
了解之后 注塑压力和注塑速度今天,我们继续了解注塑成型中的另一个重要参数--模具温度。
通常情况下,注塑工人将熔体温度设置得比理想温度高,认为只有熔体温度才能有效降低熔体粘度,使注塑成型更容易。为了弥补因熔体温度过高而延长的循环时间,技术人员一般会降低模具温度以缩短冷却时间。这种调整方法往往会造成许多产品质量问题。那么,应该如何合理设置模具温度呢?我们将在后面详细讨论。

什么是模具温度?
模具温度指的是 模腔和型芯.它是注塑成型工艺中最基本的控制参数之一,也是注塑成型过程中的首要考虑因素。 模具设计.它对产品成型、二次加工和最终使用的影响不容低估。
模具温度对注塑成型零件的影响
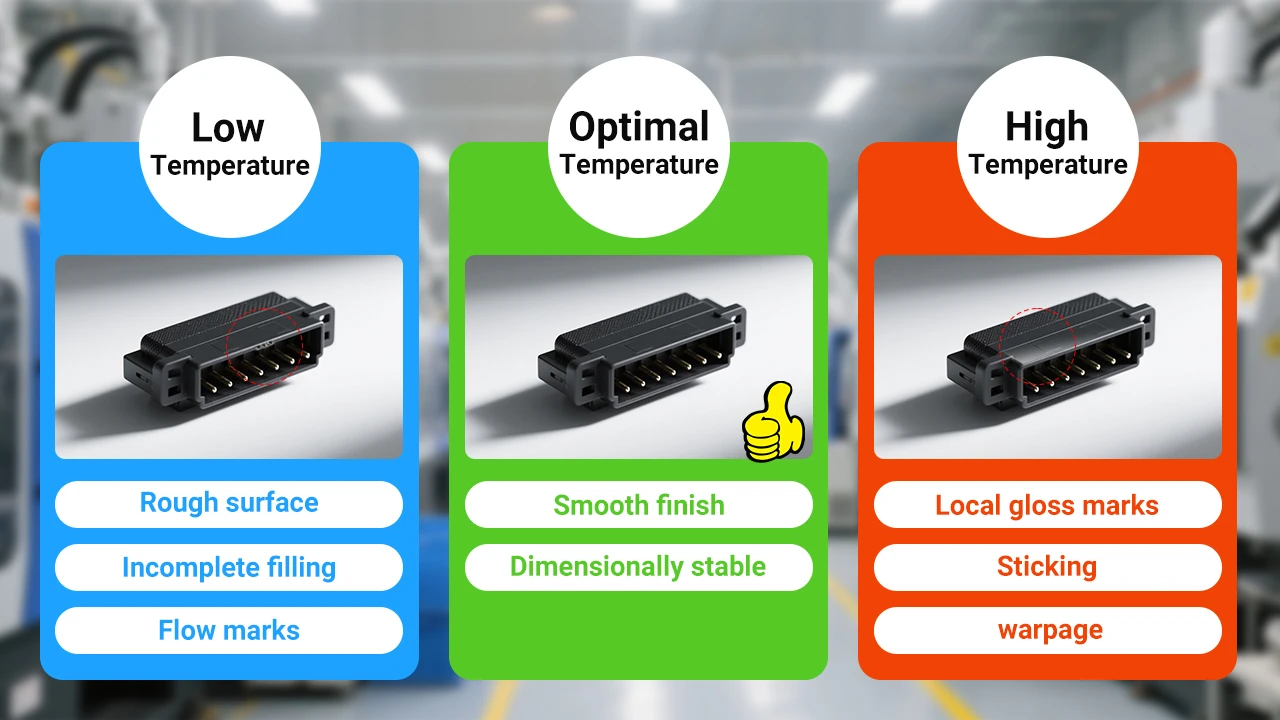
1.对外观的影响
首先,如果模具温度过低,会降低熔体流动性,可能导致填充不完全。它会影响塑料的结晶度。就 ABS 而言,如果模具温度过低,产品的光滑度就会降低。温度过高时,塑料更容易迁移到表面。因此,当模具温度较高时,塑料成分更接近模具表面,从而获得更好的填充效果、更高的亮度和光泽度。
但是,模具温度不宜过高,否则会导致模具粘连,并在塑件的某些区域产生明显的亮点。相反,模具温度过低会导致塑件抓模过紧,导致脱模时出现划痕,尤其是在有纹理的表面。多级注塑可通过分段注塑解决位置问题,如注塑时的气痕。在注塑行业,模具温度越高,产品的表面光泽度就越高,反之亦然。对于用缎面聚丙烯制成的产品,温度越高,表面光泽度越低,色差越大,光泽度和色差成反比。
因此,模具温度造成的最常见问题是成型零件表面粗糙,这通常是由于模具表面温度过低造成的。模具温度 成型收缩 半结晶聚合物的模塑收缩率和模塑后收缩率主要取决于模具温度和零件壁厚。模具内温度分布不均会导致收缩率不同,从而无法确保部件符合规定的公差。在最坏的情况下,无论是否对树脂进行了增强,收缩率都会超过修正值。
