

L'épaisseur de la paroi d'un produit en plastique est une caractéristique structurelle critique fréquemment discutée et prise en compte dans la conception des structures de produits en plastique. Elle représente la valeur de l'épaisseur entre les parois extérieure et intérieure d'une pièce en plastique. L'épaisseur de la paroi est le paramètre de base qui détermine l'épaisseur totale du produit et est souvent spécifiée au cours du processus de conception structurelle.
Il est essentiel de comprendre l'importance des caractéristiques de l'épaisseur des parois dans la conception structurelle des produits en plastique lors de la conception du moule et du processus de moulage par injection, car elles jouent un rôle important dans la production d'articles en plastique à l'aide de la méthode de moulage par injection, largement utilisée.
La paroi extérieure de la pièce de carapace fait office de peau extérieure, tandis que la paroi intérieure joue le rôle de squelette structurel. Nous pouvons appliquer un traitement de surface à la paroi extérieure pour obtenir différents effets d'apparence. Les autres structures de la pièce, telles que les tendons, les vis et les boucles, sont reliées pour créer une résistance et peuvent être remplies pendant le moulage par injection. En l'absence d'exigences particulières telles que la dissipation de la chaleur ou l'assemblage, les parois intérieure et extérieure sont généralement conçues comme un tout unifié afin de fournir une résistance suffisante et de protéger les pièces internes.
Pour les parties internes, qui servent souvent de paliers ou de supports de connexion, les exigences sont moins strictes en ce qui concerne les parois intérieures et extérieures. En fonction de la situation spécifique de la paroi intérieure ou extérieure, nous pouvons créer des structures telles que des renforts, des vis ou des boucles. Toutefois, afin de faciliter la production et la fabrication, la paroi extérieure est généralement conçue pour être aussi simple que possible. Si nécessaire, nous pouvons nous adapter à la angle de dépouille de la cavité et de l'âme ou mettre en œuvre des conceptions telles que des broches d'éjection dans la cavité ou des boucles dans l'âme.
Dans les pièces de carapace et les pièces internes, l'épaisseur de la paroi joue un rôle crucial en fournissant une surface d'éjection pour les broches d'éjection, assurant ainsi une éjection en douceur de la pièce du moule.
Principes de conception pour l'épaisseur des parois des produits en plastique
Dans la conception structurelle des pièces en plastique, l'épaisseur de la paroi est un paramètre critique qui sert de base à la conception. D'autres structures sont créées en fonction de l'épaisseur de paroi choisie. L'épaisseur de la paroi affecte de manière significative les propriétés mécaniques, la formabilité, l'apparence et le coût des pièces en plastique. Par conséquent, l'épaisseur de la paroi doit être soigneusement étudiée et conçue en fonction de ces facteurs.
En ce qui concerne la signification de l'épaisseur de la paroi, il est mentionné qu'elle doit avoir une valeur spécifique. S'il n'y a qu'une seule valeur, cela signifie que l'épaisseur de la paroi est uniforme sur l'ensemble de la pièce. En revanche, s'il y a plusieurs valeurs, cela signifie que l'épaisseur de la paroi n'est pas uniforme et que les différentes sections de la pièce ont des épaisseurs variables. Nous devons nous efforcer de comprendre les principes de la conception de l'épaisseur de la paroi afin de garantir les performances et la fonctionnalité optimales de la pièce en plastique.
Basé sur le principe de la performance mécanique
Comme nous l'avons vu plus haut à propos de l'épaisseur des parois, il est essentiel que l'enveloppe et les parties internes soient suffisamment résistantes. La capacité à résister à la force de démoulage pendant le moulage est un facteur crucial à prendre en compte. En règle générale, les pièces trop fines sont susceptibles de se déformer lors de l'éjection. En général, l'augmentation de l'épaisseur de la paroi améliore la résistance de la pièce (avec une augmentation de la résistance d'environ 33% pour chaque augmentation de 10% de l'épaisseur de la paroi). Toutefois, le dépassement d'une certaine plage d'épaisseur de paroi peut entraîner des problèmes de qualité tels que marques d'évier et la porosité, ce qui diminue la résistance de la pièce tout en augmentant son poids.
