
に加えて モールドベース 前述したように、もうひとつ重要なことがある。 射出成形部品 は給餌システムである。
供給システム(フィードシステム)は、ランナーシステムとも呼ばれ、射出成形機のノズルから溶融プラスチックを射出成形機に導く。 金型キャビティ.その役割は、キャビティへのスムーズで整然とした充填を保証し、充填と固化の間に良好な構造のプラスチック部品を得るために射出圧力を伝達することである。
一般に、従来の供給システムを備えた金型はコールドランナー金型とも呼ばれるが、明確にそう呼ばれることはまれである。
給餌システムの構成要素と機能
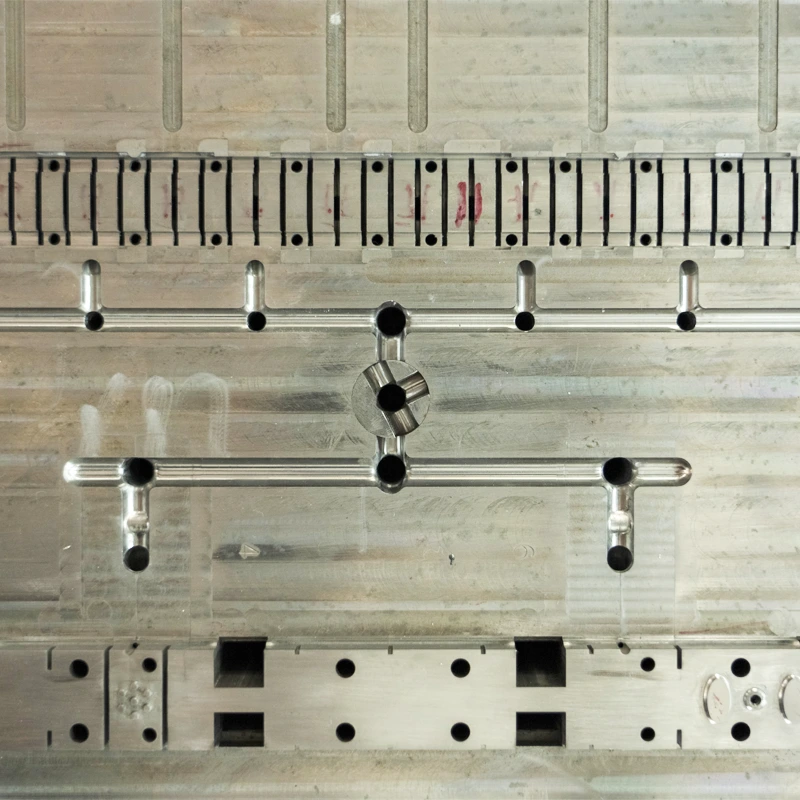
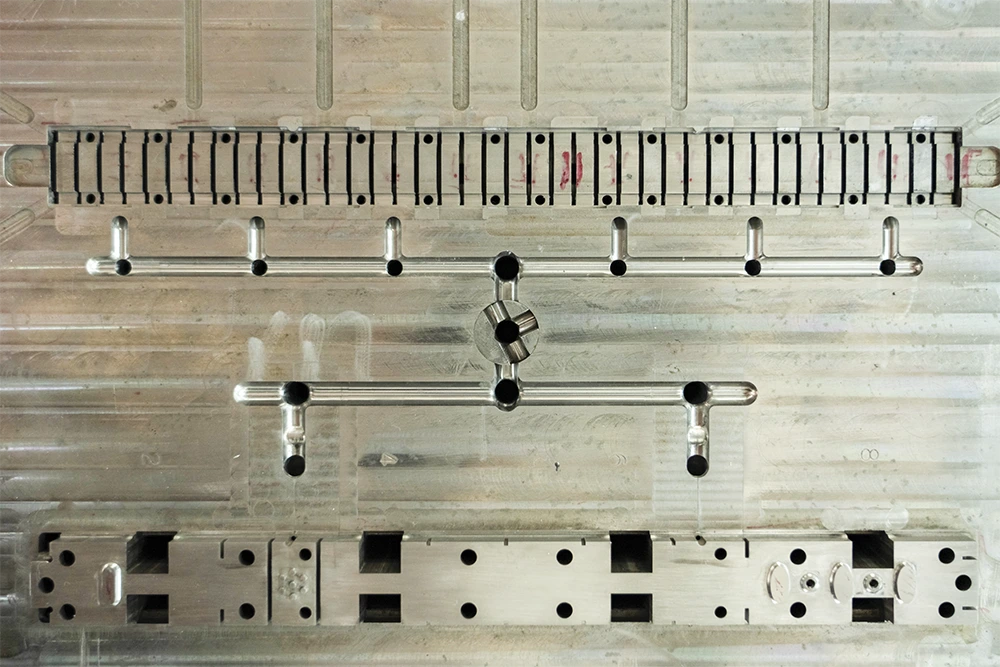
ランナーシステムの設計は、最終製品の外観、物性、寸法精度、成形サイクルに大きく影響する。供給システムは主に以下の構造からなる:

スプルー: 射出成形機のノズルから溶融プラスチックが導かれる最初の流路。プラスチックの溶融物をランナーに運ぶ役割を担っている。
ランナー&サブランナー: 溶融物をスプルーから受け取った後、溶融物を案内し、さまざまなゲートに分配する移行チャネル。
ゲート: キャビティへの溶融物の流入を促進する短い流路。
よく冷えたナメクジ: 冷たい材料がキャビティに入り込んで成形品の品質に影響を与えるのを防ぐために、冷たい材料を貯蔵する。
フィードシステムの設計原理
1.プラスチック部品の品質を確保する
溶接痕はできるだけ避けてください。溶接痕があると主に外観に影響し、製品表面が悪くなる。また、溶接痕のあるところは強度も劣る。
過度のオーバーパッキングや充填圧力不足は避けてください。射出システムの設計不良や不適切な運転条件により、過 剰な充填時間が発生したり、キャビティ内の溶融材料に過 剰な圧力がかかったりすることがあります。過度の過充填は、製品の密度を増加させ、内部応力を増大させ、引火の原因となります。
