
Depois de compreender pressão de injeção e velocidade de injeçãoHoje continuamos a aprender sobre outro parâmetro importante na moldagem por injeção - a temperatura do molde.
Normalmente, os trabalhadores de injeção definem a temperatura de fusão mais elevada do que a temperatura ideal, acreditando que a temperatura de fusão é a única forma eficaz de reduzir a viscosidade da fusão, facilitando a moldagem por injeção. Para compensar o tempo de ciclo alargado devido à temperatura de fusão elevada, os técnicos geralmente baixam a temperatura do molde para encurtar o tempo de arrefecimento. Este método de ajuste causa frequentemente muitos problemas de qualidade do produto. Então, como é que a temperatura do molde deve ser definida de forma razoável? Iremos discutir este assunto em pormenor mais tarde.

O que é a temperatura do molde?
A temperatura do molde refere-se à temperatura da superfície do cavidade e núcleo do molde. É um dos parâmetros de controlo mais básicos no processo de moldagem por injeção e uma consideração primordial na conceção do molde. O seu impacto na conformação, no processamento secundário e na utilização final dos produtos não pode ser subestimado.
O efeito da temperatura do molde nas peças moldadas por injeção
1. Impacto na aparência
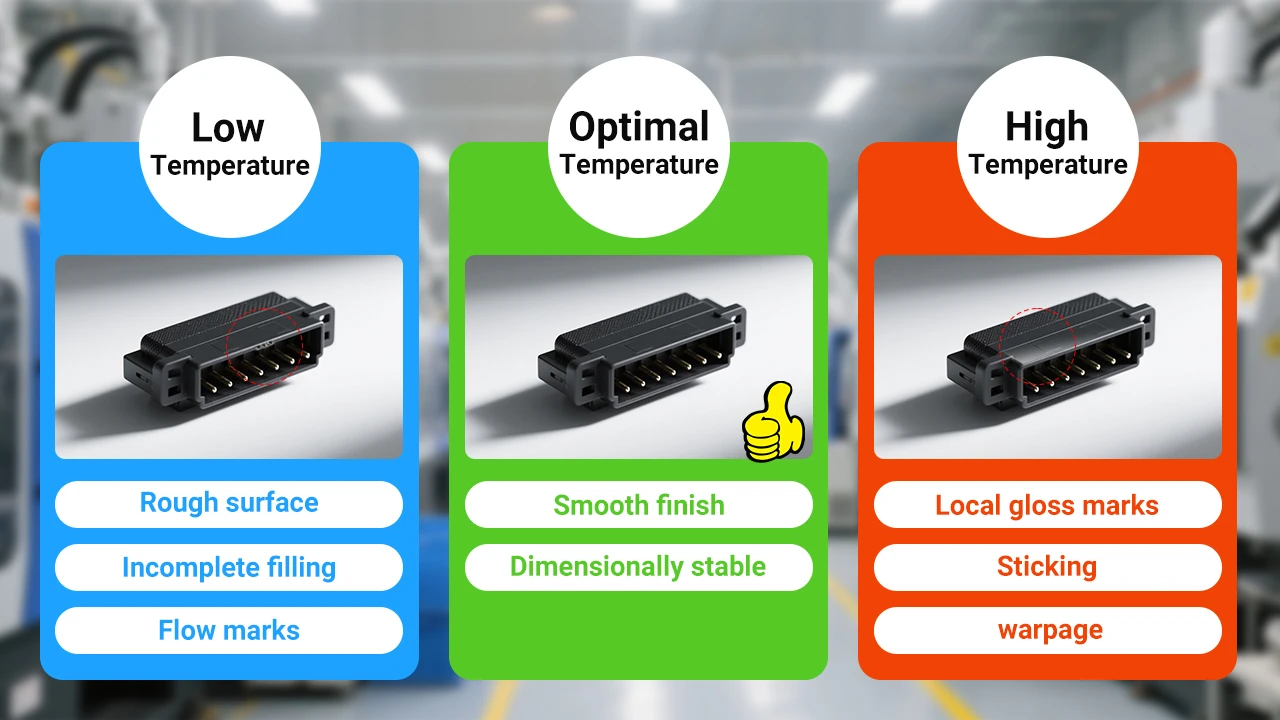
Em primeiro lugar, se a temperatura do molde for demasiado baixa, reduzirá a fluidez da massa fundida, levando possivelmente a um enchimento incompleto. Afecta a cristalinidade dos plásticos. No caso do ABS, se a temperatura do molde for demasiado baixa, a suavidade do produto será baixa. Quando é alta, é mais provável que o plástico migre para a superfície. Assim, quando a temperatura é alta, os componentes plásticos ficam mais próximos da superfície do molde, resultando num melhor enchimento, maior brilho e lustro.
