

Lo spessore delle pareti dei prodotti in plastica è una caratteristica strutturale critica spesso discussa e considerata nella progettazione di strutture in plastica. Rappresenta il valore dello spessore tra la parete esterna e quella interna di una parte in plastica. Lo spessore della parete è il parametro fondamentale che determina lo spessore complessivo del prodotto e viene spesso specificato durante il processo di progettazione strutturale.
La comprensione del significato delle caratteristiche dello spessore delle pareti è fondamentale per la progettazione strutturale dei prodotti in plastica durante la progettazione dello stampo e il processo di stampaggio a iniezione, in quanto svolge un ruolo importante nella produzione di articoli in plastica con il metodo di stampaggio a iniezione ampiamente utilizzato.
La parete esterna del guscio funge da rivestimento esterno, mentre la parete interna funge da scheletro strutturale. Possiamo applicare un trattamento superficiale alla parete esterna per ottenere diversi effetti estetici. Altre strutture all'interno del pezzo, come tendini, viti e fibbie, sono collegate per creare resistenza e possono essere riempite durante lo stampaggio a iniezione. In assenza di requisiti speciali, come la dissipazione del calore o l'assemblaggio, le pareti interne ed esterne sono in genere progettate come un tutt'uno per garantire una resistenza sufficiente e proteggere le parti interne.
Per le parti interne, che spesso servono come cuscinetti o staffe di collegamento, i requisiti per le pareti interne ed esterne sono meno rigidi. In base alla situazione specifica della parete interna o esterna, possiamo creare strutture come rinforzi, viti o fibbie. Tuttavia, per facilitare la produzione e la fabbricazione, la parete esterna è generalmente progettata per essere il più semplice possibile. Se necessario, possiamo adattarci alle angolo di sformo della cavità e dell'anima o implementare progetti come perni di espulsione nella cavità o fibbie nell'anima.
Sia nei pezzi a guscio che in quelli interni, lo spessore della parete svolge un ruolo cruciale nel fornire una superficie di espulsione per i perni di espulsione, garantendo un'espulsione regolare del pezzo dallo stampo.
Principi di progettazione dello spessore delle pareti dei prodotti in plastica
Nella progettazione strutturale di parti in plastica, lo spessore della parete è un parametro critico che funge da base per la progettazione. Le altre strutture vengono create in base allo spessore della parete scelto. Lo spessore della parete influisce in modo significativo sulle proprietà meccaniche, sulla formabilità, sull'aspetto e sul costo delle parti in plastica. Pertanto, lo spessore della parete deve essere attentamente considerato e progettato in base a questi fattori.
Per quanto riguarda il significato dello spessore della parete, si dice che deve avere un valore specifico. Se il valore è uno solo, indica che lo spessore della parete è uniforme in tutto il pezzo. Se invece ci sono più valori, significa che lo spessore della parete non è uniforme e che le diverse sezioni del pezzo hanno spessori diversi. Dobbiamo sforzarci di comprendere i principi di progettazione dello spessore delle pareti per garantire prestazioni e funzionalità ottimali del pezzo in plastica.
Basato sul principio delle prestazioni meccaniche
Come già detto a proposito dello spessore delle pareti, è fondamentale che sia il guscio che le parti interne abbiano una resistenza sufficiente. La capacità di resistere alla forza di rilascio durante lo stampaggio è un fattore cruciale da considerare. In genere, i pezzi troppo sottili sono soggetti a deformazione al momento dell'espulsione. In genere, l'aumento dello spessore della parete aumenta la resistenza del pezzo (con un aumento della resistenza di circa 33% per ogni 10% di aumento dello spessore della parete). Tuttavia, il superamento di un certo intervallo di spessore della parete può comportare problemi di qualità, come ad esempio segni di lavandino e porosità, diminuendo la resistenza del pezzo e aumentandone il peso.
Di conseguenza, ciò comporta cicli di stampaggio a iniezione più lunghi e costi di materiale più elevati. Affidarsi esclusivamente all'aumento dello spessore delle pareti per rafforzare le parti in plastica non è la soluzione ottimale. È invece consigliabile utilizzare caratteristiche geometriche come nervature, curve, superfici ondulate e rinforzi per aumentare la rigidità.
Nelle situazioni in cui lo spazio e altri fattori non consentono approcci alternativi, la resistenza del pezzo si ottiene prevalentemente attraverso lo spessore della parete appropriato. In questi casi, se la resistenza è un fattore critico, si raccomanda di determinare lo spessore di parete adatto attraverso la simulazione meccanica, rispettando i principi fondamentali della formabilità.
Basato sul principio della stampabilità a iniezione
In realtà, lo spessore della parete è lo spessore della cavità formata dall'anima e dalla cavità. Lo spessore della parete si forma quando la resina fusa riempie la cavità e si raffredda per formare il pezzo.
