

A espessura da parede de um produto de plástico é uma caraterística estrutural crítica frequentemente discutida e considerada na conceção de estruturas de produtos de plástico. Representa o valor da espessura entre as paredes exterior e interior de uma peça de plástico. A espessura da parede é o parâmetro básico que determina a espessura total do produto e é frequentemente especificada durante o processo de conceção estrutural.
A compreensão do significado das características da espessura da parede é crucial na conceção estrutural dos produtos de plástico durante a conceção do molde e o processo de moldagem por injeção, uma vez que desempenha um papel importante na produção de artigos de plástico utilizando o método de moldagem por injeção amplamente utilizado.
A parede exterior da peça em concha funciona como a pele exterior, enquanto a parede interior funciona como o esqueleto estrutural. Podemos aplicar um tratamento de superfície à parede exterior para obter diferentes efeitos de aparência. Outras estruturas dentro da peça, como tendões, parafusos e fivelas, são ligadas para criar resistência e podem ser preenchidas durante a moldagem por injeção. Sem requisitos especiais como a dissipação de calor ou a montagem, as paredes interior e exterior são normalmente concebidas como um todo unificado para proporcionar resistência suficiente e proteger as peças internas.
Para as partes internas, que muitas vezes servem como rolamentos ou suportes de ligação, existem menos requisitos rigorosos para as paredes interiores e exteriores. Com base na situação específica da parede interior ou exterior, podemos criar estruturas como reforços, parafusos ou fivelas. No entanto, para facilitar a produção e o fabrico, a parede exterior é geralmente concebida para ser o mais simples possível. Se necessário, podemos adaptar-nos à ângulo de inclinação da cavidade e do núcleo ou implementar concepções como pinos ejectores na cavidade ou fivelas no núcleo.
Tanto nas peças de revestimento como nas peças internas, a espessura da parede desempenha um papel crucial no fornecimento de uma superfície de ejeção para os pinos ejectores, garantindo uma ejeção suave da peça do molde.
Princípios de conceção da espessura da parede dos produtos de plástico
Na conceção estrutural de peças de plástico, a espessura da parede é um parâmetro crítico que serve de base à conceção. Outras estruturas são criadas com base na espessura de parede escolhida. A espessura da parede afecta significativamente as propriedades mecânicas, a formabilidade, o aspeto e o custo das peças de plástico. Por conseguinte, a espessura da parede deve ser cuidadosamente considerada e concebida de acordo com estes factores.
Relativamente ao significado da espessura da parede, é referido que esta deve ter um valor específico. Se houver apenas um valor, isso indica uma espessura de parede uniforme em toda a peça. No entanto, se houver vários valores, isso sugere que a espessura da parede não é uniforme e que diferentes secções da peça têm espessuras diferentes. Devemos esforçar-nos por compreender os princípios da conceção da espessura da parede para garantir o desempenho e a funcionalidade ideais da peça de plástico.
Com base no princípio do desempenho mecânico
Tal como referido anteriormente relativamente à espessura da parede, é crucial que tanto o invólucro como as peças internas possuam resistência suficiente. A capacidade de suportar a força de libertação durante a moldagem é um fator crucial a considerar. Tipicamente, as peças excessivamente finas são propensas a deformação aquando da ejeção. Geralmente, o aumento da espessura da parede aumenta a resistência da peça (com um aumento de resistência de aproximadamente 33% por cada aumento de 10% na espessura da parede). No entanto, exceder um determinado intervalo de espessura de parede pode resultar em problemas de qualidade como marcas de afundamento e porosidade, diminuindo a resistência da peça e aumentando o seu peso.
Consequentemente, isto leva a ciclos de moldagem por injeção mais longos e a custos de material mais elevados. Confiar apenas no aumento da espessura da parede para reforçar as peças de plástico não é a solução mais adequada. Em vez disso, é aconselhável utilizar características geométricas como nervuras, curvas, superfícies onduladas e reforços para aumentar a rigidez.
Em situações em que o espaço e outros factores não permitem abordagens alternativas, a resistência da peça é predominantemente obtida através da espessura adequada da parede. Nestes casos, se a resistência for um fator crítico, recomenda-se a determinação da espessura de parede adequada através de simulação mecânica, respeitando os princípios fundamentais da conformabilidade.
Com base no princípio da moldabilidade por injeção
De facto, a espessura da parede é a espessura da cavidade formada pelo núcleo e pela cavidade. A espessura da parede é formada quando a resina fundida preenche a cavidade e arrefece para formar a peça.
