
Après avoir compris pression d'injection et vitesse d'injectionAujourd'hui, nous continuons à nous intéresser à un autre paramètre important du moulage par injection : la température du moule.
En règle générale, les travailleurs du secteur de l'injection règlent la température de fusion à un niveau plus élevé que la température idéale, pensant que la température de fusion est le seul moyen efficace de réduire la viscosité de la matière fondue, ce qui facilite le moulage par injection. Pour compenser l'allongement du temps de cycle dû à la température élevée de la matière fondue, les techniciens abaissent généralement la température du moule pour raccourcir le temps de refroidissement. Cette méthode d'ajustement est souvent à l'origine de nombreux problèmes de qualité des produits. Alors, comment régler raisonnablement la température du moule ? Nous y reviendrons en détail plus loin.

Qu'est-ce que la température des moules ?
La température du moule correspond à la température de surface du cavité et noyau du moule. Il s'agit de l'un des paramètres de contrôle les plus fondamentaux dans le processus de moulage par injection et d'une considération primordiale dans le processus de moulage par injection. conception de moules. Son impact sur la formation, la transformation secondaire et l'utilisation finale des produits ne peut être sous-estimé.
L'effet de la température du moule sur les pièces moulées par injection
1. Impact sur l'apparence
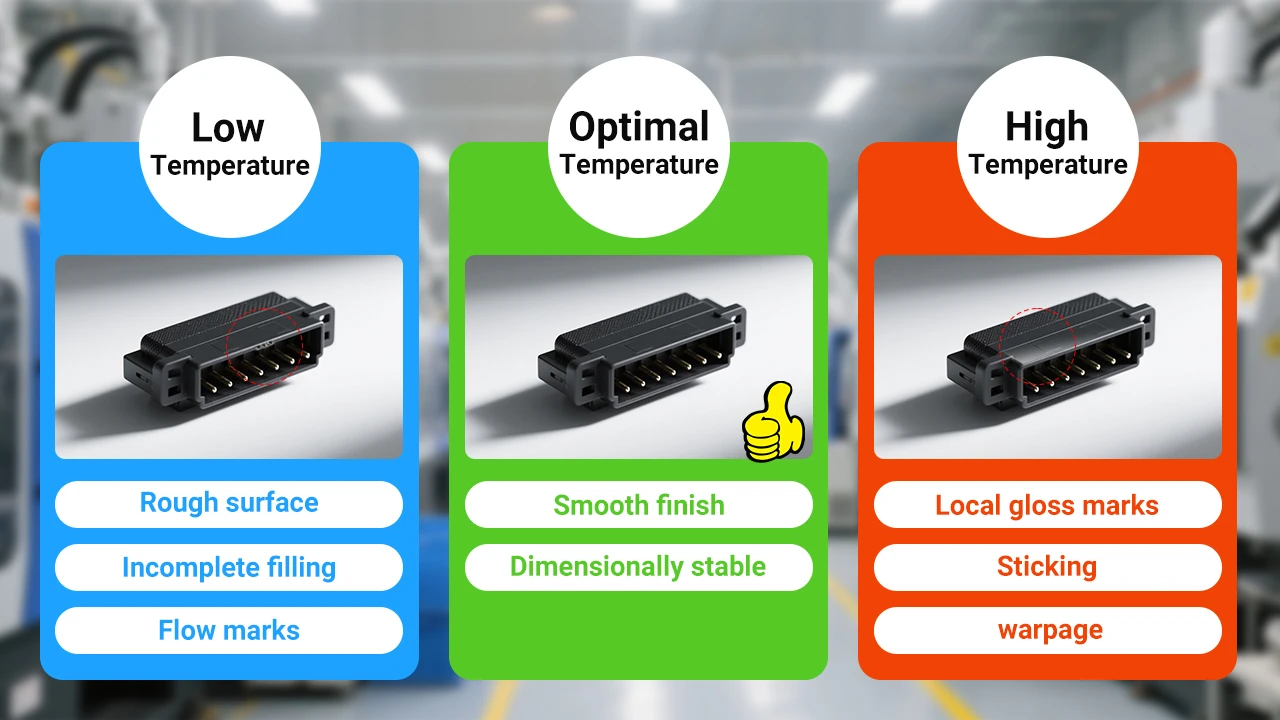
Tout d'abord, si la température du moule est trop basse, elle réduit la fluidité de la matière fondue, ce qui peut entraîner un remplissage incomplet. Elle affecte la cristallinité des matières plastiques. Pour l'ABS, si la température du moule est trop basse, le produit sera moins lisse. Lorsqu'elle est élevée, le plastique est plus susceptible de migrer vers la surface. Par conséquent, lorsque la température est élevée, les composants plastiques sont plus proches de la surface du moule, ce qui se traduit par un meilleur remplissage, une plus grande luminosité et une plus grande brillance.