1) Come scorre la resina fusa durante il processo di riempimento a iniezione?
Nello stampaggio a iniezione, spesso possiamo approssimare il flusso di plastica nella cavità dello stampo come un flusso laminare. Per flusso laminare si intende il movimento regolare e ordinato di strati di liquido adiacenti l'uno all'altro, con una minima miscelazione o turbolenza. Secondo i principi della meccanica dei fluidi, il flusso laminare si verifica quando gli strati di liquido scivolano l'uno rispetto all'altro sotto l'influenza dello sforzo di taglio. Lo sforzo di taglio è la forza che induce il materiale a deformarsi e a scivolare lungo un piano parallelo alla forza agente, noto anche come sforzo tangenziale. È importante notare che, sebbene il flusso laminare sia un'approssimazione comune, in alcuni casi, come quando si ha a che fare con portate elevate o geometrie complesse, il comportamento del flusso può deviare dal flusso laminare e presentare caratteristiche turbolente.

Durante il processo di stampaggio a iniezione, quando la resina fusa fluisce nella cavità dello stampo, entra in contatto con le pareti del canale o della cavità dello stampo. Lo strato di resina fusa adiacente alla parete del canale o della cavità dello stampo si raffredda e inizia a solidificarsi. Questa solidificazione crea una resistenza per attrito con lo strato di resina liquida adiacente. Di conseguenza, lo strato centrale della resina fusa, essendo il più lontano dalle pareti in fase di solidificazione, presenta generalmente la velocità più elevata. La velocità degli strati vicini alla parete del canale o della cavità dello stampo diminuisce gradualmente a causa della resistenza di attrito e del processo di solidificazione. Questa distribuzione della velocità lungo il fronte di flusso è comunemente osservata nello stampaggio a iniezione e contribuisce al comportamento generale del flusso della resina fusa durante la fase di riempimento.
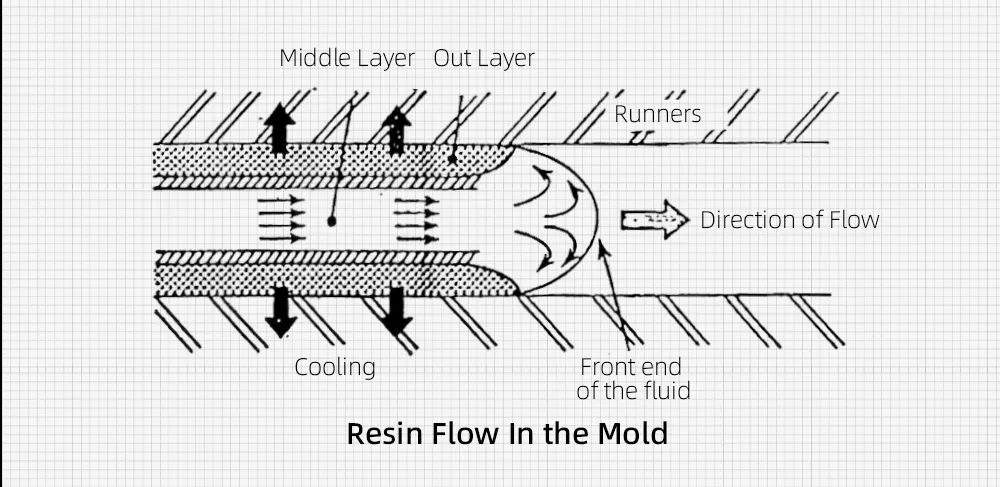
Come illustrato nella figura, lo strato centrale è lo strato di flusso, mentre lo strato esterno è lo strato di polimerizzazione. Lo strato di polimerizzazione si ispessisce gradualmente quando la resina fusa si raffredda e si solidifica nel tempo. L'ispessimento dello strato di polimerizzazione riduce l'area della sezione trasversale disponibile per lo strato di flusso, rendendo più difficile il riempimento della cavità dello stampo.
Per compensare efficacemente questa situazione, è necessario aumentare la pressione di iniezione per spingere la resina fusa nella cavità dello stampo e completare il processo di riempimento.
Di conseguenza, lo spessore delle pareti dei pezzi stampati a iniezione influisce in modo significativo sulle fasi di flusso e riempimento del processo di iniezione. È fondamentale garantire che lo spessore della parete non sia troppo ridotto, in quanto può ostacolare il flusso e il riempimento della resina fusa. Pertanto, un adeguato spessore delle pareti è essenziale per il successo dello stampaggio a iniezione e la corretta formazione dei pezzi.
(2) Anche la viscosità della massa plastica ha un impatto significativo sulla fluidità.