1) Como é que a resina fundida flui durante o processo de enchimento por injeção?
Na moldagem por injeção, podemos frequentemente aproximar o fluxo de plástico na cavidade do molde como fluxo laminar. O fluxo laminar refere-se ao movimento suave e ordenado de camadas de líquido adjacentes umas às outras, com um mínimo de mistura ou turbulência. De acordo com os princípios da mecânica dos fluidos, o fluxo laminar ocorre quando as camadas de líquido deslizam umas em relação às outras sob a influência da tensão de cisalhamento. A tensão de cisalhamento é a força que faz com que o material se deforme e deslize ao longo de um plano paralelo à força atuante, que também é conhecida como tensão tangencial. É importante notar que, embora o fluxo laminar seja uma aproximação comum, em certos casos, como quando se lida com taxas de fluxo elevadas ou geometrias complexas, o comportamento do fluxo pode desviar-se do fluxo laminar e apresentar características turbulentas.

Durante o processo de moldagem por injeção, quando a resina fundida flui para a cavidade do molde, entra em contacto com as paredes do canal ou da cavidade do molde. A camada de resina fundida adjacente à parede do canal ou à parede da cavidade do molde sofre um arrefecimento e começa a solidificar. Esta solidificação cria uma resistência ao atrito com a camada de resina líquida adjacente. Consequentemente, a camada intermédia da resina fundida, estando mais afastada das paredes de solidificação, apresenta geralmente a velocidade mais elevada. A velocidade das camadas próximas da parede do canal ou da parede da cavidade do molde diminui gradualmente devido à resistência à fricção e ao processo de solidificação. Esta distribuição de velocidades ao longo da frente de fluxo é normalmente observada na moldagem por injeção e contribui para o comportamento geral do fluxo da resina fundida durante a fase de enchimento.
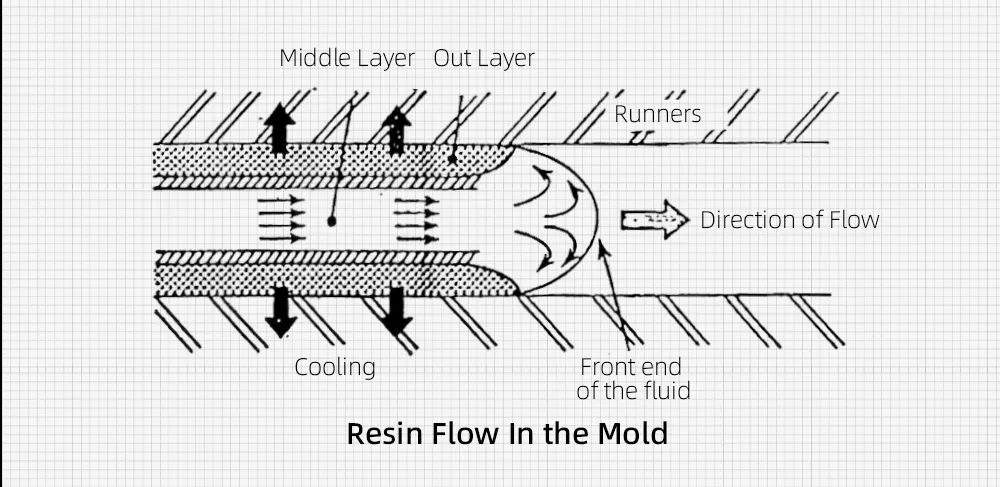
Conforme ilustrado na figura mencionada, a camada intermédia é a camada de fluxo, enquanto a camada exterior é a camada de cura. A camada de cura engrossa gradualmente à medida que a resina fundida arrefece e solidifica ao longo do tempo. Este espessamento da camada de cura reduz a área da secção transversal disponível para a camada de fluxo, tornando mais difícil o preenchimento da cavidade do molde.
Para compensar eficazmente este facto, é necessário aumentar a pressão de injeção para empurrar a resina fundida para a cavidade do molde e completar o processo de enchimento.
Consequentemente, a espessura da parede das peças moldadas por injeção tem um impacto significativo nas fases de fluxo e enchimento do processo de injeção. É crucial garantir que a espessura da parede não é demasiado pequena, uma vez que pode impedir o fluxo e o enchimento da resina fundida. Por conseguinte, uma espessura de parede adequada é essencial para uma moldagem por injeção bem sucedida e para a formação adequada das peças.