Toutefois, la température du moule ne doit pas être trop élevée, car elle risque de coller au moule et de créer des points lumineux visibles dans certaines zones de la pièce en plastique. Inversement, une température de moule basse peut entraîner une adhérence trop forte de la pièce plastique au moule, ce qui provoque des rayures lors du démoulage, en particulier sur les surfaces texturées. L'injection en plusieurs étapes peut résoudre les problèmes de position, tels que les marques de gaz lors de l'injection, en utilisant l'injection segmentée. Dans l'industrie de l'injection, plus la température du moule est élevée, plus la surface du produit est brillante, et inversement. Pour les produits fabriqués en PP avec une finition satinée, plus la température est élevée, plus la brillance de la surface est faible et plus la différence de couleur est importante, la brillance et la différence de couleur étant inversement proportionnelles.
Par conséquent, le problème le plus courant causé par la température du moule est un fini de surface rugueux des pièces moulées, généralement dû à une faible température de surface du moule. Les retrait de moulage et le retrait post-moulage des polymères semi-cristallins dépendent principalement de la température du moule et de l'épaisseur de la paroi de la pièce. Une répartition inégale de la température dans le moule entraîne un retrait différent, ce qui empêche de garantir que les pièces respectent les tolérances spécifiées. Dans le pire des cas, le retrait dépasse la valeur acceptable, que la résine soit renforcée ou non.
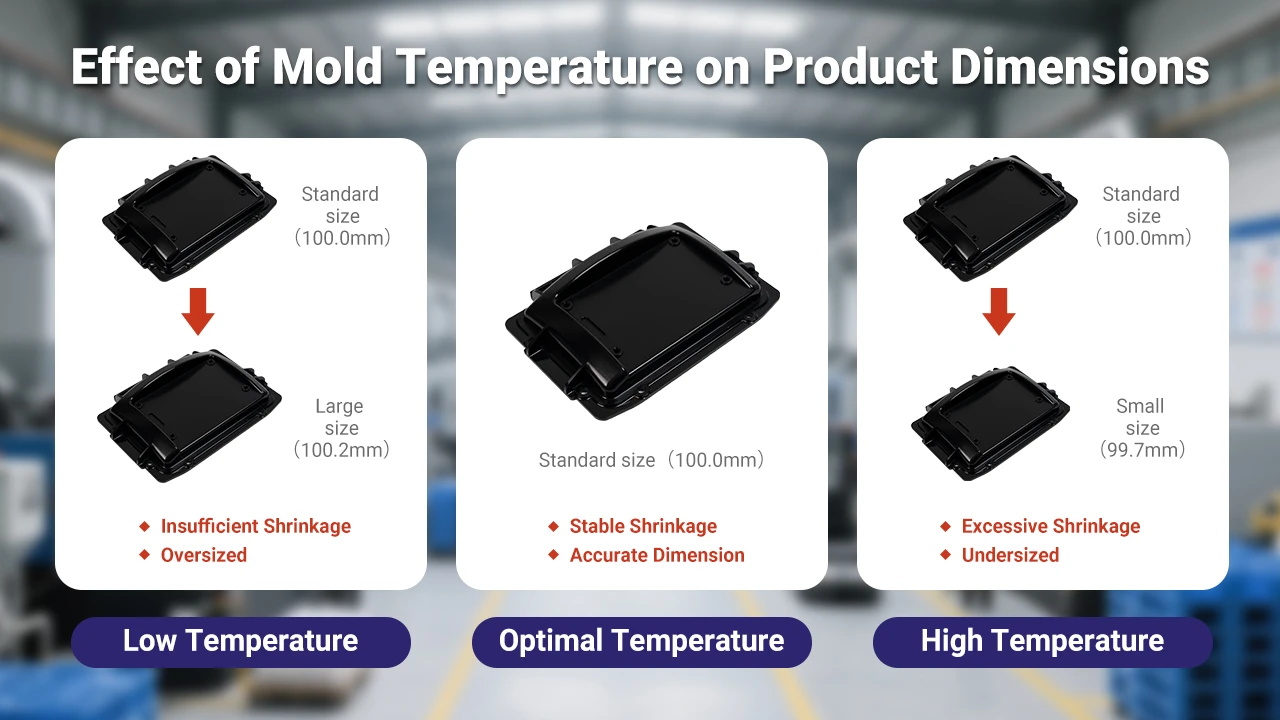
2. Impact sur les dimensions du produit
Si la température du moule est trop élevée, la matière fondue peut subir une décomposition thermique, augmentant le taux de rétrécissement dans l'air, ce qui entraîne une diminution des dimensions du produit. Dans des conditions de basse température, si les dimensions des pièces augmentent, cela est généralement dû à une température de surface du moule trop basse. En effet, lorsque la température de surface du moule est basse, le produit se rétracte moins dans l'air et les dimensions sont donc plus importantes. Une température de moule basse accélère l'"orientation de congélation" moléculaire, augmentant l'épaisseur de la couche gelée dans la cavité du moule et entravant la croissance des cristaux, réduisant ainsi le retrait de moulage.