No entanto, a temperatura do molde não deve ser demasiado elevada, uma vez que pode provocar a aderência ao molde e criar pontos brilhantes visíveis em algumas áreas da peça de plástico. Por outro lado, uma temperatura baixa do molde pode fazer com que a peça de plástico se agarre demasiado ao molde, provocando riscos aquando da desmoldagem, especialmente em superfícies texturadas. A injeção em várias fases pode resolver problemas de posição, tais como marcas de gás durante a injeção, utilizando a injeção segmentada. Na indústria de injeção, quanto mais elevada for a temperatura do molde, maior será o brilho da superfície do produto e vice-versa. Para os produtos fabricados em PP com um acabamento acetinado, quanto mais elevada for a temperatura, menor será o brilho da superfície e maior será a diferença de cor, sendo o brilho e a diferença de cor inversamente proporcionais.
Por conseguinte, o problema mais comum causado pela temperatura do molde é um acabamento superficial rugoso das peças moldadas, normalmente devido à baixa temperatura da superfície do molde. A retração da moldagem e o encolhimento pós-moldagem de polímeros semi-cristalinos dependem principalmente da temperatura do molde e da espessura da parede da peça. Uma distribuição desigual da temperatura no molde conduzirá a uma contração diferente, tornando impossível assegurar que as peças cumprem as tolerâncias especificadas. No pior dos casos, a retração excede o valor corrigível, independentemente de a resina ser reforçada ou não.
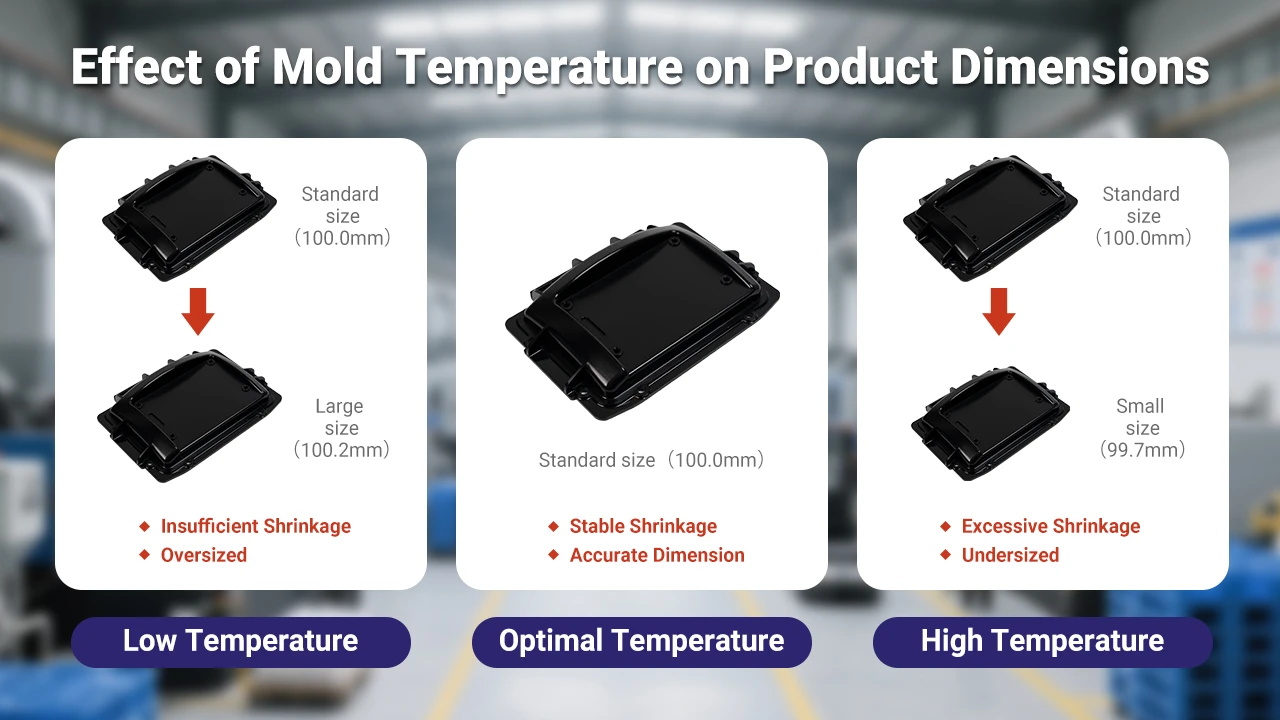
2. Impacto nas dimensões do produto
Se a temperatura do molde for demasiado elevada, a massa fundida pode sofrer uma decomposição térmica, aumentando a taxa de contração no ar e provocando a diminuição das dimensões do produto. Em condições de baixa temperatura, se as dimensões da peça aumentarem, isso deve-se geralmente a uma temperatura demasiado baixa da superfície do molde. Isto deve-se ao facto de, com uma temperatura da superfície do molde baixa, o produto encolher menos no ar, pelo que as dimensões são maiores. A baixa temperatura do molde acelera a "orientação do congelamento" molecular, aumentando a espessura da camada congelada na cavidade do molde e impedindo o crescimento dos cristais, reduzindo assim a contração do molde.
