
Oltre al base dello stampo prima menzionato, un altro elemento cruciale componente per stampi a iniezione è il sistema di alimentazione.
Il sistema di alimentazione (sistema di alimentazione), noto anche come sistema di scorrimento, dirige la plastica fusa dall'ugello della pressa a iniezione verso la macchina di iniezione. cavità dello stampo. Il suo ruolo è quello di assicurare un riempimento regolare e ordinato della cavità e di trasmettere la pressione di iniezione per ottenere parti in plastica ben strutturate durante il riempimento e la solidificazione.
In genere, gli stampi con sistemi di alimentazione convenzionali sono anche definiti stampi a canale freddo, anche se raramente vengono chiamati esplicitamente così.
Componenti e funzioni del sistema di alimentazione
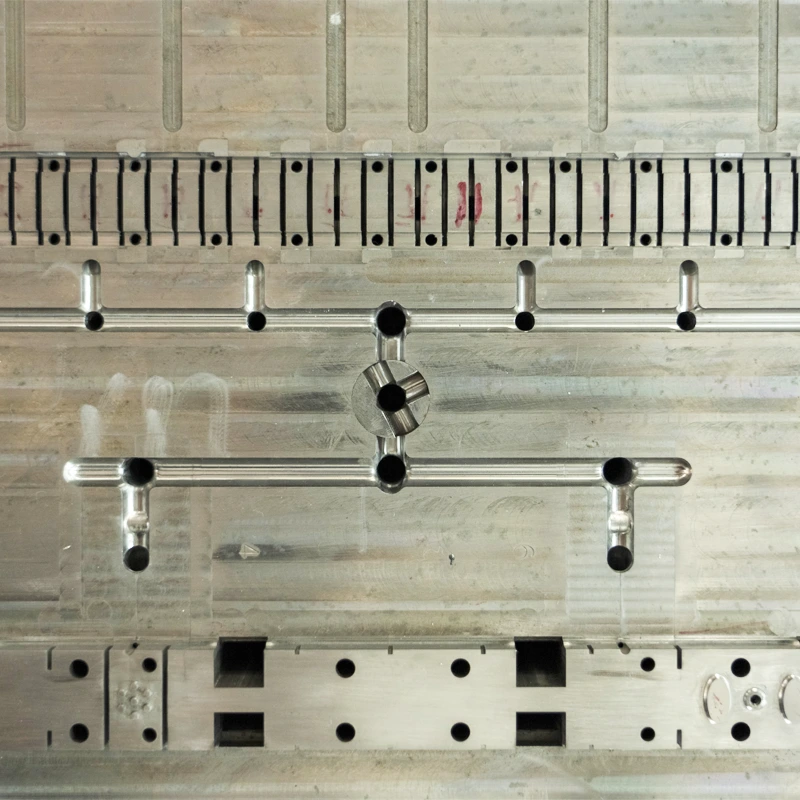
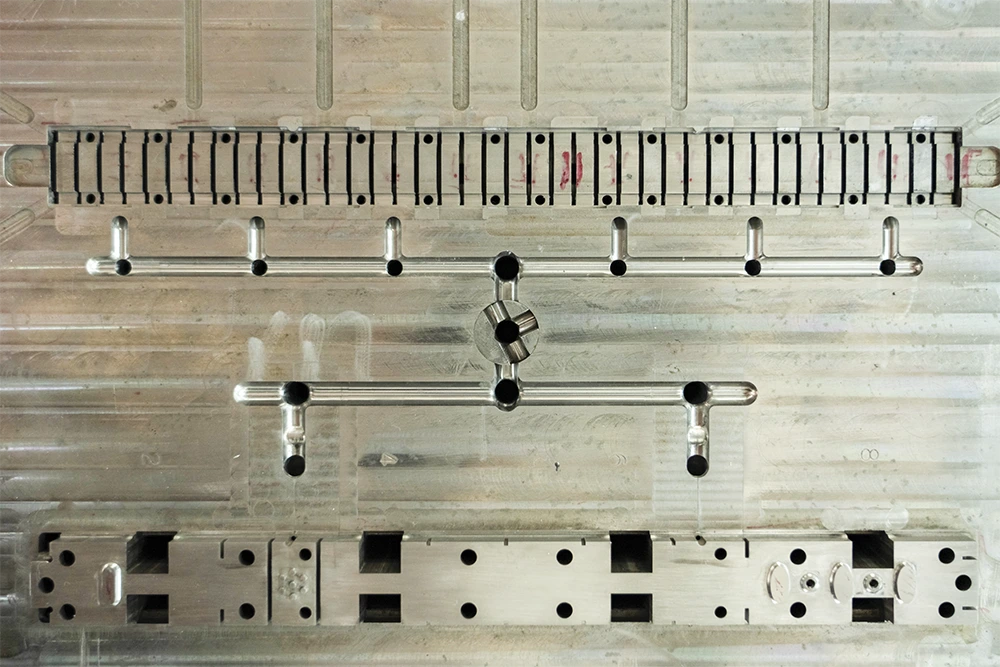
La progettazione del sistema di alimentazione influisce in modo significativo sull'aspetto, sulle proprietà fisiche, sulla precisione dimensionale e sul ciclo di stampaggio del prodotto finale. Il sistema di alimentazione è costituito principalmente dalle seguenti strutture:

Materozza: Il canale iniziale in cui la plastica fusa viene indirizzata dall'ugello della macchina a iniezione. È responsabile del trasporto del materiale plastico fuso alle guide.
