
الجزء الأساسي من المنتجات البلاستيكية هو في الواقع التصميم الهيكلي للمنتج البلاستيكي. يقول الكثير من الناس إن التصميم الهيكلي للمنتجات البلاستيكية صعب، ولكن ما الذي يجعل الأمر صعبًا بالضبط؟
لقد تعلمنا سابقًا عن عملية تطوير المنتجات البلاستيكية. من خلال هذه العملية المرهقة، ليس من الصعب أن نرى أن التصميم الممتاز للمنتجات البلاستيكية يجب ألا يتكيف مع المتطلبات المتغيرة والتحكم في التكاليف فحسب، بل يجب أن يضمن أيضًا كفاءة إنتاج جيدة. وبالإضافة إلى ذلك، نظرًا لتعقيد التصميم وموثوقيته ودقته، فإن عبء العمل في التصميم الهيكلي للمنتج كبير. ويتطلب ذلك من المصممين امتلاك قدرات تقنية وهندسية فائقة وبصيرة ثاقبة في السوق، والاهتمام بالتقنيات الناشئة والمتطلبات المتغيرة باستمرار.
وبغض النظر عن المتطلبات المتغيرة والرؤية الثاقبة للسوق، فإن التصميم الهيكلي للمنتج نفسه يتطلب أيضًا مراعاة العديد من الجوانب. ويشير الدليل التالي بوضوح إلى هذه الجوانب:
01. سُمك الجدار
بالنسبة للمكونات الكبيرة، يتراوح سُمك الجدار في التصميم الهيكلي عمومًا من 2.4 إلى 3.2 مم، بينما يبلغ سمك الجدار في المكونات الأصغر حجمًا حوالي 1.0 مم، مع الالتزام بالأبعاد المحددة لمتطلبات تصميم المنتج. يجب أن تكون سماكة الجدار موحدة قدر الإمكان. في ظروف خاصة، يمكن أن تكون بعض المناطق أكثر سمكًا أو أرق قليلاً، ولكن من الضروري أن يكون الانتقال التدريجي (يوصى بأن يكون حجم الانتقال أكثر من 5 أضعاف سمك جدار المنتج) لمنع ظهور علامات الإجهاد على سطح منتج الحقن المصبوب.
العوامل المؤثرة في اختيار سُمك الجدار
أ) المواد البلاستيكية المستخدمة. المواد المختلفة لها مواد مختلفة معدلات الانكماش والسيولة أثناء القولبة بالحقنمما يؤثر على سُمك الجدار الموصى به. (بالنسبة لسمك الغلاف، يمكن أن تكون البيانات التجريبية تقريبًا أكبر بُعد للماكينة / 100 مم).
ب) القوى الخارجية التي يتحملها. كلما زادت القوة، يجب أن يكون الجدار أكثر سمكاً. وفي حالات خاصة، ينبغي استخدام الأجزاء المعدنية أو إجراء فحوصات القوة.
تشمل قيم سُمك الجدار الموصى بها للمنتجات ما يلي:
| المواد البلاستيكية | الحد الأدنى لسُمك الجدار | سمك الجدار الموصى به للأجزاء الصغيرة | سُمك الجدار الموصى به للأجزاء متوسطة الحجم | سُمك الجدار الموصى به للأجزاء الكبيرة |
| نايلون | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| بى بى | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| ملاحظة | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| بي إم إم إمA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| بولي كلوريد الفينيل | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| ص | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| كمبيوتر شخصي | 0.95 | 1.8 | 2.3 | 3~4.5 |
| بوم | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
ج) لوائح السلامة. على سبيل المثال، اشتراطات مقاومة الضغط (كلما كان الجدار أكثر سمكاً، زادت مقاومة الضغط)، واشتراطات القابلية للاشتعال، إلخ.
02. تقوية الأضلاع
يحتوي معظم التصميم الهيكلي لمعظم المنتجات البلاستيكية على أضلاع تقوية لأن الأضلاع يمكن أن تزيد من القوة دون زيادة سمك الجدار الكلي، وهو أمر مفيد بشكل خاص للمكونات الكبيرة والأجزاء المجهدة، ويمكن أن يمنع أيضًا تشوه المنتج. يبلغ سمك أضلاع التسليح عادةً 0.5 - 0.75 ضعف سمك الجدار الكلي (يوصى بأن يكون أقل من 0.6 ضعف)؛ إذا كان أكبر من 0.75 ضعف، يكون المنتج عرضة للانكماش.
بالنسبة للأجزاء البلاستيكية ذات متطلبات المظهر العالي (سطح لامع)، يوصى بأن يكون سمك الجزء السفلي من أضلاع التسليح على الظهر B≤0.5T. في حالة الثقة في تصميم القالب وتعديلات العملية اللاحقة، يمكن تصميم B>0.56T، ولكن يوصى بعدم تجاوز 0.7T، حيث سيكون من الصعب تعديلها لاحقًا. من المهم ملاحظة أن سماكة أضلاع التسليح للمواد البلاستيكية المختلفة لا تتبع بالضرورة B≤0.5T.
