
A parte mais fundamental dos produtos de plástico é, de facto, a conceção estrutural do produto de plástico. Muitas pessoas dizem que a conceção estrutural dos produtos de plástico é difícil, mas o que é que a torna exatamente difícil?
Já aprendemos anteriormente sobre o processo de desenvolvimento de produtos de plástico. A partir deste processo complexo, não é difícil perceber que uma excelente conceção de produtos de plástico deve não só adaptar-se à evolução da procura e controlar os custos, mas também garantir uma boa eficiência de produção. Além disso, devido à complexidade, fiabilidade e precisão do design, a carga de trabalho do design estrutural do produto é substancial. Exige que os projectistas possuam excelentes capacidades técnicas e de engenharia, uma visão apurada do mercado e atenção às tecnologias emergentes e às exigências em constante mudança.
Para além da evolução das exigências e de uma visão apurada do mercado, a conceção estrutural do próprio produto também requer a consideração de muitos aspectos. O guia que se segue indica claramente estes aspectos:
01. Espessura da parede
Para componentes de grandes dimensões, a espessura da parede na conceção estrutural varia geralmente entre 2,4 e 3,2 mm, enquanto que para componentes mais pequenos é de cerca de 1,0 mm, com as dimensões específicas a respeitarem os requisitos de conceção do produto. A espessura da parede deve ser tão uniforme quanto possível. Em circunstâncias especiais, certas áreas podem ser ligeiramente mais espessas ou mais finas, mas é necessária uma transição gradual (recomenda-se que o tamanho da transição seja superior a 5 vezes a espessura da parede do produto) para evitar marcas de tensão na superfície do produto moldado por injeção.
Factores que afectam a seleção da espessura da parede
a) O material plástico utilizado. Diferentes materiais têm diferentes taxas de retração e fluidez durante moldagem por injeçãoo que afecta a espessura de parede recomendada. (Para a espessura da casca, os dados empíricos podem ser aproximadamente a maior dimensão da máquina / 100mm).
b) As forças externas suportadas. Quanto maior for a força, mais espessa deve ser a parede. Em casos especiais, devem ser utilizadas peças metálicas ou devem ser efectuados controlos de resistência.
Os valores de espessura de parede recomendados para os produtos incluem:
| Materiais plásticos | Espessura mínima da parede | Espessura de parede recomendada para peças pequenas | Espessura de parede recomendada para peças de tamanho médio | Espessura de parede recomendada para peças grandes |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Normas de segurança. Por exemplo, requisitos de resistência à pressão (quanto mais espessa for a parede, maior será a resistência à pressão), requisitos de inflamabilidade, etc.
02. Nervuras de reforço
A maior parte da conceção estrutural dos produtos de plástico tem nervuras de reforço porque as nervuras podem aumentar a resistência sem aumentar a espessura total da parede, o que é especialmente útil para componentes de grandes dimensões e peças sujeitas a tensão, podendo também evitar a deformação do produto. A espessura das nervuras de reforço é normalmente 0,5-0,75 vezes superior à espessura total da parede (recomenda-se que seja inferior a 0,6 vezes); se for superior a 0,75 vezes, o produto é suscetível de encolher.
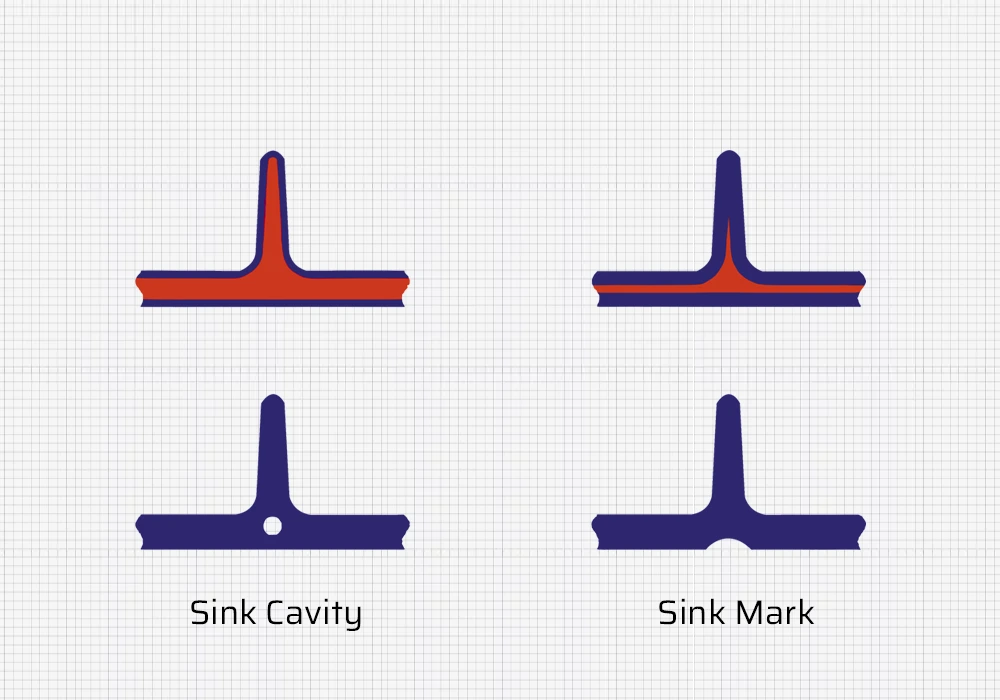
Para peças de plástico com elevados requisitos de aparência (superfície brilhante), recomenda-se que a espessura inferior das nervuras de reforço na parte de trás seja B≤0,5T. Se houver confiança no design do molde e nos ajustes subsequentes do processo, B> 0,56T pode ser projetado, mas é recomendável não exceder 0,7T, pois será difícil ajustar posteriormente. É importante notar que a espessura das nervuras de reforço para diferentes materiais plásticos não segue necessariamente B≤0.5T.
