

De wanddikte van kunststof producten is een kritisch structureel kenmerk dat vaak wordt besproken en overwogen bij het ontwerp van kunststof productconstructies. Het is de dikte tussen de buiten- en binnenwand van een kunststof onderdeel. De wanddikte is de basisparameter die de totale dikte van het product bepaalt en wordt vaak gespecificeerd tijdens het structurele ontwerpproces.
Inzicht in de betekenis van wanddikte-eigenschappen is cruciaal bij het structurele ontwerp van kunststof producten tijdens het matrijsontwerp en het spuitgietproces, omdat het een belangrijke rol speelt bij de productie van kunststof artikelen met behulp van de veelgebruikte spuitgietmethode.
De buitenwand van het schaaldeel fungeert als buitenhuid, terwijl de binnenwand als structureel skelet fungeert. We kunnen de buitenwand oppervlaktebehandelen om verschillende uitstralingseffecten te bereiken. Andere structuren in het onderdeel, zoals pezen, schroeven en gespen, worden met elkaar verbonden om stevigheid te creëren en kunnen tijdens het spuitgieten worden opgevuld. Zonder speciale vereisten zoals warmteafvoer of assemblage, worden de binnen- en buitenwanden meestal ontworpen als één geheel om voldoende sterkte te bieden en de interne onderdelen te beschermen.
Voor de interne onderdelen, die vaak dienen als lagers of verbindingsbeugels, zijn er minder strenge eisen voor de binnen- en buitenwanden. Op basis van de specifieke situatie van de binnen- of buitenwand kunnen we structuren maken zoals verstevigingen, schroeven of gespen. Maar om de productie te vergemakkelijken, wordt de buitenwand meestal zo eenvoudig mogelijk ontworpen. Indien nodig kunnen we de trekhoek van de holte en de kern of ontwerpen implementeren zoals uitwerppennen in de holte of gespen in de kern.
Bij zowel schaaldelen als interne delen speelt de wanddikte een cruciale rol bij het voorzien van een uitwerpoppervlak voor de uitwerppennen, waardoor het deel soepel uit de matrijs wordt geworpen.
Ontwerpprincipes voor wanddikte van kunststof producten
Bij het constructief ontwerp van kunststof onderdelen is de wanddikte een kritieke parameter die als basis dient voor het ontwerp. Andere structuren worden gecreëerd op basis van de gekozen wanddikte. De wanddikte heeft een grote invloed op de mechanische eigenschappen, vervormbaarheid, het uiterlijk en de kosten van kunststof onderdelen. Daarom moet de wanddikte zorgvuldig worden overwogen en in overeenstemming met deze factoren worden ontworpen.
Over de betekenis van wanddikte wordt gezegd dat deze een specifieke waarde moet hebben. Als er maar één waarde is, duidt dit op een uniforme wanddikte in het hele onderdeel. Als er echter meerdere waarden zijn, suggereert dit dat de wanddikte niet uniform is en dat verschillende delen van het onderdeel verschillende diktes hebben. We moeten ernaar streven de principes van wanddikteontwerp te begrijpen om optimale prestaties en functionaliteit van het kunststof onderdeel te garanderen.
Gebaseerd op het principe van mechanische prestaties
Zoals eerder besproken met betrekking tot de wanddikte, is het cruciaal dat zowel het omhulsel als de interne onderdelen voldoende sterk zijn. Het vermogen om de loslaatkracht tijdens het gieten te weerstaan is een cruciale factor om rekening mee te houden. Te dunne onderdelen zijn gevoelig voor vervorming bij het uitwerpen. Over het algemeen verbetert het vergroten van de wanddikte de sterkte van het onderdeel (met ongeveer 33% sterktestijging voor elke 10% toename in wanddikte). Het overschrijden van een bepaald wanddiktebereik kan echter resulteren in kwaliteitsproblemen zoals zinkvlekken en porositeit, waardoor de sterkte van het onderdeel afneemt en het gewicht toeneemt.
Dit leidt tot langere spuitgietcycli en hogere materiaalkosten. Alleen vertrouwen op een grotere wanddikte voor het versterken van kunststof onderdelen is niet de meest optimale oplossing. In plaats daarvan is het raadzaam om geometrische kenmerken zoals ribben, rondingen, gegolfde oppervlakken en versterkingen te gebruiken om de stijfheid te verbeteren.
In situaties waar ruimte en andere factoren alternatieve benaderingen niet toelaten, wordt de sterkte van het onderdeel voornamelijk bereikt door de juiste wanddikte. In dergelijke gevallen, als sterkte een kritieke overweging is, wordt aanbevolen om de geschikte wanddikte te bepalen door middel van mechanische simulatie, terwijl de fundamentele principes van vervormbaarheid in acht worden genomen.
