
La partie la plus fondamentale des produits en plastique est en fait la conception structurelle du produit en plastique. Beaucoup de gens disent que la conception structurelle des produits en plastique est difficile, mais qu'est-ce qui la rend difficile ?
Nous avons vu précédemment le processus de développement des produits en plastique. Au vu de la lourdeur du processus, il n'est pas difficile de comprendre qu'une excellente conception de produits en plastique doit non seulement s'adapter à l'évolution de la demande et maîtriser les coûts, mais aussi garantir une bonne efficacité de production. En outre, en raison de la complexité, de la fiabilité et de la précision de la conception, la charge de travail de la conception structurelle du produit est considérable. Les concepteurs doivent donc posséder d'excellentes capacités techniques et d'ingénierie, une connaissance approfondie du marché et être attentifs aux technologies émergentes et à l'évolution constante de la demande.
Au-delà de l'évolution de la demande et d'une bonne connaissance du marché, la conception structurelle du produit lui-même nécessite la prise en compte de nombreux aspects. Le guide suivant met clairement en évidence ces aspects :
01. Épaisseur de la paroi
Pour les grands composants, l'épaisseur de la paroi dans la conception structurelle est généralement comprise entre 2,4 et 3,2 mm, tandis que pour les composants plus petits, elle est d'environ 1,0 mm, les dimensions spécifiques étant conformes aux exigences de la conception du produit. L'épaisseur de la paroi doit être aussi uniforme que possible. Dans des circonstances particulières, certaines zones peuvent être légèrement plus épaisses ou plus minces, mais une transition progressive est nécessaire (il est recommandé que la taille de la transition soit supérieure à 5 fois l'épaisseur de la paroi du produit) afin d'éviter les marques de contrainte à la surface du produit moulé par injection.
Facteurs influençant le choix de l'épaisseur de la paroi
a) Le matériau plastique utilisé. Des matériaux différents ont des taux de rétrécissement et la fluidité pendant moulage par injectionce qui influe sur l'épaisseur de paroi recommandée. (Pour l'épaisseur de la coque, les données empiriques peuvent être approximativement la plus grande dimension de la machine / 100mm).
b) Les forces externes supportées. Plus la force est importante, plus la paroi doit être épaisse. Dans des cas particuliers, il convient d'utiliser des pièces métalliques ou de procéder à des contrôles de résistance.
Les valeurs d'épaisseur de paroi recommandées pour les produits sont les suivantes
| Matières plastiques | Épaisseur minimale de la paroi | Épaisseur de paroi recommandée pour les petites pièces | Épaisseur de paroi recommandée pour les pièces de taille moyenne | Épaisseur de paroi recommandée pour les grandes pièces |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Réglementations en matière de sécurité. Par exemple, les exigences en matière de résistance à la pression (plus la paroi est épaisse, plus la résistance à la pression est élevée), les exigences en matière d'inflammabilité, etc.
02. Nervures de renforcement
La plupart des structures de produits en plastique sont dotées de nervures de renforcement, car celles-ci peuvent accroître la résistance sans augmenter l'épaisseur totale de la paroi, ce qui est particulièrement utile pour les composants de grande taille et les pièces soumises à des contraintes, et peut également empêcher la déformation du produit. L'épaisseur des nervures de renforcement est généralement comprise entre 0,5 et 0,75 fois l'épaisseur totale de la paroi (il est recommandé qu'elle soit inférieure à 0,6 fois) ; si elle est supérieure à 0,75 fois, le produit est susceptible de se rétracter.
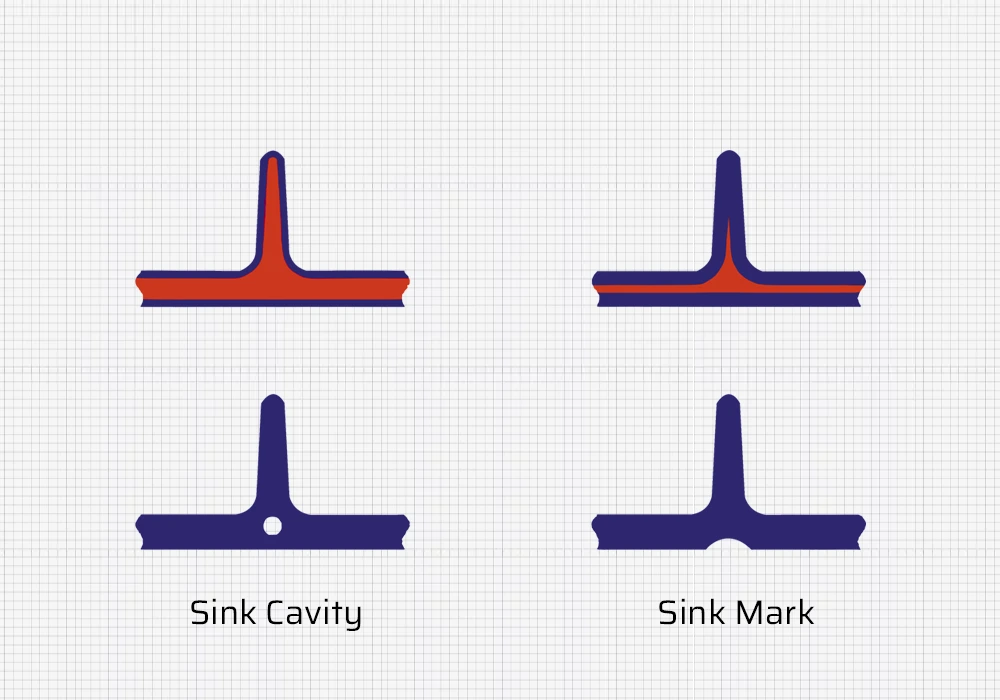
Pour les pièces en plastique ayant des exigences élevées en matière d'apparence (surface brillante), il est recommandé que l'épaisseur inférieure des nervures de renforcement au dos soit B≤0,5T. Si l'on est confiant dans la conception du moule et les ajustements ultérieurs du processus, B>0,56T peut être conçu, mais il est recommandé de ne pas dépasser 0,7T, car il sera difficile de l'ajuster par la suite. Il est important de noter que l'épaisseur des nervures de renforcement pour les différents matériaux plastiques ne suit pas nécessairement B≤0,5T.
