
Na het begrijpen van injectiedruk en injectiesnelheidVandaag gaan we verder met een andere belangrijke parameter bij het spuitgieten: de matrijstemperatuur.
Meestal stellen spuitgiettechnici de smelttemperatuur hoger in dan de ideale temperatuur, omdat ze geloven dat de smelttemperatuur de enige effectieve manier is om de viscositeit van de smelt te verminderen, waardoor het spuitgieten gemakkelijker wordt. Om de langere cyclustijd als gevolg van de hoge smelttemperatuur te compenseren, verlagen technici meestal de matrijstemperatuur om de koeltijd te verkorten. Deze aanpassingsmethode veroorzaakt vaak problemen met de productkwaliteit. Dus hoe moet de matrijstemperatuur redelijk worden ingesteld? We zullen dit later in detail bespreken.

Wat is schimmeltemperatuur?
De schimmeltemperatuur verwijst naar de oppervlaktetemperatuur van de vormholte en kern. Het is een van de meest elementaire controleparameters in het spuitgietproces en een primaire overweging in het spuitgietproces. matrijsontwerp. De invloed ervan op het vormen, de secundaire verwerking en het uiteindelijke gebruik van producten kan niet worden onderschat.
Het effect van de matrijstemperatuur op spuitgegoten onderdelen
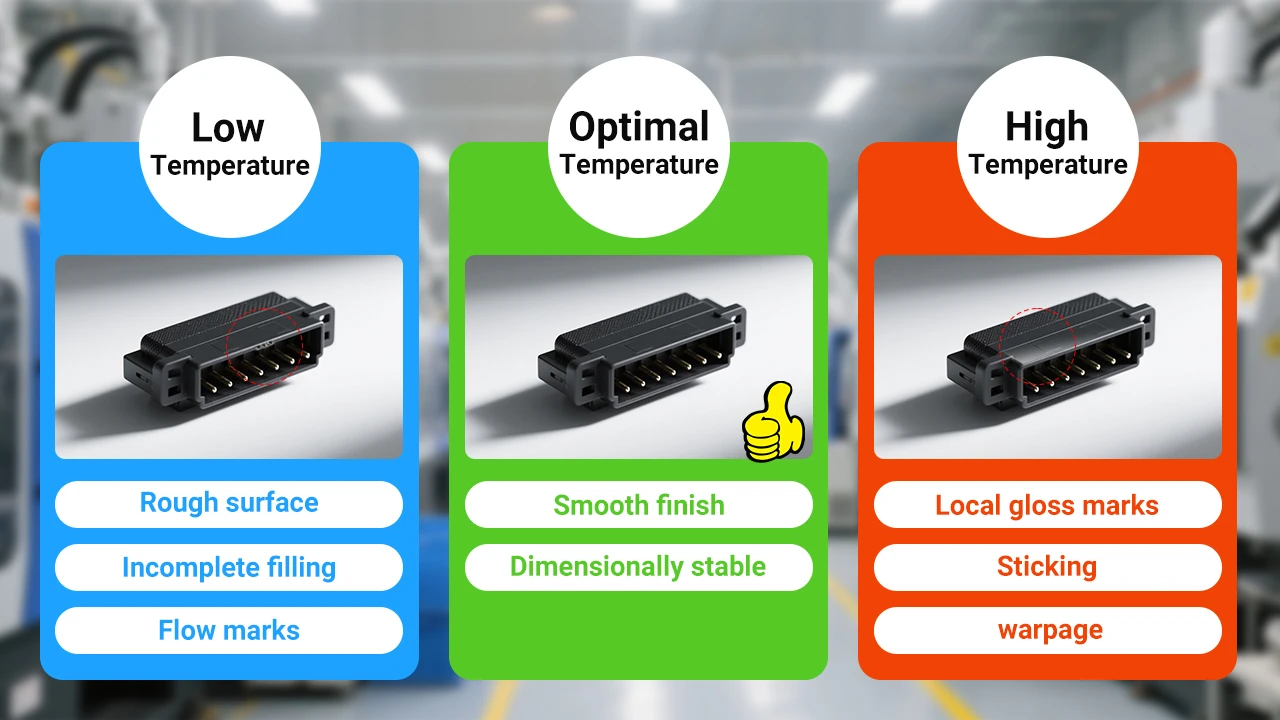
1. Invloed op uiterlijk
Ten eerste, als de matrijstemperatuur te laag is, zal dit de vloeibaarheid van de smelt verminderen, wat mogelijk leidt tot onvolledig vullen. Dit beïnvloedt de kristalliniteit van kunststoffen. Als de matrijstemperatuur voor ABS te laag is, zal het product minder glad zijn. Bij een hoge temperatuur is de kans groter dat kunststof naar het oppervlak migreert. Bij een hoge temperatuur liggen de kunststofcomponenten dus dichter bij het matrijsoppervlak, wat resulteert in een betere vulling, hogere helderheid en glans.
