
Además del base del molde mencionado anteriormente, otro aspecto crucial componente de molde de inyección es el sistema de alimentación.
El sistema de alimentación (sistema de alimentación), también conocido como sistema de canalización, dirige el plástico fundido desde la boquilla de la máquina de inyección hasta el cavidad del molde. Su función es garantizar un llenado suave y ordenado de la cavidad y transmitir la presión de inyección para obtener piezas de plástico bien estructuradas durante el llenado y la solidificación.
Generalmente, los moldes con sistemas de alimentación convencionales también se denominan moldes de canal frío, aunque rara vez se llaman así explícitamente.
Componentes y funciones del sistema de alimentación
El diseño del sistema de alimentación influye significativamente en el aspecto, las propiedades físicas, la precisión dimensional y el ciclo de moldeo del producto final. El sistema de alimentación consta principalmente de las siguientes estructuras:

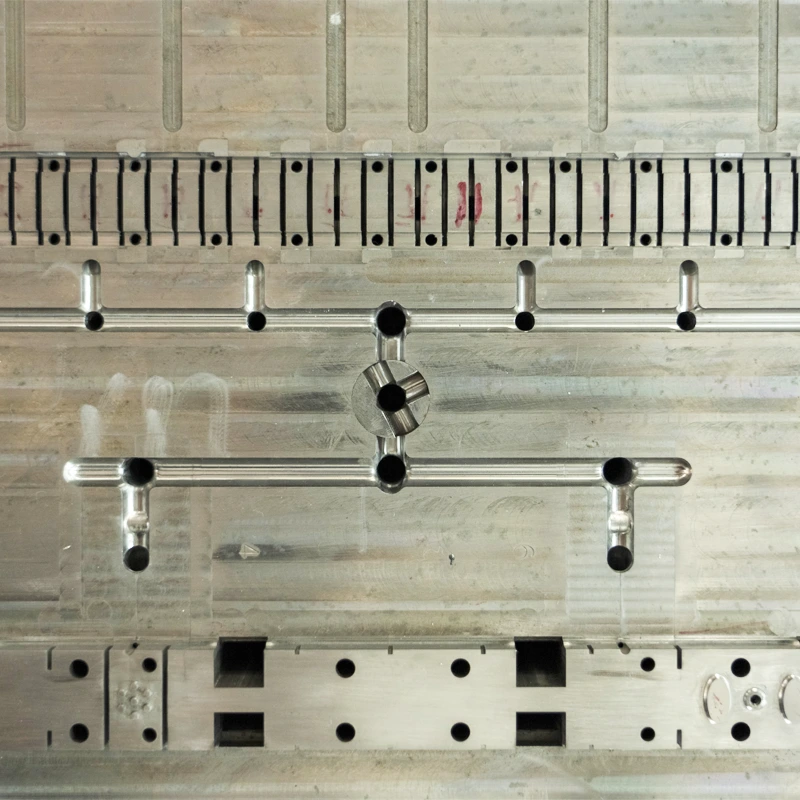
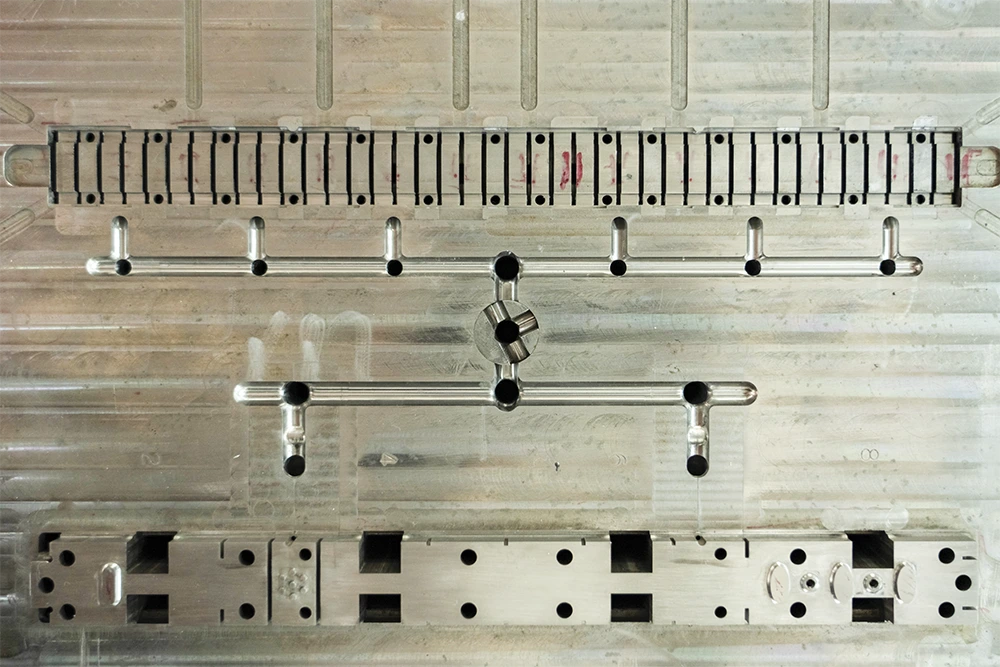
Colada: Es el canal inicial al que se dirige el plástico fundido desde la boquilla de la máquina de inyección. Se encarga de transportar el plástico fundido a los canales.
