

سُمك جدار المنتج البلاستيكي هو سمة هيكلية حاسمة كثيرًا ما تتم مناقشتها ومراعاتها في تصميم هياكل المنتجات البلاستيكية. وهو يمثل قيمة السماكة بين الجدران الخارجية والداخلية للجزء البلاستيكي. سُمك الجدار هو المعامل الأساسي الذي يحدد السُمك الكلي للمنتج وغالبًا ما يتم تحديده أثناء عملية التصميم الإنشائي.
يعد فهم أهمية خصائص سُمك الجدار أمرًا بالغ الأهمية في التصميم الهيكلي للمنتجات البلاستيكية أثناء تصميم القالب وعملية القولبة بالحقن، حيث يلعب دورًا مهمًا في إنتاج العناصر البلاستيكية باستخدام طريقة القولبة بالحقن المستخدمة على نطاق واسع.
يعمل الجدار الخارجي للجزء الصدفي كجلد خارجي، بينما يعمل الجدار الداخلي كهيكل هيكلي. يمكننا تطبيق المعالجة السطحية على الجدار الخارجي لتحقيق تأثيرات مظهرية مختلفة. يتم توصيل الهياكل الأخرى داخل الجزء، مثل الأوتار والبراغي والأبازيم لخلق القوة ويمكن ملؤها أثناء التشكيل بالحقن. وبدون متطلبات خاصة مثل تبديد الحرارة أو التجميع، عادةً ما يتم تصميم الجدران الداخلية والخارجية ككل موحد لتوفير القوة الكافية وحماية الأجزاء الداخلية.
بالنسبة للأجزاء الداخلية، والتي غالبًا ما تكون بمثابة محامل أو أقواس توصيل، هناك متطلبات أقل صرامة للجدران الداخلية والخارجية. بناءً على الوضع المحدد للجدار الداخلي أو الخارجي، يمكننا إنشاء هياكل مثل التعزيزات أو البراغي أو الأبازيم. ومع ذلك، من أجل تسهيل الإنتاج والتصنيع، يتم تصميم الجدار الخارجي بشكل عام ليكون بسيطًا قدر الإمكان. إذا لزم الأمر، يمكننا التكيف مع زاوية السحب للتجويف والقلب أو تنفيذ تصميمات مثل دبابيس القاذف في التجويف أو الأبازيم في القلب.
في كل من أجزاء الغلاف والأجزاء الداخلية، يلعب سمك الجدار دورًا حاسمًا في توفير سطح طرد لدبابيس القاذف، مما يضمن طرد الجزء بسلاسة من القالب.
مبادئ التصميم لسمك جدار المنتجات البلاستيكية
في التصميم الهيكلي للأجزاء البلاستيكية، يعتبر سُمك الجدار معلمة حاسمة تعمل كأساس للتصميم. يتم إنشاء الهياكل الأخرى بناءً على سُمك الجدار المختار. تؤثر سماكة الجدار بشكل كبير على الخواص الميكانيكية للأجزاء البلاستيكية وقابلية التشكيل والمظهر والتكلفة. لذلك، يجب مراعاة سُمك الجدار بعناية وتصميمه وفقًا لهذه العوامل.
فيما يتعلق بمعنى سُمك الجدار، ذُكر أنه يجب أن يكون له قيمة محددة. إذا كانت هناك قيمة واحدة فقط، فهذا يشير إلى سمك جدار موحد في جميع أنحاء الجزء. ومع ذلك، إذا كانت هناك قيم متعددة، فهذا يشير إلى أن سُمك الجدار ليس موحدًا وأن الأجزاء المختلفة من الجزء لها سُمك متفاوت. يجب أن نسعى جاهدين لفهم مبادئ تصميم سُمك الجدار لضمان الأداء والوظائف المثلى للجزء البلاستيكي.
استنادًا إلى مبدأ الأداء الميكانيكي
كما نوقش سابقًا فيما يتعلق بسماكة الجدار، من الضروري أن تتمتع الأجزاء الداخلية والصدفة بالقوة الكافية. فالقدرة على تحمل قوة الإطلاق أثناء التشكيل عامل حاسم يجب أخذه في الاعتبار. عادةً ما تكون الأجزاء الرقيقة للغاية عرضة للتشوه عند الطرد. وبوجه عام، تؤدي زيادة سُمك الجدار إلى تعزيز قوة الجزء (مع زيادة قوة 33% تقريبًا لكل زيادة في سُمك الجدار بمقدار 10%). ومع ذلك، فإن تجاوز نطاق معين لسُمك الجدار يمكن أن يؤدي إلى مشاكل في الجودة مثل علامات الحوض والمسامية، مما يقلل من قوة الجزء مع زيادة وزنه.