De matrijstemperatuur mag echter niet te hoog zijn, omdat dit kan leiden tot vastkleven aan de matrijs en merkbare lichte plekken kan veroorzaken op sommige delen van het kunststofdeel. Omgekeerd kan een lage matrijstemperatuur ervoor zorgen dat het kunststofdeel de matrijs te stevig vastgrijpt, wat leidt tot krassen bij het ontvormen, vooral op oppervlakken met structuur. Meertrapsinjectie kan positieproblemen, zoals gassporen bij het injecteren, oplossen door gesegmenteerd te injecteren. In de spuitgietindustrie geldt: hoe hoger de matrijstemperatuur, hoe hoger de oppervlakteglans van het product en omgekeerd. Voor producten gemaakt van PP met een satijnen afwerking geldt: hoe hoger de temperatuur, hoe lager de oppervlakteglans en hoe groter het kleurverschil, waarbij glans en kleurverschil omgekeerd evenredig zijn.
Daarom is het meest voorkomende probleem dat veroorzaakt wordt door de matrijstemperatuur een ruwe oppervlakteafwerking van spuitgietproducten, meestal als gevolg van een lage matrijsoppervlaktetemperatuur. De vormkrimp en post-molding krimp van semikristallijne polymeren hangen voornamelijk af van de matrijstemperatuur en de wanddikte van het onderdeel. Een ongelijke temperatuurverdeling in de matrijs zal leiden tot verschillende krimpwaarden, waardoor het onmogelijk wordt om te garanderen dat de onderdelen voldoen aan de gespecificeerde toleranties. In het ergste geval overschrijdt de krimp de corrigeerbare waarde, ongeacht of de hars versterkt is of niet.
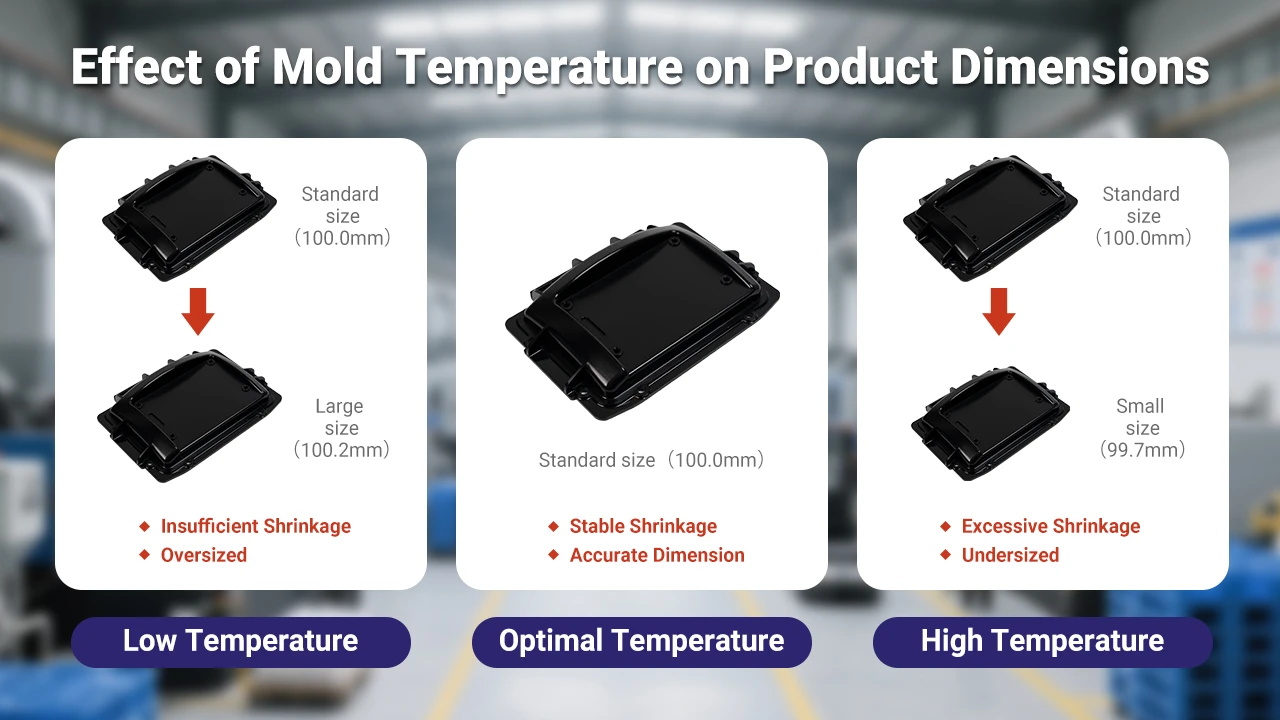
2. Invloed op productafmetingen
Als de matrijstemperatuur te hoog is, kan de smelt thermisch ontleden, waardoor de krimpsnelheid in de lucht toeneemt en de productafmetingen afnemen. Als bij lage temperaturen de productafmetingen toenemen, is dat meestal te wijten aan een te lage matrijsoppervlaktetemperatuur. Bij een lage matrijsoppervlaktetemperatuur krimpt het product namelijk minder in de lucht, waardoor de afmetingen groter zijn. Een lage matrijstemperatuur versnelt de moleculaire "vriesoriëntatie", waardoor de dikte van de bevroren laag in de matrijsholte toeneemt en de kristalgroei wordt belemmerd.