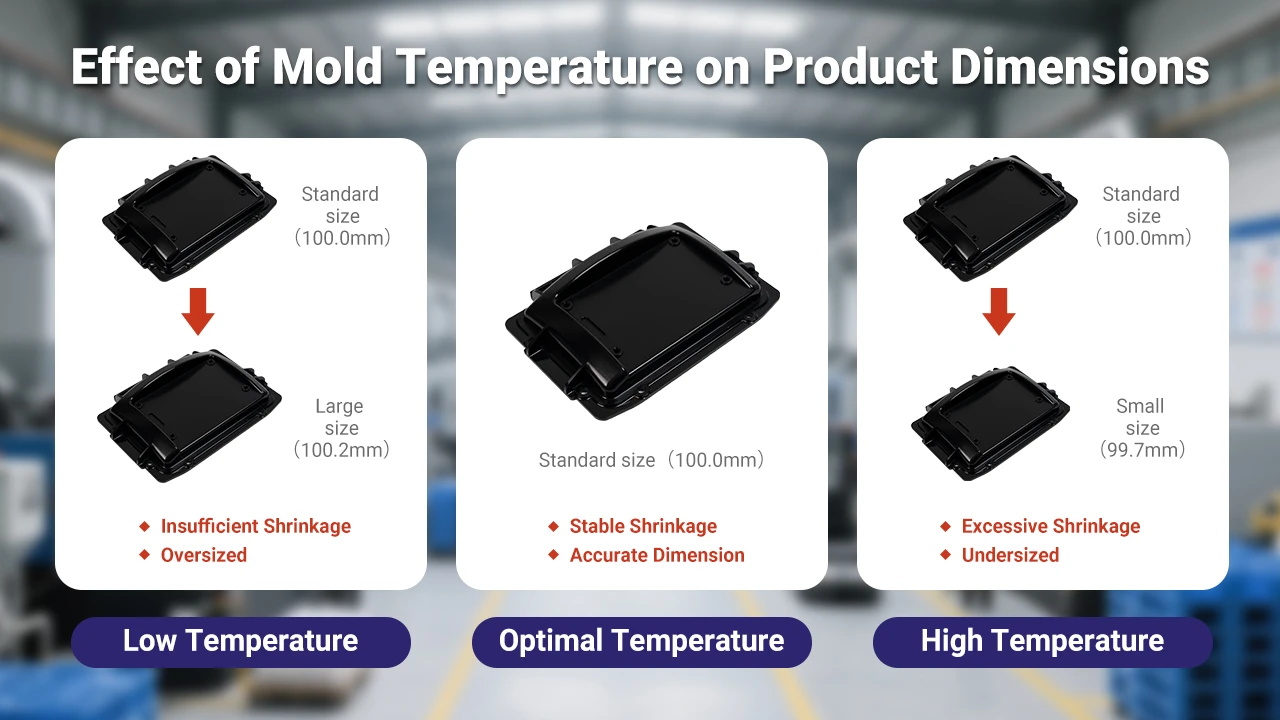
2.对产品尺寸的影响
如果模具温度过高,熔体可能会发生热分解,增加空气中的收缩率,导致产品尺寸减小。在低温条件下,如果零件尺寸增大,通常是由于模具表面温度过低。这是因为模具表面温度低,产品在空气中的收缩率就小,因此尺寸就大。低模具温度会加速分子的 "冷冻取向",增加模腔中冷冻层的厚度,阻碍晶体生长,从而降低成型收缩率。
反之,模具温度过高会导致冷却缓慢、松弛时间延长、取向度降低,从而促进结晶,导致实际收缩率升高。如果制程需要太长时间才能稳定尺寸,则表明模具温度控制不佳,因为模具需要更长时间才能达到热平衡。某些模具区域散热不均会大大延长生产周期,增加 成型成本.稳定的模具温度可减少成型收缩率的波动,提高尺寸稳定性。
对于结晶塑料而言,高模具温度有利于结晶过程。完全结晶的塑料零件在储存或使用过程中不会发生尺寸变化。但是,高结晶度会导致明显的收缩。对于较软的塑料,成型过程中的低模具温度有利于尺寸稳定性。无论是哪种材料,稳定的模具温度和收缩率都有利于提高尺寸精度。
3.对变形的影响
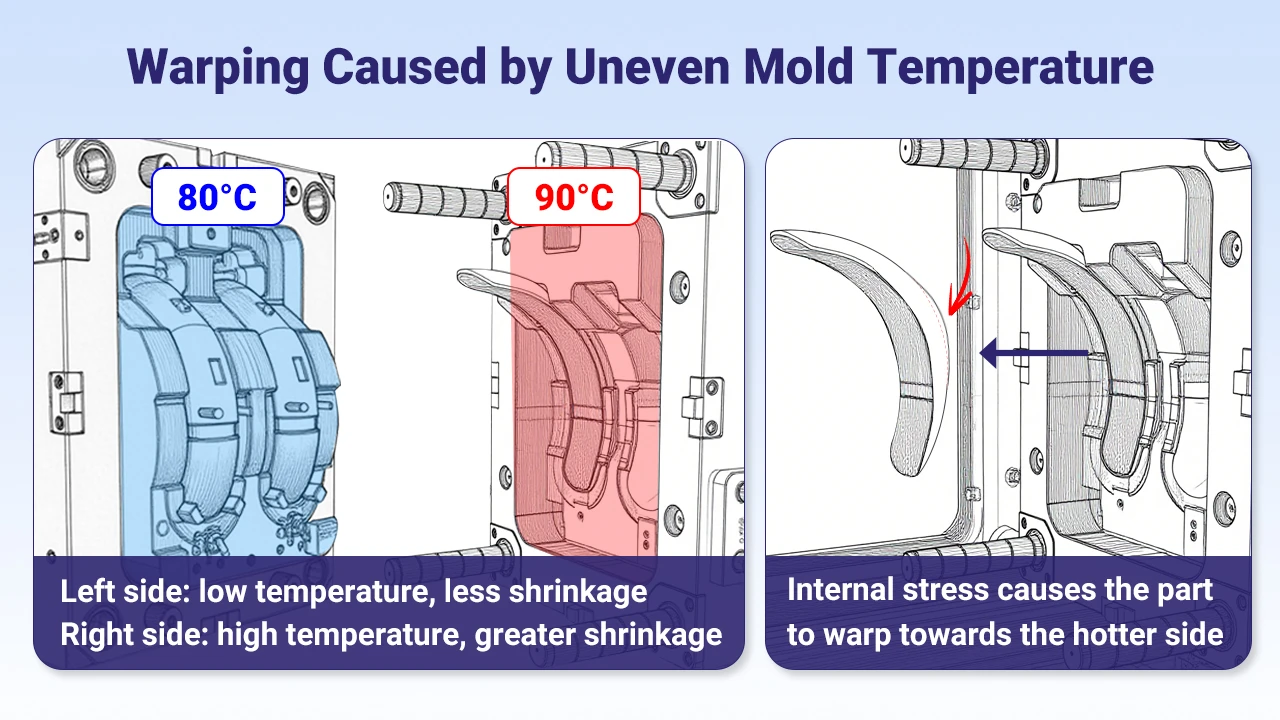
如果冷却系统设计不合理或模具温度控制不佳,冷却不足会导致 导致塑料部件翘曲和变形.模具温度控制应根据产品的结构特点来确定型芯与型腔、型芯与型腔壁、型腔壁与型腔之间的温差。 嵌件.这样,每个部件的不同冷却收缩速度就能抵消取向收缩差异,避免翘曲变形。
对于对称结构的零件,模具温度应保持一致,以确保平衡冷却和减少变形。过大的模具温差会导致冷却不均和收缩不一致,产生应力并导致翘曲,尤其是壁厚不均和形状复杂的零件。模具温度较高的一侧在冷却后会向该侧变形。根据需要合理选择型芯和型腔模具温度
4.对机械性能(内应力)的影响
