
Zusätzlich zu den Formbasis wie bereits erwähnt, eine weitere wichtige Spritzgießteil ist das Fütterungssystem.
Das Fördersystem, auch Angusssystem genannt, leitet den geschmolzenen Kunststoff von der Düse der Spritzgießmaschine in die Formhohlraum. Seine Aufgabe ist es, eine gleichmäßige und geordnete Füllung der Kavität zu gewährleisten und den Einspritzdruck zu übertragen, um gut strukturierte Kunststoffteile während der Füllung und Verfestigung zu erhalten.
Im Allgemeinen werden Formen mit konventionellen Speisungssystemen auch als Kaltkanalformen bezeichnet, obwohl sie selten ausdrücklich so genannt werden.
Bestandteile und Funktionen des Fütterungssystems
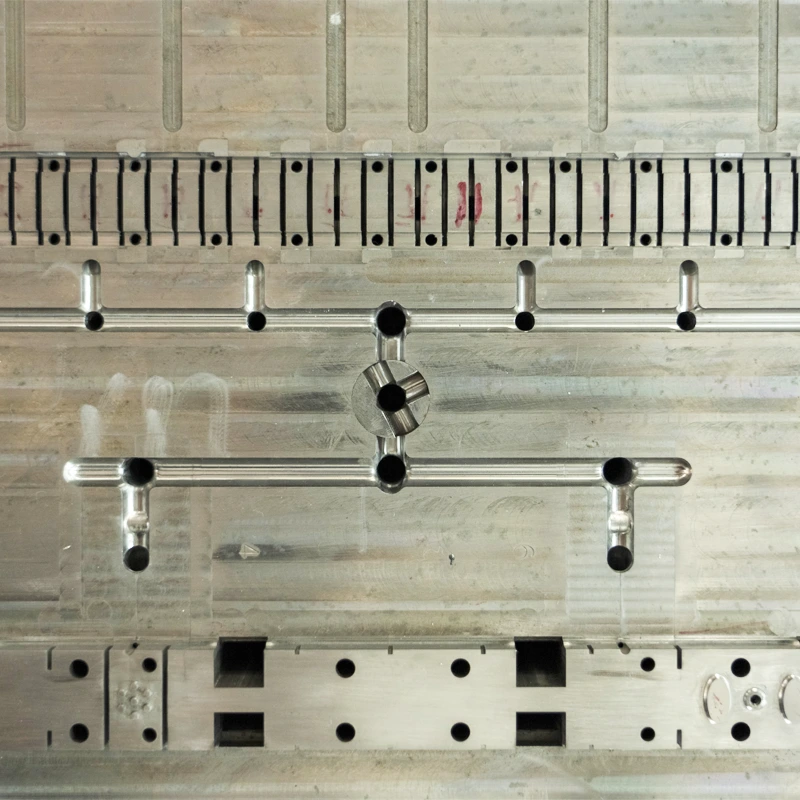
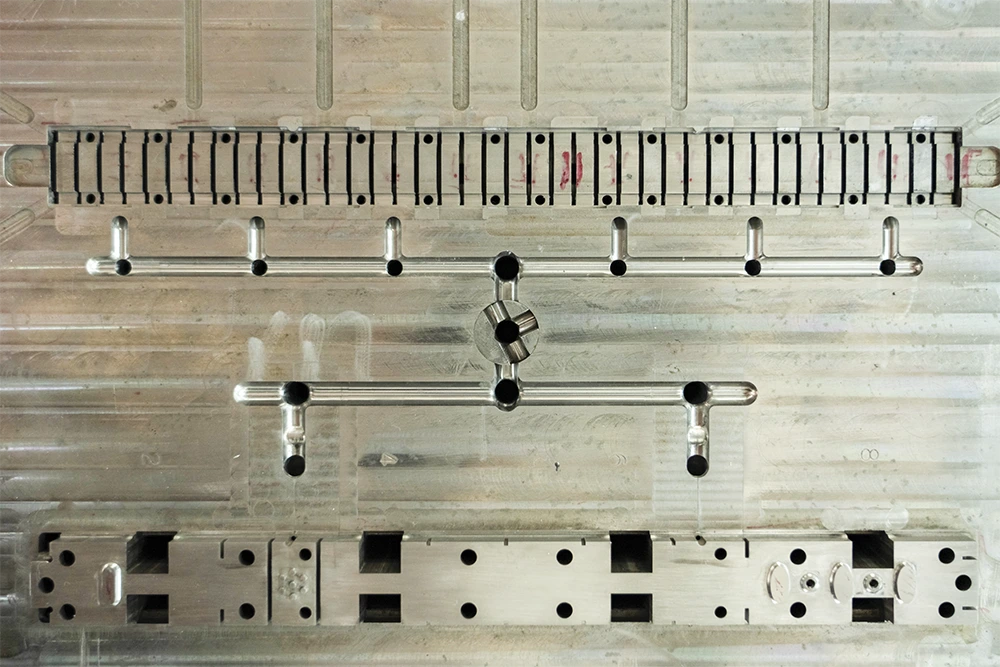
Die Konstruktion des Angusssystems hat einen erheblichen Einfluss auf das Aussehen, die physikalischen Eigenschaften, die Maßgenauigkeit und den Formgebungszyklus des Endprodukts. Das Einzugssystem besteht hauptsächlich aus den folgenden Strukturen:

Anguss: Der erste Kanal, in den der geschmolzene Kunststoff von der Düse der Spritzgussmaschine geleitet wird. Er ist für die Beförderung der Kunststoffschmelze zu den Kanälen verantwortlich.
