を大きくする。一般的に、PS材では抜き勾配は2.5°~3°以下、ABS材やPC材では1.5°~2°以下が望ましい。.
6.テクスチャーやサンドブラスト処理が施されたプラスチック部品の場合、抜き勾配はテクスチャーの深さに応じて2°~5°にする。テクスチャーが深いほど、抜き勾配を大きくする。
04.Rコーナー
特別な要件で鋭利なエッジが指定されている部分を除き、プラスチック製品は通常、応力集中を減らし、プラスチックの流動を促進し、脱型を容易にするために、構造設計で角を丸くしている。
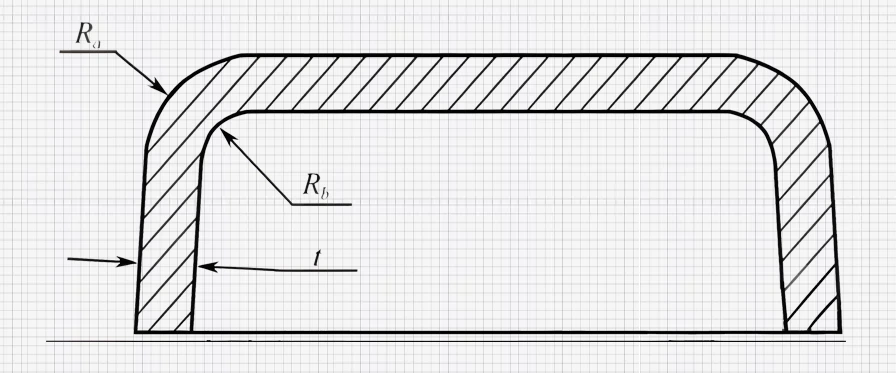
1.製品設計に特別な要件がない場合、移行半径(R)は隣接する材料の厚さ(t)によって決定され、内部コーナー半径は通常、材料厚さの0.50倍から1.50倍の範囲であるが、最小半径は0.30mmを下回ってはならない。
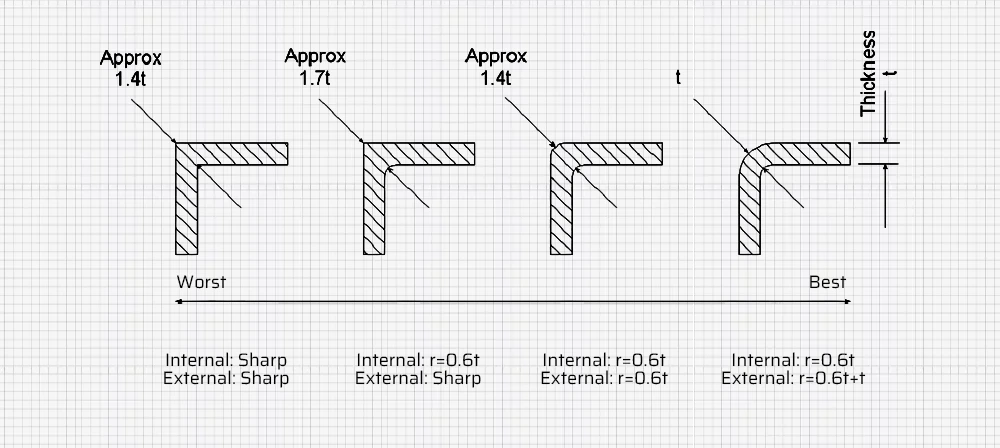
2.製品の内外面の角を丸く設計する場合は、肉厚を均一に保つ。
3.プラスチック製品の構造設計では、特に必要な場合を除き、金型パーティング面の角を丸くすることは避けてください。パーティング面の角が丸いと、金型製作の難易度が上がり、製品表面にウエルドラインが残り、外観に影響する。

4.製品の外側および内側で触れる可能性のある面には、鋭利なエッジを付けてはならない。必要に応じて、エッジを最小半径0.30mmに面取りし、指を切らないようにすること(ハンドヘルド電子製品の設計では特に重要)。

穴
製品構造設計において穴は一般的であり、一般的に円形穴と非円形穴の2種類に分類される。穴の位置を設計する場合、プラスチック部品の強度を損なうことなく、金型加工の難易度を最小限に抑えることを目標としなければならない。