وبالتالي، يؤدي ذلك إلى دورات صب بالحقن أطول وتكاليف مواد أعلى. إن الاعتماد فقط على زيادة سُمك الجدار لتقوية الأجزاء البلاستيكية ليس الحل الأمثل. وبدلاً من ذلك، يُنصح باستخدام ميزات هندسية مثل الأضلاع والمنحنيات والأسطح المموجة والتعزيزات لتعزيز الصلابة.
في الحالات التي لا تسمح فيها المساحة وعوامل أخرى باتباع طرق بديلة، يتم تحقيق قوة الجزء في الغالب من خلال سمك الجدار المناسب. في مثل هذه الحالات، إذا كانت القوة من الاعتبارات الحاسمة، يوصى بتحديد سُمك الجدار المناسب من خلال المحاكاة الميكانيكية مع الالتزام بالمبادئ الأساسية لقابلية التشكيل.
استنادًا إلى مبدأ قابلية التشكيل بالحقن
في الواقع، فإن سُمك الجدار هو سُمك التجويف الذي يتكون من القلب والتجويف. ويتكون سمك الجدار عندما يملأ الراتنج المنصهر التجويف ويبرد لتشكيل الجزء.
1) كيف يتدفق الراتنج المنصهر أثناء عملية الملء بالحقن؟
في قولبة الحقن، يمكننا في كثير من الأحيان تقريب تدفق البلاستيك في تجويف القالب على أنه تدفق صفحي. يشير التدفق الصفحي إلى الحركة السلسة والمنظمة لطبقات السائل المتجاورة مع بعضها البعض، مع الحد الأدنى من الاختلاط أو الاضطراب. وفقًا لمبادئ ميكانيكا الموائع، يحدث التدفق الصفحي عندما تنزلق طبقات السائل بالنسبة لبعضها البعض تحت تأثير إجهاد القص. وإجهاد القص هو القوة التي تتسبب في تشوه المادة وانزلاقها على طول مستوى موازٍ للقوة المؤثرة، وهو ما يُعرف أيضًا بالإجهاد المماسي. من المهم ملاحظة أنه على الرغم من أن التدفق الصفحي هو تقدير تقريبي شائع، إلا أنه في حالات معينة، مثل التعامل مع معدلات تدفق عالية أو أشكال هندسية معقدة، قد ينحرف سلوك التدفق عن التدفق الصفحي ويظهر خصائص مضطربة.

أثناء عملية القولبة بالحقن، عندما يتدفق الراتنج المنصهر في تجويف القالب، فإنه يتلامس مع جدران تجويف العداء أو تجويف القالب. تتعرض طبقة الراتنج المنصهر المجاورة لجدار العداء أو جدار تجويف القالب للتبريد وتبدأ في التصلب. يخلق هذا التصلب مقاومة احتكاك لطبقة الراتنج السائل المجاورة لها. وبالتالي، فإن الطبقة الوسطى من الراتنج المنصهر، كونها الأبعد عن الجدران المتصلبة، تُظهر عمومًا أعلى سرعة. تنخفض سرعة الطبقات القريبة من جدار العداء أو جدار تجويف القالب تدريجيًا بسبب مقاومة الاحتكاك وعملية التصلب. ويلاحظ هذا التوزيع للسرعة عبر مقدمة التدفق عادةً في قولبة الحقن ويساهم في سلوك التدفق الكلي للراتنج المنصهر أثناء مرحلة الملء.
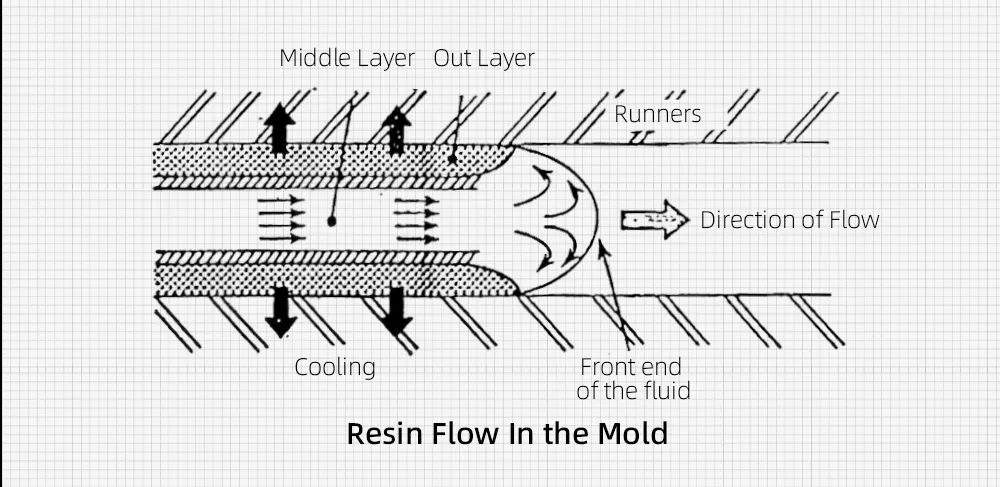
كما هو موضح في الشكل المذكور، الطبقة الوسطى هي طبقة التدفق، بينما الطبقة الخارجية هي طبقة المعالجة. تزداد سماكة طبقة المعالجة تدريجيًا عندما يبرد الراتنج المنصهر ويتصلب بمرور الوقت. يقلل هذا السماكة لطبقة المعالجة من مساحة المقطع العرضي المتاحة لطبقة التدفق، مما يزيد من صعوبة ملء تجويف القالب.