| مرجع التصميم لسمك أضلاع التسليح (بالنسبة لسمك جدار القاعدة) | ||
| المواد | الحد الأدنى لعلامة الحوض | علامة غرق طفيفة |
| كمبيوتر شخصي | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| السلطة الفلسطينية | 30% | 40% |
| السلطة الفلسطينية المعززة | 33% | 50% |
| ص | 30% | 40% |
| بولي بروبيلين مقوى | 33% | 50% |
جوانب تصميم التعزيزات التي تحتاج إلى اهتمام
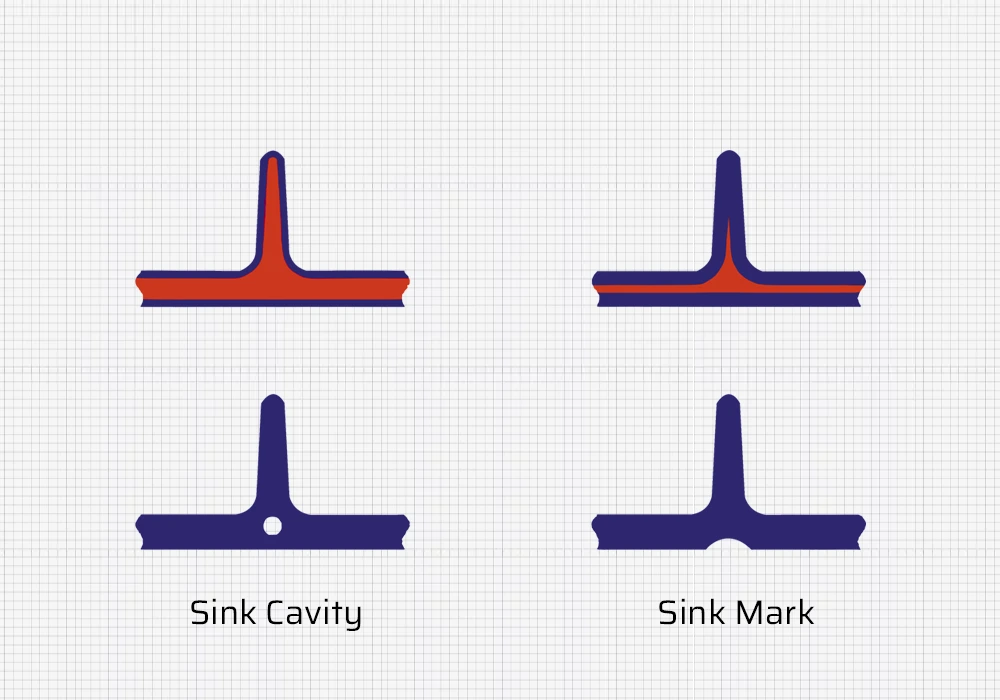
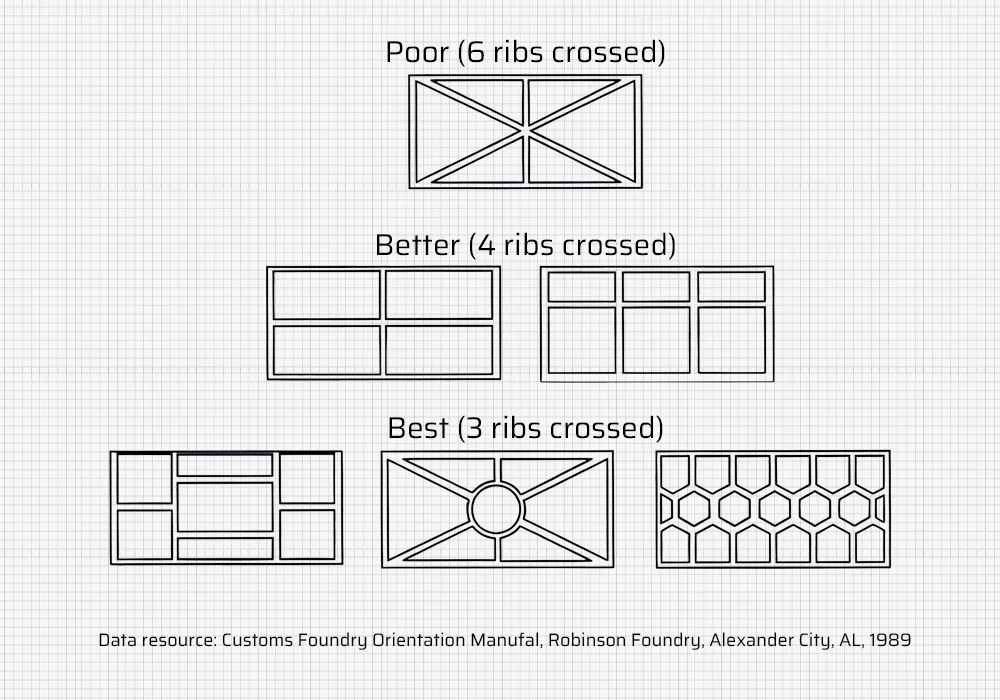
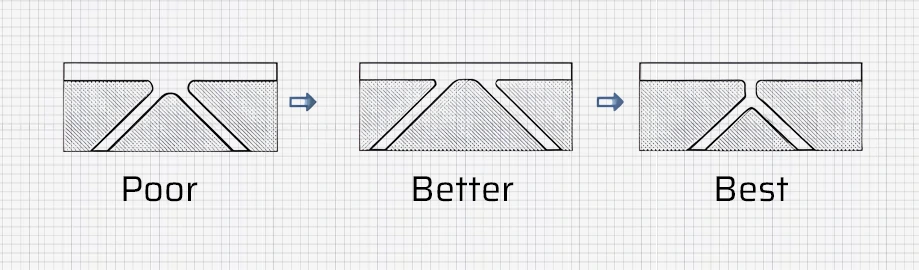
1. عندما تتقاطع أضلاع التسليح المتعددة وتتصل ببعضها البعض، ينبغي توخي الحذر لمنع التراكم الموضعي للمواد وتجنب علامات الانكماش على الظهر، ويوصى باتباع طريقة التصميم التالية.
2. عند توصيل أضلاع التسليح بالجدار الخارجي، حاول إبقاء الأضلاع متعامدة على الجدار الخارجي.
3. إذا سمحت المساحة، تجنب تصميم أضلاع التسليح أو الرؤوس على المنحدرات الشديدة الانحدار، واتخاذ تدابير لمنع الانكماش إذا كان لا مفر منه.