穴の一般的な設計要件
寸法仕様(ねじ柱の内穴を除く):
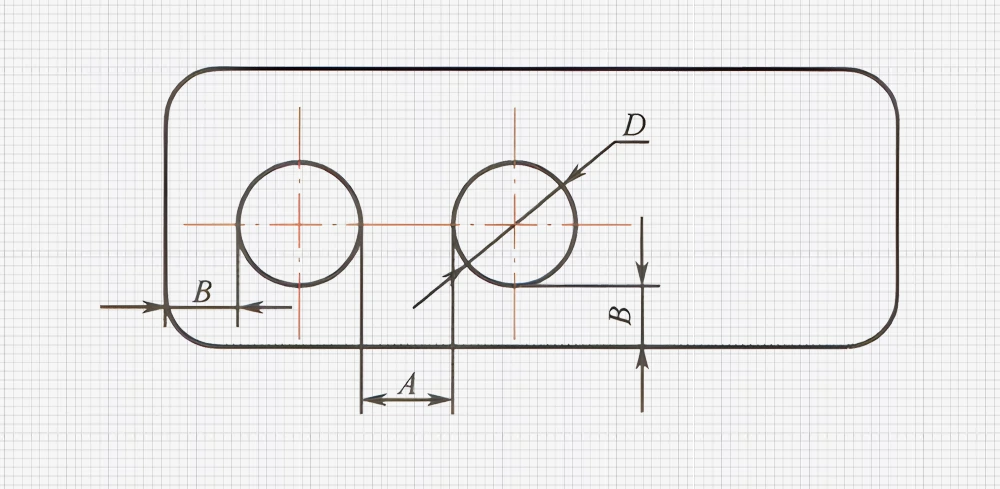
寸法Aは穴と穴の間の距離である。穴の直径が3.00mm未満の場合、Aの値はD以上とすることが推奨される。直径が3.00mmを超える場合、Aは穴の直径の0.70倍とすることができる。
寸法Bは穴からエッジまでの距離で、Bの値はDを下回らないことが推奨される。
穴径と深さの関係
寸法仕様(ねじ柱の内穴を除く):
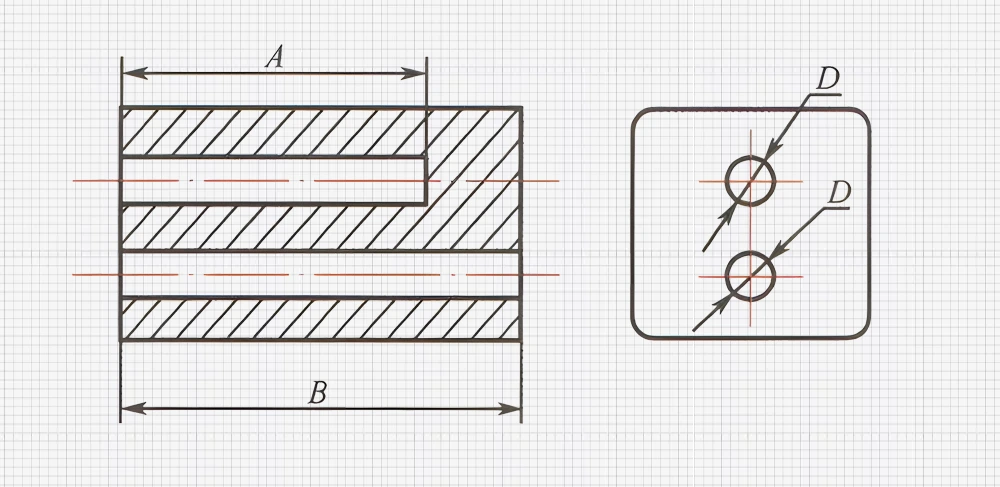
寸法Aはブラインドホールの深さで、5Dを超えないことを推奨する。一般的にAは2D以下で、長さ対直径比は4mmを超えない。
D≦1.5mmであれば、A≦Dである。ブラインドホールの底壁の厚さは、≧1/6Dでなければならない。
寸法Bはスルーホールの深さで、10Dを超えないことを推奨する。
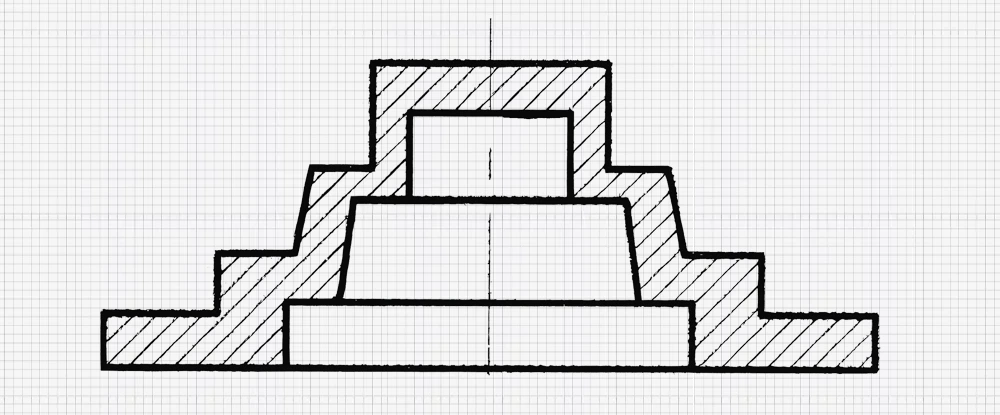
ステップホール
ステップホールは、図に示すように、異なる直径の穴が同軸上に複数つながっており、穴の深さが単一直径の穴よりも長くなっている。
角穴
穴の軸を金型の開口方向と一致させることで、コア抜きの必要性を回避できる。角穴や複雑な形状の穴の成形法では、分割コアを使用することで、横方向のコア抜き構造を避けることができる。
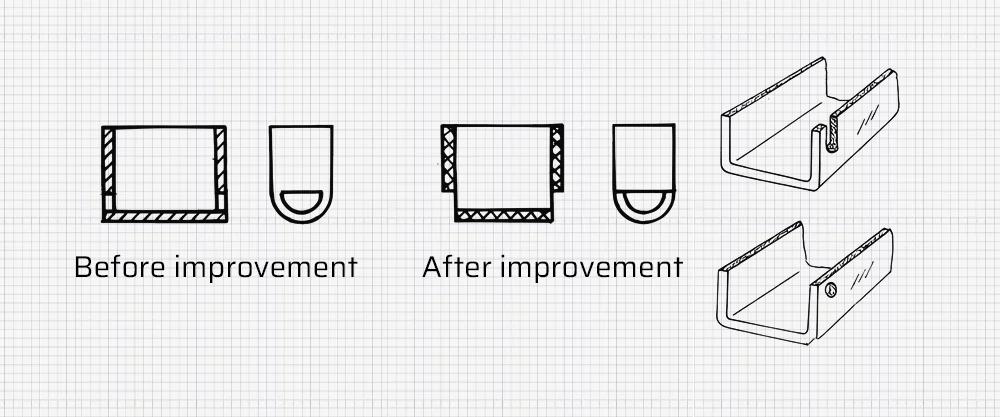
サイドホールとくぼみ
プラスチック製品に横穴や凹みが発生した場合、脱型しやすいようにスライダーやサイドコア抜き構造を設定しなければならず、金型構造が複雑になりコストアップにつながる。それに応じて製品構造を改善することができる。下の写真のように、側面穴のあるデザイン(a)から側面くぼみのあるデザイン(b)に変更する。