(2) A viscosidade da massa plástica fundida tem também um impacto significativo na fluidez
Quando forças externas, como a tensão de cisalhamento, são exercidas sobre um fluido, as camadas do fluido sofrem um movimento relativo, levando ao desenvolvimento de atrito interno, que é referido como viscosidade.
Parâmetros como a viscosidade dinâmica ou o coeficiente de viscosidade podem quantificar a viscosidade considerando a tensão de cisalhamento exercida sobre o fluido e a taxa de cisalhamento resultante.
A viscosidade da massa fundida é uma caraterística crucial que reflecte o comportamento de fluxo do plástico fundido. Mede a resistência ao fluxo exibida pela massa fundida. Uma viscosidade mais elevada corresponde a uma resistência mais excelente, tornando o fluxo mais difícil. A viscosidade da massa fundida depende não só da estrutura molecular do plástico, mas também de factores como a temperatura, a pressão, a taxa de cisalhamento e a presença de aditivos. Estes factores podem influenciar as propriedades de fluxo do plástico fundido durante a moldagem por injeção.
Em aplicações práticas, é comum utilizarmos o índice de fusão para caraterizar a fluidez dos materiais plásticos durante o processamento. Um valor mais elevado do índice de fusão indica uma melhor fluidez do material plástico, facilitando o seu escoamento e o preenchimento da cavidade do molde. Por outro lado, um valor mais baixo do índice de fusão sugere uma menor fluidez, tornando o fluxo mais difícil.
Com base nos requisitos de conceção do molde, podemos classificar a fluidez dos plásticos normalmente utilizados em três grupos gerais:
Boa fluidez: Plásticos como o PA (nylon), PE (polietileno), PS (poliestireno), PP (polipropileno), CA (acetato de celulose) e poli(4) metil penteno apresentam uma boa fluidez durante o processo de moldagem por injeção.
Fluidez média: As resinas da série do poliestireno (como o ABS e o AS), o PMMA (polimetacrilato de metilo), o POM (polioximetileno ou acetal) e o PPO (óxido de polifenileno) possuem características de fluidez média.
Fraca fluidez: Os plásticos como o PC (policarbonato), o PVC rígido (cloreto de polivinilo), o PPO (óxido de polifenileno), o PSF (polissulfona), o PASF e os fluoroplásticos apresentam uma fraca fluidez durante o processamento.
Estas categorizações fornecem uma orientação geral para a seleção de plásticos com características de fluidez adequadas, com base na complexidade e nos requisitos das peças moldadas por injeção.
| Resina | Espessura mínima da parede | Espessura de parede recomendada para pequenos produtos de plástico | Espessura de parede recomendada para produtos plásticos médios | Espessura de parede recomendada para produtos de plástico de grandes dimensões |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| CE | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
A espessura da parede das peças de plástico pode ser selecionada de acordo com os diferentes materiais e o tamanho do fator de forma do produto. O intervalo é geralmente de 0,6 ~ 6,0 mm, e a espessura comum é geralmente entre 1,5 ~ e 3,0 mm. Seguem-se os valores de espessura de parede recomendados para diferentes materiais: (A espessura de parede das peças internas de suporte de carga pode ser aumentada com base na tabela seguinte)
3) Cálculo da espessura da parede através da relação entre o percurso do fluxo e a espessura
O rácio de fluxo (L/T) do plástico refere-se ao rácio entre o comprimento do percurso do fluxo (L) e a espessura da parede (T). Representa a relação entre a distância do fluxo e a espessura da parede na moldagem por injeção de plástico.
Um rácio L/T maior indica que o plástico fundido irá fluir mais dentro da cavidade do molde para uma determinada espessura de parede. Por outro lado, para um determinado percurso de fluxo desejado, um rácio L/T maior permite uma espessura de parede menor. Por conseguinte, o rácio L/T do plástico tem um impacto direto no número e na distribuição dos pontos de injeção nos produtos de plástico e na espessura da parede que é possível obter.
Vários factores, incluindo a temperatura do material, a temperatura do molde, o acabamento da superfície e outras condições, influenciam o cálculo da relação L/T. O valor fornecido é um intervalo aproximado e pode variar dependendo de circunstâncias específicas. Embora sirva como um valor de referência prático, os cálculos precisos podem ser difíceis devido à complexidade e variabilidade dos processos de moldagem por injeção. É aconselhável ter em conta estes factores e procurar orientação junto de profissionais experientes para determinar com precisão a espessura da parede em casos específicos.
| Resina | Rácio L/T |
|---|---|
| PEBD | 270 |
| PEAD | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Início do cálculo
Por exemplo, se tivermos uma peça de plástico feita de material PC com uma espessura de parede do produto de 2 mm, uma distância de enchimento do produto de 200 mm, um comprimento de corrediça de 100 mm e um diâmetro de corrediça de 5 mm, podemos calcular o rácio L/T.
