

プラスチック製品の肉厚は、プラスチック製品の構造設計において頻繁に議論され、考慮される重要な構造的特徴である。これは、プラスチック部品の外壁と内壁の間の厚みの値を表します。肉厚は製品の全体的な厚みを決定する基本的なパラメータであり、構造設計の過程で指定されることがよくあります。
肉厚特性の重要性を理解することは、金型設計や射出成形工程におけるプラスチック製品の構造設計において極めて重要であり、広く利用されている射出成形法を用いてプラスチック製品を製造する際に重要な役割を果たす。
シェル部分の外壁は外皮として機能し、内壁は構造骨格として機能する。外壁に表面処理を施すことで、さまざまな外観効果を得ることができます。腱、ネジ、バックルなどの部品内の他の構造は、強度を生み出すために接続され、射出成形中に充填することができます。放熱や組み立てのような特別な要件がない場合、内壁と外壁は通常、十分な強度を提供し、内部部品を保護するために、一体化された全体として設計されます。
多くの場合、ベアリングや接続ブラケットとして機能する内部部品については、内壁と外壁に対する厳しい要件はあまりありません。内壁や外壁の具体的な状況に応じて、補強、ネジ、バックルなどの構造を作ることができます。しかし、生産・製造を容易にするため、外壁はできるだけシンプルに設計するのが一般的です。必要に応じて 抜き勾配 あるいは、キャビティにエジェクターピンを入れたり、コアにバックルを入れたりする。
シェル部品でも内部部品でも、肉厚はエジェクターピンの突き出し面を提供し、金型からの部品のスムーズな突き出しを確保する上で重要な役割を果たします。
プラスチック製品の肉厚設計原則
プラスチック部品の構造設計において、肉厚は設計の基礎となる重要なパラメータである。選択された肉厚に基づいて他の構造が作られます。肉厚は、プラスチック部品の機械的特性、成形性、外観、コストに大きく影響します。従って、肉厚はこれらの要素に従って注意深く考慮し、設計する必要があります。
肉厚の意味については、特定の値を持つべきであると述べられている。値が1つしかない場合は、部品全体の肉厚が均一であることを示します。しかし、複数の値がある場合は、肉厚が均一でなく、部品の異なる部分で肉厚が異なることを示唆している。私たちは、プラスチック部品の最適な性能と機能を確保するために、肉厚設計の原則を理解するよう努めなければなりません。
機械的性能の原理に基づく
肉厚に関して前述したように、シェルと内部部品の両方が十分な強度を持つことが極めて重要である。成形時の離型力に耐えられるかどうかは、考慮すべき重要な要素です。一般的に、過度に薄い部品は射出時に変形しやすい。一般に、肉厚を厚くすると部品の強度が向上します(肉厚が10%増加するごとに、強度は約33%増加します)。しかし、一定の肉厚範囲を超えると、次のような品質上の問題が生じる可能性があります。 シンク跡 と空隙が生じ、部品の強度を低下させ、重量を増加させる。
その結果、射出成形のサイクルが長くなり、材料費も高くなる。プラスチック部品の強化を肉厚の増加だけに頼るのは、最適な解決策とは言えません。その代わりに、リブ、カーブ、波形表面、補強材などの幾何学的特徴を採用して剛性を高めることが望ましい。
スペースやその他の要因によって別のアプローチができない状況では、部品の強度は主に適切な肉厚によって達成されます。このような場合、強度を重要視するのであれば、成形性の基本原則を守りながら、機械的シミュレーションによって適切な肉厚を決定することをお勧めします。
射出成形性の原理に基づく
実際には、肉厚はコアとキャビティによって形成されるキャビティの厚さである。溶融樹脂がキャビティに充填され、冷却されて成形されるときに肉厚が形成されます。
1) 射出充填工程での溶融樹脂の流れは?