Inversement, une température élevée du moule entraîne un refroidissement lent, un temps de relaxation plus long et une orientation plus faible, ce qui favorise la cristallisation et se traduit par un retrait réel plus important. Si le processus prend trop de temps pour stabiliser les dimensions, cela indique un mauvais contrôle de la température du moule, car le moule met plus de temps à atteindre l'équilibre thermique. Une dissipation inégale de la chaleur dans certaines zones du moule peut allonger considérablement le cycle de production, augmentant ainsi la durée de vie de la pièce. coûts de moulage. La stabilité de la température du moule réduit les fluctuations du retrait de moulage, améliorant ainsi la stabilité dimensionnelle.
Pour les plastiques cristallins, une température élevée du moule facilite le processus de cristallisation. Les pièces en plastique entièrement cristallin ne subissent pas de modifications dimensionnelles pendant le stockage ou l'utilisation. Toutefois, une cristallinité élevée entraîne un retrait important. Pour les plastiques plus souples, une température de moule basse pendant le moulage favorise la stabilité dimensionnelle. Quel que soit le matériau, une température de moulage et un retrait constants sont bénéfiques pour l'amélioration de la précision dimensionnelle.
3. Impact sur la déformation
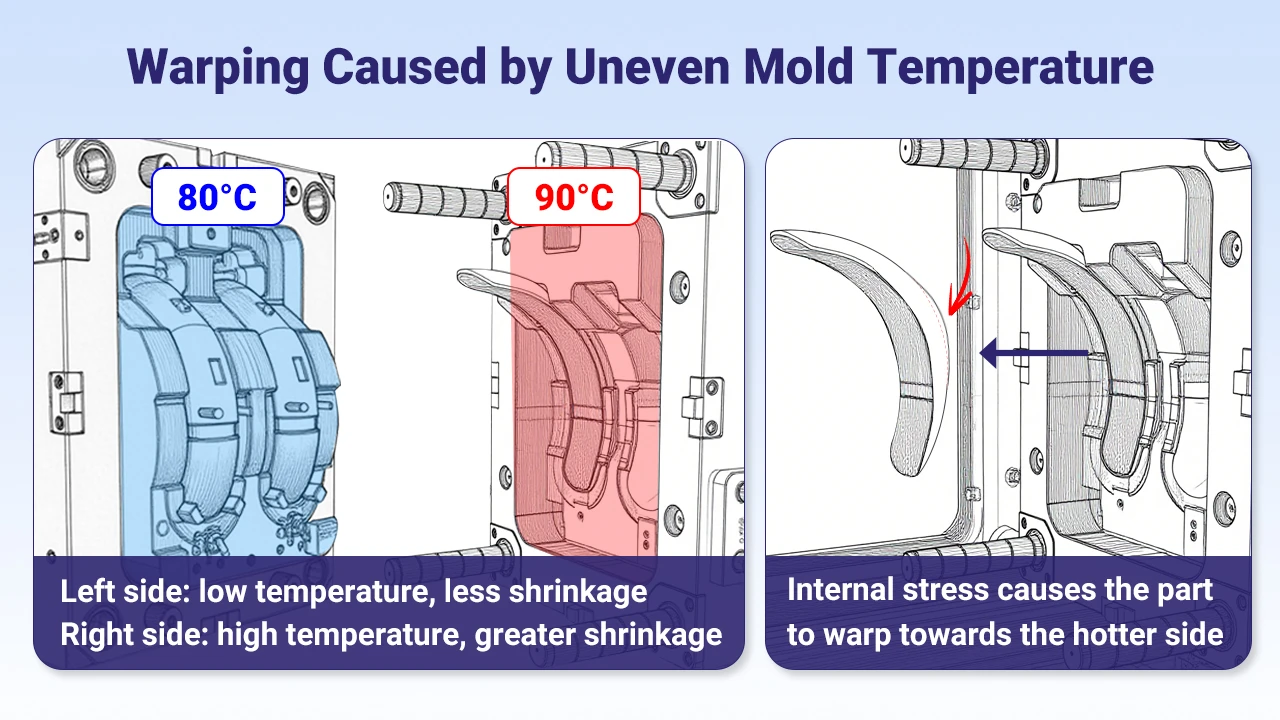
Si la conception du système de refroidissement est déraisonnable ou si le contrôle de la température du moule est médiocre, un refroidissement insuffisant peut provoquent le gauchissement et la déformation des pièces en plastique. Le contrôle de la température du moule doit être basé sur les caractéristiques structurelles du produit afin de déterminer la différence de température entre le noyau et la cavité, le noyau et la paroi de la cavité, et la paroi de la cavité et la paroi de la cavité. inserts. Cela permet aux différentes vitesses de retrait de refroidissement de chaque pièce de compenser les différences de retrait d'orientation et d'éviter les déformations par gauchissement.
Pour les pièces à structure symétrique, la température du moule doit être constante afin de garantir un refroidissement équilibré et une déformation réduite. Une différence excessive de température du moule entraîne un refroidissement inégal et une rétraction incohérente, générant des tensions et conduisant à des déformations, en particulier pour les pièces dont l'épaisseur de paroi est inégale et dont la forme est complexe. Le côté où la température du moule est la plus élevée se déformera vers ce côté après le refroidissement. Choisir raisonnablement les températures des moules à noyau et à cavité en fonction des besoins