Por outro lado, a temperatura elevada do molde provoca um arrefecimento lento, um tempo de relaxamento mais longo e uma orientação mais baixa, promovendo a cristalização, resultando numa maior contração real. Se o processo demorar demasiado tempo a estabilizar as dimensões, isso indica um mau controlo da temperatura do molde, uma vez que o molde demora mais tempo a atingir o equilíbrio térmico. A dissipação desigual de calor em algumas áreas do molde pode prolongar significativamente o ciclo de produção, aumentando custos de moldagem. A temperatura estável do molde reduz as flutuações na contração da moldagem, melhorando a estabilidade dimensional.
No caso dos plásticos cristalinos, a temperatura elevada do molde facilita o processo de cristalização. As peças de plástico totalmente cristalinas não sofrem alterações dimensionais durante o armazenamento ou a utilização. No entanto, a elevada cristalinidade resulta num encolhimento significativo. Para plásticos mais macios, a baixa temperatura do molde durante a moldagem favorece a estabilidade dimensional. Independentemente do material, a temperatura consistente do molde e a contração são benéficas para melhorar a precisão dimensional.
3. Impacto na deformação
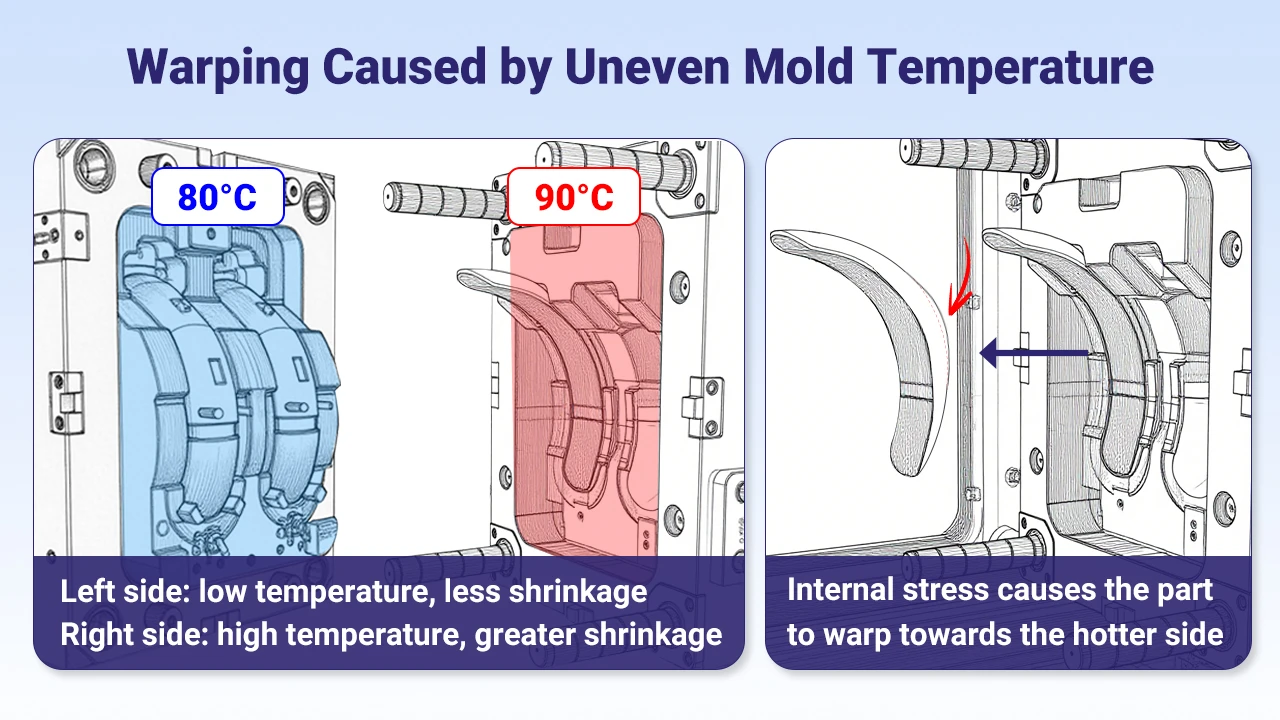
Se a conceção do sistema de refrigeração não for razoável ou se o controlo da temperatura do molde for deficiente, a refrigeração insuficiente pode provocar o empenamento e a deformação de peças de plástico. O controlo da temperatura do molde deve basear-se nas caraterísticas estruturais do produto para determinar a diferença de temperatura entre o núcleo e a cavidade, o núcleo e a parede da cavidade, e a parede da cavidade e inserções. Isto permite que as diferentes velocidades de contração de arrefecimento de cada peça compensem as diferenças de contração de orientação e evitem a deformação por deformação.
