

In ons vorige artikel zijn we diep ingegaan op 'Wat is spuitgieten?'. Vanwege de beperkte ruimte hebben we ons niet gericht op spuitgietmatrijzen. We begrijpen dat spuitgieten en kunststof spuitgietmatrijzen onlosmakelijk met elkaar verbonden zijn. In dit artikel wordt uitgebreid uitgelegd wat een kunststof spuitgietmatrijs is, boordevol waardevolle informatie. Het is ideaal voor nieuwkomers, ontwerpers en branchegenoten.
Als je meer wilt weten over de productiediensten voor spuitgietmatrijzen en hun casestudies, klik dan op 'Diensten voor het maken van spuitgietvormen'. Daar vindt u diensten, offertes en casestudy's van FirstMold.

Wat is een kunststof spuitgietmatrijs?
Definitie van kunststof spuitgietmatrijs
Kunststof spuitgietmatrijzen zijn gereedschappen die gebruikt worden voor spuitgieten, een methode om industriële kunststof producten te maken. We hebben het al eerder gehad over spuitgieten, een proces waarbij kunststof (zoals kunststof korrels of vezels) wordt verhit tot een gesmolten toestand. Deze gesmolten kunststof wordt dan met behulp van een spuitgietmachine in mallen gespoten. Na afkoeling stolt het materiaal in de gewenste vorm en grootte. Simpel gezegd smelt dit proces vaste materialen tot een vloeistof, plaatst ze in een vaste mal en wacht tot ze zijn afgekoeld en gestold voordat ze worden verwijderd.
Over het algemeen is de overgrote meerderheid van producten die massaproductie vereisen (niet beperkt tot plastic voorwerpen) afhankelijk van mallen. Het begin van de industriële ontwikkeling begon met de productie van matrijzen. Daarom worden matrijzen vaak de "moeder van de industrie" genoemd!
Belang van spuitgietmatrijzen in productieprocessen
Het belang van schimmels kan niet worden onderschat.
Ten eerste verbeteren matrijzen zowel de productiviteit als de productkwaliteit aanzienlijk. Vergeleken met handmatige productie kunnen matrijzen grondstoffen snel en nauwkeurig verwerken tot onderdelen of producten met specifieke vormen. Tegelijkertijd kunnen matrijzen productielijnen zowel horizontaal als verticaal uitbreiden, waardoor de productiviteit toeneemt.
Ten tweede speelt de productie van matrijzen een cruciale rol in geautomatiseerde en intelligente productieprocessen. Door matrijzen te maken kunnen de productiekosten effectief worden verlaagd, kan de productie-efficiëntie worden verhoogd en kan het productieproces volledig worden geautomatiseerd.