スクリューヘッドの穴の設計
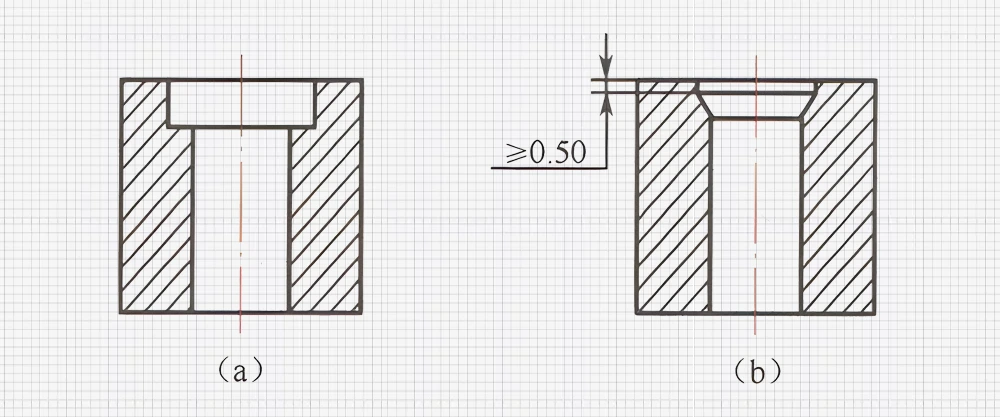
下図に示すように、ネジ頭の穴の好ましい形状は(a)のようになる。構造上、(b)のような形状が必要な場合は、テーパー面を端面より0.50mm以上低くし、穴表面のひび割れを防ぐ。
穴のエッジ構造
穴の縁に完全な面取りやRをデザインすることは現実的ではない。穴の縁には少なくとも0.4mmの直線的な特徴を持たせるべきである。
ボス
ボスは通常、2つのプラスチック製品を軸穴嵌合で組み立てたり、セルフタッピングねじの組み立てに使用される。ボスの高さがそれほど高くなく、金型内のエジェクター・スリーブを使用して排出される場合は、抜き勾配は必要ないかもしれない。しかし、ボスの高さが高い場合は、その外側にクロスリブ(補強材)を付けるのが一般的です。このクロスリブには通常1~2度の抜き勾配があり、ボス自体にも状況に応じて抜き勾配が必要になる。
ボスとポスト(または他のボス)を対にする場合、それぞれのボスの加工時に発生する位置誤差に対応するため、はめあいギャップを片側0.05~0.10に設定するのが一般的です。ボスをセルフタッピングねじの組立に使用する場合、ねじが確実に締結できるように、ボスの内孔は片側のねじの直径より0.1~0.2mm小さくする。例えば、M3.0のセルフ・タッピンねじで組み立てる場合、ボスの内孔は通常Ф2.60~2.80mmになるように作られる。
インサート
プラスチック成形プロセスにおいて、成形中または成形後に埋め込まれるボルトや端子のような金属または他の材料部品は、プラスチック部品内のインサートと総称されます。インサートは、製品の機能性を高めたり、装飾的な役割を果たすことがあります。