L/T (total) = L1/T1 (canal de entrada) + L2/T2 (canal de saída) + L3/T3 (produto) = 100/5 + 200/2 = 120.

Neste caso, o rácio L/T calculado é de 120, o que excede o valor de referência de 90 para o material PC. Isto indica que o processo de moldagem por injeção pode ter dificuldades em conseguir um enchimento adequado. Para resolver este problema, poderá ser necessário aumentar a taxa e a pressão de injeção ou explorar a utilização de equipamento especializado de moldagem por injeção de alto desempenho.
Para melhorar moldabilidade, Se a distância de enchimento do produto for reduzida para 100 mm, é possível reduzir a distância de enchimento do produto alterando a posição da porta ou utilizando várias portas. Por exemplo, se a distância de enchimento do produto for reduzida para 100 mm, o novo rácio L/T passa a ser 70, inferior ao valor de referência. Isto facilitaria o processo de moldagem por injeção.
Em alternativa, o ajuste da espessura da parede do produto também pode ter impacto no rácio L/T. Se alterarmos a espessura da parede para 3 mm, a nova relação L/T será de 87, mais próxima do valor de referência, indicando que podemos executar com êxito o processo de moldagem por injeção.
Com base no princípio da aparência
A espessura da parede afecta o aspeto das peças, especificamente da seguinte forma.
(1) espessura irregular da parede: Marca de afundamento, deflexão, etc.
(2) a espessura da parede é demasiado grande: marca de afundamento, vazio, etc.
(3) a espessura da parede é demasiado pequena: tiro curto, marcas de ejetor, deflexão, etc.
No entanto, muitos projectistas de estruturas de produtos só descobrem defeitos após o ensaio do molde. Nessa altura, normalmente confiam na fábrica de moldes para resolver os problemas através do ajuste dos parâmetros de injeção durante o processo de moldagem. Embora esta abordagem possa ser relativamente rápida e económica, só por vezes é garantida a sua eficácia. Por conseguinte, é crucial efetuar uma análise exaustiva da conceção para a capacidade de fabrico (DFM) antes da fase de conceção. Aproximadamente 70% dos defeitos de moldagem por injeção ocorrem durante as fases de conceção estrutural e do molde. Ao efetuar uma análise DFM exaustiva numa fase inicial, podemos identificar e resolver potenciais problemas de forma proactiva, conduzindo a melhores resultados de fabrico e minimizando a necessidade de modificações após a fase de teste.
Com base nos princípios de custos
Entre as várias fases do processo de moldagem por injeção, o tempo de arrefecimento é normalmente o fator mais longo e mais crítico que afecta o ciclo global de moldagem de um produto.
Depois de injectarmos o plástico derretido na cavidade do molde, é necessário dar tempo suficiente para o arrefecimento e a solidificação antes de podermos abrir o molde e ejetar a peça. O tempo de arrefecimento é influenciado pelas propriedades do material, geometria da peça, espessura da parede, conceção do molde e eficiência do sistema de arrefecimento.
Aumentar a espessura da parede da peça para além dos requisitos necessários pode resultar em tempos de arrefecimento mais longos. Este tempo de arrefecimento alargado pode ter um impacto significativo no ciclo de moldagem, reduzindo a produtividade e aumentando os custos por peça. Os fabricantes procuram otimizar o tempo de arrefecimento tendo em conta a qualidade desejada da peça, o tempo de ciclo e a eficiência da produção.
Os projectistas e engenheiros precisam de equilibrar a funcionalidade da peça, a integridade estrutural e os requisitos de arrefecimento para minimizar o tempo de arrefecimento e, ao mesmo tempo, garantir a qualidade desejada do produto final. Esta otimização pode ajudar a melhorar a produtividade e a rentabilidade do processo de moldagem por injeção.
Em resumo
Os princípios de conceção da espessura da parede das peças moldadas por injeção acima referidos são detalhados em quatro aspectos: propriedades mecânicas, moldabilidade por injeção, aspeto e custo. Em resumo, o objetivo é conceber a espessura da parede de modo a satisfazer as propriedades mecânicas necessárias, otimizar o desempenho do processamento minimizando a espessura, assegurar a uniformidade sempre que possível e incorporar transições suaves e graduais sempre que necessário.