低模具温度会使焊缝变得明显,从而降低产品强度。对于结晶塑料来说,结晶度越高,应力开裂的可能性就越大。为减少应力,模具温度不宜过高(如 PP、PE)。对于 PC 等高粘度无定形塑料,应力开裂与内应力有关,较高的模具温度有助于减少内应力和应力开裂倾向。
内应力由应力痕迹表示。它是由冷却过程中不同的热收缩率引起的。成型后,冷却从表面延伸到内部,表面先收缩硬化,内部后收缩硬化,由于收缩率不同而产生内应力。当残余内应力超过树脂的弹性极限或在某些化学环境下,塑料部件表面就会出现裂纹。对 PC 和 PMMA 等透明树脂的研究表明,残余内应力在表层是压应力,在内部是拉应力。表面压缩应力取决于冷却条件;冷模会使熔融树脂迅速冷却,从而产生较高的残余内应力。
模具温度是控制内应力的最基本条件。模具温度的微小变化都会显著改变残余内应力。一般来说,每种产品和树脂都有一个可接受的内应力最低模具温度限制。在成型薄壁零件或流动距离较长的零件时,模具温度应高于一般的最低限度。

5.对热变形温度的影响
特别是对于结晶性塑料,如果产品在模具温度较低的情况下成型,分子取向和结晶度会瞬间冻结。在高温使用或二次加工的情况下,分子链可能会重新排列并结晶,从而导致变形,其温度远远低于材料的极限温度。 热变形温度 (HDT).正确的做法是在接近结晶温度的推荐模具温度下进行生产,以确保在注塑成型过程中充分结晶,并避免在高温环境中出现后结晶和收缩。
总之,模具温度是注塑成型工艺中最基本的控制参数之一,也是模具设计的首要考虑因素。
确定正确的模具温度
随着模具越来越复杂,为有效的模具温度控制创造合适的条件变得越来越具有挑战性。除简单零件外,模具温度控制系统通常都是折衷方案。以下建议仅供参考
1.在模具设计过程中,要考虑加工件形状的温度控制。
2.对于低注塑量和大模具尺寸而言,良好的导热性至关重要。
3.在设计流体通过模具和进料管的横截面尺寸时,应留出额外的空间。避免使用连接器,因为它们会严重阻碍由模具温度控制的流体流动。
4.尽可能使用加压水作为温度控制介质,并使用耐用、耐高压的管道和歧管。
