
Dopo aver compreso pressione di iniezione e velocità di iniezioneOggi continuiamo a conoscere un altro parametro importante nello stampaggio a iniezione: la temperatura dello stampo.
In genere, gli addetti all'iniezione impostano una temperatura di fusione superiore a quella ideale, ritenendo che la temperatura di fusione sia l'unico modo efficace per ridurre la viscosità del materiale fuso, facilitando lo stampaggio a iniezione. Per compensare il prolungamento del tempo di ciclo dovuto all'elevata temperatura di fusione, i tecnici generalmente abbassano la temperatura dello stampo per ridurre il tempo di raffreddamento. Questo metodo di regolazione spesso causa molti problemi di qualità del prodotto. Quindi, come si deve impostare la temperatura dello stampo in modo ragionevole? Ne parleremo in dettaglio più avanti.

Che cos'è la temperatura dello stampo?
La temperatura dello stampo si riferisce alla temperatura della superficie della cavità e anima dello stampo. Si tratta di uno dei parametri di controllo più importanti nel processo di stampaggio a iniezione e di una considerazione primaria nel processo di stampaggio. progettazione di stampi. Il suo impatto sulla formazione, sulla lavorazione secondaria e sull'uso finale dei prodotti non può essere sottovalutato.
L'effetto della temperatura dello stampo sulle parti stampate a iniezione
1. Impatto sull'aspetto
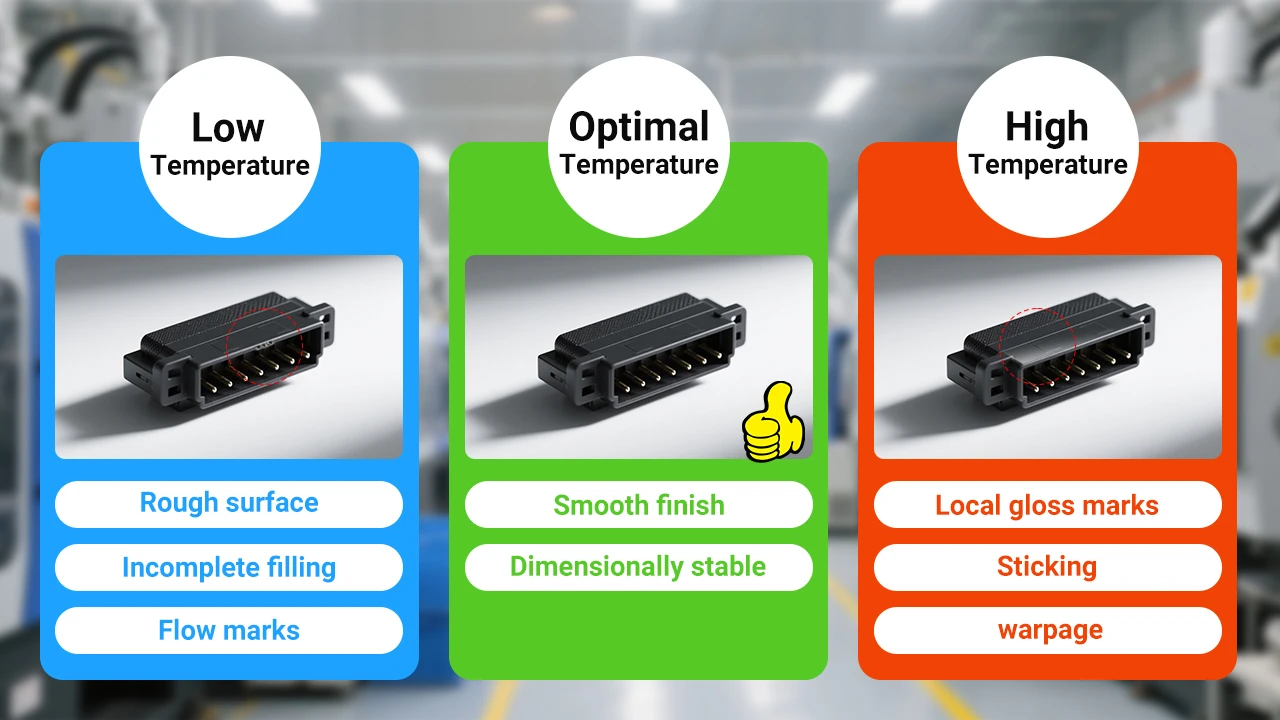
In primo luogo, se la temperatura dello stampo è troppo bassa, si riduce la fluidità della massa fusa, con possibile riempimento incompleto. Influisce sulla cristallinità delle materie plastiche. Nel caso dell'ABS, se la temperatura dello stampo è troppo bassa, la scorrevolezza del prodotto sarà bassa. Quando è alta, è più probabile che la plastica migri verso la superficie. Pertanto, quando la temperatura è elevata, i componenti in plastica sono più vicini alla superficie dello stampo, con conseguente migliore riempimento, maggiore luminosità e brillantezza.