4. Impact sur les propriétés mécaniques (contrainte interne)
Une température de moulage basse rend les lignes de soudure évidentes, ce qui réduit la résistance du produit. Pour les plastiques cristallins, une cristallinité plus élevée augmente la tendance à la fissuration sous contrainte. Pour réduire les contraintes, la température du moule ne doit pas être trop élevée (par exemple, PP, PE). Pour les plastiques amorphes à haute viscosité comme le PC, la fissuration sous contrainte est liée à la contrainte interne et une température de moule plus élevée permet de réduire la contrainte interne et la tendance à la fissuration sous contrainte.
Les contraintes internes sont indiquées par des marques de contraintes. Elles sont dues à des taux de retrait thermique différents pendant le refroidissement. Après le formage, le refroidissement s'étend de la surface vers l'intérieur, la surface se rétractant et durcissant en premier, suivie de l'intérieur, ce qui génère des contraintes internes dues à des taux de rétrécissement différents. Lorsque la contrainte interne résiduelle dépasse la limite élastique de la résine ou dans certains environnements chimiques, des fissures apparaissent à la surface de la pièce en plastique. Des études sur des résines transparentes comme le PC et le PMMA montrent que la contrainte interne résiduelle est compressive sur la couche superficielle et tendue à l'intérieur. La contrainte de compression superficielle dépend des conditions de refroidissement ; un moule froid refroidit rapidement la résine fondue, ce qui crée une contrainte interne résiduelle plus élevée.
La température du moule est la condition la plus fondamentale pour contrôler les contraintes internes. De légères variations de la température du moule modifient considérablement les contraintes internes résiduelles. En général, chaque produit et chaque résine ont une limite de température de moule minimale acceptable pour les contraintes internes. Lors du moulage de pièces à parois minces ou présentant de longues distances d'écoulement, la température du moule doit être supérieure à la limite minimale générale.