| Referência de projeto para a espessura das nervuras de reforço (relativamente à espessura da parede de base) | ||
| Materiais | Marca mínima de afundamento | Ligeira marca de afundamento |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| PA reforçado | 33% | 50% |
| PP | 30% | 40% |
| PP reforçado | 33% | 50% |
Aspectos da conceção do reforço que requerem atenção
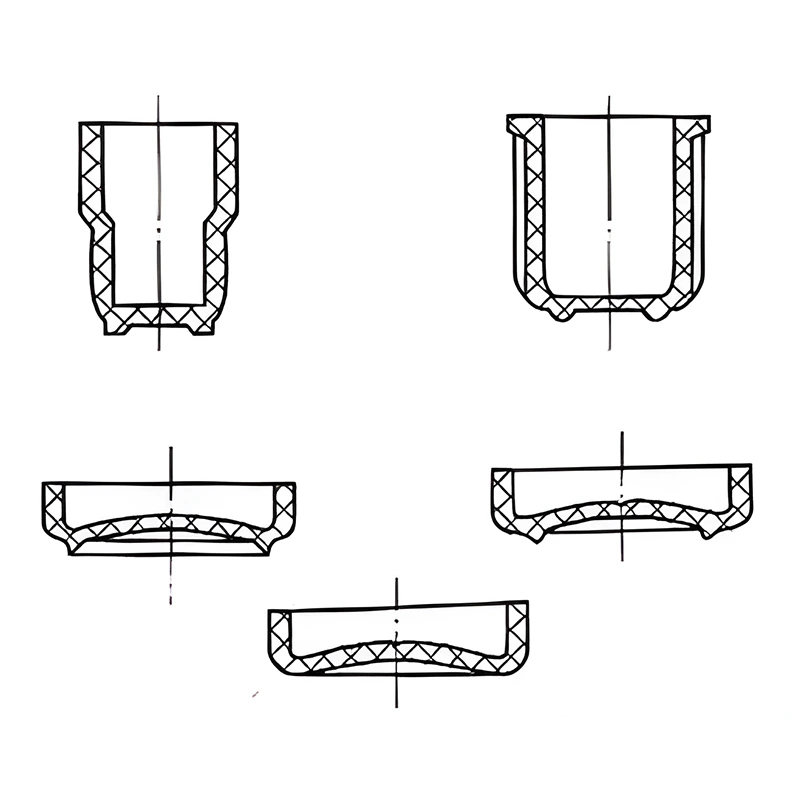
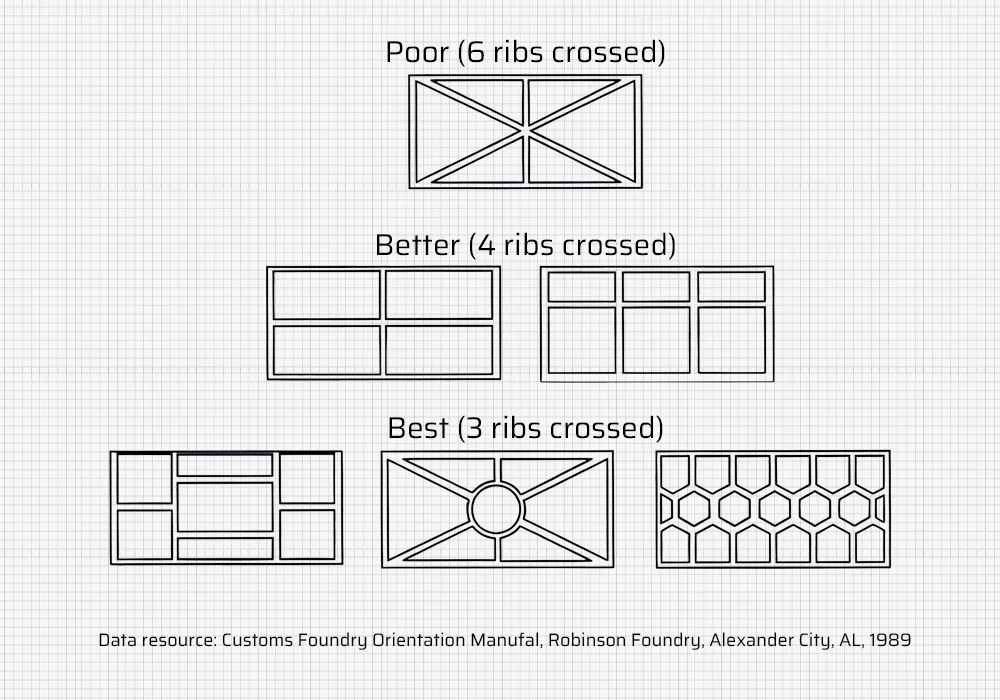
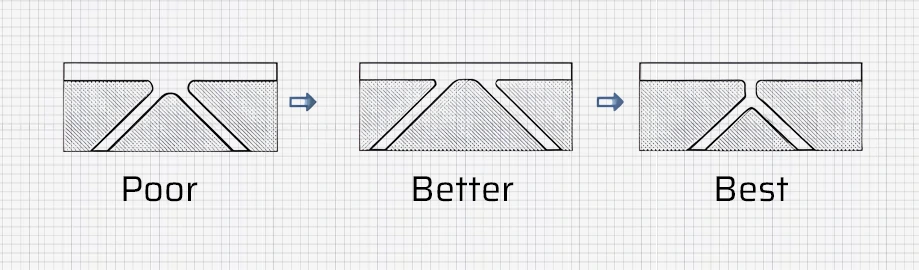
1. Quando várias nervuras de reforço se intersectam e se ligam, deve ter-se o cuidado de impedir a acumulação local de material e evitar marcas de retração no verso, recomendando-se o seguinte método de conceção.