Tuttavia, la temperatura dello stampo non deve essere troppo elevata, in quanto potrebbe causare l'adesione allo stampo e creare evidenti punti luminosi in alcune aree della parte in plastica. Al contrario, una bassa temperatura dello stampo può far sì che la parte in plastica aderisca troppo allo stampo, causando graffi durante lo sformaggio, soprattutto sulle superfici strutturate. L'iniezione multistadio può risolvere i problemi di posizione, come le tracce di gas durante l'iniezione, utilizzando l'iniezione segmentata. Nell'industria dell'iniezione, più alta è la temperatura dello stampo, maggiore è la brillantezza della superficie del prodotto e viceversa. Per i prodotti realizzati in PP con finitura satinata, più alta è la temperatura, minore è la lucentezza della superficie e maggiore è la differenza di colore; la lucentezza e la differenza di colore sono inversamente proporzionali.
Pertanto, il problema più comune causato dalla temperatura dello stampo è una finitura superficiale ruvida dei pezzi stampati, in genere dovuta a una bassa temperatura superficiale dello stampo. Il ritiro dello stampaggio e il ritiro post-stampaggio dei polimeri semicristallini dipendono principalmente dalla temperatura dello stampo e dallo spessore della parete del pezzo. Una distribuzione disomogenea della temperatura nello stampo porterà a ritiri diversi, rendendo impossibile garantire che i pezzi rispettino le tolleranze specificate. Nel peggiore dei casi, il ritiro supera il valore correggibile, indipendentemente dal fatto che la resina sia rinforzata o meno.
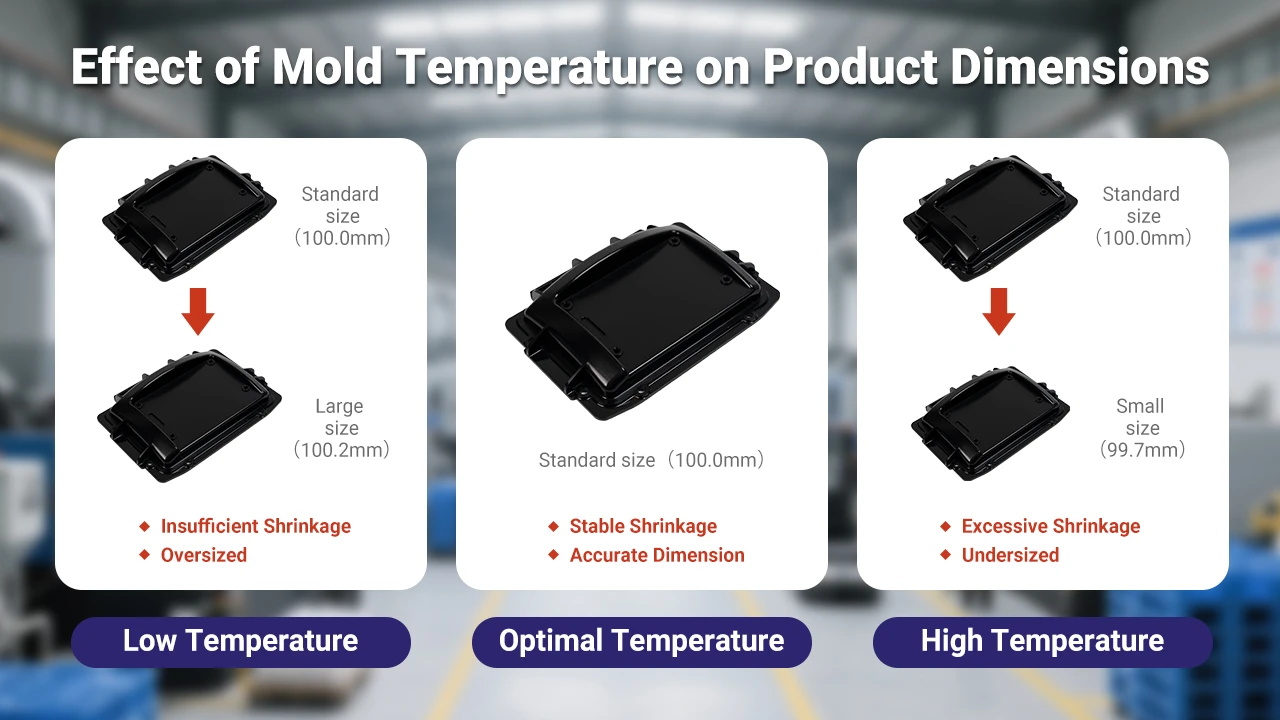
2. Impatto sulle dimensioni del prodotto
Se la temperatura dello stampo è troppo alta, la massa fusa può subire una decomposizione termica, aumentando il tasso di ritiro in aria e causando una diminuzione delle dimensioni del prodotto. In condizioni di bassa temperatura, se le dimensioni del pezzo aumentano, ciò è generalmente dovuto a una temperatura superficiale dello stampo troppo bassa. Infatti, con una bassa temperatura superficiale dello stampo, il prodotto si ritira meno nell'aria e quindi le dimensioni sono maggiori. La bassa temperatura dello stampo accelera l'"orientamento del congelamento" molecolare, aumentando lo spessore dello strato congelato nella cavità dello stampo e ostacolando la crescita dei cristalli, riducendo così il ritiro di stampaggio.