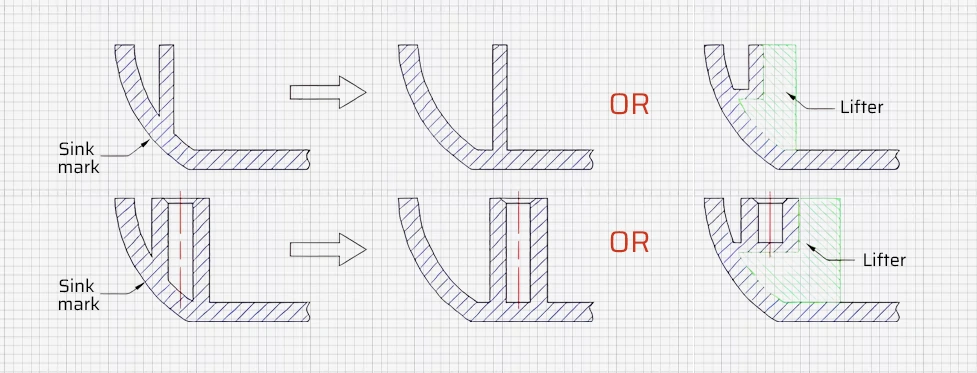
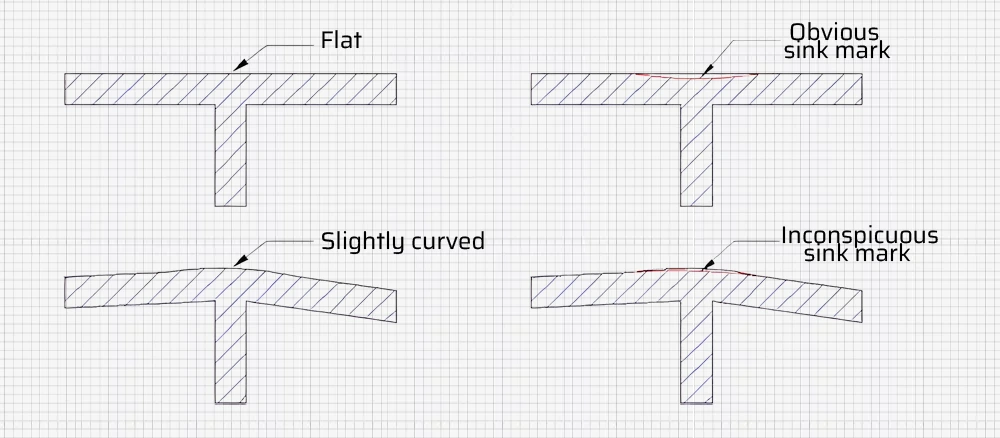
4. إذا كان سمك أضلاع التسليح غير متناسب مع سمك الجدار الرئيسي ولا يمكن تغيير المعلمات والموقع، فكر في تغيير المظهر الخارجي لتقليل ظهور علامات الانكماش (هذه الطريقة صعبة التحكم ويجب استخدامها بحذر).
03. مسودة الزاوية
تتطلب المنتجات البلاستيكية زاوية السحب في التصميم الهيكلي، باستثناء تلك ذات الارتفاعات الضحلة (مثل الصفيحة المسطحة) أو المتطلبات الخاصة (ولكن عندما تكون الجدران الجانبية كبيرة وبدون زاوية سحب). وتتراوح زاوية السحب عادةً من 0.5-5 درجة، وعادةً ما تكون حوالي درجتين، ولكن هذا يختلف بناءً على حجم المنتج وارتفاعه وشكله، مع مبدأ ضمان إزالة القوالب بسلاسة دون التأثير على الوظيفة.
يجب أن تكون زاوية السحب لتجويف القالب بشكل عام أكبر بمقدار 0.5 درجة من زاوية قلب القالب لضمان بقاء المنتج في قلب القالب عند الفتح. وبوجه عام، فإن مناطق مثل عمليات الإغلاق, إدخالاتوالقبلات تحتاج إلى زاوية سحب.
يوصي الجدول أدناه بزوايا السحب للمواد المختلفة:
| المواد | زاوية السحب | |
| الجزء الداخلي للقالب | تجويف القالب | |
| ABS | 35'~1° | 40'~1°20′ |
| ملاحظة | 30'~1° | 35'~1°30′ |
| كمبيوتر شخصي | 30 إلى 50 | 35'~1° |
| ص | 25 إلى 50 | 30'~1° |
| بى بى | 20 إلى 45 دقيقة | 25 إلى 45 دقيقة |
| ب م أ م أ | 30'~1° | 35'~1°30′ |
| بوم | 30'~1° | 35'~1°30′ |
| السلطة الفلسطينية | 20 إلى 40 | 25 إلى 40 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25 إلى 50 | 30'~1° |
| سي بي | 20 إلى 45 دقيقة | 25 إلى 45 دقيقة |
| الضلوع | بشكل عام 0.5 درجة، أقل ما يمكن 0.25 درجة | |
جوانب اختيار زاوية السحب التي تحتاج إلى اهتمام
1. اختر زاوية سحب أصغر، مثل 0.5 درجة للأجزاء البلاستيكية ذات الأسطح اللامعة ومتطلبات الدقة العالية مع معدل انكماش منخفض.
2. بالنسبة للمواصفات الأطول والأكبر، يجب اختيار زاوية سحب أصغر بناءً على حسابات محددة.
3. اختر زاوية أكبر للأجزاء البلاستيكية ذات معدل الانكماش العالي.
4. بالنسبة للأجزاء البلاستيكية ذات الجدران السميكة، والتي تتسبب في إغلاق القالب بإحكام أكبر، يجب اختيار قيمة قياسية أكبر لزاوية السحب.
5. زاوية السحب لـ أجزاء شفافة بالكامل يجب زيادتها لمنع الخدوش. وبصفة عامة، بالنسبة لمواد البولي بروبيلين PS، يجب ألا تقل زاوية السحب عن 2.5 درجة ~ 3 °، وبالنسبة لمواد ABS والكمبيوتر الشخصي، يجب ألا تقل عن 1.5 درجة ~ 2°.
6. بالنسبة للأجزاء البلاستيكية ذات القوام أو معالجات السفع الرملي، يجب أن تكون زاوية السحب بين 2° إلى 5° حسب عمق القوام. كلما كان النسيج أعمق، يجب أن تكون زاوية السحب أكبر.