Omgekeerd zorgt een hoge matrijstemperatuur voor een langzame afkoeling, een langere relaxatietijd en een lagere oriëntatie, wat kristallisatie bevordert en resulteert in een hogere werkelijke krimp. Als het proces er te lang over doet om de afmetingen te stabiliseren, duidt dit op een slechte beheersing van de matrijstemperatuur, omdat de matrijs er langer over doet om een thermisch evenwicht te bereiken. Ongelijkmatige warmteafvoer in sommige matrijsgedeelten kan de productiecyclus aanzienlijk verlengen, waardoor vormkosten. Een stabiele matrijstemperatuur vermindert schommelingen in de vormkrimp, wat de dimensionale stabiliteit verbetert.
Voor kristallijne kunststoffen vergemakkelijkt een hoge matrijstemperatuur het kristallisatieproces. Volledig kristallijne kunststofonderdelen ondergaan geen dimensionale veranderingen tijdens opslag of gebruik. Een hoge kristalliniteit leidt echter tot aanzienlijke krimp. Voor zachtere kunststoffen bevordert een lage matrijstemperatuur tijdens het gieten de maatvastheid. Ongeacht het materiaal zijn een consistente matrijstemperatuur en krimp gunstig voor het verbeteren van de maatnauwkeurigheid.
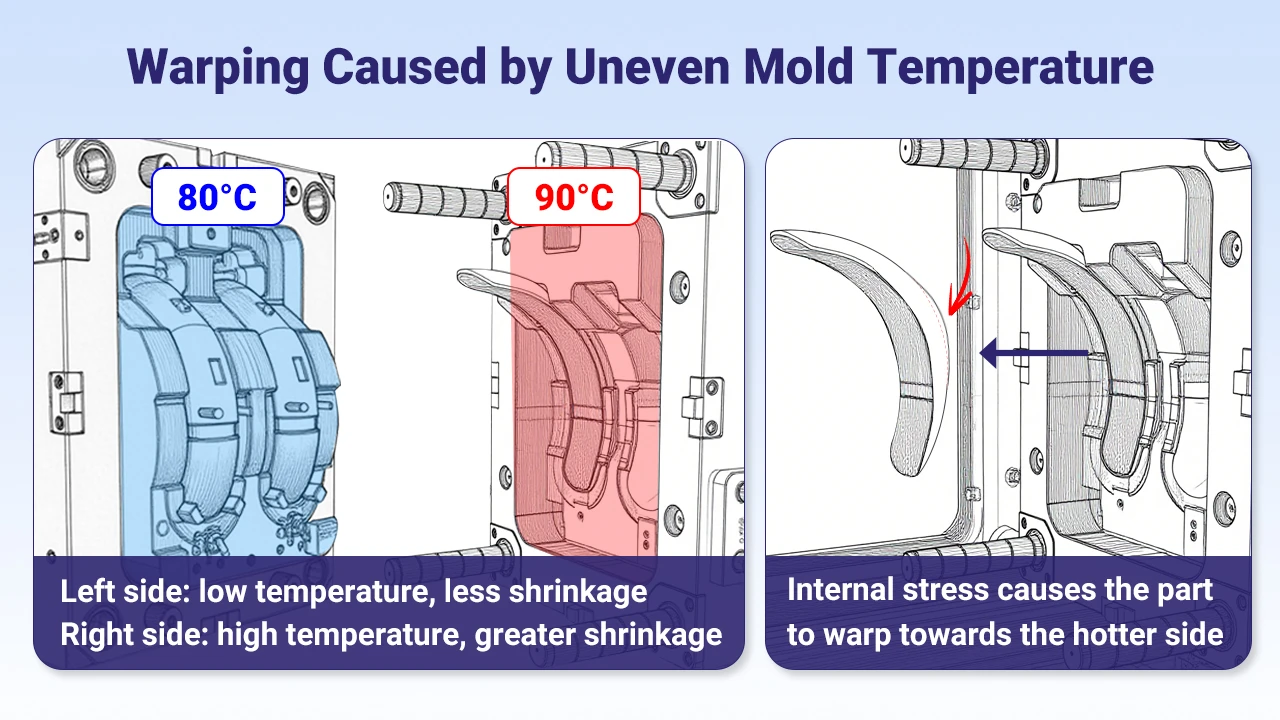
3. Invloed op vervorming
Als het ontwerp van het koelsysteem onredelijk is of de matrijstemperatuur slecht wordt geregeld, kan onvoldoende koeling plastic onderdelen vervormen. De temperatuurregeling van de matrijs moet gebaseerd zijn op de structurele kenmerken van het product om het temperatuurverschil te bepalen tussen de kern en de holte, de kern en de holtewand, en de holtewand en de holtewand. inzetstukken. Hierdoor kunnen de verschillende afkoelingssnelheden van elk onderdeel verschillen in oriëntatiekrimp tegengaan en vervorming door kromtrekken voorkomen.
Voor symmetrisch gestructureerde onderdelen moet de matrijstemperatuur consistent zijn om een evenwichtige koeling en minder vervorming te garanderen. Een te groot verschil in matrijstemperatuur veroorzaakt ongelijkmatige koeling en inconsistente krimp, waardoor spanning ontstaat en vervorming optreedt, vooral bij onderdelen met ongelijke wanddikte en complexe vormen. De kant met de hogere matrijstemperatuur zal na afkoeling naar die kant vervormen. Selecteer redelijkerwijs de kerntemperatuur en de holtetemperatuur van de matrijs zoals nodig.
4. Invloed op mechanische eigenschappen (interne spanning)