| Référence de conception pour l'épaisseur des nervures de renforcement (par rapport à l'épaisseur de la paroi de base) | ||
| Matériaux | Marque d'évier minimale | Légère marque d'évier |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| PA renforcé | 33% | 50% |
| PP | 30% | 40% |
| PP renforcé | 33% | 50% |
Aspects de la conception des renforts auxquels il faut prêter attention
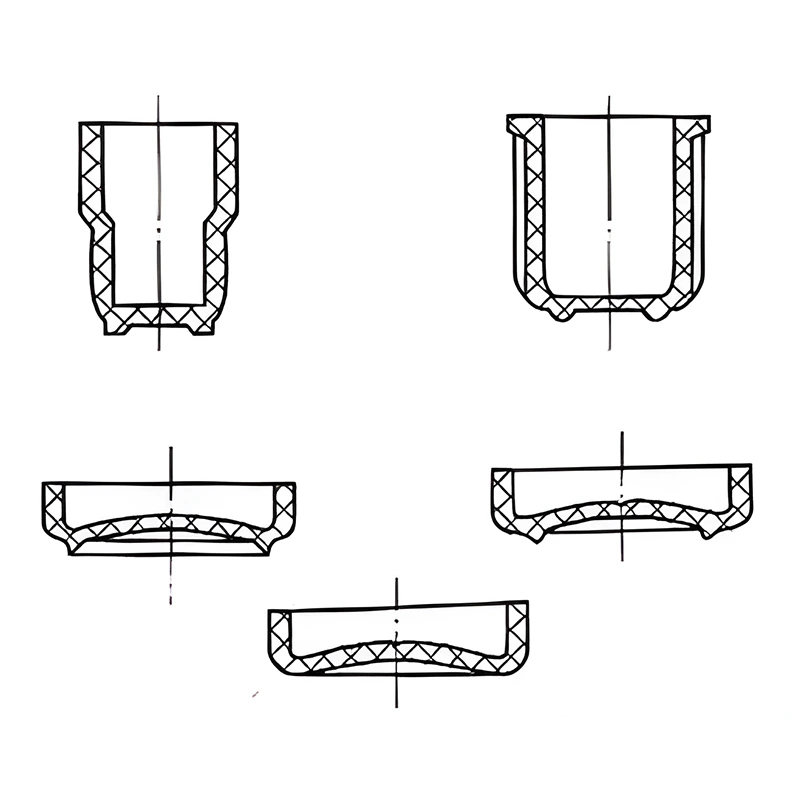
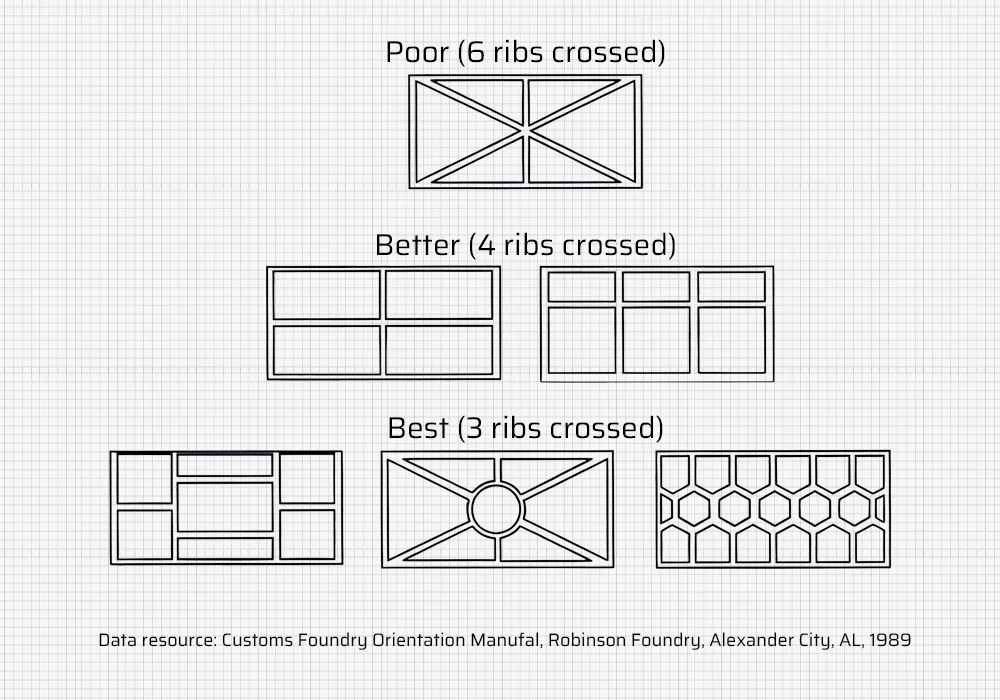
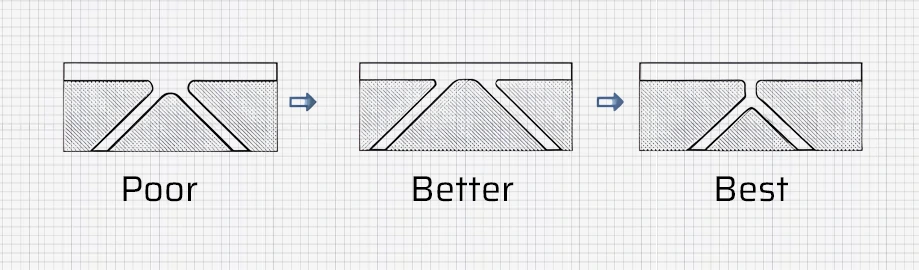
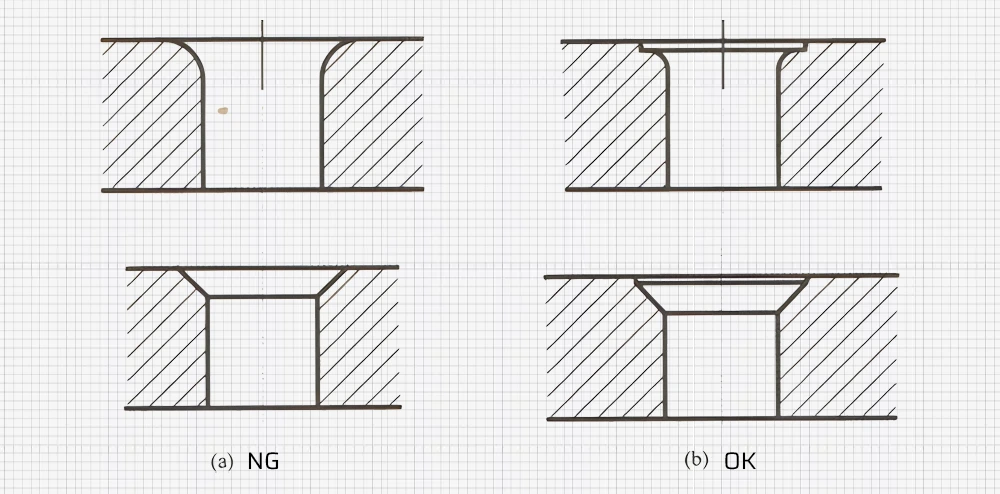
1. Lorsque plusieurs nervures de renforcement se croisent et se raccordent, il faut veiller à éviter l'accumulation locale de matériau et les marques de retrait au dos, la méthode de conception suivante étant recommandée.