2. Ao ligar as nervuras de reforço à parede exterior, tentar manter as nervuras perpendiculares à parede exterior.
3. Se o espaço o permitir, evite projetar nervuras ou ressaltos de reforço em declives acentuados e tome medidas para evitar a retração, se esta for inevitável.
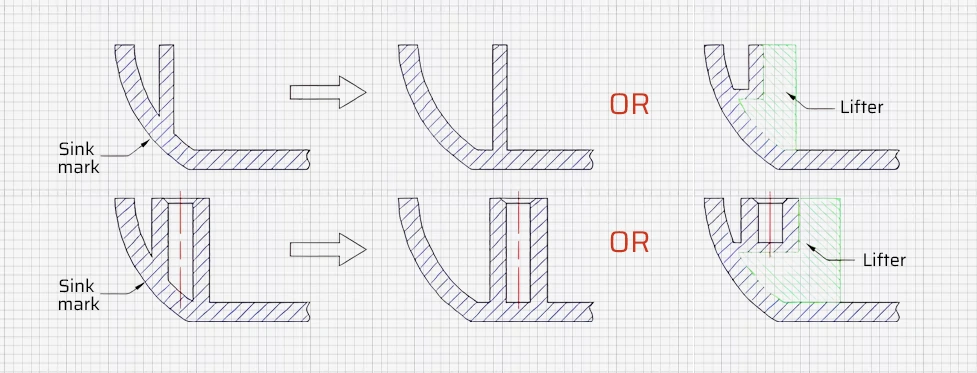
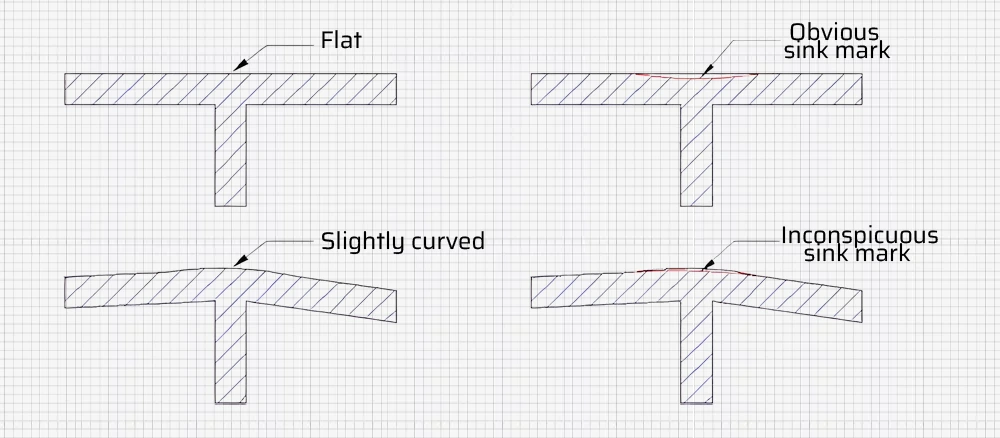
4. Se a espessura das nervuras de reforço não for proporcional à espessura da parede principal e se os parâmetros e a localização não puderem ser alterados, considerar a possibilidade de alterar o aspeto exterior para reduzir a visibilidade das marcas de retração (este método é difícil de controlar e deve ser utilizado com precaução).
03. Ângulo de projeto
Os produtos de plástico requerem um ângulo de inclinação no design estrutural, exceto para os que têm alturas pouco profundas (como uma placa plana) ou requisitos especiais (mas quando as paredes laterais são grandes e sem um ângulo de inclinação, é necessária uma posição em linha). O ângulo de inclinação varia geralmente entre 0,5 e 5 graus, normalmente cerca de 2 graus, mas varia em função do tamanho, altura e forma do produto, com o princípio de assegurar uma desmoldagem suave sem afetar a funcionalidade.
O ângulo de inclinação da cavidade do molde deve ser geralmente 0,5 graus superior ao do núcleo do molde para garantir que o produto permanece no núcleo do molde aquando da abertura. Geralmente, áreas como paragens, inserçõese os beijinhos precisam de um ângulo de inclinação.
A tabela abaixo recomenda ângulos de inclinação para diferentes materiais:
| Materiais | Ângulo de inclinação | |
| Núcleo do molde | Cavidade do molde | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30 a 50 | 35'~1° |
| PP | 25 a 50 | 30'~1° |
| PE | 20 a 45 minutos | 25 a 45 minutos |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20 a 40 | 25 a 40 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25 a 50 | 30'~1° |
| PC | 20 a 45 minutos | 25 a 45 minutos |
| Costeletas | Geralmente 0,5°, Minimizar 0,25° | |
Aspectos da seleção do ângulo de inclinação que requerem atenção
1. Escolha um ângulo de inclinação mais pequeno, como 0,5°, para peças de plástico com superfícies brilhantes e requisitos de alta precisão com uma baixa taxa de contração.