04. الركن ص
باستثناء المناطق التي تحدد فيها المتطلبات الخاصة حوافًا حادة، عادةً ما يكون للمنتجات البلاستيكية زوايا مستديرة في التصميم الهيكلي لتقليل تركيز الضغط وتسهيل تدفق البلاستيك وتسهيل عملية إزالة القوالب.
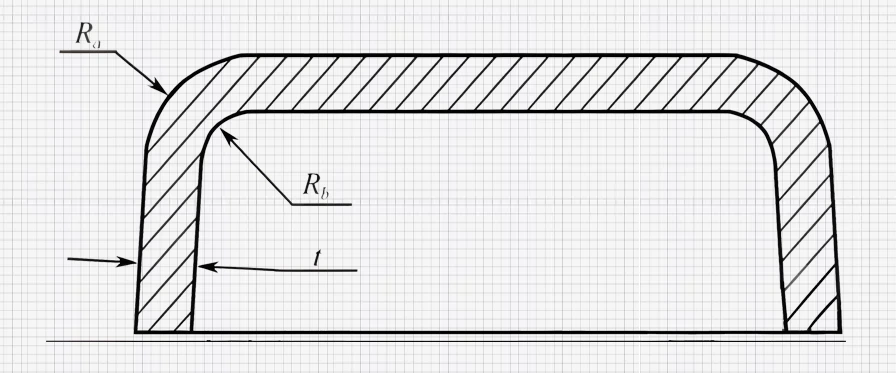
1. إذا لم تكن هناك اشتراطات خاصة لتصميم المنتج، يتم تحديد نصف قطر الانتقال (R) حسب سمك المادة المجاورة (t)، حيث يتراوح نصف قطر الزاوية الداخلية عادةً من 0.50 إلى 1.50 ضعف سمك المادة، ولكن يجب ألا يقل نصف القطر الأدنى عن 0.30 مم.
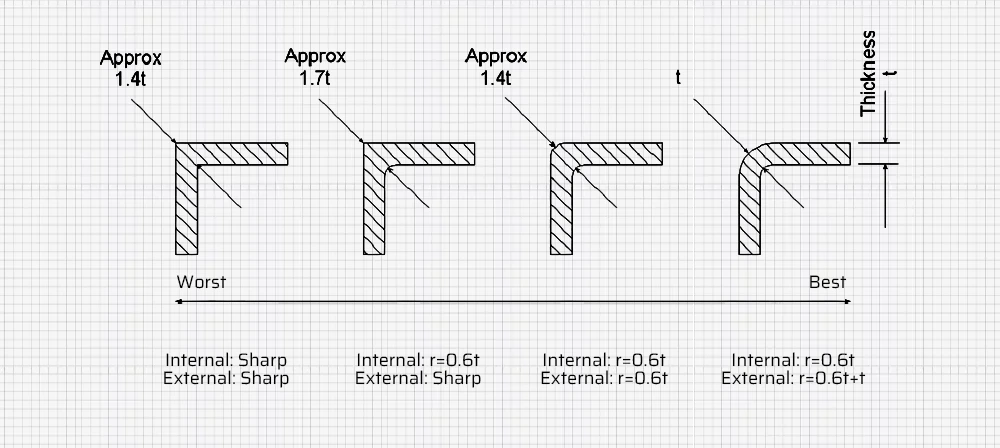
2. عند تصميم الزوايا الدائرية على الأسطح الداخلية والخارجية للمنتج، يجب الحفاظ على سمك موحد للجدار.
3. في التصميم الهيكلي للمنتج البلاستيكي، تجنب بشكل خاص الزوايا المستديرة على سطح فراق القالب ما لم يكن ذلك مطلوبًا على وجه التحديد. تزيد الزوايا المستديرة على السطح الفاصل من صعوبة صنع القالب وتترك خط لحام على سطح المنتج، مما يؤثر على المظهر.

4. لا يُسمح بالحواف الحادة على الأسطح التي يمكن لمسها على السطح الخارجي والداخلي للمنتج. وإذا لزم الأمر، يجب شطب الحواف إلى نصف قطر لا يقل عن 0.30 مم لمنع قطع الأصابع، وهو أمر مهم بشكل خاص في تصميم المنتجات الإلكترونية المحمولة باليد.

الثقوب
الثقوب شائعة في تصميم هيكل المنتج وعادةً ما يتم تصنيفها إلى نوعين: الثقوب الدائرية وغير الدائرية. عند تصميم موضع الثقوب، يجب أن يكون الهدف هو تقليل صعوبة معالجة القالب دون المساس بقوة الجزء البلاستيكي.
متطلبات التصميم الشائعة للثقوب
مواصفات الأبعاد (باستثناء الثقوب الداخلية لأعمدة البراغي):
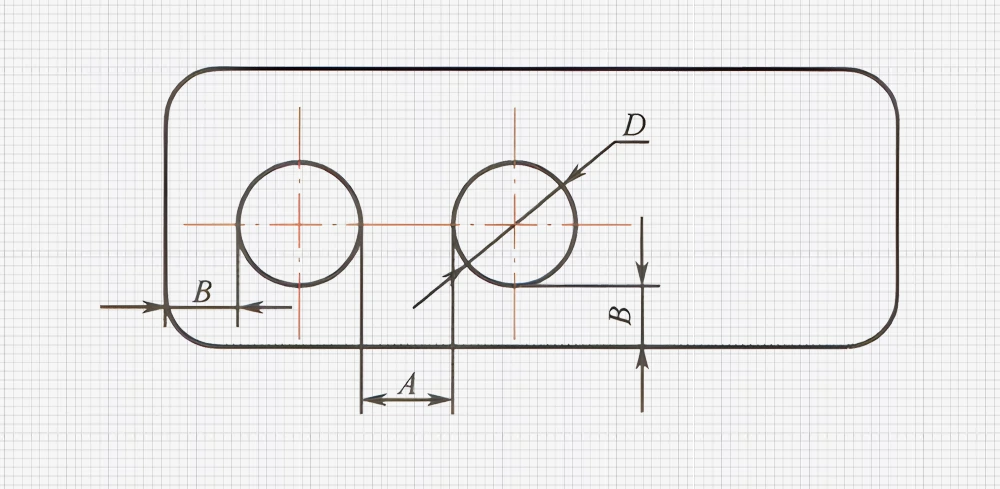
البعد A هو المسافة بين الثقوب. إذا كان قطر الثقب أقل من 3.00 مم، يوصى بألا تقل قيمة A عن D؛ وإذا كان القطر يتجاوز 3.00 مم، فيمكن أن يكون A 0.70 ضعف قطر الثقب.