5.提供与模具相匹配的温度控制设备的详细性能规格。
6.来自 模具制造商 应包括流速的必要数据。在模具和机器模板的接口处使用隔热板。
7.对炉芯和炉腔使用不同的温度控制系统。
8.在两侧和中间隔离温度控制系统,以便在成型过程中保持不同的启动温度。
9.将不同的温度控制电路串联,而不是并联。并联电路会因电阻不同而导致流速不同,从而导致比串联连接更大的温度变化。
10.在模具温度控制设备上显示供料温度和回料温度非常有利。
11.工艺控制的目标是在模具中增加一个温度传感器,以检测实际生产过程中的温度变化。
不同材料的建议模具温度
| 材料名称 | 模具温度 (℃) |
|---|---|
| 聚丙烯 | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| 个人电脑 | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

其他模具温度测定建议
通过多次注射(一般至少 10 次)在模具中建立热平衡。热平衡的实际温度取决于许多因素。使用模具内的热电偶测量与塑料接触的模具表面的实际温度(距离表面 2 毫米)。更常用的方法是使用带有快速响应探头的手持式高温计。测量多个点,而不是只测量一个面或一个点。根据设定的控制标准,将模具温度调整到适当的值。材料数据表通常会根据表面光洁度、机械性能、收缩率和周期时间推荐模具温度。
对于生产精密部件或满足严格的外观或安全标准的模具,应使用较高的模具温度,以降低成型后收缩率、提高表面亮度和性能一致性。对于技术含量低、成本有限的零件,可使用较低的加工温度,了解其中的利弊得失,并检查零件以确保其符合客户要求。
摘要
调节模温需要使用模温机。如果可能,我将在今后为注塑爱好者介绍模温机的选择。如果您认可我们的专业水平,并需要为各行各业制造零部件,请欣赏我们的 注塑服务.