Il en résulte des cycles de moulage par injection plus longs et des coûts de matériaux plus élevés. S'appuyer uniquement sur l'augmentation de l'épaisseur des parois pour renforcer les pièces en plastique n'est pas la solution la plus optimale. Il est plutôt conseillé d'utiliser des caractéristiques géométriques telles que des nervures, des courbes, des surfaces ondulées et des renforts pour améliorer la rigidité.
Dans les situations où l'espace et d'autres facteurs ne permettent pas d'autres approches, la résistance de la pièce est principalement assurée par l'épaisseur appropriée de la paroi. Dans de tels cas, si la résistance est une considération critique, il est recommandé de déterminer l'épaisseur de paroi appropriée par simulation mécanique tout en adhérant aux principes fondamentaux de la formabilité.
Basé sur le principe de la moulabilité par injection
En fait, l'épaisseur de la paroi est l'épaisseur de la cavité formée par le noyau et la cavité. L'épaisseur de la paroi se forme lorsque la résine fondue remplit la cavité et se refroidit pour former la pièce.
1) Comment la résine fondue s'écoule-t-elle pendant le processus de remplissage par injection ?
Dans le moulage par injection, nous pouvons souvent estimer que l'écoulement du plastique dans la cavité du moule est un écoulement laminaire. L'écoulement laminaire désigne le mouvement régulier et ordonné des couches de liquide adjacentes les unes aux autres, avec un minimum de mélange ou de turbulence. Selon les principes de la mécanique des fluides, l'écoulement laminaire se produit lorsque les couches de liquide glissent l'une par rapport à l'autre sous l'influence d'une contrainte de cisaillement. La contrainte de cisaillement est la force qui amène le matériau à se déformer et à glisser le long d'un plan parallèle à la force agissante, également connue sous le nom de contrainte tangentielle. Il est important de noter que si l'écoulement laminaire est une approximation courante, dans certains cas, notamment lorsqu'il s'agit de débits élevés ou de géométries complexes, le comportement de l'écoulement peut s'écarter de l'écoulement laminaire et présenter des caractéristiques turbulentes.

Au cours du processus de moulage par injection, lorsque la résine fondue s'écoule dans la cavité du moule, elle entre en contact avec les parois du canal de coulée ou de la cavité du moule. La couche de résine fondue adjacente à la paroi du canal ou de la cavité du moule se refroidit et commence à se solidifier. Cette solidification crée une résistance à la friction avec la couche de résine liquide adjacente. Par conséquent, la couche intermédiaire de résine fondue, qui est la plus éloignée des parois en cours de solidification, présente généralement la vitesse la plus élevée. La vitesse des couches proches de la paroi du canal de coulée ou de la cavité du moule diminue progressivement en raison de la résistance au frottement et du processus de solidification. Cette répartition de la vitesse sur le front d'écoulement est couramment observée dans le moulage par injection et contribue au comportement global de l'écoulement de la résine fondue au cours de la phase de remplissage.