البعد B هو المسافة من الثقب إلى الحافة، ويوصى بألا تقل قيمة B عن D.
العلاقة بين قطر الفتحة والعمق
مواصفات الأبعاد (باستثناء الثقوب الداخلية لأعمدة البراغي):
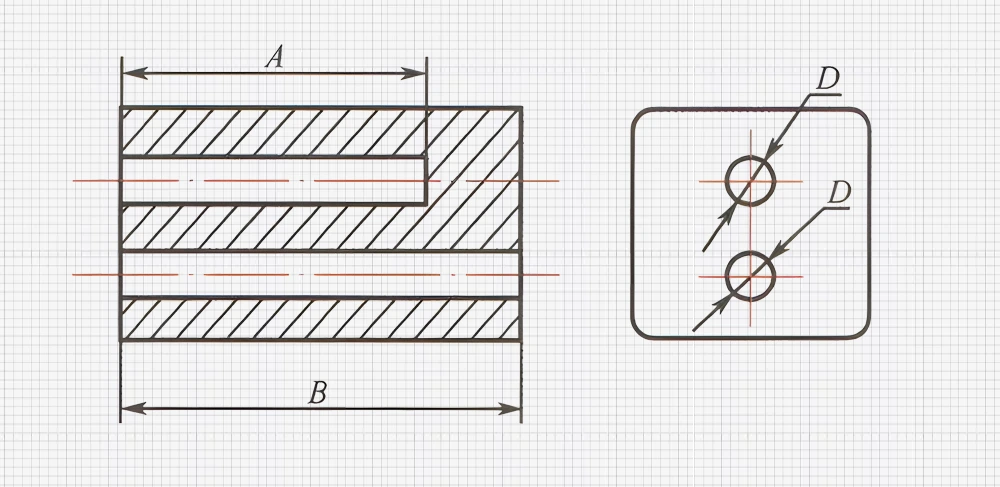
البعد A هو عمق الثقب الأعمى، ويوصى بألا يتجاوز 5D. وعموماً، يكون البعد A أقل من 2D مع نسبة طول إلى قطر لا تتجاوز 4 مم.
إذا كان D ≤ 1.5 مم، فيجب أن يكون سمك الجدار السفلي للفتحة العمياء ≥ 1/6D.
البعد B هو عمق الثقب النافذ، ويوصى بألا يتجاوز 10D.
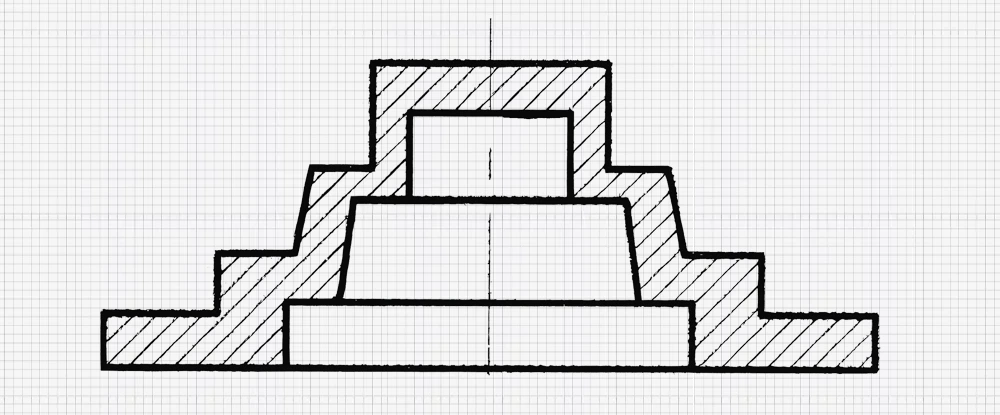
ثقوب السلالم
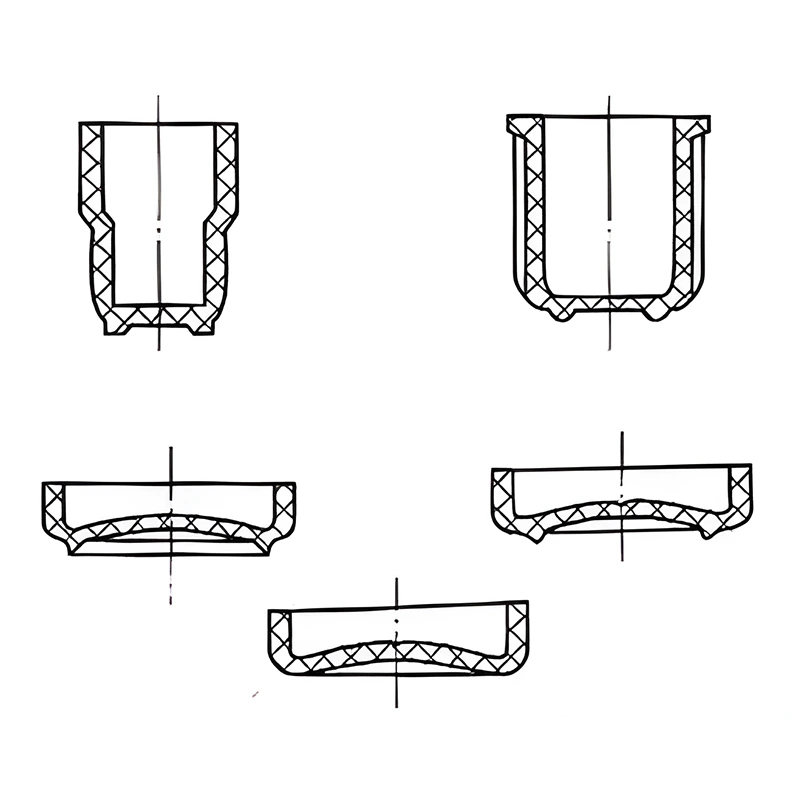
تتألف الثقوب المتدرجة من عدة ثقوب متصلة محوريًا بأقطار مختلفة، بحيث يكون عمق الثقب أطول من عمق الثقب ذي القطر الواحد، كما هو موضح في المخططات.