2. Para especificações mais altas e maiores, deve ser escolhido um ângulo de inclinação mais pequeno com base em cálculos específicos.
3. Escolha um ângulo maior para peças de plástico com uma elevada taxa de contração.
4. Para peças de plástico com paredes mais espessas, que fazem com que o molde feche mais firmemente, deve ser escolhido um valor padrão maior para o ângulo de inclinação.
5. O ângulo de inclinação para peças totalmente transparentes deve ser aumentado para evitar arranhões. Geralmente, para materiais PS, o ângulo de rascunho não deve ser inferior a 2,5°~3°, e para materiais ABS e PC, não deve ser inferior a 1,5°~2°.
6. Para peças de plástico com texturas ou tratamentos de jato de areia, o ângulo de inclinação deve situar-se entre 2° e 5°, dependendo da profundidade da textura. Quanto mais profunda for a textura, maior deve ser o ângulo de inclinação.
04. Canto R
Exceto em áreas onde os requisitos especiais especificam arestas vivas, os produtos de plástico têm normalmente cantos arredondados na conceção estrutural para reduzir a concentração de tensões, facilitar o fluxo de plástico e facilitar a desmoldagem.
1. Se não existirem requisitos especiais para o projeto do produto, o raio de transição (R) é determinado pela espessura do material adjacente (t), com o raio do canto interno a variar tipicamente entre 0,50 e 1,50 vezes a espessura do material, mas o raio mínimo não deve ser inferior a 0,30 mm.
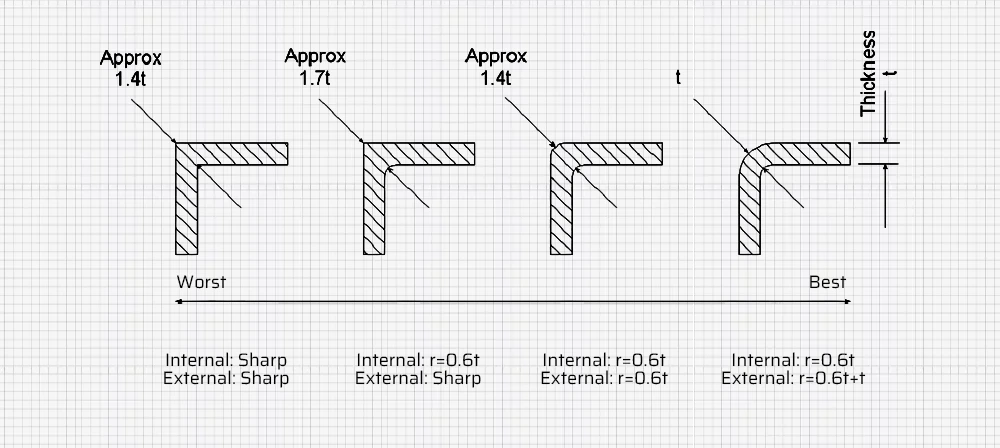
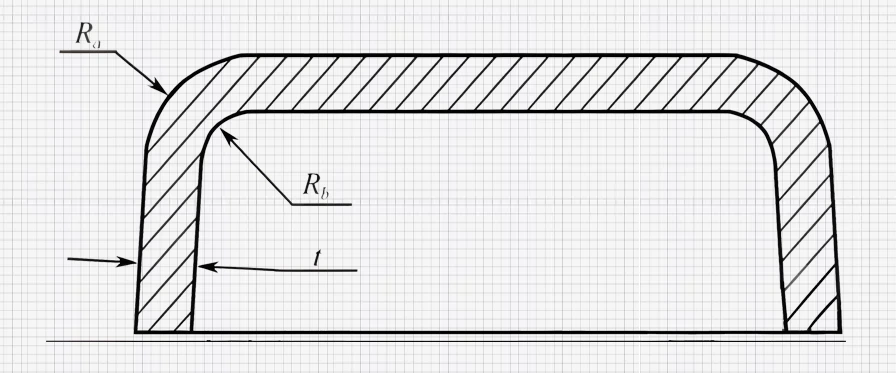
2. Ao conceber cantos arredondados nas superfícies interna e externa do produto, manter uma espessura de parede uniforme.
3. Na conceção estrutural do produto de plástico, evitar especialmente os cantos arredondados na superfície de separação do molde, a menos que seja especificamente necessário. Os cantos arredondados na superfície de separação aumentam a dificuldade de fabrico do molde e deixam linhas de soldadura na superfície do produto, afectando o seu aspeto.

4. Não são permitidas arestas vivas em superfícies que possam ser tocadas no exterior e no interior do produto. Se necessário, chanfrar as arestas com um raio mínimo de 0,30 mm para evitar cortar os dedos, o que é especialmente importante na conceção de produtos electrónicos portáteis.

Furos
Os furos são comuns na conceção da estrutura do produto e são tipicamente classificados em dois tipos: furos circulares e não circulares. Ao conceber a posição dos furos, o objetivo deve ser minimizar a dificuldade de processamento do molde sem comprometer a resistência da peça de plástico.