2. Lors de la connexion des nervures de renforcement à la paroi extérieure, essayez de maintenir les nervures perpendiculaires à la paroi extérieure.
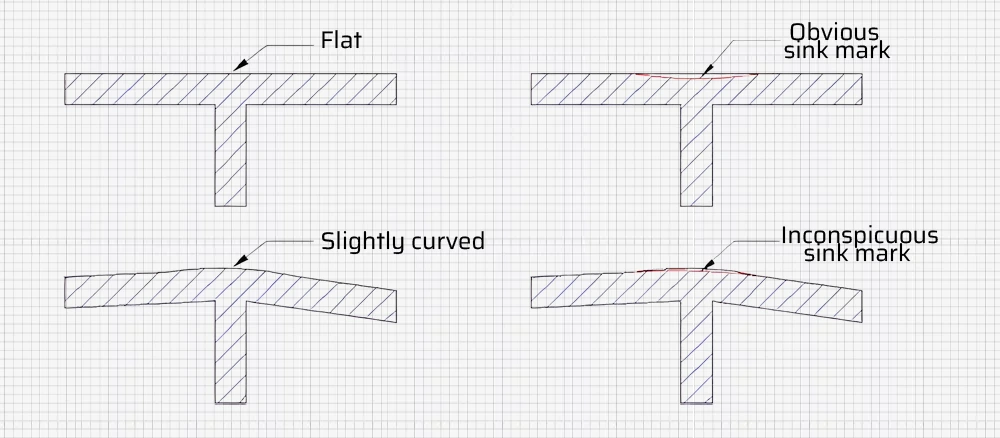
3. Si l'espace le permet, éviter de concevoir des nervures ou des bossages de renforcement sur des pentes raides, et prendre des mesures pour empêcher le retrait s'il est inévitable.
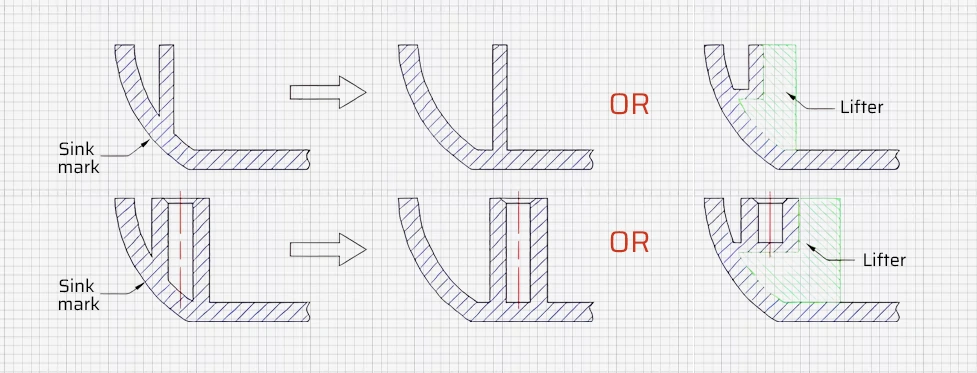
4. Si l'épaisseur des nervures de renforcement n'est pas proportionnelle à l'épaisseur de la paroi principale et que les paramètres et l'emplacement ne peuvent être modifiés, il faut envisager de modifier l'aspect extérieur pour réduire la visibilité des marques de retrait (cette méthode est difficile à contrôler et doit être utilisée avec prudence).