وللتعويض عن ذلك بشكل فعال، نحتاج إلى زيادة ضغط الحقن لدفع الراتنج المنصهر في تجويف القالب وإكمال عملية الملء.
ونتيجة لذلك، تؤثر سماكة جدار الأجزاء المصبوبة بالحقن تأثيرًا كبيرًا على مراحل التدفق والتعبئة في عملية الحقن. من الضروري التأكد من أن سُمك الجدار ليس صغيرًا جدًا، حيث يمكن أن يعيق ذلك تدفق وملء الراتنج المصهور. ولذلك، فإن سُمك الجدار المناسب ضروري لنجاح عملية القولبة بالحقن والتشكيل السليم للقطع.
(2) تؤثر لزوجة ذوبان البلاستيك أيضًا تأثيرًا كبيرًا على السيولة
عندما تؤثّر قوى خارجية، مثل إجهاد القص، على مائع ما، تخضع طبقات المائع لحركة نسبية، ما يؤدي إلى نشوء احتكاك داخلي، وهو ما يُشار إليه باسم اللزوجة.
يمكن للبارامترات مثل اللزوجة الديناميكية أو معامل اللزوجة تحديد اللزوجة من خلال النظر في إجهاد القص الذي يبذل على المائع ومعدل القص الناتج.
اللزوجة الذائبة هي خاصية حاسمة تعكس سلوك تدفق البلاستيك المنصهر. وهي تقيس مقاومة التدفق التي يظهرها الذوبان. تتوافق اللزوجة الأعلى مع مقاومة أكثر امتيازًا، مما يجعل التدفق أكثر صعوبة. لا تعتمد اللزوجة الذائبة على التركيب الجزيئي للبلاستيك فحسب، بل تعتمد أيضًا على عوامل مثل درجة الحرارة والضغط ومعدل القص ووجود المواد المضافة. يمكن أن تؤثر هذه العوامل على خواص تدفق البلاستيك المصهور أثناء قولبة الحقن.
في التطبيقات العملية، نستخدم عادةً مؤشر الذوبان لتوصيف سيولة المواد البلاستيكية أثناء المعالجة. تشير قيمة مؤشر الذوبان الأعلى إلى سيولة أفضل للمادة البلاستيكية، مما يسهل تدفقها وملء تجويف القالب. وعلى العكس من ذلك، تشير قيمة مؤشر الذوبان المنخفضة إلى سيولة أقل، مما يجعل التدفق أكثر صعوبة.
بناءً على متطلبات تصميم القالب، يمكننا تصنيف سيولة المواد البلاستيكية شائعة الاستخدام إلى ثلاث مجموعات عامة:
سيولة جيدة: تُظهر المواد البلاستيكية مثل PA (نايلون)، PE (بولي إيثيلين)، PE (بولي إيثيلين)، PS (بولي ستيرين)، PP (بولي بروبيلين)، CA (أسيتات السليلوز)، وبولي (4) ميثيل البنتين، سيولة جيدة أثناء عملية القولبة بالحقن.
متوسطة السيولة: تتميز راتنجات سلسلة البوليسترين (مثل ABS وAS) وPMMA (بولي ميثيل ميثاكريلات) وPOM (بولي أوكسي ميثيلين أو أسيتال) وPPO (أكسيد البوليفينيلين) بخصائص سيولة متوسطة.
سيولة ضعيفة: تُظهر المواد البلاستيكية مثل البولي كربونات والبولي فينيل كلوريد متعدد الفينيل الصلب والبولي فينيل كلورايد والبولي فينيل متعدد الأكسيد والبولي فينيل متعدد الأكسجين والبولي سلفون متعدد الفلور والبلاستيك الفلوري سيولة ضعيفة أثناء المعالجة.