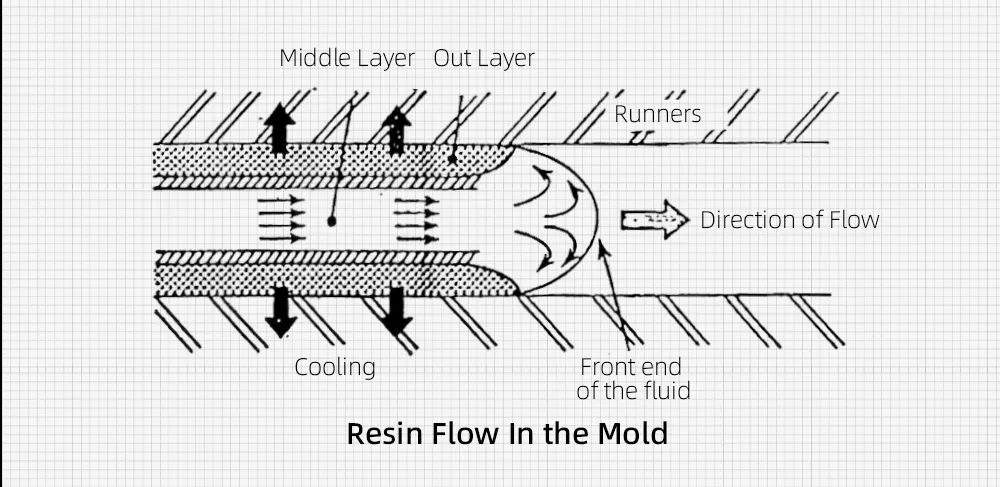
Comme le montre la figure ci-dessus, la couche centrale est la couche d'écoulement, tandis que la couche extérieure est la couche de durcissement. La couche de durcissement s'épaissit progressivement au fur et à mesure que la résine fondue se refroidit et se solidifie. Cet épaississement de la couche de durcissement réduit la section disponible pour la couche d'écoulement, ce qui complique le remplissage de la cavité du moule.
Pour compenser efficacement ce phénomène, nous devons augmenter la pression d'injection afin de pousser la résine fondue dans la cavité du moule et d'achever le processus de remplissage.
Par conséquent, l'épaisseur de la paroi des pièces moulées par injection a un impact significatif sur les étapes d'écoulement et de remplissage du processus d'injection. Il est essentiel de veiller à ce que l'épaisseur de la paroi ne soit pas trop faible, car cela peut entraver l'écoulement et le remplissage de la résine fondue. Par conséquent, une épaisseur de paroi appropriée est essentielle à la réussite du moulage par injection et à la bonne formation des pièces.
(2) la viscosité de la matière plastique fondue a également un impact significatif sur la fluidité
Lorsque des forces externes, telles que la contrainte de cisaillement, s'exercent sur un fluide, les couches du fluide subissent un mouvement relatif, ce qui entraîne l'apparition d'un frottement interne, que l'on appelle viscosité.
Des paramètres tels que la viscosité dynamique ou le coefficient de viscosité peuvent quantifier la viscosité en tenant compte de la contrainte de cisaillement exercée sur le fluide et du taux de cisaillement qui en résulte.
La viscosité de la matière fondue est une caractéristique cruciale qui reflète le comportement d'écoulement du plastique fondu. Elle mesure la résistance à l'écoulement de la matière fondue. Une viscosité plus élevée correspond à une excellente résistance, ce qui rend l'écoulement plus difficile. La viscosité de la matière fondue dépend non seulement de la structure moléculaire du plastique, mais aussi de facteurs tels que la température, la pression, le taux de cisaillement et la présence d'additifs. Ces facteurs peuvent influencer les propriétés d'écoulement du plastique fondu pendant le moulage par injection.
Dans les applications pratiques, nous utilisons couramment l'indice de fusion pour caractériser la fluidité des matières plastiques au cours de leur transformation. Un indice de fusion élevé indique une meilleure fluidité de la matière plastique, ce qui facilite l'écoulement et le remplissage de la cavité du moule. Inversement, un indice de fusion plus faible indique une fluidité plus faible, ce qui rend l'écoulement plus difficile.
Sur la base des exigences de conception des moules, nous pouvons classer la fluidité des plastiques couramment utilisés en trois groupes généraux :
Bonne fluidité : Les plastiques tels que le PA (nylon), le PE (polyéthylène), le PS (polystyrène), le PP (polypropylène), le CA (acétate de cellulose) et le poly(4) méthyl pentène présentent une bonne fluidité pendant le processus de moulage par injection.