Requisitos de conceção comuns para furos
Especificações dimensionais (excluindo os orifícios interiores dos postes de parafusos):
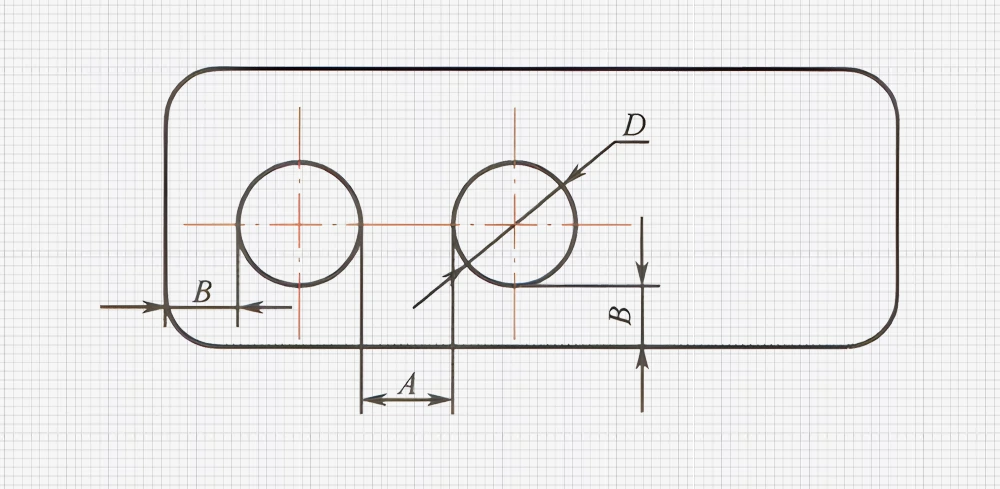
A dimensão A é a distância entre os furos. Se o diâmetro do orifício for inferior a 3,00 mm, recomenda-se que o valor de A não seja inferior a D; se o diâmetro for superior a 3,00 mm, então A pode ser 0,70 vezes o diâmetro do orifício.
A dimensão B é a distância entre o furo e a borda, e recomenda-se que o valor de B não seja inferior a D.
Relação entre o diâmetro e a profundidade do furo
Especificações dimensionais (excluindo os orifícios interiores dos postes de parafusos):
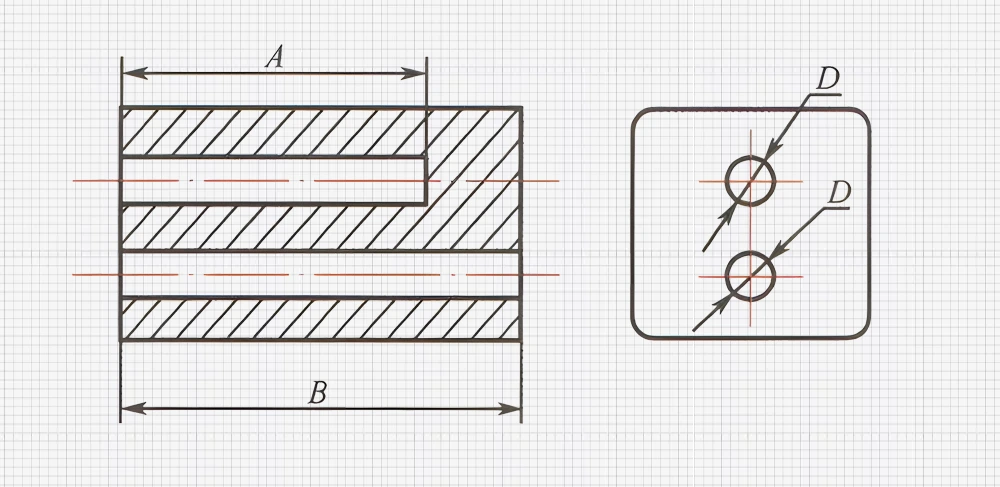
A dimensão A é a profundidade de um furo cego, recomendando-se que não exceda 5D. Geralmente, A é inferior a 2D com uma relação comprimento/diâmetro não superior a 4 mm.
Se D ≤ 1,5 mm, então A ≤ D. A espessura da parede inferior do furo cego deve ser ≥ 1/6D.
A dimensão B é a profundidade de um orifício de passagem, recomendando-se que não exceda 10D.
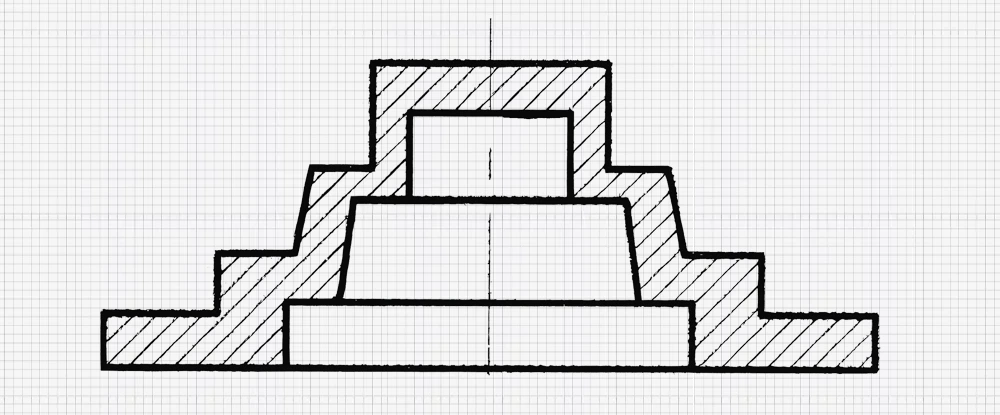
Furos para degraus
Os orifícios em degrau são compostos por vários orifícios ligados coaxialmente de diferentes diâmetros, sendo a profundidade do orifício maior do que a de um orifício de diâmetro único, como se mostra nos diagramas.