Corredor y subcorredor: Canales de transición que guían la masa fundida y la distribuyen a varias compuertas tras recibirla del bebedero.
Puerta: Canales cortos que aceleran el flujo de la masa fundida hacia la cavidad.
Bien frío: Almacena el material frío para evitar que entre en la cavidad y afecte a la calidad de la pieza moldeada.
Principios de diseño del sistema de alimentación
1. Garantizar la calidad de las piezas de plástico
● Evite las marcas de soldadura en la medida de lo posible. La presencia de marcas de soldadura afecta principalmente al aspecto, haciendo que la superficie del producto sea pobre. La resistencia también será pobre donde se produzcan marcas de soldadura.
● Evite un sobreembalaje excesivo y una presión de embutición insuficiente. Un mal diseño del sistema de inyección o unas condiciones de funcionamiento inadecuadas pueden provocar un tiempo de envasado excesivo o una presión excesiva sobre el material fundido en la cavidad. Un sobreembalaje excesivo aumenta la densidad del producto, incrementa la tensión interna y provoca la formación de rebabas.
● Evite cuestiones como disparo corto, flash, atrapamiento de aire, líneas de soldadura, trazas, chorro, tensión residual, alabeo, turno central, etc.
● Garantizar unas buenas propiedades de aspecto del producto, facilitar la eliminación de las compuertas durante el acabado y asegurar que las marcas de las compuertas no afecten al aspecto y la aplicación de las piezas de plástico.

2. Eficacia de la producción
Minimice al máximo la necesidad de postprocesado, acorte el ciclo de moldeo y mejore la eficacia de la producción.
3. Materiales plásticos
Evite utilizar canales de flujo demasiado largos o demasiado pequeños para plásticos de alta viscosidad o relaciones L/t cortas.
4. Eliminación de residuos de solidificación
● Eliminación cómoda y fiable de los residuos de solidificación del sistema de alimentación.
● Tenga en cuenta las posiciones de expulsión adecuadas para evitar la deformación de las piezas moldeadas al expulsarlas.
5. Material frío
Diseñe pozos adecuados para el material frío y ranuras de rebose para evitar que el material frío entre directamente en la cavidad y afecte a la calidad del llenado.
6. Relleno de residuos:
Minimice y acorte la sección transversal y la longitud del sistema de alimentación para reducir el uso de plástico y el tamaño del molde.
7. Disipación de calor y caída de presión
● Mantenga el paso del caudal corto y asegúrese de que la sección transversal sea adecuada.
● Evite las curvas en el recorrido del caudal y los cambios bruscos de dirección del caudal (utilice esquinas redondeadas para cambiar de dirección).
● La rugosidad de la superficie debe ser baja durante el procesamiento de la vía de flujo.
● La inyección múltiple puede reducir la caída de presión y la presión de inyección necesaria, pero puede provocar una línea de soldadura.
8. Lograr el llenado simultáneo en la medida de lo posible
En el caso de múltiples cavidades en un molde, asegúrese de que el material fundido que entra en cada cavidad puede llegar simultáneamente y que la presión a la entrada de cada cavidad es igual.
En conclusión
El sistema de alimentación es un aspecto crítico de los moldes de inyección. Para obtener información más detallada sobre el bebedero, el canal y las compuertas, siga los hipervínculos correspondientes de este artículo. No dude en ponerse en contacto con nosotros en [email protected] para más discusiones técnicas o si necesita servicios de fabricación de moldes o producción de piezas, visite nuestro presupuesto de moldeo por inyección página.