Al contrario, un'elevata temperatura dello stampo provoca un raffreddamento lento, un tempo di rilassamento più lungo e un minore orientamento, favorendo la cristallizzazione, con conseguente aumento del ritiro effettivo. Se il processo richiede troppo tempo per stabilizzare le dimensioni, indica un cattivo controllo della temperatura dello stampo, che impiega più tempo per raggiungere l'equilibrio termico. Una dissipazione irregolare del calore in alcune aree dello stampo può prolungare in modo significativo il ciclo di produzione, aumentando costi di stampaggio. La temperatura stabile dello stampo riduce le fluttuazioni del ritiro di stampaggio, migliorando la stabilità dimensionale.
Per le plastiche cristalline, l'elevata temperatura dello stampo facilita il processo di cristallizzazione. Le parti in plastica completamente cristalline non subiscono variazioni dimensionali durante lo stoccaggio o l'uso. Tuttavia, un'elevata cristallinità comporta un significativo ritiro. Per le plastiche più morbide, una bassa temperatura dello stampo durante lo stampaggio favorisce la stabilità dimensionale. Indipendentemente dal materiale, una temperatura e un ritiro costanti nello stampo sono utili per migliorare la precisione dimensionale.
3. Impatto sulla deformazione
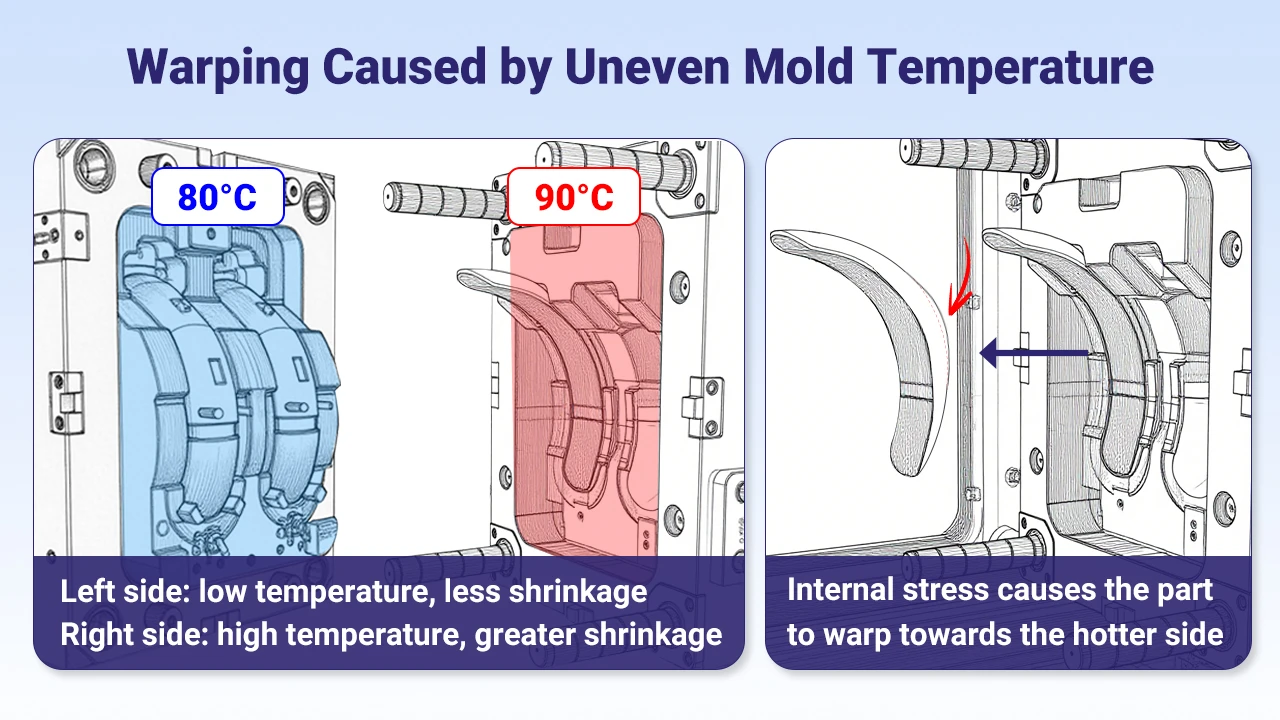
Se il design del sistema di raffreddamento è irragionevole o il controllo della temperatura dello stampo è insufficiente, il raffreddamento può essere insufficiente. causano la deformazione delle parti in plastica. Il controllo della temperatura dello stampo deve basarsi sulle caratteristiche strutturali del prodotto per determinare la differenza di temperatura tra l'anima e la cavità, l'anima e la parete della cavità, la parete della cavità e la parete della cavità. inserti. In questo modo, le diverse velocità di contrazione da raffreddamento di ciascun pezzo possono contrastare le differenze di contrazione da orientamento ed evitare deformazioni da deformazione.
Per i pezzi a struttura simmetrica, la temperatura dello stampo deve essere costante per garantire un raffreddamento equilibrato e una deformazione ridotta. Un'eccessiva differenza di temperatura nello stampo provoca un raffreddamento non uniforme e un ritiro incoerente, generando tensioni e provocando deformazioni, soprattutto nei pezzi con pareti di spessore non uniforme e forme complesse. Il lato con la temperatura di stampo più alta si deformerà verso quel lato dopo il raffreddamento. Selezionare in modo ragionevole le temperature di stampo del nucleo e della cavità in base alle necessità.
4. Impatto sulle proprietà meccaniche (sollecitazioni interne)