Lage matrijstemperaturen maken laslijnen duidelijk, waardoor het product minder sterk wordt. Bij kristallijne kunststoffen verhoogt een hogere kristalliniteit de neiging tot spanningsscheuren. Om stress te verminderen, mag de matrijstemperatuur niet te hoog zijn (bijv. PP, PE). Bij amorfe kunststoffen met een hoge viscositeit, zoals PC, is spanningsscheuren gerelateerd aan inwendige spanning en helpt een hogere matrijstemperatuur de inwendige spanning en de neiging tot spanningsscheuren te verminderen.
Interne spanning wordt aangegeven door spanningsmarkeringen. Het wordt veroorzaakt door verschillende thermische krimpsnelheden tijdens het afkoelen. Na het vormen loopt de afkoeling van het oppervlak naar het inwendige, waarbij het oppervlak eerst krimpt en hard wordt, gevolgd door het inwendige, waardoor inwendige spanning ontstaat als gevolg van verschillende krimpsnelheden. Wanneer de interne restspanning de elasticiteitsgrens van de hars overschrijdt of onder bepaalde chemische omstandigheden, ontstaan er scheuren op het oppervlak van het kunststofdeel. Studies op transparante harsen zoals PC en PMMA tonen aan dat de inwendige restspanning drukkend is op de oppervlaktelaag en trekkend inwendig. De drukspanning aan het oppervlak hangt af van de koeltoestand; een koude matrijs koelt gesmolten hars snel af, waardoor een hogere interne restspanning ontstaat.
De matrijstemperatuur is de meest fundamentele voorwaarde om de inwendige spanning te controleren. Geringe veranderingen in de matrijstemperatuur veranderen de resterende interne spanning aanzienlijk. Over het algemeen heeft elk product en hars een minimaal aanvaardbare matrijstemperatuurgrens voor interne spanning. Bij het gieten van dunwandige onderdelen of onderdelen met lange vloeiwegen moet de matrijstemperatuur hoger zijn dan de algemene ondergrens.

5. Invloed op de warmteafbuigingstemperatuur
Vooral voor kristallijne kunststoffen geldt dat als producten gevormd worden bij lage matrijstemperaturen, de moleculaire oriëntatie en kristalliniteit onmiddellijk bevroren worden. Bij gebruik op hoge temperatuur of secundaire verwerking kunnen moleculaire ketens zich herschikken en kristalliseren, waardoor vervorming optreedt bij temperaturen die veel lager zijn dan de temperatuur waarbij het materiaal wordt gevormd. temperatuur warmteafbuiging (HDT). De juiste aanpak is om te produceren bij de aanbevolen matrijstemperatuur in de buurt van de kristallisatietemperatuur, zodat voldoende kristallisatie optreedt tijdens het spuitgieten en postkristallisatie en krimp in omgevingen met hoge temperaturen worden vermeden.