Quando su un fluido si esercitano forze esterne, come lo sforzo di taglio, gli strati del fluido subiscono un movimento relativo che porta allo sviluppo di attrito interno, definito viscosità.
Parametri come la viscosità dinamica o il coefficiente di viscosità possono quantificare la viscosità considerando lo sforzo di taglio esercitato sul fluido e la velocità di taglio risultante.
La viscosità della colata è una caratteristica fondamentale che riflette il comportamento di scorrimento della plastica fusa. Misura la resistenza al flusso esibita dalla massa fusa. Una viscosità più elevata corrisponde a una resistenza più eccellente, rendendo il flusso più difficile. La viscosità della colata dipende non solo dalla struttura molecolare della plastica, ma anche da fattori quali la temperatura, la pressione, la velocità di taglio e la presenza di additivi. Questi fattori possono influenzare le proprietà di flusso della plastica fusa durante lo stampaggio a iniezione.
Nelle applicazioni pratiche, si usa comunemente l'indice di fusione per caratterizzare la fluidità dei materiali plastici durante la lavorazione. Un valore più alto dell'indice di fusione indica una migliore fluidità della materia plastica, che facilita il flusso e il riempimento della cavità dello stampo. Al contrario, un valore più basso dell'indice di fusione indica una minore fluidità, rendendo il flusso più difficile.
In base ai requisiti di progettazione degli stampi, possiamo classificare la fluidità delle materie plastiche comunemente utilizzate in tre gruppi generali:
Buona fluidità: Plastiche come PA (nylon), PE (polietilene), PS (polistirene), PP (polipropilene), CA (acetato di cellulosa) e poli(4) metil pentene presentano una buona fluidità durante il processo di stampaggio a iniezione.
Media fluidità: Le resine della serie polistirene (come ABS e AS), PMMA (polimetilmetacrilato), POM (poliossimetilene o acetale) e PPO (ossido di polifenilene) presentano caratteristiche di fluidità medie.
Scarsa fluidità: Plastiche come il PC (policarbonato), il PVC rigido (cloruro di polivinile), il PPO (ossido di polifenilene), il PSF (polisulfone), il PASF e le fluoroplastiche presentano una scarsa fluidità durante la lavorazione.
Queste classificazioni forniscono una linea guida generale per la selezione di materie plastiche con caratteristiche di fluidità adeguate in base alla complessità e ai requisiti dei pezzi stampati a iniezione.
| Resina | Spessore minimo della parete | Spessore della parete consigliato per i piccoli prodotti in plastica | Spessore della parete consigliato per i prodotti di plastica medi | Spessore della parete consigliato per i prodotti in plastica di grandi dimensioni |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| CE | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| FPF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
Lo spessore delle pareti delle parti in plastica può essere scelto in base ai diversi materiali e alle dimensioni del fattore di forma del prodotto. La gamma è generalmente compresa tra 0,6 e 6,0 mm e lo spessore comune è generalmente compreso tra 1,5 e 3,0 mm. Di seguito sono riportati i valori di spessore delle pareti raccomandati per i diversi materiali: (Lo spessore delle pareti delle parti interne portanti può essere aumentato in base alla tabella seguente)
3) Calcolo dello spessore della parete mediante il rapporto tra percorso e spessore del flusso
Il rapporto di flusso (L/T) della plastica si riferisce al rapporto tra la lunghezza del percorso del flusso (L) e lo spessore della parete (T). Rappresenta la relazione tra la distanza del flusso e lo spessore della parete nello stampaggio a iniezione della plastica.
Un rapporto L/T maggiore indica che la colata plastica fluirà più a lungo all'interno della cavità dello stampo per un determinato spessore della parete. Al contrario, per un determinato percorso di flusso desiderato, un rapporto L/T maggiore consente uno spessore di parete inferiore. Pertanto, il rapporto L/T della plastica influisce direttamente sul numero e sulla distribuzione dei punti di iniezione nei prodotti in plastica e sullo spessore di parete ottenibile.
Il calcolo del rapporto L/T è influenzato da diversi fattori, tra cui la temperatura del materiale, la temperatura dello stampo, la finitura superficiale e altre condizioni. Il valore fornito è un intervallo approssimativo e può variare a seconda delle circostanze specifiche. Pur essendo un valore di riferimento pratico, i calcoli precisi possono risultare difficili a causa della complessità e della variabilità dei processi di stampaggio a iniezione. Si consiglia di considerare questi fattori e di rivolgersi a professionisti esperti per determinare con precisione lo spessore della parete in casi specifici.
| Resina | Rapporto L/T |
|---|---|
| LDPE | 270 |
| HDPE | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Inizio calcolo
Ad esempio, se abbiamo un pezzo di plastica in materiale PC con uno spessore della parete del prodotto di 2 mm, una distanza di riempimento del prodotto di 200 mm, una lunghezza del canale di scorrimento di 100 mm e un diametro del canale di scorrimento di 5 mm, possiamo calcolare il rapporto L/T.