射出成形では、金型キャビティ内のプラスチックの流れを層流と近似することがよくあります。層流とは、互いに隣接する液体の層が、混合や乱流を最小限に抑えながら、滑らかで整然と移動することを指します。流体力学の原理によれば、層流は、せん断応力の影響下で液体の層が相対的に滑るときに発生します。せん断応力は、作用する力に平行な平面に沿って材料を変形させ、滑らせる力であり、接線応力としても知られています。層流は一般的な近似値ですが、高流量や複雑な形状を扱う場合など、特定のケースでは流れの挙動が層流から逸脱し、乱流特性を示す場合があることに注意することが重要です。

射出成形工程では、溶融樹脂が金型キャビティに流れ込むと、ランナー壁や金型キャビティ壁と接触します。ランナー壁や金型キャビティ壁に隣接する溶融樹脂の層は冷却され、固化し始めます。この固化により、隣接する液状樹脂層に摩擦抵抗が生じます。その結果、溶融樹脂の中間層は、固化壁から最も離れているため、一般に最も高い速度を示します。ランナー壁や金型キャビティ壁に近い層の速度は、摩擦抵抗と凝固プロセスにより徐々に低下します。このようなフローフロント全体の速度分布は射出成形で一般的に観察され、充填段階での溶融樹脂の全体的な流動挙動に寄与しています。
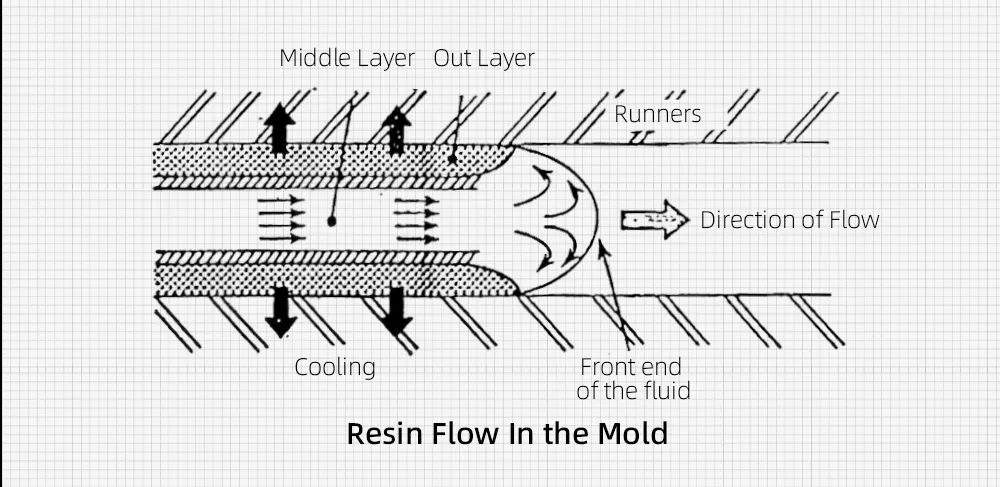
前述の図に描かれているように、中間の層は流動層であり、外側の層は硬化層である。硬化層は、溶融樹脂が時間とともに冷却固化するにつれて徐々に厚くなる。硬化層が厚くなると流動層の断面積が小さくなり、金型キャビティへの充填が難しくなります。
これを効果的に補うには、射出圧力を高めて溶融樹脂を金型キャビティに押し込み、充填工程を完了させる必要がある。
その結果、射出成形部品の肉厚は、射出工程の流動段階と充填段階に大きく影響します。肉厚が小さすぎると、溶融樹脂の流動や充填に支障をきたすことがあるため、肉厚が小さすぎないようにすることが重要です。したがって、射出成形を成功させ、適切な部品を形成するには、適切な肉厚が不可欠です。
(2) プラスチック溶融物の粘度も流動性に大きな影響を与える。
せん断応力のような外力が流体に加わると、流体の層は相対運動を起こし、粘性と呼ばれる内部摩擦が発生する。
動的粘度や粘度係数などのパラメータは、流体に作用するせん断応力とその結果生じるせん断速度を考慮することによって粘度を定量化することができます。
溶融粘度は、溶融プラスチックの流動挙動を反映する重要な特性である。これは、溶融物が示す流動に対する抵抗を測定する。粘度が高いほど優れた抵抗となり、流動がより困難になります。溶融粘度は、プラスチックの分子構造だけでなく、温度、圧力、せん断速度、添加剤の有無などの要因にも依存します。これらの要因は、射出成形時の溶融プラスチックの流動特性に影響を与えます。
実際の用途では、加工中のプラスチック材料の流動性を評価するためにメルトインデックスを使用するのが一般的です。メルトインデックスの値が高いほど、プラスチック材料の流動性が良く、流動しやすく、金型キャビティに充填しやすいことを示します。逆に、メルトインデックスの値が低いほど流動性が低く、流動が難しくなります。
金型設計の要件に基づいて、一般的に使用されるプラスチックの流動性を3つの一般的なグループに分類することができます:
流動性が良い:PA(ナイロン)、PE(ポリエチレン)、PS(ポリスチレン)、PP(ポリプロピレン)、CA(酢酸セルロース)、ポリ(4)メチルペンテンなどのプラスチックは、射出成形時に良好な流動性を示す。
中程度の流動性:ポリスチレン系樹脂(ABSやASなど)、PMMA(ポリメチルメタクリレート)、POM(ポリオキシメチレンまたはアセタール)、PPO(ポリフェニレンオキシド)は中程度の流動性を持つ。
流動性が悪い:PC(ポリカーボネート)、硬質PVC(ポリ塩化ビニル)、PPO(ポリフェニレンオキシド)、PSF(ポリスルホン)、PASF、フッ素樹脂などのプラスチックは、加工時に流動性が悪くなる。
これらの分類は、射出成形部品の複雑さと要求に基づいて、適切な流動特性を持つプラスチックを選択するための一般的なガイドラインを提供します。
| 樹脂 | 最小肉厚 | 小型プラスチック製品の推奨肉厚 | 中型プラスチック製品の推奨肉厚 | 大型プラスチック製品の推奨肉厚 |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| 追記 | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| ヒップス | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| EC | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| パーソナル・ファイル・フォーマット | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