Para peças estruturadas simetricamente, a temperatura do molde deve ser consistente para garantir um arrefecimento equilibrado e uma deformação reduzida. Uma diferença excessiva de temperatura do molde provoca um arrefecimento desigual e uma contração inconsistente, gerando tensões e levando a deformações, especialmente em peças com espessura de parede desigual e formas complexas. O lado com a temperatura de molde mais elevada deformar-se-á para esse lado após o arrefecimento. Selecione razoavelmente as temperaturas do molde do núcleo e da cavidade conforme necessário
4. Impacto nas propriedades mecânicas (tensão interna)
A baixa temperatura do molde torna as linhas de soldadura óbvias, reduzindo a resistência do produto. Para os plásticos cristalinos, uma maior cristalinidade aumenta a tendência para a fissuração por tensão. Para reduzir o stress, a temperatura do molde não deve ser demasiado elevada (por exemplo, PP, PE). No caso dos plásticos amorfos de alta viscosidade, como o PC, a fissuração por tensão está relacionada com a tensão interna e uma temperatura de molde mais elevada ajuda a reduzir a tensão interna e a tendência para a fissuração por tensão.
A tensão interna é indicada por marcas de tensão. É causada por diferentes taxas de contração térmica durante o arrefecimento. Após a moldagem, o arrefecimento estende-se da superfície para o interior, com a superfície a encolher e a endurecer primeiro, seguida do interior, gerando tensões internas devido a diferentes taxas de contração. Quando a tensão interna residual excede o limite elástico da resina ou em determinados ambientes químicos, surgem fissuras na superfície da peça de plástico. Estudos sobre resinas transparentes como o PC e o PMMA mostram que a tensão interna residual é compressiva na camada superficial e de tração no interior. A tensão de compressão da superfície depende da condição de arrefecimento; um molde frio arrefece rapidamente a resina fundida, criando uma tensão interna residual mais elevada.
A temperatura do molde é a condição mais básica para controlar a tensão interna. Pequenas alterações na temperatura do molde alteram significativamente a tensão interna residual. Geralmente, cada produto e resina tem um limite mínimo aceitável de temperatura do molde para a tensão interna. Ao moldar peças de paredes finas ou com longas distâncias de fluxo, a temperatura do molde deve ser mais alta do que o limite mínimo geral.