Furos angulares
O alinhamento do eixo do furo com a direção da abertura do molde pode evitar a necessidade de puxar o núcleo. Para métodos de formação de furos angulares e furos de forma complexa, pode ser utilizado um núcleo dividido para evitar estruturas laterais de extração do núcleo.
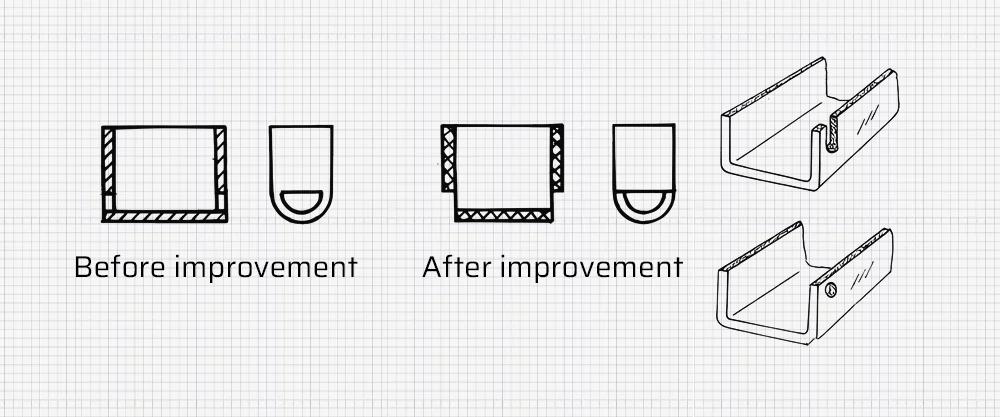
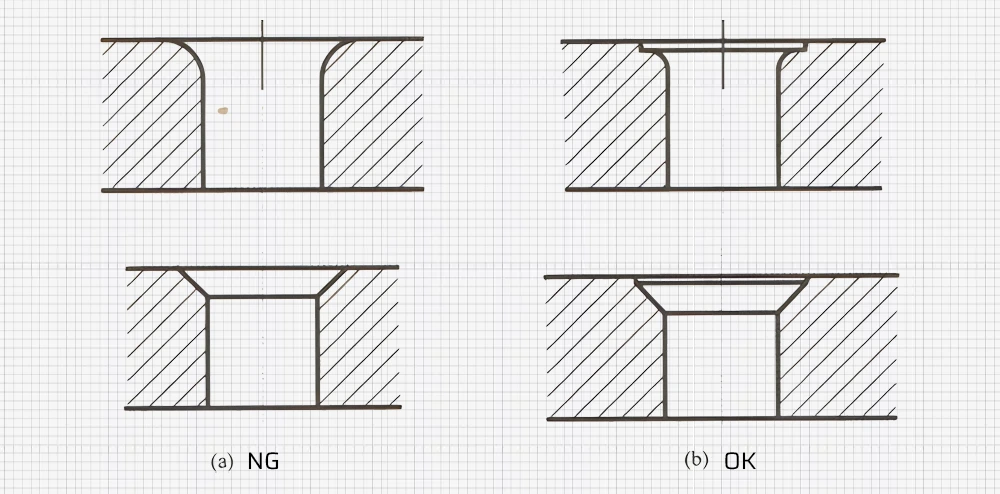
Furos e entalhes laterais
Quando surgem orifícios e reentrâncias laterais nos produtos de plástico, é necessário definir barras deslizantes ou estruturas laterais de extração do núcleo para facilitar a desmoldagem, o que complica a estrutura do molde e aumenta os custos. A estrutura do produto pode ser melhorada em conformidade. Como se mostra na figura abaixo, mudando de um desenho com furos laterais (a) para um com entalhes laterais (b).
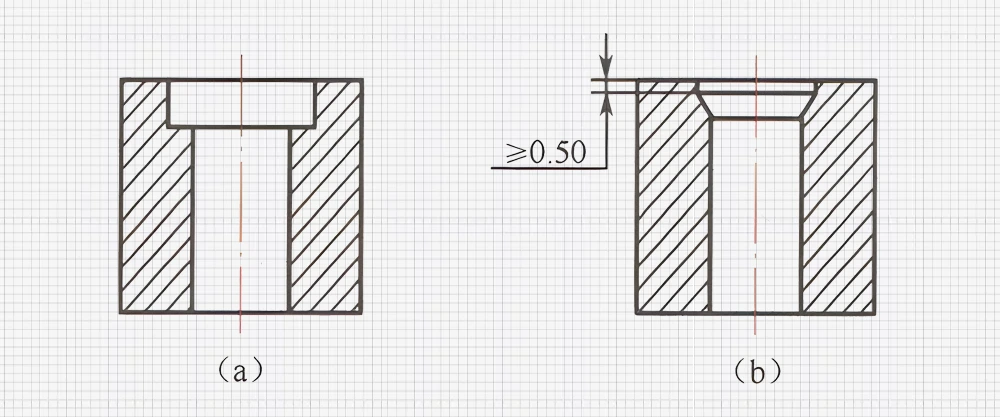
Conceção de furos para cabeças de parafusos
Como se pode ver na figura abaixo, a forma preferida para os orifícios das cabeças dos parafusos é a ilustrada em (a). Se a estrutura requerer a forma mostrada em (b), a superfície cónica deve estar abaixo da face da extremidade em não menos de 0,50 mm para evitar fissuras na superfície do furo.