Corridore e sub-corridore: Canali di transizione che guidano la colata e la distribuiscono alle varie porte dopo averla ricevuta dal canale di colata.
Cancello: Canali corti che accelerano il flusso della massa fusa nella cavità.
Il freddo è un pozzo di lumache: Conserva il materiale freddo per evitare che entri nella cavità e influisca sulla qualità del pezzo stampato.
Principi di progettazione del sistema di alimentazione
1. Garantire la qualità delle parti in plastica
Evitare il più possibile i segni di saldatura. La presenza di segni di saldatura influisce soprattutto sull'aspetto, rendendo la superficie del prodotto scadente. Anche la resistenza sarà scarsa in presenza di segni di saldatura.
Evitare un eccessivo sovraimballaggio e una pressione di imballaggio insufficiente. Una progettazione inadeguata del sistema di iniezione o condizioni operative non corrette possono causare un tempo di impaccamento eccessivo o una pressione eccessiva sul materiale fuso nella cavità. Un sovraimballaggio eccessivo aumenta la densità del prodotto, incrementa le tensioni interne e provoca un flash.
● Evitare problemi come breve ripresa, flash, intrappolamento dell'aria, linee di saldatura, tracce, jetting, sollecitazioni residue, deformazione, turno centrale, ecc.
● Garantire buone proprietà estetiche del prodotto, facilitare la rimozione dei cancelli durante la finitura e assicurare che i segni dei cancelli non compromettano l'aspetto e l'applicazione delle parti in plastica.

2. Efficienza della produzione
Ridurre il più possibile la necessità di post-trattamento, accorciare il ciclo di stampaggio e migliorare l'efficienza produttiva.
3. Materiali plastici
Evitare di utilizzare canali di flusso troppo lunghi o troppo piccoli per le materie plastiche ad alta viscosità o con rapporti L/t brevi.
4. Rimozione dei residui di solidificazione
● Rimozione comoda e affidabile dei residui di solidificazione dal sistema di alimentazione.
Considerare posizioni di espulsione appropriate per evitare la deformazione delle parti stampate quando vengono espulse.
5. Materiale freddo
Progettare pozzetti e scanalature di troppopieno appropriati per evitare che il materiale freddo entri direttamente nella cavità e influisca sulla qualità del riempimento.
6. Riempimento dei rifiuti:
Ridurre al minimo la sezione e la lunghezza del sistema di alimentazione per ridurre l'utilizzo di plastica e le dimensioni dello stampo.
7. Dissipazione del calore e perdita di pressione
Mantenere il percorso del flusso breve e garantire una sezione trasversale adeguata.
Evitare le curve del percorso del flusso e i cambiamenti improvvisi della direzione del flusso (utilizzare angoli arrotondati per cambiare direzione).
La rugosità superficiale deve essere bassa durante la lavorazione del percorso di flusso.
Il multi-gating può ridurre la caduta di pressione e la pressione di iniezione richiesta, ma può provocare una linea di saldatura.
8. Ottenere il più possibile un riempimento simultaneo.
Nel caso di più cavità in uno stampo, assicurarsi che il materiale fuso che entra in ogni cavità possa arrivare contemporaneamente e che la pressione all'ingresso di ogni cavità sia uguale.
In conclusione
Il sistema di alimentazione è un aspetto critico degli stampi a iniezione. Per informazioni più dettagliate su canale di colata, canale di scorrimento e cancelli, seguite i rispettivi collegamenti ipertestuali in questo articolo. Non esitate a contattarci all'indirizzo [email protected] Per ulteriori discussioni tecniche o per richiedere servizi di fabbricazione di stampi o di produzione di pezzi, visitate il nostro sito web quotazione dello stampaggio a iniezione pagina.