La bassa temperatura dello stampo rende evidenti le linee di saldatura, riducendo la resistenza del prodotto. Per le plastiche cristalline, una maggiore cristallinità aumenta la tendenza alla cricca da stress. Per ridurre le tensioni, la temperatura dello stampo non deve essere troppo elevata (ad esempio, PP, PE). Per le plastiche amorfe ad alta viscosità, come il PC, la cricca da stress è legata alle sollecitazioni interne e una temperatura di stampo più elevata aiuta a ridurre le sollecitazioni interne e la tendenza alla cricca da stress.
Le sollecitazioni interne sono indicate da segni di sollecitazione. Sono causate da diversi tassi di ritiro termico durante il raffreddamento. Dopo la formatura, il raffreddamento si estende dalla superficie all'interno, con la superficie che si restringe e si indurisce per prima, seguita dall'interno, generando tensioni interne dovute a diversi tassi di ritiro. Quando le tensioni interne residue superano il limite elastico della resina o in determinati ambienti chimici, si formano delle cricche sulla superficie della parte plastica. Studi su resine trasparenti come il PC e il PMMA dimostrano che le sollecitazioni interne residue sono di compressione sullo strato superficiale e di trazione all'interno. Le tensioni superficiali di compressione dipendono dalle condizioni di raffreddamento; uno stampo freddo raffredda rapidamente la resina fusa, creando tensioni interne residue più elevate.
La temperatura dello stampo è la condizione fondamentale per il controllo delle sollecitazioni interne. Lievi variazioni della temperatura dello stampo alterano in modo significativo le sollecitazioni interne residue. In generale, ogni prodotto e resina ha un limite minimo accettabile di temperatura dello stampo per le sollecitazioni interne. Quando si stampano pezzi a parete sottile o con lunghe distanze di flusso, la temperatura dello stampo deve essere superiore al limite minimo generale.

5. Impatto sulla temperatura di deflessione del calore
Soprattutto per le plastiche cristalline, se i prodotti vengono stampati a basse temperature, l'orientamento molecolare e la cristallinità vengono immediatamente congelati. In caso di utilizzo ad alta temperatura o di lavorazione secondaria, le catene molecolari possono riorganizzarsi e cristallizzare, causando deformazioni a temperature molto inferiori a quelle del materiale. temperatura di deflessione del calore (HDT). L'approccio corretto consiste nel produrre alla temperatura dello stampo consigliata, vicina alla temperatura di cristallizzazione, garantendo un'adeguata cristallizzazione durante lo stampaggio a iniezione ed evitando la post-cristallizzazione e il ritiro in ambienti ad alta temperatura.