5. Impacto na temperatura de deflexão térmica
Especialmente no caso dos plásticos cristalinos, se os produtos forem moldados a baixas temperaturas de molde, a orientação molecular e a cristalinidade são instantaneamente congeladas. Em caso de utilização a alta temperatura ou de processamento secundário, as cadeias moleculares podem reorganizar-se e cristalizar, causando deformação a temperaturas muito inferiores às do material temperatura de deflexão térmica (HDT). A abordagem correta é produzir à temperatura recomendada para o molde, próxima da temperatura de cristalização, assegurando uma cristalização adequada durante a moldagem por injeção e evitando a pós-cristalização e a contração em ambientes de alta temperatura.
Em conclusão, a temperatura do molde é um dos parâmetros de controlo mais básicos no processo de moldagem por injeção e uma consideração primordial na conceção do molde.
Determinação da temperatura correta do molde
Com moldes cada vez mais complexos, a criação de condições adequadas para um controlo eficaz da temperatura do molde torna-se mais difícil. Exceto para peças simples, o sistema de controle de temperatura do molde é geralmente um compromisso. As sugestões a seguir são para orientação aproximada:
1. Durante a conceção do molde, ter em conta o controlo da temperatura da forma da peça processada.
2. Para um baixo volume de injeção e grandes dimensões do molde, é crucial uma boa condutividade térmica.
3. Deixar espaço extra ao projetar a dimensão da secção transversal do fluido que passa através do molde e do tubo de alimentação. Evitar a utilização de conectores, uma vez que estes obstruem significativamente o fluxo de fluido controlado pela temperatura do molde.
4. Utilizar água pressurizada como meio de controlo da temperatura, se possível, e utilizar tubos e colectores duráveis e resistentes a altas pressões.
5. Fornecer especificações pormenorizadas do desempenho do equipamento de controlo da temperatura correspondente ao molde.
6. A ficha de dados do fabricante de moldes deve incluir os valores necessários para a taxa de fluxo. Utilizar placas de isolamento na interface entre o molde e o modelo da máquina.
7. Utilizar sistemas de controlo da temperatura separados para o núcleo e a cavidade.
8. Isolar os sistemas de controlo da temperatura em cada lado e no centro para permitir diferentes temperaturas de arranque durante a moldagem.
9. Ligue os diferentes circuitos de controlo da temperatura em série e não em paralelo. Os circuitos paralelos provocam taxas de caudal variáveis devido a diferenças de resistência, levando a uma maior variação de temperatura do que as ligações em série.
10. A visualização das temperaturas de alimentação e de retorno no equipamento de controlo da temperatura do molde é vantajosa.
11. O objetivo do controlo do processo é adicionar um sensor de temperatura no molde para detetar alterações de temperatura durante a produção real.
Temperatura de molde recomendada para diferentes materiais
| Nome do material | Temperatura do molde (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Outras sugestões de determinação da temperatura do molde
Estabelecer o equilíbrio térmico no molde através de múltiplas injecções, geralmente pelo menos dez injecções. A temperatura real no equilíbrio térmico depende de muitos factores. Meça a temperatura real da superfície do molde em contacto com o plástico utilizando um termopar no interior do molde (a 2 mm da superfície). Um método mais comum é usar um medidor de alta temperatura portátil com uma sonda de resposta rápida. Meça muitos pontos, não apenas um lado ou ponto. Ajuste a temperatura do molde para o valor adequado com base nos padrões de controlo definidos. A folha de dados do material geralmente recomenda as temperaturas do molde considerando o acabamento da superfície, as propriedades mecânicas, o encolhimento e o tempo de ciclo.
Para moldes que produzem componentes de precisão ou que cumprem normas rigorosas de aparência ou segurança, utilize temperaturas de molde mais elevadas para uma menor contração pós-moldagem, maior brilho da superfície e um desempenho mais consistente. Para peças de baixa tecnologia com restrições de custos, utilize temperaturas de processamento mais baixas, compreenda as vantagens e desvantagens e inspeccione as peças para garantir que cumprem os requisitos do cliente.
Resumo
O ajuste da temperatura do molde implica a utilização de uma máquina de temperatura do molde. Se possível, apresentarei no futuro a seleção da máquina de temperatura do molde para os entusiastas da moldagem por injeção. Se reconhece o nosso nível profissional e precisa de fabricar peças para várias indústrias, por favor, desfrute do nosso serviços de moldagem por injeção.