03. Angle d'attaque
Les produits en plastique nécessitent une angle de dépouille dans la conception structurelle, à l'exception des produits de faible hauteur (comme une plaque plate) ou des exigences particulières (mais lorsque les parois latérales sont grandes et sans angle de dépouille, une position de rangée est nécessaire). L'angle de dépouille est généralement compris entre 0,5 et 5 degrés, généralement autour de 2 degrés, mais cela varie en fonction de la taille, de la hauteur et de la forme du produit, le principe étant d'assurer un démoulage en douceur sans affecter la fonctionnalité.
L'angle de dépouille de la cavité du moule doit généralement être supérieur de 0,5 degré à celui du noyau du moule afin de garantir que le produit reste dans le noyau du moule lors de l'ouverture. En général, les zones telles que fermetures, insertset les embrassades ont besoin d'un angle de tirant d'eau.
Le tableau ci-dessous recommande des angles de dépouille pour différents matériaux :
| Matériaux | Angle de tirant d'eau | |
| Noyau du moule | Cavité du moule | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30 à 50 pieds | 35'~1° |
| PP | 25 à 50 pieds | 30'~1° |
| PE | 20 à 45 | 25 à 45 pieds |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20 à 40 pieds | 25 à 40 pieds |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25 à 50 pieds | 30'~1° |
| CP | 20 à 45 | 25 à 45 pieds |
| Côtes | Généralement 0,5°, minimiser 0,25°. | |
Aspects de la sélection de l'angle de dépouille auxquels il faut prêter attention
1. Choisissez un angle de dépouille plus petit, par exemple 0,5°, pour les pièces en plastique à surface brillante et les exigences de précision élevées avec un faible taux de rétrécissement.
2. Pour les spécifications plus hautes et plus grandes, un angle de tirage plus petit doit être choisi sur la base de calculs spécifiques.
3. Choisissez un angle plus grand pour les pièces en plastique présentant un taux de rétrécissement élevé.
4. Pour les pièces en plastique dont les parois sont plus épaisses, ce qui entraîne une fermeture plus serrée du moule, il convient de choisir une valeur standard plus importante pour l'angle de dépouille.
5. L'angle de dépouille pour des pièces entièrement transparentes doit être augmenté pour éviter les rayures. En règle générale, l'angle de dépouille ne doit pas être inférieur à 2,5°~3° pour les matériaux PS et à 1,5°~2° pour les matériaux ABS et PC.
6. Pour les pièces en plastique présentant des textures ou des traitements par sablage, l'angle de dépouille doit être compris entre 2° et 5° en fonction de la profondeur de la texture. Plus la texture est profonde, plus l'angle de dépouille doit être important.
04. R Corner
Sauf dans les domaines où des exigences particulières spécifient des arêtes vives, les produits en plastique ont généralement des coins arrondis dans la conception structurelle afin de réduire la concentration des contraintes, de faciliter l'écoulement du plastique et de faciliter le démoulage.
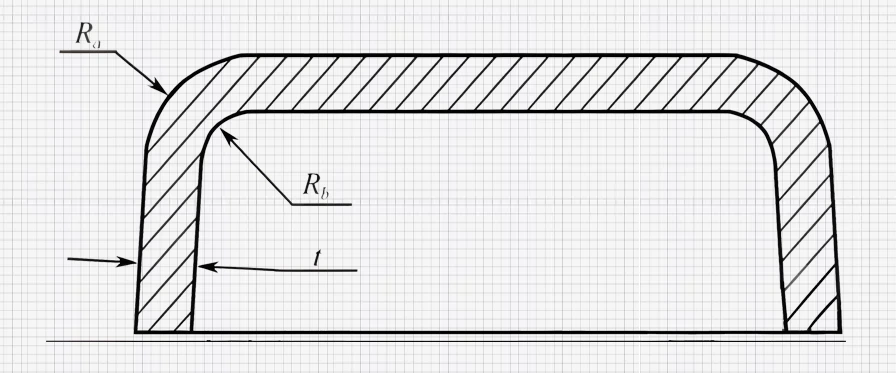
1. S'il n'y a pas d'exigences particulières pour la conception du produit, le rayon de transition (R) est déterminé par l'épaisseur du matériau adjacent (t), le rayon de l'angle interne étant généralement compris entre 0,50 et 1,50 fois l'épaisseur du matériau, mais le rayon minimum ne doit pas être inférieur à 0,30 mm.
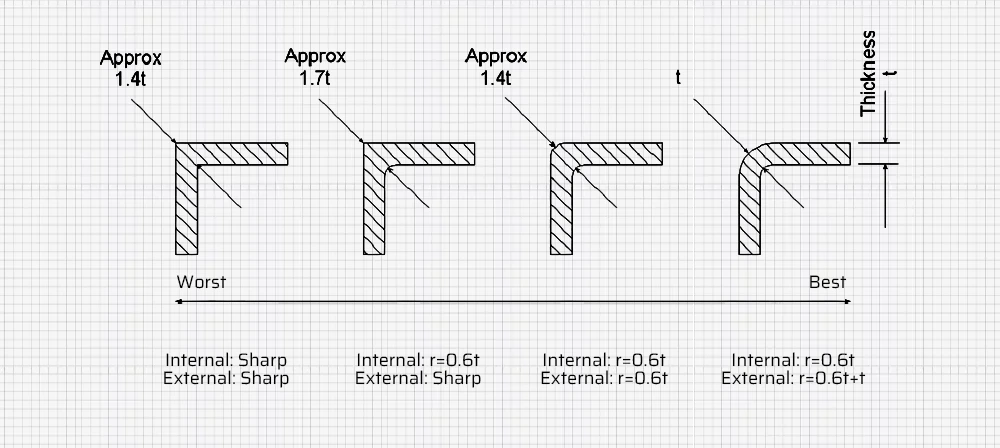
2. Lors de la conception de coins arrondis sur les surfaces internes et externes du produit, l'épaisseur de la paroi doit rester uniforme.