Läufer & Unterläufer: Übergangskanäle, die die Schmelze führen und sie nach der Aufnahme aus dem Anguss auf verschiedene Anschnitte verteilen.
Tor: Kurze Kanäle, die den Fluss der Schmelze in die Kavität beschleunigen.
Kaltes Geschoss gut: Speichert kaltes Material, um zu verhindern, dass es in die Kavität eindringt und die Qualität des Gussteils beeinträchtigt.
Konstruktionsprinzipien des Fütterungssystems
1. Sicherstellung der Qualität von Kunststoffteilen
● Vermeiden Sie Schweißnähte so weit wie möglich. Das Vorhandensein von Schweißnähten beeinträchtigt vor allem das Aussehen und macht die Oberfläche des Produkts schlecht. Auch die Festigkeit ist dort, wo Schweißnähte auftreten, schlecht.
● Vermeiden Sie übermäßiges Überfüllen und unzureichenden Fülldruck. Eine schlechte Auslegung des Einspritzsystems oder ungeeignete Betriebsbedingungen können zu einer übermäßigen Packungszeit oder einem übermäßigen Druck auf das geschmolzene Material in der Kavität führen. Eine übermäßige Überpackung erhöht die Dichte des Produkts, erhöht die inneren Spannungen und führt zu Gratbildung.
● Vermeiden Sie Themen wie Kurzaufnahme, BlitzlichtLufteinschluss, BindenähteSpuren, Strahlen, Eigenspannung, Verzug, Kernverschiebung, etc.
● Sicherstellung guter Erscheinungseigenschaften des Produkts, Erleichterung der Entfernung von Anschnitten bei der Endbearbeitung und Gewährleistung, dass Anschnittmarkierungen das Aussehen und die Anwendung der Kunststoffteile nicht beeinträchtigen.

2. Produktionseffizienz
Minimieren Sie den Nachbearbeitungsbedarf so weit wie möglich, verkürzen Sie den Formgebungszyklus und verbessern Sie die Produktionseffizienz.
3. Kunststoffmaterialien
Vermeiden Sie die Verwendung zu langer oder zu kleiner Fließkanäle für Kunststoffe mit hoher Viskosität oder kurzem L/t-Verhältnis.
4. Entfernung von Verfestigungsrückständen
● Bequeme und zuverlässige Entfernung von Verfestigungsrückständen aus dem Zuführsystem.
● Achten Sie auf geeignete Auswerfpositionen, um eine Verformung der Formteile beim Auswerfen zu vermeiden.
5. Kaltes Material
Entwerfen Sie geeignete Kälteschächte und Überlaufrillen, um zu verhindern, dass kaltes Material direkt in die Kavität gelangt und die Füllqualität beeinträchtigt.
6. Abfälle einfüllen:
Minimieren und verkürzen Sie den Querschnitt und die Länge des Zuführungssystems, um den Kunststoffverbrauch und die Formgröße zu reduzieren.
7. Wärmeabfuhr und Druckabfall
● Halten Sie den Fließweg kurz und achten Sie auf eine ausreichende Querschnittsfläche.
● Vermeiden Sie Biegungen des Fließweges und plötzliche Änderungen der Fließrichtung (verwenden Sie abgerundete Ecken, um die Richtung zu ändern).
● Die Oberflächenrauhigkeit sollte bei der Fließwegbearbeitung gering sein.
● Mehrfachanschnitte können den Druckabfall und den erforderlichen Einspritzdruck verringern, können aber zu einer Schweißnaht führen.
8. Möglichst gleichzeitige Befüllung erreichen
Bei mehreren Kavitäten in einer Form ist darauf zu achten, dass das geschmolzene Material in jede Kavität gleichzeitig eindringen kann und dass der Druck am Eingang jeder Kavität gleich ist.
Fazit
Das Zuführungssystem ist ein entscheidender Aspekt von Spritzgießwerkzeugen. Ausführlichere Informationen über Anguss, Angusskanal und Anschnitte finden Sie unter den entsprechenden Hyperlinks in diesem Artikel. Sie können uns auch kontaktieren unter [email protected] für weitere technische Diskussionen oder wenn Sie Dienstleistungen im Bereich Formenbau oder Teilefertigung benötigen, besuchen Sie unsere Spritzgießangebot Seite.