توفر هذه التصنيفات دليلاً إرشاديًا عامًا لاختيار المواد البلاستيكية ذات خصائص السيولة المناسبة بناءً على تعقيد ومتطلبات الأجزاء المصبوبة بالحقن.
| راتنج | الحد الأدنى لسُمك الجدار | سماكة الجدار الموصى بها للمنتجات البلاستيكية الصغيرة | سماكة الجدار الموصى بها للمنتجات البلاستيكية المتوسطة | سماكة الجدار الموصى بها للمنتجات البلاستيكية الكبيرة |
|---|---|---|---|---|
| السلطة الفلسطينية | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| بى بى | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| ملاحظة | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| ب م أ م أ | 0.8 | 1.5 | 2.2 | 4~6.5 |
| بولي كلوريد الفينيل | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| ص | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| كمبيوتر شخصي | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| المفوضية الأوروبية | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| بوم | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| قوات الأمن العام | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
يمكن اختيار سماكة جدار الأجزاء البلاستيكية وفقًا للمواد المختلفة وحجم عامل شكل المنتج. يتراوح النطاق عمومًا بين 0.6 ~ 6.0 مم، ويتراوح السمك الشائع عمومًا بين 1.5 ~ و3.0 مم. فيما يلي قيم سماكة الجدار الموصى بها للمواد المختلفة: (يمكن زيادة سماكة جدار الأجزاء الداخلية الحاملة بناءً على الرسم البياني التالي)
3) حساب سُمك الجدار عن طريق نسبة مسار التدفق إلى السُمك
تشير نسبة التدفق (L/T) للبلاستيك إلى نسبة طول مسار التدفق (L) إلى سُمك الجدار (T). وهي تمثل العلاقة بين مسافة التدفق وسُمك الجدار في قولبة حقن البلاستيك.
تشير نسبة L/T الأكبر إلى أن ذوبان البلاستيك سوف يتدفق أكثر داخل تجويف القالب لسُمك جدار معين. وعلى العكس من ذلك، بالنسبة لمسار تدفق مرغوب معين، فإن نسبة L/T الأكبر تسمح بسماكة جدار أصغر. ولذلك، فإن نسبة L/T للبلاستيك تؤثر بشكل مباشر على عدد نقاط الحقن وتوزيعها في المنتجات البلاستيكية وسُمك الجدار القابل للتحقيق.
تؤثر عوامل مختلفة، بما في ذلك درجة حرارة المواد، ودرجة حرارة القالب، وصقل السطح، وظروف أخرى، على حساب نسبة L/T. القيمة المقدمة هي نطاق تقريبي ويمكن أن تختلف حسب ظروف معينة. في حين أنها بمثابة قيمة مرجعية عملية، إلا أن الحسابات الدقيقة قد تكون صعبة بسبب تعقيد وتنوع عمليات القولبة بالحقن. يُنصح بمراعاة هذه العوامل وطلب التوجيه من المتخصصين ذوي الخبرة لتحديد سُمك الجدار في حالات محددة بدقة.
| راتنج | نسبة L/T |
|---|---|
| البولي إثيلين منخفض الكثافة | 270 |
| البولي إيثيلين عالي الكثافة | 230 |
| بى بى | 250 |
| ص | 250 |
| ملاحظة | 210 |
| ABS | 190 |
| كمبيوتر شخصي | 90 |
| السلطة الفلسطينية | 170 |
| بوم | 150 |
| ب م أ م أ | 130 |
| HPVC | 100 |
| SPVC | 100 |
بدء الحساب
على سبيل المثال، إذا كان لدينا جزء بلاستيكي مصنوع من مادة الكمبيوتر الشخصي بسماكة جدار المنتج 2 مم، ومسافة تعبئة المنتج 200 مم، وطول عداء 100 مم، وقطر عداء 5 مم، يمكننا حساب نسبة L/T.
L/T (الإجمالي) = L1/T1 (ذراع الدوران) + L2/T2 (عداء) + L3/T3 (منتج) = 100/5 + 200/2 = 120.

في هذه الحالة، تبلغ نسبة L/T المحسوبة 120، والتي تتجاوز القيمة المرجعية البالغة 90 لمادة PC. يشير هذا إلى أن عملية القولبة بالحقن قد تواجه صعوبات في تحقيق التعبئة المناسبة. ولمعالجة هذه المشكلة، قد نحتاج إلى تحسين معدل الحقن والضغط أو استكشاف استخدام معدات قولبة الحقن عالية الأداء المتخصصة.