3. Dans la conception structurelle des produits en plastique, il convient d'éviter tout particulièrement les angles arrondis sur la surface de séparation du moule, à moins qu'ils ne soient spécifiquement requis. Les angles arrondis sur la surface de séparation augmentent la difficulté de fabrication du moule et laissent des lignes de soudure sur la surface du produit, ce qui en affecte l'apparence.

4. Les bords tranchants ne sont pas autorisés sur les surfaces qui peuvent être touchées à l'extérieur et à l'intérieur du produit. Si nécessaire, les arêtes doivent être chanfreinées à un rayon minimum de 0,30 mm pour éviter de se couper les doigts, ce qui est particulièrement important dans la conception des produits électroniques portatifs.

Trous
Les trous sont courants dans la conception de la structure des produits et sont généralement classés en deux catégories : les trous circulaires et les trous non circulaires. Lors de la conception de la position des trous, l'objectif doit être de minimiser la difficulté du traitement du moule sans compromettre la résistance de la pièce en plastique.
Exigences de conception communes pour les trous
Spécifications dimensionnelles (à l'exclusion des trous intérieurs des poteaux à vis) :
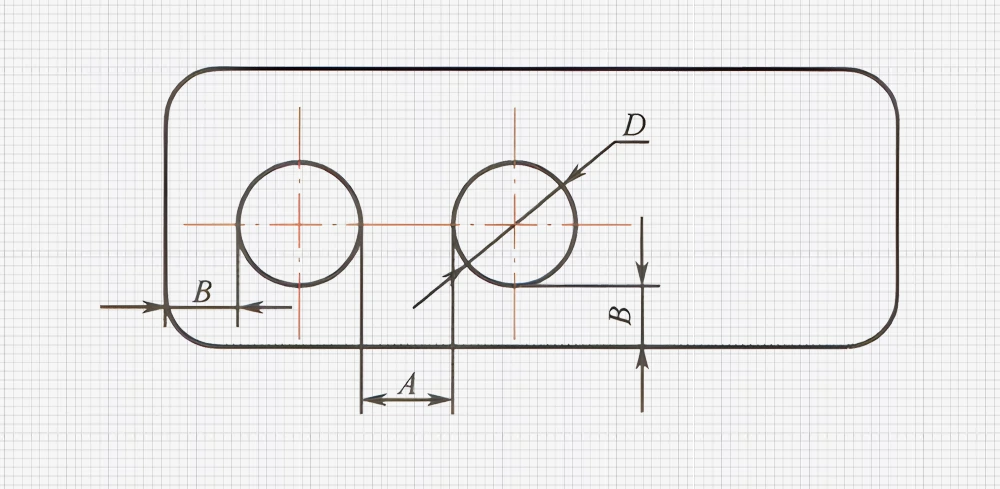
La dimension A est la distance entre les trous. Si le diamètre du trou est inférieur à 3,00 mm, il est recommandé que la valeur de A ne soit pas inférieure à D ; si le diamètre est supérieur à 3,00 mm, A peut être égal à 0,70 fois le diamètre du trou.
La dimension B est la distance entre le trou et le bord, et il est recommandé que la valeur de B ne soit pas inférieure à D.
Relation entre le diamètre et la profondeur du trou
Spécifications dimensionnelles (à l'exclusion des trous intérieurs des poteaux à vis) :
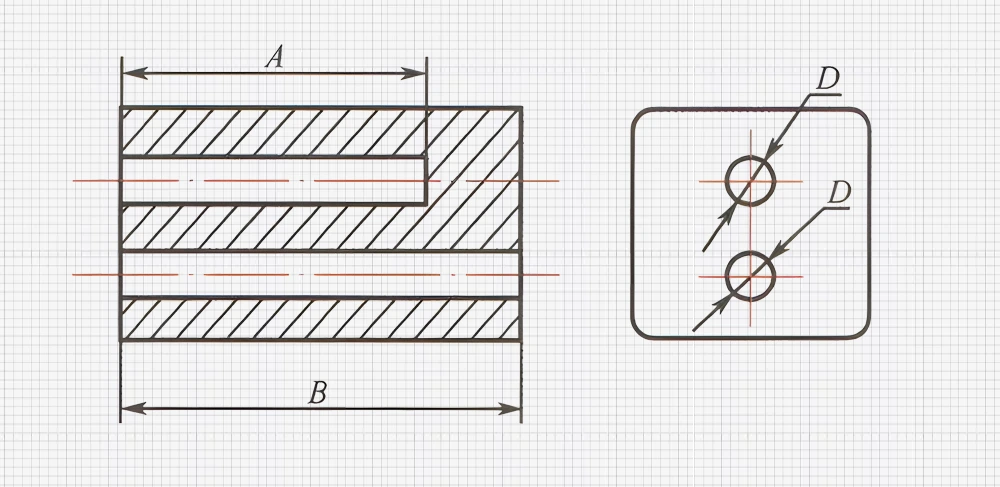
La dimension A est la profondeur d'un trou borgne ; il est recommandé de ne pas dépasser 5D. En général, A est inférieur à 2D et le rapport longueur/diamètre ne dépasse pas 4 mm.