Tot slot is de matrijstemperatuur een van de meest fundamentele controleparameters in het spuitgietproces en een primaire overweging bij het matrijsontwerp.
De juiste maltemperatuur bepalen
Met steeds complexere matrijzen wordt het een grotere uitdaging om geschikte omstandigheden te creëren voor een effectieve regeling van de matrijstemperatuur. Behalve voor eenvoudige onderdelen is de regeling van de matrijstemperatuur meestal een compromis. De volgende suggesties zijn een ruwe richtlijn:
1. Houd tijdens het matrijsontwerp rekening met de temperatuurregeling van de vorm van het verwerkte onderdeel.
2. Voor een laag injectievolume en een grote matrijsgrootte is een goede warmtegeleiding cruciaal.
3. Laat extra ruimte vrij bij het ontwerpen van de doorsnede van de vloeistof die door de mal en de toevoerbuis gaat. Vermijd het gebruik van connectoren, omdat deze de vloeistofstroom die door de matrijstemperatuur wordt geregeld, aanzienlijk belemmeren.
4. Gebruik indien mogelijk water onder druk als temperatuurregelmedium en gebruik duurzame leidingen en verdeelstukken die bestand zijn tegen hoge druk.
5. Zorg voor gedetailleerde prestatiespecificaties voor temperatuurregelapparatuur die bij de mal past.
6. Het gegevensblad van de matrijzenfabrikant moet de nodige cijfers voor de stroomsnelheid bevatten. Gebruik isolatieplaten op het raakvlak tussen de mal en de machinemal.
7. Gebruik aparte temperatuurregelsystemen voor de kern en de holte.
8. Isoleer de temperatuurregelsystemen aan elke kant en in het midden om verschillende opstarttemperaturen mogelijk te maken tijdens het gieten.
9. Sluit verschillende temperatuurregelcircuits in serie aan, niet parallel. Parallelle circuits veroorzaken verschillende stroomsnelheden door weerstandsverschillen, wat leidt tot grotere temperatuurschommelingen dan serieschakelingen.
10. Het weergeven van de aanvoer- en retourtemperatuur op de regelapparatuur voor de matrijstemperatuur is voordelig.
11. Het doel van procesbeheersing is om een temperatuursensor in de matrijs toe te voegen om temperatuurveranderingen tijdens de productie te detecteren.
Aanbevolen matrijstemperatuur voor verschillende materialen
| Materiaalnaam | Vormtemperatuur (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Andere suggesties voor het bepalen van de schimmeltemperatuur
Stel de thermische balans in de mal vast door meerdere injecties, over het algemeen minstens tien injecties. De werkelijke temperatuur in thermisch evenwicht hangt af van veel factoren. Meet de werkelijke temperatuur van het matrijsoppervlak in contact met kunststof met een thermokoppel in de matrijs (2 mm van het oppervlak). Een meer gebruikelijke methode is het gebruik van een handheld hogetemperatuurmeter met een snel reagerende sonde. Meet veel punten, niet slechts één kant of punt. Stel de matrijstemperatuur in op de juiste waarde op basis van de ingestelde controlenormen. Het materiaalinformatieblad beveelt meestal matrijstemperaturen aan op basis van oppervlakteafwerking, mechanische eigenschappen, krimp en cyclustijd.
Voor matrijzen die precisiecomponenten produceren of voldoen aan strenge uiterlijk- of veiligheidsnormen, gebruikt u hogere matrijstemperaturen voor minder krimp na het gieten, een hogere oppervlaktehelderheid en consistentere prestaties. Voor low-tech onderdelen met kostenbeperkingen gebruikt u lagere verwerkingstemperaturen, begrijpt u de afwegingen en inspecteert u de onderdelen om er zeker van te zijn dat ze voldoen aan de eisen van de klant.
Samenvatting
Om de matrijstemperatuur te regelen, moet je een matrijstemperatuurmachine gebruiken. Indien mogelijk zal ik in de toekomst de selectie van matrijstemperatuurmachines voor spuitgietliefhebbers introduceren. Als u ons professionele niveau herkent en onderdelen moet maken voor verschillende industrieën, geniet dan van onze spuitgietdiensten.