プラスチック部品の肉厚は、異なる材料と製品のフォームファクターのサイズに応じて選択することができます。その範囲は一般的に0.6~6.0mmで、一般的な肉厚は1.5~3.0mmです。以下は、材質別の推奨肉厚値です。(内部耐荷重部品の肉厚は、以下の表に基づいて増やすことができます。)
3) 流路の肉厚比による肉厚計算
プラスチックの流動比(L/T)とは、流路長(L)と肉厚(T)の比を指す。プラスチック射出成形における流動距離と肉厚の関係を表す。
L/T比が大きいほど、所与の肉厚の場合、プラスチック溶融物は金型キャビティ内でさらに流動する。逆に、所定の所望の流路では、L/T比が大きいほど肉厚を小さくすることができます。したがって、プラスチックのL/T比は、プラスチック製品の射出ポイントの数と分布、および達成可能な肉厚に直接影響します。
材料温度、金型温度、表面仕上げ、その他の条件など、さまざまな要因がL/T比の計算に影響する。記載されている値はおおよその範囲であり、特定の状況によって変化する可能性があります。実用的な参考値としては役立ちますが、射出成形の工程は複雑でばらつきがあるため、正確な計算は難しいかもしれません。具体的なケースの肉厚を正確に決定するためには、これらの要因を考慮し、経験豊富な専門家の指導を仰ぐことをお勧めします。
| 樹脂 | L/Tレシオ |
|---|---|
| LDPE | 270 |
| 高密度ポリエチレン | 230 |
| PE | 250 |
| PP | 250 |
| 追記 | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| あいてせんたくせつぞく | 100 |
計算開始
例えば、製品肉厚2mm、製品充填距離200mm、ランナー長さ100mm、ランナー直径5mmのPC素材のプラスチック部品があった場合、L/T比を計算することができる。
L/T(合計)=L1/T1(スプルー)+L2/T2(ランナー)+L3/T3(製品)=100/5+200/2=120。

この場合、計算されたL/T比は120であり、PC材料の基準値90を超えている。これは、射出成形工程で適切な充填を行うことが困難であることを示している。この問題に対処するためには、射出速度や射出圧力を高めるか、高性能の射出成形専用機の利用を検討する必要があるかもしれない。
改善のために 成形性, ゲートの位置を変えたり、複数のゲートを使用することで、製品の充填距離を短くすることができる。例えば、製品充填距離を100mmにすると、L/T比は70となり、基準値より小さくなる。射出成形が容易になる。.
あるいは、製品の肉厚を調整することもL/T比に影響を与える。肉厚を3mmに変更すると、新しいL/T比は87となり、基準値に近づく。
外観の原則に基づく
肉厚は部品の外観に影響し、具体的には以下のようになる。
(1)不均一な肉厚:ヒケ、たわみなど
(2) 肉厚が大きすぎる:ヒケ、ボイドなど。
(3) 肉厚が小さすぎる: ショートショット, イジェクトマークたわみなど
しかし、多くの製品構造設計者は、金型試作後に初めて欠陥を発見する。その時点で、彼らは通常、成形プロセス中の射出パラメータを調整することによって問題に対処するために金型工場に依存しています。この方法は比較的迅速で費用対効果も高いが、効果が保証されるのは時々である。したがって、設計段階の前に徹底的な製造性設計(DFM)分析を行うことが重要である。射出成形の欠陥の約70%は、構造設計と金型設計の段階で発生しています。早い段階で徹底的なDFM解析を行うことで、潜在的な問題を未然に発見し対処することができ、製造結果の改善につながり、試作段階後の修正の必要性を最小限に抑えることができます。
コスト原則に基づく
射出成形工程の様々な段階の中で、冷却時間は一般的に最も長く、製品の成形サイクル全体に影響を与える最も重要な要素である。
金型キャビティに溶融プラスチックを射出した後、金型を開いて部品を取り出すまでに、冷却と固化のための十分な時間を確保する必要があります。冷却時間は、材料特性、部品の形状、肉厚、金型設計、冷却システムの効率に影響されます。
部品の肉厚を必要以上に厚くすると、冷却時間が長くなります。この冷却時間の延長は成形サイクルに大きな影響を与え、生産性を低下させ、部品あたりのコストを増加させます。メーカーは、望ましい部品品質、サイクルタイム、生産効率を考慮して冷却時間を最適化することを目指しています。
設計者やエンジニアは、部品の機能性、構造的完全性、冷却要件のバランスを取り、最終製品の望ましい品質を確保しながら冷却時間を最小限に抑える必要があります。この最適化は、射出成形工程における生産性と費用対効果の向上に役立ちます。
まとめ
以上の射出成形部品の肉厚設計原則を、機械的特性、射出成形性、外観、コストの4つの側面から詳述する。要約すると、必要な機械的特性を満たすように肉厚を設計すること、肉厚を最小にすることで加工性能を最適化すること、可能な限り均一性を確保すること、必要な場合には滑らかで緩やかな移行を取り入れることが目標となります。