Si D ≤ 1,5 mm, alors A ≤ D. L'épaisseur de la paroi inférieure du trou borgne doit être ≥ 1/6D.
La dimension B correspond à la profondeur d'un trou traversant ; il est recommandé de ne pas dépasser 10D.
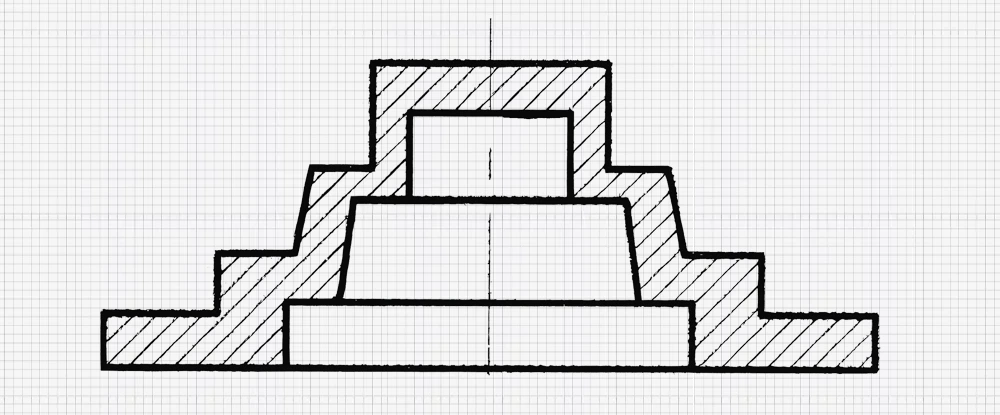
Trous de marches
Les trous étagés sont composés de plusieurs trous de diamètres différents reliés de manière coaxiale, la profondeur du trou étant plus longue que celle d'un trou de diamètre unique, comme le montrent les diagrammes.
Trous angulaires
L'alignement de l'axe du trou avec la direction de l'ouverture du moule peut éviter la nécessité de tirer le noyau. Pour les méthodes de formage des trous angulaires et des trous de forme complexe, un noyau divisé peut être utilisé pour éviter les structures latérales de tirage du noyau.
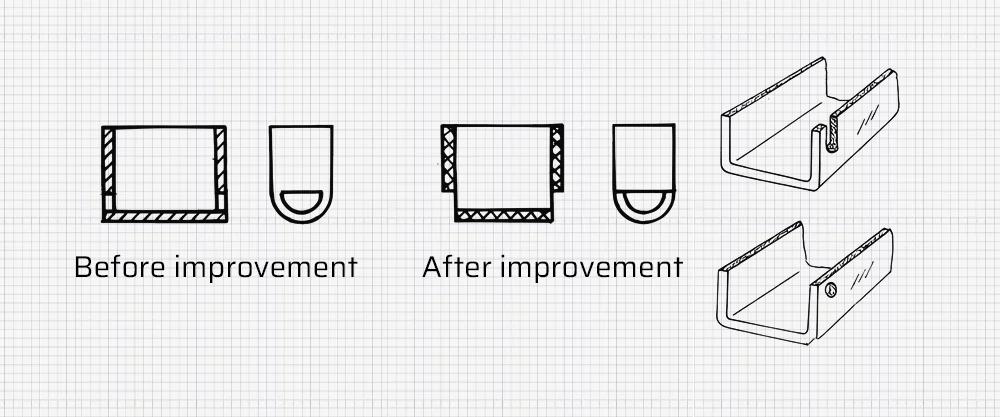
Trous et empreintes latéraux
Lorsque des trous latéraux et des indentations apparaissent sur les produits en plastique, des glissières ou des structures latérales d'extraction du noyau doivent être mises en place pour faciliter le démoulage, ce qui complique la structure du moule et augmente les coûts. La structure du produit peut être améliorée en conséquence. Comme le montre l'image ci-dessous, on passe d'une conception avec des trous latéraux (a) à une conception avec des indentations latérales (b).
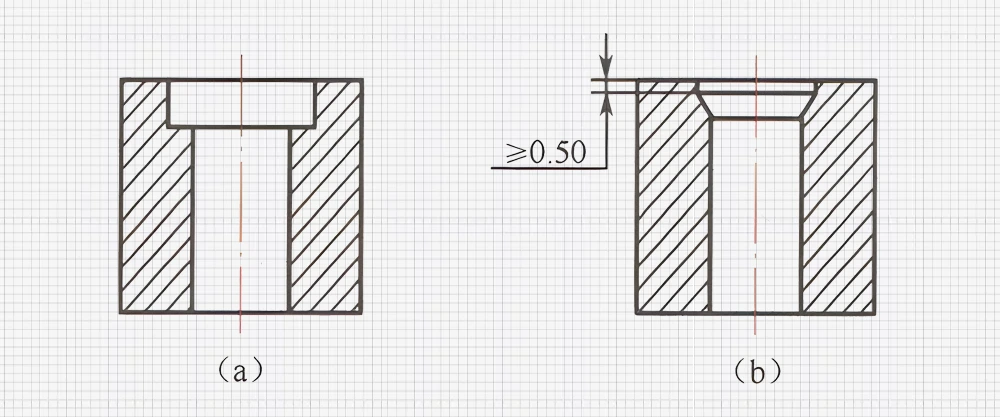
Conception des trous de la tête de vis
Comme le montre l'image ci-dessous, la forme préférée pour les trous de tête de vis est illustrée en (a). Si la structure requiert la forme illustrée en (b), la surface conique doit être inférieure à la face d'extrémité d'au moins 0,50 mm afin d'éviter la fissuration de la surface du trou.