L/T (totale) = L1/T1 (canale di colata) + L2/T2 (canale di scorrimento) + L3/T3 (prodotto) = 100/5 + 200/2 = 120.

In questo caso, il rapporto L/T calcolato è di 120, che supera il valore di riferimento di 90 per il materiale PC. Ciò indica che il processo di stampaggio a iniezione può incontrare difficoltà nel raggiungere un riempimento corretto. Per risolvere questo problema, potrebbe essere necessario aumentare la velocità e la pressione di iniezione o valutare l'utilizzo di attrezzature specializzate per lo stampaggio a iniezione ad alte prestazioni.
Per migliorare modellabilità, Si può ridurre la distanza di riempimento del prodotto cambiando la posizione del cancello o utilizzando più cancelli. Ad esempio, se la distanza di riempimento del prodotto viene ridotta a 100 mm, il nuovo rapporto L/T diventa 70, inferiore al valore di riferimento. In questo modo il processo di stampaggio a iniezione risulterebbe più semplice.
In alternativa, anche la regolazione dello spessore della parete del prodotto può avere un impatto sul rapporto L/T. Se cambiamo lo spessore della parete a 3 mm, il nuovo rapporto L/T sarà di 87, più vicino al valore di riferimento, indicando che possiamo eseguire con successo il processo di stampaggio a iniezione.
Basato sul principio dell'apparenza
Lo spessore della parete influisce sull'aspetto dei pezzi, in particolare come segue.
(1) spessore della parete non uniforme: segno di affondamento, deviazione, ecc.
(2) Lo spessore della parete è eccessivo: segno di lavandino, vuoto, ecc.
(3) Lo spessore della parete è troppo piccolo: breve ripresa, segni di espulsione, deviazione, ecc.
Tuttavia, molti progettisti di strutture di prodotto scoprono i difetti solo dopo la prova dello stampo. A quel punto, di solito si affidano alla fabbrica dello stampo per risolvere i problemi regolando i parametri di iniezione durante il processo di stampaggio. Sebbene questo approccio possa essere relativamente veloce ed economico, solo a volte è garantito che sia efficace. Pertanto, è fondamentale condurre un'analisi approfondita del Design for Manufacturability (DFM) prima della fase di progettazione. Circa 70% dei difetti di stampaggio a iniezione si verificano durante le fasi di progettazione della struttura e dello stampo. Eseguendo un'analisi DFM approfondita in una fase iniziale, possiamo identificare e affrontare i potenziali problemi in modo proattivo, migliorando i risultati di produzione e riducendo al minimo la necessità di modifiche dopo la fase di prova.
Sulla base dei principi di costo
Tra le varie fasi del processo di stampaggio a iniezione, il tempo di raffreddamento è in genere il fattore più lungo e più critico che influisce sul ciclo di stampaggio complessivo di un prodotto.
Dopo aver iniettato la plastica fusa nella cavità dello stampo, è necessario prevedere un tempo adeguato per il raffreddamento e la solidificazione prima di poter aprire lo stampo ed espellere il pezzo. Il tempo di raffreddamento è influenzato dalle proprietà del materiale, dalla geometria del pezzo, dallo spessore della parete, dal design dello stampo e dall'efficienza del sistema di raffreddamento.
Aumentare lo spessore della parete del pezzo oltre i requisiti necessari può comportare tempi di raffreddamento più lunghi. Questo tempo di raffreddamento prolungato può avere un impatto significativo sul ciclo di stampaggio, riducendo la produttività e aumentando i costi per pezzo. I produttori mirano a ottimizzare il tempo di raffreddamento tenendo conto della qualità desiderata del pezzo, del tempo di ciclo e dell'efficienza produttiva.
Progettisti e ingegneri devono bilanciare la funzionalità del pezzo, l'integrità strutturale e i requisiti di raffreddamento per ridurre al minimo il tempo di raffreddamento, garantendo al contempo la qualità desiderata del prodotto finale. Questa ottimizzazione può contribuire a migliorare la produttività e l'economicità del processo di stampaggio a iniezione.
In sintesi
I principi di progettazione dello spessore delle pareti dei pezzi stampati a iniezione sopra descritti sono illustrati in dettaglio sotto quattro aspetti: proprietà meccaniche, stampabilità a iniezione, aspetto e costi. In sintesi, l'obiettivo è progettare lo spessore della parete per soddisfare le proprietà meccaniche richieste, ottimizzare le prestazioni di lavorazione riducendo al minimo lo spessore, garantire l'uniformità dove possibile e incorporare transizioni morbide e graduali dove necessario.