ثقوب بزاوية
يمكن أن تؤدي محاذاة محور الثقب مع اتجاه فتحة القالب إلى تجنب الحاجة إلى سحب القلب. بالنسبة لطرق تشكيل الثقوب ذات الزوايا والثقوب ذات الشكل المعقد، يمكن استخدام قلب منقسم لتجنب هياكل السحب الجانبي للقلب.
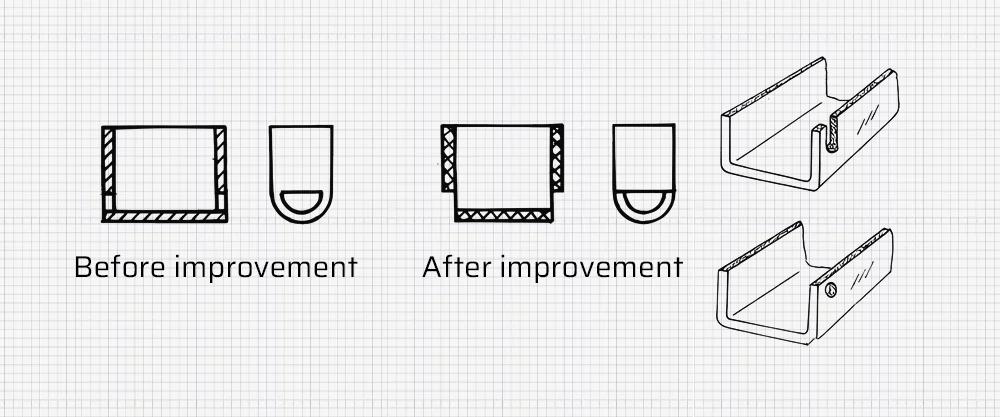
الثقوب الجانبية والمسافات البادئة
عندما تظهر الثقوب الجانبية والمسافات البادئة على المنتجات البلاستيكية، يجب وضع منزلقات أو هياكل سحب القلب الجانبية لسهولة إزالة القوالب، مما يعقد هيكل القالب ويزيد من التكاليف. يمكن تحسين هيكل المنتج وفقًا لذلك. كما هو موضح في الصورة أدناه، التغيير من تصميم ذي ثقوب جانبية (أ) إلى تصميم ذي مسافات بادئة جانبية (ب).
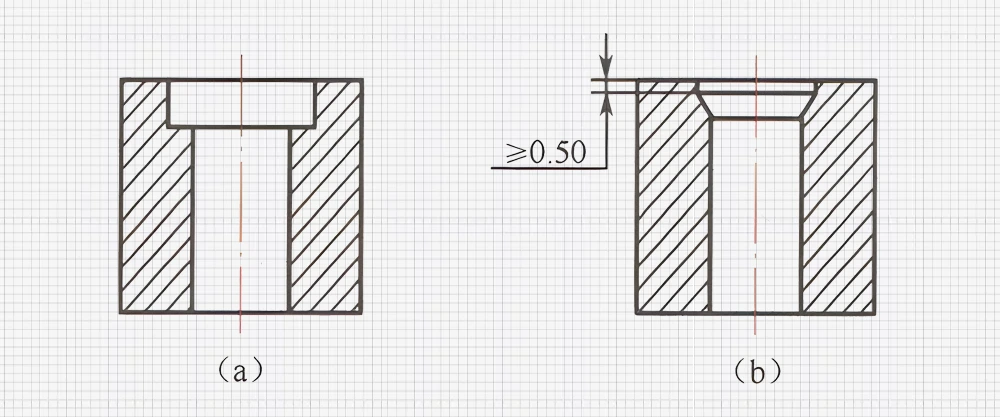
تصميم ثقوب رؤوس البراغي
كما هو موضح في الصورة أدناه، الشكل المفضل لثقوب رؤوس البراغي موضح في (أ). إذا كان الهيكل يتطلب الشكل الموضح في (ب)، يجب أن يكون السطح المدبب أسفل الوجه النهائي بما لا يقل عن 0.50 مم لمنع تشقق سطح الثقب.
هيكل حافة الثقوب
إن تصميم شطب أو نصف قطر كامل عند حافة الثقب غير عملي؛ يجب أن تكون حافة الثقب ذات حافة مستقيمة 0.4 مم على الأقل.
الرؤساء
تُستخدم الرؤوس عادةً لتجميع منتجين بلاستيكيين عن طريق تركيب ثقب العمود أو لتجميع البراغي ذاتية التنصت. عندما لا يكون الرأس طويلًا جدًا ويتم إخراجه باستخدام غلاف قاذف في القالب، فقد لا يحتاج إلى زاوية سحب. ومع ذلك، عندما يكون الرأس طويل القامة، فمن الشائع إضافة أضلاع متقاطعة (تعزيزات) على السطح الخارجي. وعادةً ما يكون لهذه الأضلاع المتقاطعة زاوية غاطسة من 1-2 درجة، وقد يتطلب القالب نفسه أيضًا زاوية غاطسة حسب الحالة.