Gebaseerd op het principe van spuitgietbaarheid
In feite is de wanddikte de dikte van de holte die wordt gevormd door de kern en de holte. De wanddikte wordt gevormd wanneer de gesmolten hars de holte vult en afkoelt om het onderdeel te vormen.
1) Hoe stroomt de gesmolten hars tijdens het spuitgietproces?
Bij spuitgieten kunnen we de stroming van kunststof in de matrijsholte vaak benaderen als laminaire stroming. Laminaire stroming verwijst naar de soepele, ordelijke beweging van lagen vloeistof naast elkaar, met minimale vermenging of turbulentie. Volgens de principes van vloeistofmechanica treedt laminaire stroming op wanneer de lagen vloeistof ten opzichte van elkaar glijden onder invloed van schuifspanning. Schuifspanning is de kracht die ervoor zorgt dat het materiaal vervormt en langs een vlak glijdt dat parallel is aan de optredende kracht, ook wel tangentiële spanning genoemd. Het is belangrijk op te merken dat, hoewel laminaire stroming een gebruikelijke benadering is, in bepaalde gevallen, zoals bij hoge stroomsnelheden of complexe geometrieën, het stromingsgedrag kan afwijken van laminaire stroming en turbulente kenmerken kan vertonen.

Tijdens het spuitgietproces, wanneer de gesmolten hars in de vormholte stroomt, komt het in contact met de runner of de wanden van de vormholte. De laag gesmolten hars naast de runnerwand of vormholtewand koelt af en begint te stollen. Dit stollen creëert wrijvingsweerstand tegen de vloeibare harslaag ernaast. Bijgevolg vertoont de middelste laag gesmolten hars, die het verst van de stollende wanden verwijderd is, over het algemeen de hoogste snelheid. De snelheid van de lagen dichtbij de runnerwand of de wand van de vormholte neemt geleidelijk af door de wrijvingsweerstand en het stolproces. Deze snelheidsverdeling over het vloeifront wordt vaak waargenomen bij spuitgieten en draagt bij aan het algemene stromingsgedrag van de gesmolten hars tijdens het vullen.
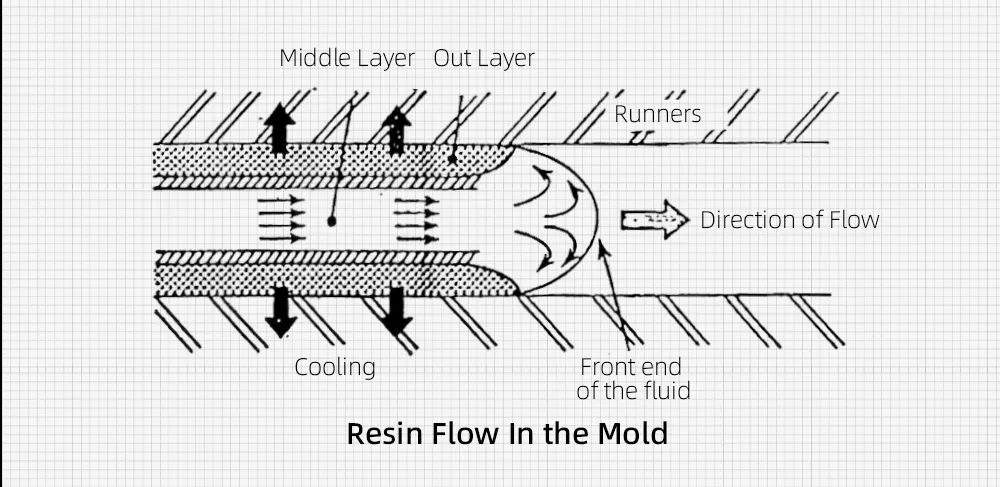
Zoals weergegeven in de genoemde figuur is de middelste laag de vloeilaag, terwijl de buitenste laag de uithardingslaag is. De uithardingslaag wordt geleidelijk dikker als de gesmolten hars afkoelt en na verloop van tijd stolt. Deze verdikking van de uithardingslaag vermindert de beschikbare dwarsdoorsnede voor de vloeilaag, waardoor het een grotere uitdaging wordt om de vormholte te vullen.
Om dit effectief te compenseren, moeten we de injectiedruk verhogen om de gesmolten hars in de vormholte te duwen en het vulproces te voltooien.
Daarom heeft de wanddikte van spuitgietproducten een grote invloed op de stromings- en vulfasen van het spuitgietproces. Het is cruciaal om ervoor te zorgen dat de wanddikte niet te klein is, omdat dit het vloeien en vullen van de gesmolten hars kan belemmeren. Daarom is de juiste wanddikte essentieel voor succesvol spuitgieten en een goede vorming van de spuitgietproducten.