5. Impact sur la température de déflexion de la chaleur
En particulier pour les plastiques cristallins, si les produits sont moulés à basse température, l'orientation moléculaire et la cristallinité sont instantanément gelées. En cas d'utilisation à haute température ou de traitement secondaire, les chaînes moléculaires peuvent se réarranger et cristalliser, ce qui entraîne une déformation à des températures bien inférieures à celles du matériau. température de déviation de la chaleur (HDT). La bonne approche consiste à produire à la température recommandée pour le moule, proche de la température de cristallisation, afin de garantir une cristallisation adéquate pendant le moulage par injection et d'éviter la postcristallisation et le rétrécissement dans des environnements à haute température.
En conclusion, la température du moule est l'un des paramètres de contrôle les plus fondamentaux dans le processus de moulage par injection et une considération primordiale dans la conception du moule.
Déterminer la température correcte du moule
Avec des moules de plus en plus complexes, il devient de plus en plus difficile de créer des conditions adéquates pour un contrôle efficace de la température du moule. Sauf pour les pièces simples, le système de contrôle de la température du moule est généralement un compromis. Les suggestions suivantes sont données à titre indicatif:
1. Lors de la conception du moule, il faut prendre en compte le contrôle de la température de la forme de la pièce traitée.
2. Pour les faibles volumes d'injection et les moules de grande taille, une bonne conductivité thermique est cruciale.
3. Prévoir un espace supplémentaire lors de la conception de la section transversale du fluide passant à travers le moule et le tube d'alimentation. Évitez d'utiliser des connecteurs, car ils entravent considérablement l'écoulement du fluide contrôlé par la température du moule.
4. Utiliser si possible de l'eau sous pression comme moyen de régulation de la température et utiliser des tuyaux et des collecteurs durables et résistants à la haute pression.
5. Fournir des spécifications de performance détaillées pour l'équipement de contrôle de la température correspondant au moule.
6. La fiche technique du fabricant de moules doit inclure les chiffres nécessaires pour le débit. Utiliser des plaques isolantes à l'interface entre le moule et le gabarit de la machine.
7. Utiliser des systèmes de contrôle de la température distincts pour le cœur et la cavité.
8. Isoler les systèmes de contrôle de la température de chaque côté et du centre pour permettre des températures de démarrage différentes pendant le moulage.
9. Brancher les différents circuits de régulation de la température en série et non en parallèle. Les circuits en parallèle provoquent des variations de débit dues aux différences de résistance, ce qui entraîne des variations de température plus importantes que les connexions en série.
10. Il est avantageux d'afficher les températures d'alimentation et de retour sur l'équipement de contrôle de la température du moule.
11. L'objectif du contrôle du processus est d'ajouter un capteur de température dans le moule pour détecter les changements de température pendant la production réelle.
Température de moulage recommandée pour différents matériaux
| Nom du matériau | Température du moule (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Autres suggestions pour la détermination de la température des moules
Établir l'équilibre thermique dans le moule par des injections multiples, généralement au moins dix injections. La température réelle de l'équilibre thermique dépend de nombreux facteurs. Mesurez la température réelle de la surface du moule en contact avec le plastique à l'aide d'un thermocouple placé à l'intérieur du moule (à 2 mm de la surface). Une méthode plus courante consiste à utiliser un appareil de mesure de haute température portatif doté d'une sonde à réponse rapide. Mesurez plusieurs points, pas seulement un côté ou un point. Réglez la température du moule à la valeur appropriée en fonction des normes de contrôle établies. La fiche technique du matériau recommande généralement des températures de moule en fonction de l'état de surface, des propriétés mécaniques, du retrait et de la durée du cycle.
Pour les moules produisant des composants de précision ou répondant à des normes strictes en matière d'apparence ou de sécurité, il convient d'utiliser des températures de moule plus élevées afin de réduire le retrait après moulage, d'améliorer la brillance de la surface et d'obtenir des performances plus régulières. Pour les pièces de faible technicité soumises à des contraintes de coût, il convient d'utiliser des températures de traitement plus basses, de comprendre les compromis et d'inspecter les pièces pour s'assurer qu'elles répondent aux exigences du client.
Résumé
Le réglage de la température du moule implique l'utilisation d'une machine de contrôle de la température du moule. Dans la mesure du possible, je présenterai à l'avenir la sélection de la machine à température de moule pour les amateurs de moulage par injection. Si vous reconnaissez notre niveau professionnel et que vous avez besoin de fabriquer des pièces pour diverses industries, veuillez apprécier notre services de moulage par injection.