以下のような問題を避ける。 ショートショット, フラッシュ空気を閉じ込める、 溶接線痕跡、噴射、残留応力、 そりコアシフトなど
製品の良好な外観特性を確保し、仕上げ時のゲートの除去を容易にし、ゲート跡がプラスチック部品の外観や用途に影響を与えないようにする。

2.生産効率
後加工の必要性をできるだけ少なくし、成形サイクルを短縮し、生産効率を向上させる。
3.プラスチック材料
高粘度やL/t比の短いプラスチックには、長すぎたり小さすぎたりする流路の使用は避ける。
4.固化残渣の除去
供給システムからの便利で信頼性の高い固化残渣除去。
射出時に成形品が変形しないよう、適切な射出位置を検討する。
5.コールドマテリアル
冷えた材料が直接キャビティに入り、充填品質に影響を与えるのを防ぐため、適切なコールドスラッグウェルとオーバーフロー溝を設計する。
6.充填廃棄物:
プラスチック使用量と金型サイズを削減するために、供給システムの断面と長さを最小限に抑え、短くする。
7.放熱と圧力損失
流路を短くし、適切な断面積を確保してください。
流路が曲がったり、流れの方向が急に変わったりしないようにする(方向を変えるには角を丸くする)。
流路加工では表面粗さを低くする。
マルチ・ゲーティングは、圧力損失と必要な射出圧力を下げることができるが、ウェルド・ラインを引き起こす可能性がある。
8.可能な限り同時充填を実現する
1つの金型に複数のキャビティがある場合は、各キャビティに入る溶融材料が同時に到達できるようにし、各キャビティの入り口の圧力が等しくなるようにする。
結論として
供給システムは射出成形金型にとって重要な側面です。スプルー、ランナー、ゲートの詳細については、この記事のそれぞれのハイパーリンクをたどってください。お気軽に下記までお問い合わせください。 [email protected] 技術的なご相談や、金型製造や部品製造サービスをご希望の場合は、弊社までご連絡ください。 射出成形の見積もり ページを参照されたい。