(2) de viscositeit van de plastic smelt heeft ook een aanzienlijke invloed op de vloeibaarheid
Wanneer externe krachten, zoals schuifspanning, op een vloeistof worden uitgeoefend, ondergaan de lagen van de vloeistof relatieve beweging, wat leidt tot de ontwikkeling van interne wrijving, die viscositeit wordt genoemd.
Parameters zoals dynamische viscositeit of viscositeitscoëfficiënt kunnen viscositeit kwantificeren door rekening te houden met de schuifspanning die op de vloeistof wordt uitgeoefend en de resulterende schuifsnelheid.
De smeltviscositeit is een cruciale eigenschap die het vloeigedrag van gesmolten kunststof weergeeft. Het meet de weerstand van de smelt om te vloeien. Een hogere viscositeit komt overeen met meer uitstekende weerstand, waardoor het vloeien moeilijker wordt. De viscositeit van de smelt hangt niet alleen af van de moleculaire structuur van de kunststof, maar ook van factoren zoals temperatuur, druk, afschuifsnelheid en de aanwezigheid van additieven. Deze factoren kunnen de vloei-eigenschappen van de gesmolten kunststof tijdens het spuitgieten beïnvloeden.
In praktische toepassingen gebruiken we gewoonlijk de smeltindex om de vloeibaarheid van kunststof materialen tijdens het verwerken te karakteriseren. Een hogere smeltindex wijst op een betere vloeibaarheid van het kunststofmateriaal, waardoor het gemakkelijker vloeit en de matrijsholte vult. Omgekeerd wijst een lagere smeltindex op een lagere vloeibaarheid, waardoor het vloeien moeilijker wordt.
Op basis van de vereisten voor matrijsontwerp kunnen we de vloeibaarheid van veelgebruikte kunststoffen in drie algemene groepen indelen:
Goede vloeibaarheid: Kunststoffen zoals PA (nylon), PE (polyethyleen), PS (polystyreen), PP (polypropyleen), CA (celluloseacetaat) en poly(4) methylpenteen hebben een goede vloeibaarheid tijdens het spuitgietproces.
Medium vloeibaarheid: Harsen uit de polystyreenreeks (zoals ABS en AS), PMMA (polymethylmethacrylaat), POM (polyoxymethyleen of acetaal) en PPO (polyfenyleenoxide) hebben een gemiddelde vloeibaarheid.
Slechte vloeibaarheid: Kunststoffen zoals PC (polycarbonaat), hard PVC (polyvinylchloride), PPO (polyfenyleenoxide), PSF (polysulfon), PASF en fluorkunststoffen hebben een slechte vloeibaarheid tijdens het verwerken.
Deze categorisaties bieden een algemene richtlijn voor het selecteren van kunststoffen met geschikte vloeibaarheidseigenschappen op basis van de complexiteit en vereisten van de spuitgietonderdelen.
| Hars | Minimale wanddikte | Aanbevolen wanddikte voor kleine kunststof producten | Geadviseerde Muurdikte voor Middelgrote Plastic Producten | Aanbevolen wanddikte voor grote kunststof producten |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| EC | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
De wanddikte van kunststof onderdelen kan worden gekozen op basis van de verschillende materialen en de grootte van de vormfactor van het product. Het bereik is over het algemeen 0,6 ~ 6,0 mm, en de gebruikelijke dikte is over het algemeen tussen 1,5 ~ en 3,0 mm. Hieronder volgen de aanbevolen wanddiktewaarden voor verschillende materialen: (De wanddikte van interne lastdragende onderdelen kan worden verhoogd op basis van de volgende tabel)
3) Berekening van de wanddikte aan de hand van de verhouding tussen stromingstraject en dikte
De vloeiverhouding (L/T) van kunststof verwijst naar de verhouding tussen de lengte van het vloeipad (L) en de wanddikte (T). Het geeft de verhouding weer tussen de vloeiafstand en de wanddikte bij kunststof spuitgieten.
Een grotere L/T-verhouding geeft aan dat de kunststofsmelt bij een bepaalde wanddikte verder in de vormholte vloeit. Omgekeerd maakt een grotere L/T-verhouding voor een gegeven gewenst stromingstraject een kleinere wanddikte mogelijk. Daarom heeft de L/T-verhouding van kunststof een directe invloed op het aantal en de verdeling van injectiepunten in kunststof producten en op de haalbare wanddikte.
Verschillende factoren, zoals materiaaltemperatuur, matrijstemperatuur, oppervlakteafwerking en andere omstandigheden, beïnvloeden de berekening van de L/T-verhouding. De opgegeven waarde is een benadering en kan variëren afhankelijk van specifieke omstandigheden. Hoewel het een praktische referentiewaarde is, kunnen precieze berekeningen een uitdaging vormen door de complexiteit en variabiliteit van spuitgietprocessen. Het is raadzaam om rekening te houden met deze factoren en advies te vragen aan ervaren professionals om de wanddikte in specifieke gevallen nauwkeurig te bepalen.
| Hars | L/T-verhouding |
|---|---|
| LDPE | 270 |
| HDPE | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Begin berekening
Als we bijvoorbeeld een kunststof onderdeel van PC-materiaal hebben met een productwanddikte van 2 mm, een productvulafstand van 200 mm, een looplengte van 100 mm en een looproldiameter van 5 mm, dan kunnen we de L/T-verhouding berekenen.