Structure des bords des trous
La conception d'un chanfrein ou d'un rayon complet sur le bord d'un trou n'est pas pratique ; le bord du trou doit présenter une caractéristique droite d'au moins 0,4 mm.
Patrons
Les bossages sont généralement utilisés pour l'assemblage de deux produits en plastique par l'intermédiaire d'un trou d'arbre ou pour l'assemblage de vis autotaraudeuses. Lorsqu'un bossage n'est pas très haut et qu'il est éjecté à l'aide d'un manchon d'éjection dans le moule, il peut ne pas nécessiter d'angle de dépouille. Toutefois, lorsque le bossage est haut, il est courant d'ajouter des nervures transversales (renforts) sur sa face extérieure. Ces nervures transversales ont généralement un angle de dépouille de 1 à 2 degrés, et le bossage lui-même peut également nécessiter un angle de dépouille en fonction de la situation.
Lorsqu'un bossage est associé à un poteau (ou à un autre bossage), l'écart d'ajustement est généralement fixé à 0,05-0,10 pour tenir compte des erreurs de position qui peuvent survenir lors du traitement de chaque bossage. Lorsqu'un bossage est utilisé pour l'assemblage de vis autotaraudeuses, son trou intérieur doit être de 0,1 à 0,2 mm plus petit que le diamètre de la vis d'un côté afin de garantir que la vis puisse être solidement fixée. Par exemple, lors de l'assemblage avec une vis autotaraudeuse M3.0, le trou intérieur du bossage est généralement de 2,60 à 2,80 mm.
Inserts
Dans le processus de moulage des matières plastiques, les pièces métalliques ou autres, telles que les boulons et les terminaux, intégrées pendant ou après le moulage sont collectivement appelées "inserts" dans les pièces en plastique. Les inserts peuvent améliorer la fonctionnalité du produit ou servir à des fins décoratives.
Les inserts dans les pièces en plastique sont souvent utilisés comme éléments de fixation ou de support. En outre, les inserts sont une méthode d'assemblage courante lorsque la conception du produit exige une facilité de réparation, de remplacement ou de réutilisation. Toutefois, qu'ils soient utilisés à des fins fonctionnelles ou décoratives, les inserts doivent être réduits au minimum. En effet, l'incorporation d'inserts nécessite des étapes de traitement supplémentaires, ce qui augmente les coûts de production. Les inserts sont généralement fabriqués en métal, le cuivre étant un matériau couramment choisi.
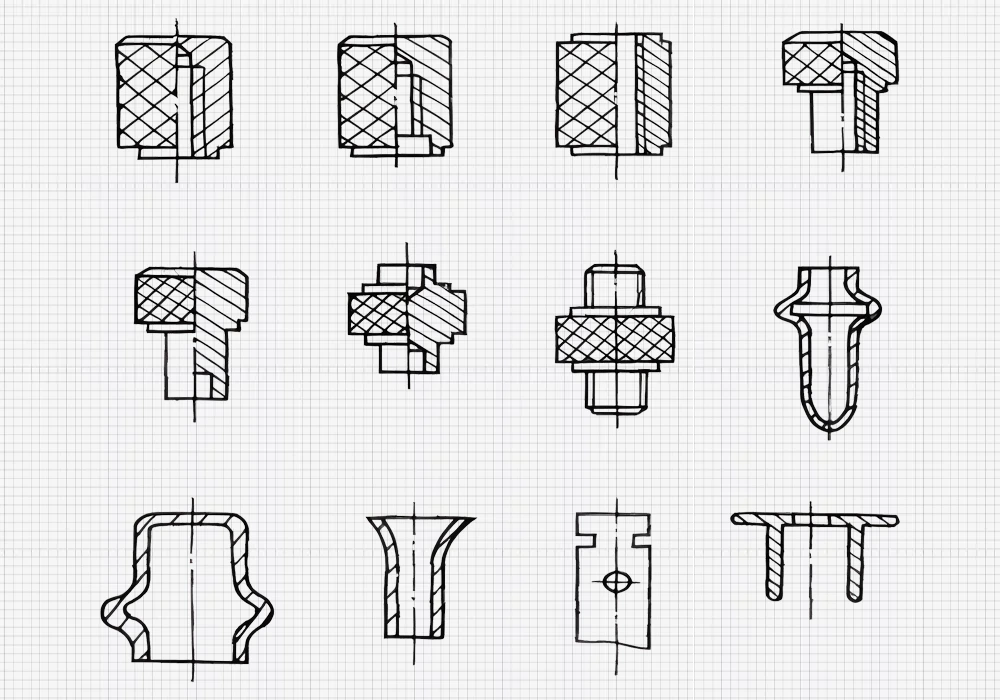
Exigences de forme et de structure pour les inserts
1. Les inserts métalliques sont fabriqués par des procédés de découpage ou d'emboutissage, de sorte que leurs formes doivent être propices à la fabrication.
2. Ils doivent présenter une résistance mécanique suffisante (matériau, dimensions).
3. La force d'adhérence entre l'insert et la matrice en plastique doit être suffisante pour éviter que l'insert ne s'arrache ou ne tourne pendant l'utilisation. La surface de l'insert doit présenter des rainures annulaires ou des hachures ; les angles aigus doivent être évités afin de prévenir les dommages causés par la concentration de contraintes. Dans la mesure du possible, il convient d'utiliser des formes rondes ou symétriques afin d'assurer un retrait uniforme.