In conclusione, la temperatura dello stampo è uno dei parametri di controllo più importanti nel processo di stampaggio a iniezione e una considerazione primaria nella progettazione dello stampo.
Determinazione della corretta temperatura dello stampo
Con stampi sempre più complessi, la creazione di condizioni adeguate per un controllo efficace della temperatura dello stampo diventa più impegnativa. Tranne che per i pezzi semplici, il sistema di controllo della temperatura dello stampo è solitamente un compromesso. I suggerimenti che seguono sono indicativi: - la temperatura dello stampo
1. Durante la progettazione dello stampo, considerare il controllo della temperatura della forma del pezzo lavorato.
2. Per i bassi volumi di iniezione e le grandi dimensioni dello stampo, è fondamentale una buona conducibilità termica.
3. Lasciare uno spazio extra quando si progetta la sezione trasversale del fluido che passa attraverso lo stampo e il tubo di alimentazione. Evitare l'uso di connettori, poiché ostacolano in modo significativo il flusso del fluido controllato dalla temperatura dello stampo.
4. Se possibile, utilizzare acqua pressurizzata come mezzo di controllo della temperatura e utilizzare tubi e collettori durevoli e resistenti all'alta pressione.
5. Fornire specifiche dettagliate sulle prestazioni delle apparecchiature di controllo della temperatura corrispondenti allo stampo.
6. La scheda tecnica del produttore di stampi deve includere i dati necessari per la portata. Utilizzare piastre isolanti all'interfaccia tra lo stampo e la sagoma della macchina.
7. Utilizzare sistemi di controllo della temperatura separati per il nucleo e la cavità.
8. Isolare i sistemi di controllo della temperatura su ciascun lato e al centro per consentire temperature di avvio diverse durante lo stampaggio.
9. Collegare i diversi circuiti di controllo della temperatura in serie, non in parallelo. I circuiti in parallelo provocano variazioni di portata a causa delle differenze di resistenza, con conseguenti maggiori variazioni di temperatura rispetto ai collegamenti in serie.
10. È vantaggioso visualizzare le temperature di mandata e di ritorno sull'apparecchiatura di controllo della temperatura dello stampo.
11. L'obiettivo del controllo del processo è aggiungere un sensore di temperatura nello stampo per rilevare le variazioni di temperatura durante la produzione effettiva.
Temperatura di stampaggio consigliata per diversi materiali
| Nome del materiale | Temperatura dello stampo (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Altri suggerimenti per la determinazione della temperatura dello stampo
Stabilire l'equilibrio termico nello stampo mediante iniezioni multiple, generalmente almeno dieci. La temperatura effettiva dell'equilibrio termico dipende da molti fattori. Misurare la temperatura effettiva della superficie dello stampo a contatto con la plastica utilizzando una termocoppia all'interno dello stampo (a 2 mm dalla superficie). Un metodo più comune è l'utilizzo di un misuratore portatile di alta temperatura con una sonda a risposta rapida. Misurare molti punti, non solo un lato o un punto. Regolare la temperatura dello stampo sul valore appropriato in base agli standard di controllo impostati. La scheda tecnica del materiale di solito raccomanda le temperature dello stampo tenendo conto della finitura superficiale, delle proprietà meccaniche, del ritiro e del tempo di ciclo.
Per gli stampi che producono componenti di precisione o che soddisfano rigorosi standard estetici o di sicurezza, utilizzare temperature di stampo più elevate per ottenere un minore ritiro post-stampaggio, una maggiore luminosità della superficie e prestazioni più uniformi. Per i pezzi a bassa tecnologia con vincoli di costo, utilizzare temperature di lavorazione più basse, comprendere i compromessi e ispezionare i pezzi per garantire che soddisfino i requisiti del cliente.
Sintesi
La regolazione della temperatura dello stampo comporta l'utilizzo di una macchina per la temperatura dello stampo. Se possibile, in futuro introdurrò la selezione della macchina per la temperatura dello stampo per gli appassionati di stampaggio a iniezione. Se riconoscete il nostro livello professionale e avete bisogno di produrre pezzi per vari settori industriali, vi invitiamo a visitare il nostro sito web servizi di stampaggio a iniezione.