プラスチック部品のインサートは、ファスナーやサポートエレメントとして使用されることが多い。さらに、製品設計に修理のしやすさ、交換のしやすさ、再利用のしやすさが求められる場合、インサートは一般的な組み立て方法である。しかし、機能的な目的であろうと装飾的な目的であろうと、インサートの使用は最小限に抑えるべきである。その理由は、インサートを組み込むと加工工程が増え、製造コストが増加するからである。インサートは一般的に金属製で、銅が一般的な材料の選択である。
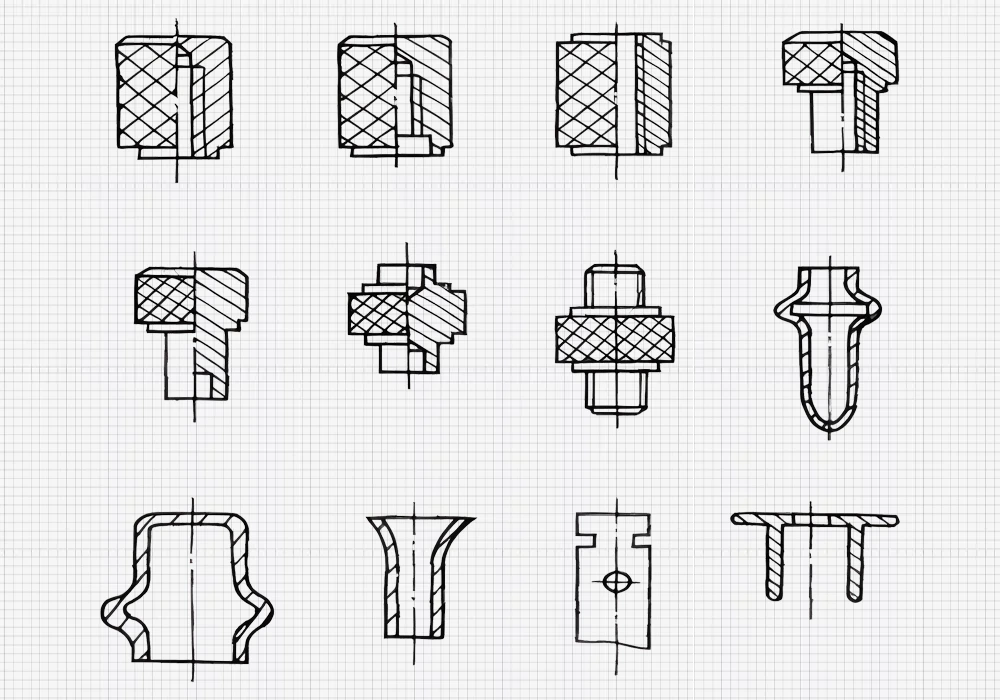
インサートの形状と構造要件
1.金属インサートは切削加工やプレス加工で作られるため、その形状は製造に適したものでなければならない。
2.十分な機械的強度(材質、寸法)を有していること。
3.使用中にインサートが抜けたり回転したりしないよう、インサ ートとプラスチック母材との間に十分な接着強度がなければな らない。応力集中による損傷を防ぐため、鋭角は避ける。可能であれば、均一な収縮を確保するために、円形または左右対称の形状を使用すべきである。
4.金型内での配置や位置決めを容易にするため、インサートの外側に広がる部分(金型内に配置される部分)は円筒形であるべきである。
5.フラッシュを防止するため、インサートにはシーリング・ボスなどの構造が必要である。
6.ネジ切り、端面切削、フランジ加工など、成形後のインサートの二次加工を容易にする設計でなければならない。
インサートを使用するプラスチック製品を設計する場合、インサートを金型内に正確かつ確実に配置できるようにすることが極めて重要です。また、インサートは成形部品と強固に接続されなければならないが、封止材が薄すぎる場合には困難であることを考慮することも重要である。さらに、プラスチックの漏れを防ぐ設計も必要です。