لتحسين قابلية التشكيل, ، يمكن للمرء تقليل مسافة ملء المنتج عن طريق تغيير موضع البوابة أو استخدام بوابات متعددة. على سبيل المثال، إذا تم تقليل مسافة تعبئة المنتج إلى 100 مم، تصبح نسبة L/T الجديدة 70، أي أقل من القيمة المرجعية. وهذا من شأنه أن يجعل عملية القولبة بالحقن أسهل.
وبدلاً من ذلك، يمكن أن يؤثر تعديل سُمك جدار المنتج أيضًا على نسبة L/T. إذا قمنا بتغيير سُمك الجدار إلى 3 مم، فستكون نسبة L/T الجديدة 87، أي أقرب إلى القيمة المرجعية، مما يشير إلى أنه يمكننا تنفيذ عملية القولبة بالحقن بنجاح.
بناءً على مبدأ المظهر
يؤثر سمك الجدار على مظهر الأجزاء، وتحديداً على النحو التالي.
(1) سمك الجدار غير المتساوي: علامة غرق، انحراف، إلخ.
(2) سمك الجدار كبير جدًا: علامة الحوض، الفراغ، إلخ.
(3) سمك الجدار صغير جدًا: لقطة قصيرة, علامات القاذفوالانحراف، إلخ.
ومع ذلك، لا يكتشف العديد من مصممي هيكل المنتج العيوب إلا بعد تجربة القالب. وعند هذه النقطة، يعتمدون عادةً على مصنع القوالب لمعالجة المشكلات عن طريق تعديل معلمات الحقن أثناء عملية التشكيل. في حين أن هذا النهج يمكن أن يكون سريعاً نسبياً وفعالاً من حيث التكلفة، إلا أنه مضمون الفعالية في بعض الأحيان فقط. ولذلك، فإن إجراء تحليل شامل للتصميم من أجل قابلية التصنيع (DFM) قبل مرحلة التصميم أمر بالغ الأهمية. تحدث حوالي 70% من عيوب القولبة بالحقن أثناء مراحل التصميم الهيكلي وتصميم القالب. من خلال إجراء تحليل شامل لسوق دبي المالي في مرحلة مبكرة، يمكننا تحديد المشكلات المحتملة ومعالجتها بشكل استباقي، مما يؤدي إلى تحسين نتائج التصنيع وتقليل الحاجة إلى إجراء تعديلات بعد المرحلة التجريبية.
استنادًا إلى مبادئ التكلفة
من بين المراحل المختلفة في عملية القولبة بالحقن، عادةً ما يكون وقت التبريد هو العامل الأطول والأكثر أهمية الذي يؤثر على دورة القولبة الكلية للمنتج.
بعد أن نقوم بحقن البلاستيك المنصهر في تجويف القالب، من الضروري توفير وقت كافٍ للتبريد والتصلب قبل أن نتمكن من فتح القالب وإخراج الجزء. ويتأثر وقت التبريد بخصائص المواد، وهندسة الجزء، وسُمك الجدار، وتصميم القالب، وكفاءة نظام التبريد.
يمكن أن تؤدي زيادة سُمك جدار الجزء بما يتجاوز المتطلبات الضرورية إلى إطالة زمن التبريد. يمكن أن يؤثر وقت التبريد الممتد هذا بشكل كبير على دورة التشكيل، مما يقلل من الإنتاجية ويزيد من تكاليف كل جزء. يهدف المصنعون إلى تحسين وقت التبريد من خلال مراعاة جودة الجزء المطلوب وزمن الدورة وكفاءة الإنتاج.
يحتاج المصممون والمهندسون إلى تحقيق التوازن بين وظائف القِطع والسلامة الهيكلية ومتطلبات التبريد لتقليل وقت التبريد مع ضمان الجودة المطلوبة للمنتج النهائي. يمكن أن يساعد هذا التحسين في تحسين الإنتاجية والفعالية من حيث التكلفة في عملية القولبة بالحقن.
الخلاصة
يتم تفصيل مبادئ التصميم المذكورة أعلاه لسُمك جدار الأجزاء المصبوبة بالحقن من أربعة جوانب: الخواص الميكانيكية، وقابلية التشكيل بالحقن، والمظهر، والتكلفة. باختصار، الهدف هو تصميم سُمك الجدار لتلبية الخواص الميكانيكية المطلوبة، وتحسين أداء المعالجة من خلال تقليل السُمك إلى الحد الأدنى، وضمان التوحيد حيثما أمكن، ودمج انتقالات سلسة وتدريجية عند الضرورة.