Fluidité moyenne : Les résines de la série polystyrène (telles que ABS et AS), PMMA (polyméthacrylate de méthyle), POM (polyoxyméthylène ou acétal) et PPO (oxyde de polyphénylène) possèdent des caractéristiques de fluidité moyenne.
Mauvaise fluidité : Les plastiques tels que le PC (polycarbonate), le PVC rigide (chlorure de polyvinyle), le PPO (oxyde de polyphénylène), le PSF (polysulfone), le PASF et les plastiques fluorés présentent une mauvaise fluidité au cours de la transformation.
Ces catégories constituent une ligne directrice générale pour la sélection des matières plastiques présentant des caractéristiques de fluidité appropriées en fonction de la complexité et des exigences des pièces moulées par injection.
| Résine | Épaisseur minimale de la paroi | Épaisseur de paroi recommandée pour les petits produits en plastique | Épaisseur de paroi recommandée pour les produits en plastique de taille moyenne | Épaisseur de paroi recommandée pour les produits en plastique de grande taille |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| OPP | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| CE | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
L'épaisseur de la paroi des pièces en plastique peut être choisie en fonction des différents matériaux et de la taille du facteur de forme du produit. La fourchette est généralement comprise entre 0,6 et 6,0 mm, et l'épaisseur courante est généralement comprise entre 1,5 et 3,0 mm. Voici les valeurs d'épaisseur de paroi recommandées pour différents matériaux : (L'épaisseur de paroi des pièces porteuses internes peut être augmentée sur la base du tableau suivant)
3) Calcul de l'épaisseur de la paroi à l'aide du rapport entre le chemin d'écoulement et l'épaisseur.
Le rapport d'écoulement (L/T) du plastique est le rapport entre la longueur du trajet d'écoulement (L) et l'épaisseur de la paroi (T). Il représente la relation entre la distance d'écoulement et l'épaisseur de la paroi dans le moulage par injection de plastique.
Un rapport L/T plus élevé indique que la matière plastique fondue s'écoulera plus loin dans la cavité du moule pour une épaisseur de paroi donnée. Inversement, pour une trajectoire d'écoulement souhaitée donnée, un rapport L/T plus élevé permet de réduire l'épaisseur de la paroi. Par conséquent, le rapport L/T du plastique a une incidence directe sur le nombre et la répartition des points d'injection dans les produits en plastique et sur l'épaisseur de paroi réalisable.
Divers facteurs, notamment la température du matériau, la température du moule, l'état de surface et d'autres conditions, influencent le calcul du rapport L/T. La valeur fournie est une fourchette approximative et peut varier en fonction de circonstances spécifiques. Bien qu'il s'agisse d'une valeur de référence pratique, des calculs précis peuvent s'avérer difficiles en raison de la complexité et de la variabilité des processus de moulage par injection. Il est conseillé de tenir compte de ces facteurs et de demander conseil à des professionnels expérimentés pour déterminer avec précision l'épaisseur de la paroi dans des cas spécifiques.
| Résine | Rapport L/T |
|---|---|
| LDPE | 270 |
| PEHD | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Début du calcul
Par exemple, si nous avons une pièce en plastique fabriquée en PC avec une épaisseur de paroi de 2 mm, une distance de remplissage de 200 mm, une longueur de glissière de 100 mm et un diamètre de glissière de 5 mm, nous pouvons calculer le rapport L/T.
L/T (total) = L1/T1 (carotte) + L2/T2 (coulée) + L3/T3 (produit) = 100/5 + 200/2 = 120.

Dans ce cas, le rapport L/T calculé est de 120, ce qui dépasse la valeur de référence de 90 pour le matériau PC. Cela indique que le processus de moulage par injection peut rencontrer des difficultés pour obtenir un remplissage correct. Pour résoudre ce problème, il peut être nécessaire d'augmenter la vitesse et la pression d'injection ou d'envisager l'utilisation d'un équipement de moulage par injection spécialisé à haute performance.