عندما يتم إقران البرغي بعمود (أو برغي آخر)، عادةً ما يتم ضبط فجوة التركيب على 0.05-0.10 من جانب واحد لاستيعاب الأخطاء الموضعية التي قد تحدث أثناء معالجة كل برغي. عند استخدام رأس لتجميع براغي ذاتية التنصت، يجب أن يكون ثقبها الداخلي أصغر بمقدار 0.1-0.2 مم من قطر البرغي على جانب واحد لضمان إمكانية تثبيت البرغي بإحكام. على سبيل المثال، عند التجميع باستخدام برغي ذاتي التنصت M3.0، عادةً ما يكون الثقب الداخلي للبراغي Ф2.60-2.80 مم.
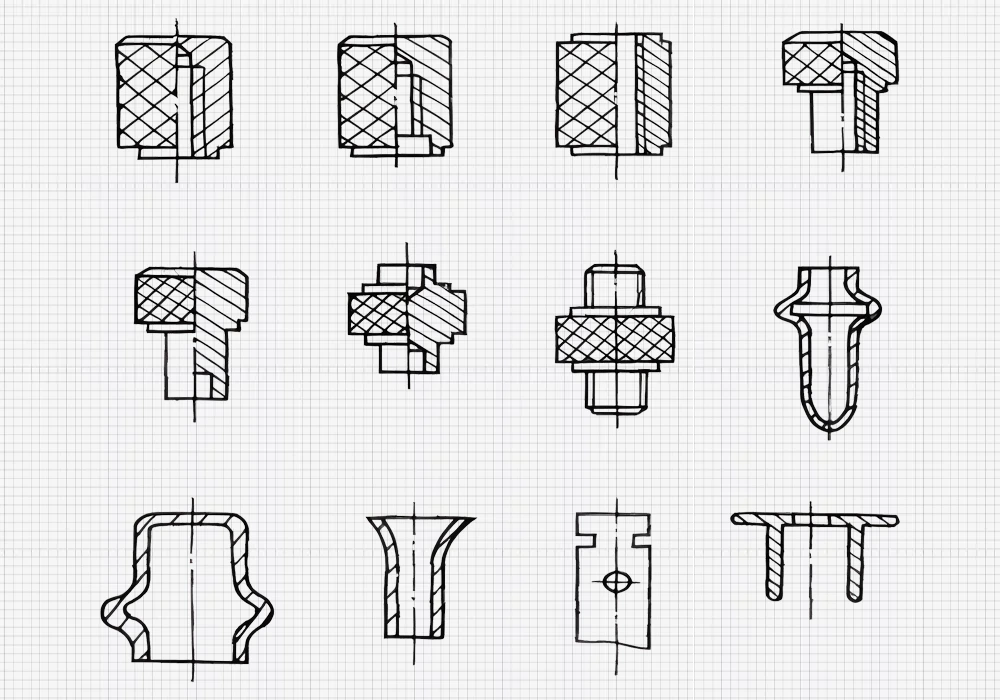
الإدخالات
في عملية قولبة البلاستيك، يشار إلى الأجزاء المعدنية أو غيرها من المواد مثل البراغي والأطراف المدمجة أثناء أو بعد القولبة على أنها إدخالات داخل الأجزاء البلاستيكية. يمكن للإدخالات أن تعزز من وظائف المنتج أو تخدم أغراض الزينة.
غالبًا ما تستخدم الإدخالات في الأجزاء البلاستيكية كمثبتات أو عناصر دعم. وبالإضافة إلى ذلك، تعتبر الإدخالات طريقة تجميع شائعة عندما يتطلب تصميم المنتج سهولة الإصلاح أو سهولة الاستبدال أو إعادة الاستخدام. ومع ذلك، وبغض النظر عما إذا كانت تستخدم لأغراض وظيفية أو زخرفية، يجب التقليل من استخدام الإدخالات. والسبب في ذلك هو أن دمج الإدخالات يتطلب خطوات معالجة إضافية، مما يزيد من تكاليف الإنتاج. وعادةً ما تكون الإدخالات مصنوعة من المعدن، مع كون النحاس خيارًا شائعًا للمواد.
المتطلبات الشكلية والهيكلية للإدخالات
1. تصنع الحشوات المعدنية من خلال عمليات القطع أو الختم، لذا يجب أن تكون أشكالها مواتية للتصنيع.
2. يجب أن تكون لها قوة ميكانيكية كافية (المواد والأبعاد).
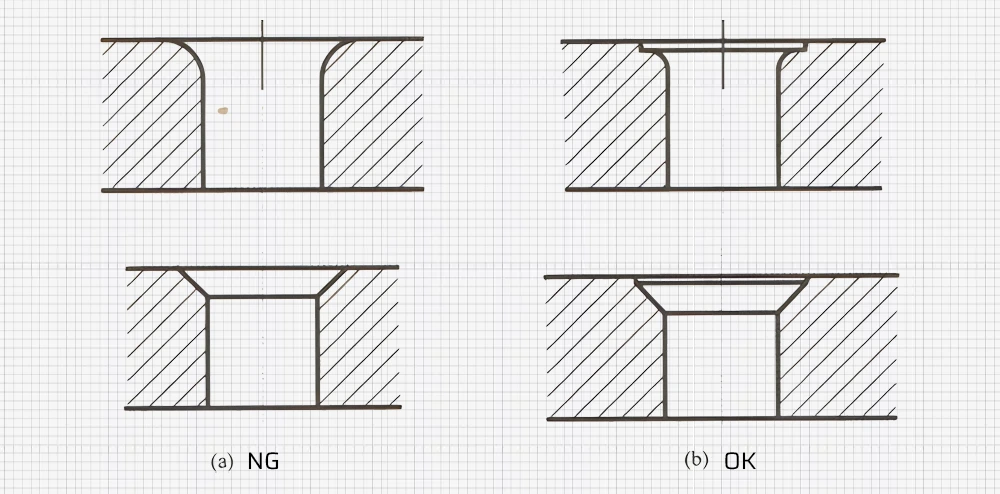
3. يجب أن تكون هناك قوة ترابط كافية بين الحشوة والمصفوفة البلاستيكية لمنعها من الانسحاب أو الدوران أثناء الاستخدام. وينبغي أن يكون لسطح الحشوة أخاديد حلقية أو تقاطعات؛ وينبغي تجنب الزوايا الحادة لمنع التلف الناجم عن تركز الإجهاد. وحيثما أمكن، يجب استخدام الأشكال المستديرة أو المتماثلة لضمان انكماش موحد.