L/T (totaal) = L1/T1 (sprue) + L2/T2 (runner) + L3/T3 (product) = 100/5 + 200/2 = 120.

In dit geval is de berekende L/T-verhouding 120, wat hoger is dan de referentiewaarde van 90 voor PC-materiaal. Dit geeft aan dat het spuitgietproces problemen kan opleveren bij het vullen. Om dit probleem aan te pakken, moeten we misschien de injectiesnelheid en -druk verhogen of speciale hoogwaardige spuitgietapparatuur gebruiken.
Om kneedbaarheid, Men kan de productvulafstand verkleinen door de poortpositie te veranderen of door meerdere poorten te gebruiken. Als de productvulafstand bijvoorbeeld wordt verkleind tot 100 mm, wordt de nieuwe L/T-verhouding 70, minder dan de referentiewaarde. Dit zou het spuitgietproces vergemakkelijken.
Als alternatief kan het aanpassen van de wanddikte van het product ook invloed hebben op de L/T-verhouding. Als we de wanddikte veranderen in 3 mm, zal de nieuwe L/T-verhouding 87 zijn, dichter bij de referentiewaarde, wat aangeeft dat we het spuitgietproces met succes kunnen uitvoeren.
Gebaseerd op het principe van uiterlijk
De wanddikte beïnvloedt het uiterlijk van de onderdelen als volgt.
(1) ongelijke wanddikte: Zinkmarkering, doorbuiging, enz.
(2) de wanddikte is te groot: zinkmarkering, leegte, enz.
(3) De wanddikte is te klein: kort schot, uitwerpsporendoorbuiging, enz.
Veel ontwerpers van productstructuren ontdekken defecten echter pas na het proefgieten. Op dat moment vertrouwen ze er meestal op dat de matrijsfabriek de problemen aanpakt door de injectieparameters tijdens het spuitgietproces bij te stellen. Hoewel deze aanpak relatief snel en kosteneffectief kan zijn, is het slechts soms gegarandeerd effectief. Daarom is een grondige Design for Manufacturability (DFM) analyse vóór de ontwerpfase cruciaal. Ongeveer 70% van de spuitgietfouten ontstaat tijdens de ontwerpfase van de constructie en de matrijs. Door in een vroeg stadium een grondige DFM-analyse uit te voeren, kunnen we potentiële problemen proactief identificeren en aanpakken. Dit leidt tot betere productieresultaten en minimaliseert de noodzaak voor aanpassingen na de testfase.
Gebaseerd op kostenprincipes
Van de verschillende stappen in het spuitgietproces is de koeltijd meestal de langste en meest kritieke factor die de totale gietcyclus van een product beïnvloedt.
Nadat we de gesmolten kunststof in de matrijsholte hebben gespoten, moeten we zorgen voor voldoende tijd om af te koelen en te stollen voordat we de matrijs kunnen openen en het onderdeel kunnen uitwerpen. De koeltijd wordt beïnvloed door de materiaaleigenschappen, de geometrie van het onderdeel, de wanddikte, het ontwerp van de matrijs en de efficiëntie van het koelsysteem.
Als de wanddikte van het onderdeel groter wordt dan nodig is, kan dat leiden tot langere koeltijden. Deze langere koeltijd kan de gietcyclus aanzienlijk beïnvloeden, waardoor de productiviteit daalt en de kosten per onderdeel stijgen. Fabrikanten proberen de koeltijd te optimaliseren door rekening te houden met de gewenste productkwaliteit, cyclustijd en productie-efficiëntie.
Ontwerpers en ingenieurs moeten de functionaliteit van onderdelen, structurele integriteit en koelvereisten in evenwicht brengen om de koeltijd te minimaliseren en toch de gewenste kwaliteit van het eindproduct te garanderen. Deze optimalisatie kan helpen om de productiviteit en kosteneffectiviteit van het spuitgietproces te verbeteren.
Samengevat
De bovenstaande ontwerpprincipes van de wanddikte van spuitgietonderdelen worden vanuit vier aspecten beschreven: mechanische eigenschappen, spuitgietbaarheid, uiterlijk en kosten. Samengevat is het doel de wanddikte zo te ontwerpen dat deze voldoet aan de vereiste mechanische eigenschappen, de verwerkingsprestaties te optimaliseren door de dikte te minimaliseren, waar mogelijk uniformiteit te garanderen en waar nodig soepele en geleidelijke overgangen te maken.