製品表面の質感
プラスチック製品の表面には、平滑面(金型表面を研磨したもの)、スパークエッチング面(金型キャビティを銅放電加工したもの)、様々な模様のエッチング面(模様面)、彫刻面などがある。テクスチャーの深さが大きかったり、テクスチャーが多かったりすると、離型抵抗が大きくなり、それに伴って離型角度を大きくする必要があります。
テキストとパターン
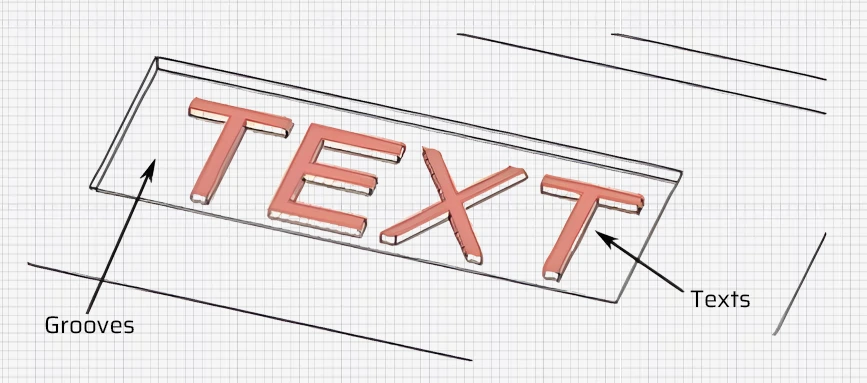
プラスチック製品の文字や模様には、盛り上がった面と凹んだ面の2つの形がある。一般的に2つの加工方法があり、小さな文字や模様は金型のエッチングによって得られ、少し大きな文字や模様は金型に直接機械加工される。文字の大きさは成形に適した大きさで、鋭角にならないようにしなければならない。
1.プラスチック製品の文字や模様は、表面を盛り上げて金型に凹みを作り、金型加工を簡単にするのがベストです。構造上、表面に盛り上がりがあってはならない場合は、文字やパターンがある深さまである凹部を作り、その中で文字やパターンを盛り上げればよい。これにより、金型製作を容易にしながら、構造上の要件を満たすことができます。
2.プラスチック製品の場合、盛り上がった文字や模様の高さは一般に0.15~0.30mmで、凹んだ文字や模様の深さは0.15~0.25mmである。
3.文字サイズ仕様:
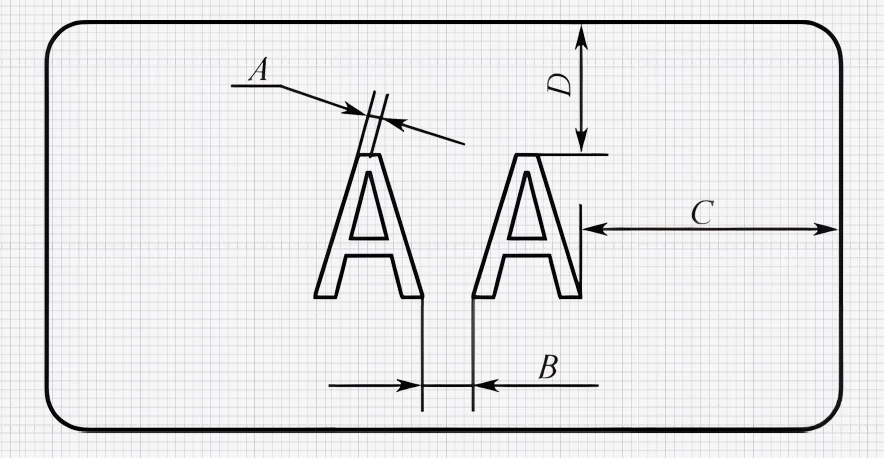
- 寸法Aはテキスト・ストロークの幅で、0.25mm以上を推奨する。
- 寸法Bは2つの文字の間隔であり、0.40mm以上であることが推奨される。
- 寸法CとDは、文字から端までの距離で、0.60mm以上を推奨する。