4. لسهولة الوضع والتموضع داخل القالب، يجب أن يكون الجزء الممتد للخارج (الجزء الموضوع في القالب) أسطواني الشكل، حيث أن الثقوب الدائرية هي الأسهل في تصنيع القالب.
5. ولمنع الوميض، يجب أن تحتوي الحشوات على هياكل مثل الرؤوس المانعة للتسرب.
6. يجب أن يسهِّل التصميم المعالجة الثانوية للقطعة بعد التشكيل، مثل الخيوط، وقطع الوجه النهائي، والتشفيط، إلخ.
عند تصميم المنتجات البلاستيكية المزودة بإدخالات، من الضروري التأكد من إمكانية وضع الإدخالات بدقة وموثوقية داخل القالب. من المهم أيضًا مراعاة أن الإدخالات يجب أن تشكل اتصالاً قويًا مع الجزء المقولب، وهو ما قد يكون صعبًا عندما تكون المادة المغلفة رقيقة جدًا. بالإضافة إلى ذلك، يجب أن يمنع التصميم أي تسرب للبلاستيك.
نسيج سطح المنتج
يمكن أن يكون سطح المنتجات البلاستيكية أملسًا (سطح القالب المصقول)، أو محفورًا بالشرارة (تجويف القالب المعالج بالإلكترونيات النحاسية)، أو أسطحًا محفورة منقوشة مختلفة (أسطح منقوشة)، وأسطحًا محفورة. عندما يكون عمق النسيج كبيرًا أو عندما يكون هناك العديد من القوام، تزداد مقاومة إزالة القوالب، مما يستلزم زيادة مقابلة في زاوية إزالة القوالب.
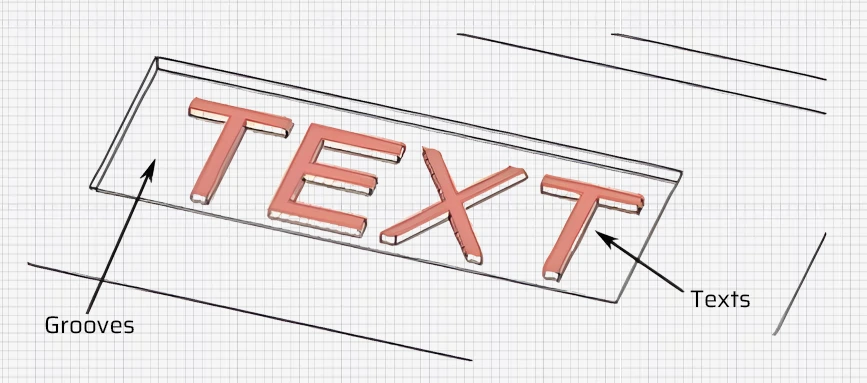
النص والأنماط
تأتي النصوص والنقوش على المنتجات البلاستيكية في شكلين: الأسطح المرتفعة والسطوح الغائرة. هناك طريقتان للمعالجة بشكل عام: يتم الحصول على النصوص والأنماط الصغيرة عن طريق الحفر في القالب، بينما يتم تشكيل النصوص والأنماط الأكبر قليلاً في القالب مباشرةً. يجب أن يكون حجم النص ملائمًا للقولبة وتجنب الزوايا الحادة.
1. من الأفضل استخدام الأسطح المرتفعة للنص والنقوش على المنتجات البلاستيكية، مما يجعلها غائرة على القالب، مما يسهل معالجة القالب. إذا كان الهيكل يتطلب ألا يحتوي السطح على أي ملامح مرتفعة، يمكنك إنشاء منطقة غائرة حيث يوجد النص أو النمط بعمق معين، ثم رفع النص أو النمط داخل التجويف. وهذا يفي بالمتطلبات الهيكلية مع تسهيل صناعة القالب.
2. وبالنسبة للمنتجات البلاستيكية، يتراوح ارتفاع النصوص والنقوش البارزة عموماً بين 0.15 و0.30 مم، بينما يتراوح عمق النصوص والنقوش الغائرة بين 0.15 و0.25 مم.
3. مواصفات حجم النص:
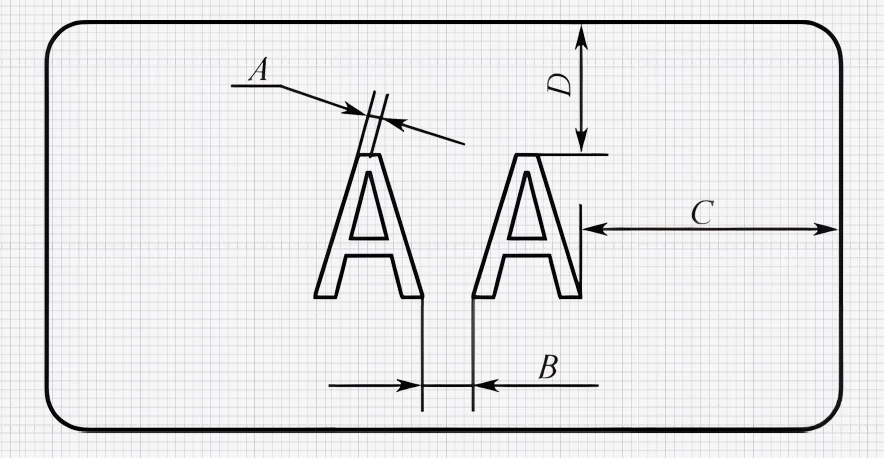
- البعد A هو عرض حد النص، ويوصى بألا يقل عن 0.25 مم.
- البعد (ب) هو المسافة بين حرفين، ويوصى بألا تقل عن 0.40 مم.
- البُعدان C وD هما المسافات من الأحرف إلى الحافة، ويوصى بألا تقل عن 0.60 مم.