4. Pour faciliter la mise en place et le positionnement dans le moule, la partie de l'insert qui s'étend à l'extérieur (la partie placée dans le moule) doit être cylindrique, car les trous circulaires sont les plus faciles à usiner dans le moule.
5. Pour éviter les bavures, les inserts doivent être dotés de structures telles que des bossages d'étanchéité.
6. La conception doit faciliter le traitement secondaire de l'insert après le moulage, tel que le filetage, le découpage de la face frontale, le bordage, etc.
Lors de la conception de produits en plastique avec des inserts, il est essentiel de s'assurer que les inserts peuvent être positionnés de manière précise et fiable dans le moule. Il est également important de tenir compte du fait que l'insert doit former un lien solide avec la pièce moulée, ce qui peut s'avérer difficile lorsque le matériau d'encapsulation est trop fin. En outre, la conception doit empêcher toute fuite de plastique.
Texture de la surface du produit
La surface des produits en plastique peut être lisse (surface de moule polie), gravée par étincelage (cavité de moule traitée par électroérosion au cuivre), diverses surfaces gravées à motifs (surfaces à motifs) et des surfaces gravées. Lorsque la profondeur de la texture est importante ou qu'il y a de nombreuses textures, la résistance au démoulage augmente, ce qui nécessite une augmentation correspondante de l'angle de démoulage.
Texte et motifs
Les textes et les motifs sur les produits en plastique se présentent sous deux formes : les surfaces en relief et les surfaces en creux. Il existe généralement deux méthodes de traitement : les textes et motifs de petite taille sont obtenus par gravure dans le moule, tandis que les textes et motifs légèrement plus grands sont directement usinés dans le moule. La taille du texte doit être adaptée au moulage et éviter les angles vifs.
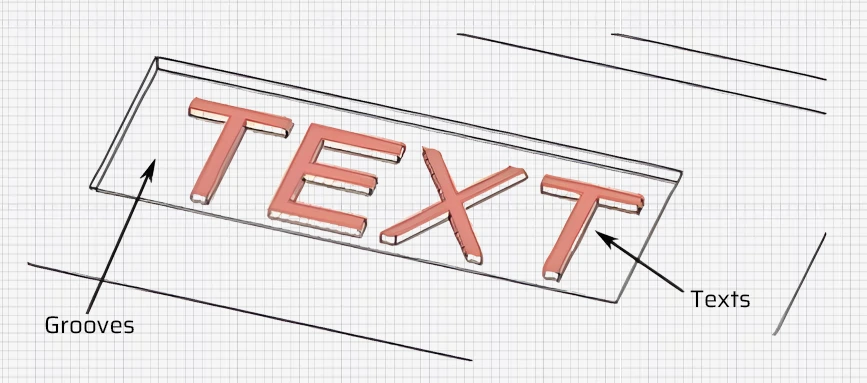
1. Il est préférable d'utiliser des surfaces en relief pour les textes et les motifs sur les produits en plastique, en les mettant en retrait sur le moule, ce qui simplifie le traitement du moule. Si la structure exige que la surface ne comporte aucun élément en relief, vous pouvez créer une zone en retrait où le texte ou le motif est situé jusqu'à une certaine profondeur, puis mettre le texte ou le motif en relief dans le retrait. Cela permet de répondre aux exigences structurelles tout en facilitant la fabrication des moules.
2. Pour les produits en plastique, la hauteur du texte et des motifs en relief est généralement comprise entre 0,15 et 0,30 mm, tandis que la profondeur du texte et des motifs en creux est comprise entre 0,15 et 0,25 mm.
3. Spécifications de la taille du texte :
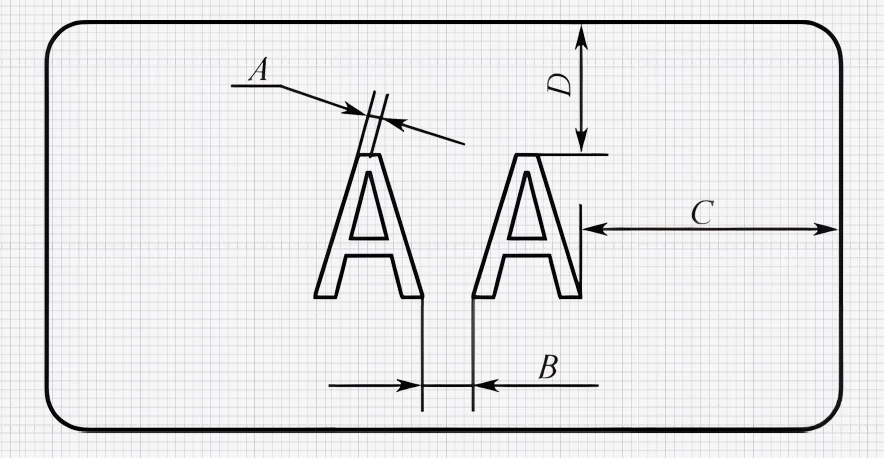
- La dimension A correspond à la largeur du trait de texte ; il est recommandé qu'elle ne soit pas inférieure à 0,25 mm.
- La dimension B est l'espacement entre deux caractères ; il est recommandé qu'il ne soit pas inférieur à 0,40 mm.
- Les dimensions C et D sont les distances entre les caractères et le bord ; il est recommandé qu'elles ne soient pas inférieures à 0,60 mm.