Estrutura de borda dos furos
Desenhar um chanfro ou raio completo na borda de um furo é impraticável; a borda do furo deve ter pelo menos um traço reto de 0,4 mm.
Chefes
As saliências são normalmente utilizadas para a montagem de dois produtos de plástico através do encaixe do orifício do eixo ou para a montagem de parafusos auto-roscantes. Quando uma saliência não é muito alta e é ejectada utilizando uma manga ejectora no molde, pode não necessitar de um ângulo de inclinação. No entanto, quando a saliência é alta, é comum adicionar nervuras transversais (reforços) no seu exterior. Estas nervuras transversais têm normalmente um ângulo de inclinação de 1-2 graus, e o próprio ressalto pode também necessitar de um ângulo de inclinação, dependendo da situação.
Quando um ressalto é emparelhado com um poste (ou outro ressalto), a folga de encaixe é normalmente definida para um valor unilateral de 0,05-0,10 para acomodar erros de posição que possam ocorrer durante o processamento de cada ressalto. Quando um ressalto é utilizado para a montagem de parafusos auto-roscantes, o seu orifício interior deve ser 0,1-0,2 mm mais pequeno do que o diâmetro do parafuso num dos lados, para garantir que o parafuso pode ser fixado com segurança. Por exemplo, quando se monta com um parafuso auto-roscante M3.0, o orifício interior da saliência é normalmente feito para ser Ф2.60-2.80 mm.
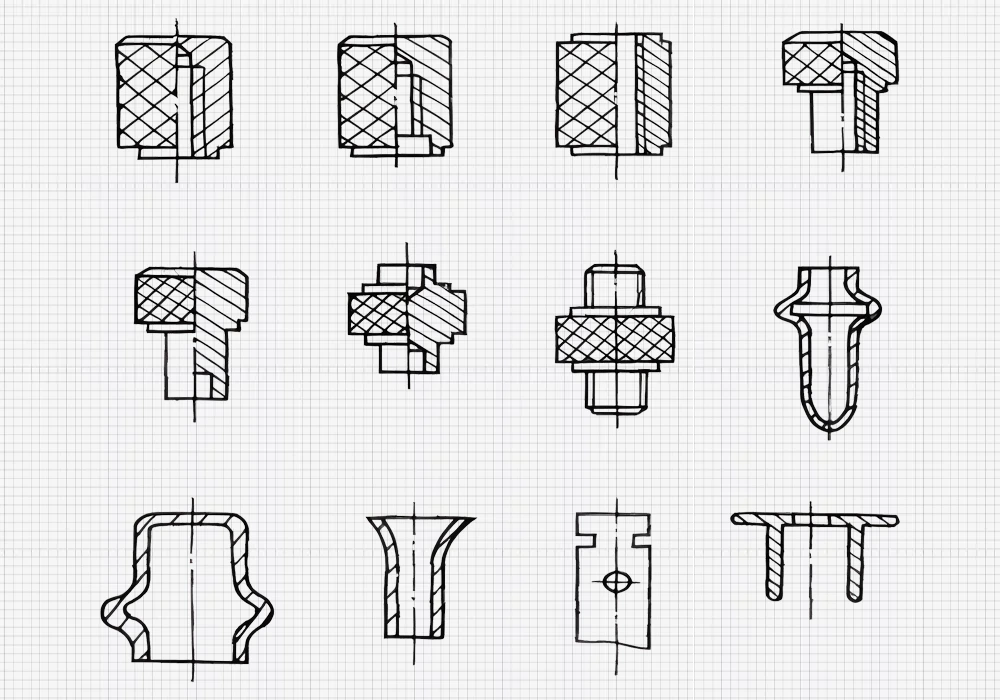
Inserções
No processo de moldagem de plástico, as peças de metal ou de outro material, tais como parafusos e terminais incorporados durante ou após a moldagem, são coletivamente designadas por inserções nas peças de plástico. As inserções podem melhorar a funcionalidade do produto ou servir para fins decorativos.
As inserções em peças de plástico são frequentemente utilizadas como elementos de fixação ou de suporte. Além disso, as inserções são um método de montagem comum quando a conceção do produto requer facilidade de reparação, facilidade de substituição ou reutilização. No entanto, independentemente de serem utilizados para fins funcionais ou decorativos, a utilização de inserções deve ser reduzida ao mínimo. A razão é que a incorporação de inserções requer etapas de processamento adicionais, aumentando os custos de produção. Os insertos são normalmente feitos de metal, sendo o cobre uma escolha comum de material.
Requisitos de forma e estrutura das pastilhas
1. As pastilhas metálicas são fabricadas através de processos de corte ou estampagem, pelo que as suas formas devem ser propícias ao fabrico.
2. Devem possuir uma resistência mecânica suficiente (material, dimensões).
3. Deve existir uma força de ligação adequada entre a pastilha e a matriz de plástico para evitar que a pastilha se solte ou rode durante a utilização. A superfície da pastilha deve ter ranhuras anulares ou riscos; devem ser evitados ângulos agudos para evitar danos causados pela concentração de tensões. Sempre que possível, devem ser utilizadas formas redondas ou simétricas para garantir uma contração uniforme.