Améliorer moulabilité, Il est possible de réduire la distance de remplissage du produit en modifiant la position du portillon ou en utilisant plusieurs portillons. Par exemple, si la distance de remplissage du produit est réduite à 100 mm, le nouveau rapport L/T devient 70, inférieur à la valeur de référence. Le processus de moulage par injection s'en trouve facilité.
Par ailleurs, l'ajustement de l'épaisseur de la paroi du produit peut également avoir un impact sur le rapport L/T. Si nous modifions l'épaisseur de la paroi à 3 mm, le nouveau rapport L/T sera de 87, plus proche de la valeur de référence, ce qui indique que nous pouvons exécuter avec succès le processus de moulage par injection.
Sur la base du principe de l'apparence
L'épaisseur de la paroi influe sur l'aspect des pièces, notamment comme suit.
(1) une épaisseur de paroi inégale : marques d'affaissement, déviation, etc.
(2) l'épaisseur de la paroi est trop importante : marque d'évier, vide, etc.
(3) l'épaisseur de la paroi est trop faible : coup court, marques d'éjection, déflexion, etc.
Cependant, de nombreux concepteurs de structures de produits ne découvrent les défauts qu'après l'essai du moule. À ce moment-là, ils comptent généralement sur l'usine de moules pour résoudre les problèmes en ajustant les paramètres d'injection pendant le processus de moulage. Si cette approche peut être relativement rapide et rentable, son efficacité n'est garantie que dans certains cas. C'est pourquoi il est essentiel de procéder à une analyse approfondie de la conception pour la fabrication (DFM) avant la phase de conception. Environ 70% des défauts de moulage par injection se produisent pendant les phases de conception de la structure et du moule. En réalisant une analyse DFM approfondie à un stade précoce, nous pouvons identifier et traiter les problèmes potentiels de manière proactive, ce qui permet d'améliorer les résultats de fabrication et de minimiser la nécessité d'apporter des modifications après la phase d'essai.
Sur la base des principes de coûts
Parmi les différentes étapes du processus de moulage par injection, le temps de refroidissement est généralement le facteur le plus long et le plus critique qui affecte le cycle de moulage global d'un produit.
Après avoir injecté le plastique fondu dans la cavité du moule, il est nécessaire de prévoir un temps de refroidissement et de solidification suffisant avant de pouvoir ouvrir le moule et éjecter la pièce. Le temps de refroidissement est influencé par les propriétés du matériau, la géométrie de la pièce, l'épaisseur de la paroi, la conception du moule et l'efficacité du système de refroidissement.
L'augmentation de l'épaisseur de la paroi de la pièce au-delà des exigences nécessaires peut entraîner des temps de refroidissement plus longs. Ce temps de refroidissement prolongé peut avoir un impact significatif sur le cycle de moulage, réduisant la productivité et augmentant les coûts par pièce. Les fabricants cherchent à optimiser le temps de refroidissement en tenant compte de la qualité souhaitée des pièces, du temps de cycle et de l'efficacité de la production.
Les concepteurs et les ingénieurs doivent trouver un équilibre entre la fonctionnalité des pièces, l'intégrité structurelle et les exigences en matière de refroidissement afin de minimiser le temps de refroidissement tout en garantissant la qualité souhaitée du produit final. Cette optimisation peut contribuer à améliorer la productivité et la rentabilité du processus de moulage par injection.
En résumé
Les principes de conception de l'épaisseur de la paroi des pièces moulées par injection décrits ci-dessus sont détaillés sous quatre aspects : les propriétés mécaniques, l'aptitude au moulage par injection, l'aspect et le coût. En résumé, l'objectif est de concevoir l'épaisseur de la paroi en fonction des propriétés mécaniques requises, d'optimiser les performances de traitement en minimisant l'épaisseur, d'assurer l'uniformité dans la mesure du possible et d'incorporer des transitions douces et graduelles si nécessaire.