4. Para facilitar a colocação e o posicionamento no molde, a parte da pastilha que se estende para o exterior (a peça colocada no molde) deve ser cilíndrica, uma vez que os furos circulares são os mais fáceis de maquinar no molde.
5. Para evitar o fulgor, as pastilhas devem ter estruturas como saliências de vedação.
6. O projeto deve facilitar o processamento secundário da pastilha após a moldagem, tal como a roscagem, o corte da face final, o flangeamento, etc.
Ao conceber produtos de plástico com inserções, é crucial garantir que as inserções podem ser posicionadas de forma precisa e fiável dentro do molde. Também é importante considerar que a inserção deve formar uma ligação forte com a peça moldada, o que pode ser um desafio quando o material de encapsulamento é demasiado fino. Para além disso, o design deve evitar qualquer fuga de plástico.
Textura da superfície do produto
A superfície dos produtos de plástico pode ser lisa (superfície do molde polida), gravada com faíscas (cavidade do molde processada por EDM de cobre), várias superfícies gravadas com padrões (superfícies com padrões) e superfícies gravadas. Quando a profundidade da textura é significativa ou existem muitas texturas, a resistência à desmoldagem aumenta, necessitando de um aumento correspondente no ângulo de desmoldagem.
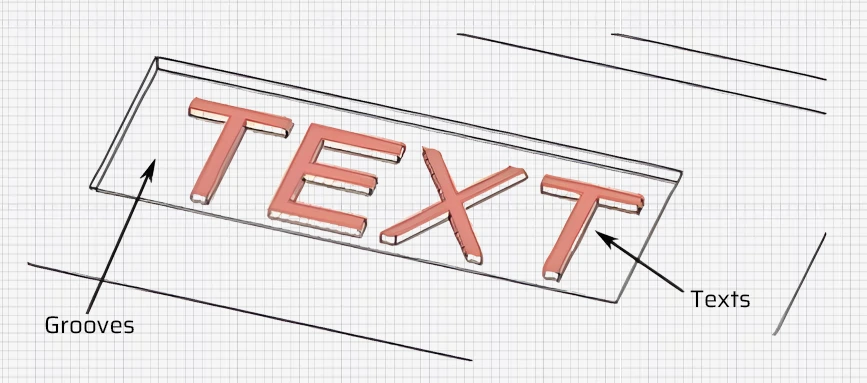
Texto e padrões
O texto e os padrões em produtos de plástico apresentam-se sob duas formas: superfícies com relevo e superfícies rebaixadas. Existem geralmente dois métodos de processamento: os textos e padrões pequenos são obtidos por gravação no molde, enquanto os textos e padrões ligeiramente maiores são maquinados diretamente no molde. O tamanho do texto deve ser adequado à moldagem e evitar ângulos agudos.
1. É preferível utilizar superfícies elevadas para texto e padrões em produtos de plástico, tornando-os rebaixados no molde, o que simplifica o processamento do molde. Se a estrutura exigir que a superfície não tenha quaisquer características em relevo, pode criar uma área de recesso onde o texto ou padrão se encontra a uma determinada profundidade e, em seguida, elevar o texto ou padrão dentro do recesso. Isto cumpre os requisitos estruturais e facilita o fabrico de moldes.
2. No caso dos produtos de plástico, a altura do texto e dos motivos em relevo situa-se geralmente entre 0,15 e 0,30 mm, ao passo que a profundidade do texto e dos motivos em recesso se situa entre 0,15 e 0,25 mm.
3. Especificações do tamanho do texto:
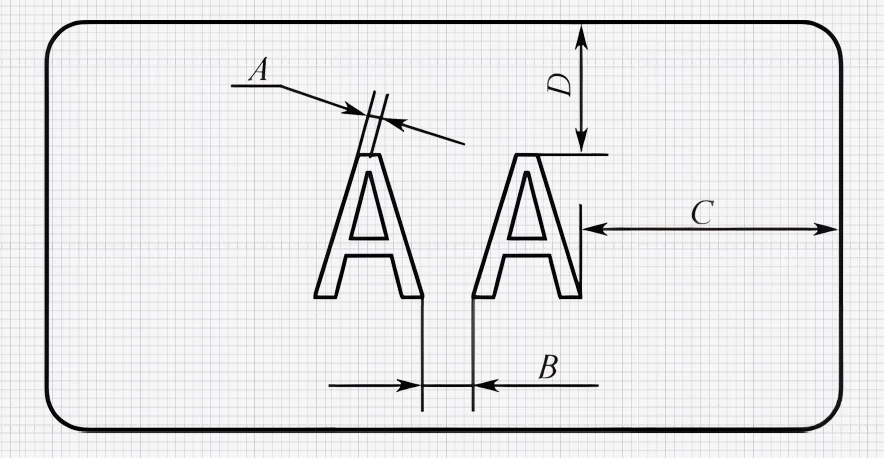
- A dimensão A é a largura do traço do texto, recomendando-se que não seja inferior a 0,25 mm.
- A dimensão B é o espaçamento entre dois caracteres, recomendado para não ser inferior a 0,40 mm.
- As dimensões C e D são as distâncias entre os caracteres e o bordo, recomendando-se que não sejam inferiores a 0,60 mm.