Spuitgieten en spuitgietmachines
We hebben al gezegd dat voor massaproductie van kunststof producten met behulp van matrijzen de hulp van spuitgietmachines nodig is. Voor wie het niet weet: je kunt een spuitgietmachine gewoon beschouwen als een gereedschap dat plastic grondstoffen in de matrijs spuit. De samenwerking tussen de matrijs en de spuitgietmachine noemen we het spuitgietproces.
Als je meer wilt weten over spuitgietmachines, klik dan op ".Spuitgietmachines" om meer informatie over hen te ontdekken.
Basisprincipes kunststof spuitgietmatrijzen
Soorten spuitgietmatrijzen
Toen we het spuitgieten bespraken, merkten we op dat wat mensen vaak "spuitgieten" noemen, meestal eigenlijk "kunststof spuitgieten" is. De term "kunststof" wordt vaak weggelaten in gesprekken, maar in werkelijkheid omvat spuitgieten verschillende types. Spuitgieten van kunststof is slechts één van deze types.
De relatie tussen "kunststof spuitgietmatrijs" en "spuitgietmatrijs" is vergelijkbaar. In dit artikel richten we ons voornamelijk op onderwerpen met betrekking tot "kunststof spuitgietmatrijs".
Voordat we ons gaan verdiepen in de structuur van matrijzen, is het cruciaal om de soorten spuitgietmatrijzen te begrijpen. Spuitgietmatrijzen kunnen op verschillende manieren worden gecategoriseerd op basis van verschillende criteria.
Op productmateriaal:
- Plastic spuitgietmatrijzen: Standaard spuitgietmatrijzen, waar we het in dit artikel over hebben.
- Metalen spuitgietmatrijzen: Wordt gebruikt voor het spuitgietproces waarmee metalen producten zoals aluminium en zink kunnen worden geproduceerd.
- Siliconen spuitgietmatrijzen: Voor siliconenrubberproducten. Dit type wordt vaak gebruikt in medisch en keukengerei.
Op schimmelmateriaal
- Aluminium Mallen: Lichtgewicht, kosteneffectief en sneller te produceren. Het heeft een kortere levensduur en is ideaal voor de productie van kleine tot middelgrote volumes.
- Stalen mallen: Zeer duurzaam en slijtvast, geschikt voor massaproductie. Stalen mallen kunnen duurder zijn.
- Beryllium koperen mallen: Vaak gebruikt in gebieden van de mal die snelle warmteverwijdering vereisen of in inzetstukken om de koelsnelheid te verbeteren. Berylliumkoper is het duurst.
Op productievolume:
- Prototype mallen: Ook bekend als rapid tooling
- Productiemallen: Ook bekend als productiegereedschap. Het is ontworpen voor massaproductie.
Door hardloopsysteem:
- Hot Runner Mallen: Mallen die een verwarmingsapparaat gebruiken om te voorkomen dat de smelt in de runner stolt.
- Koude mallen: Spuitgietmatrijzen waar de runners stollen en samen met het product worden verwijderd.
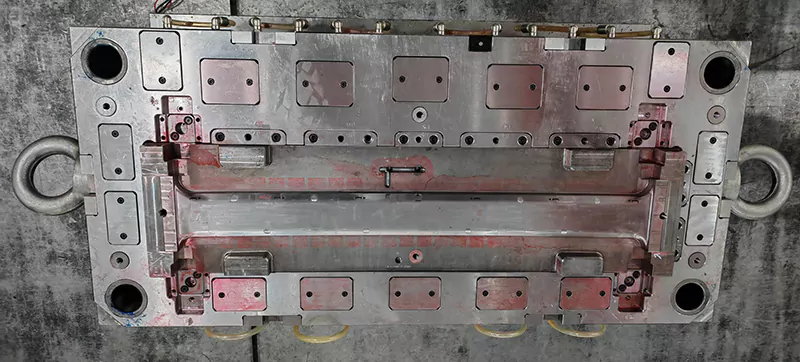
Op aantal gaatjes
- Enkele holte: Produceert één onderdeel per cyclus, dit is afhankelijk van de matrijsontwerp.
- met meerdere holtes: Produceert meerdere onderdelen per cyclus. Net als mallen met één holte komen ze vaker voor en zijn ze afhankelijk van het matrijsontwerp.
Door kernmechanisme:
- Vorm met twee platen: Eenvoudige structuur en eenvoudig onderhoud.
- Vorm met drie platen: Heeft twee scheidingsniveaus, waardoor complexere onderdelen met meerdere poorten mogelijk zijn.
Door speciale functies:
- Familievormen: Produceert een set verschillende onderdelen in dezelfde cyclus, meestal gebruikt voor kleine onderdelen die samen het eindproduct vormen.
- Inzetvorm: Hiermee kunnen metalen onderdelen in kunststof onderdelen worden verwerkt.
- Overmold: Hierbij wordt kunststof over een eerder gevormd onderdeel gegoten, handig voor het maken van multimateriaalproducten zoals tandenborstels met een zachte grip.
- Tweeschots schimmel: Dit is een speciaal type overmold dat ook plastic producten in verschillende materialen maakt, maar in één enkele cyclus.

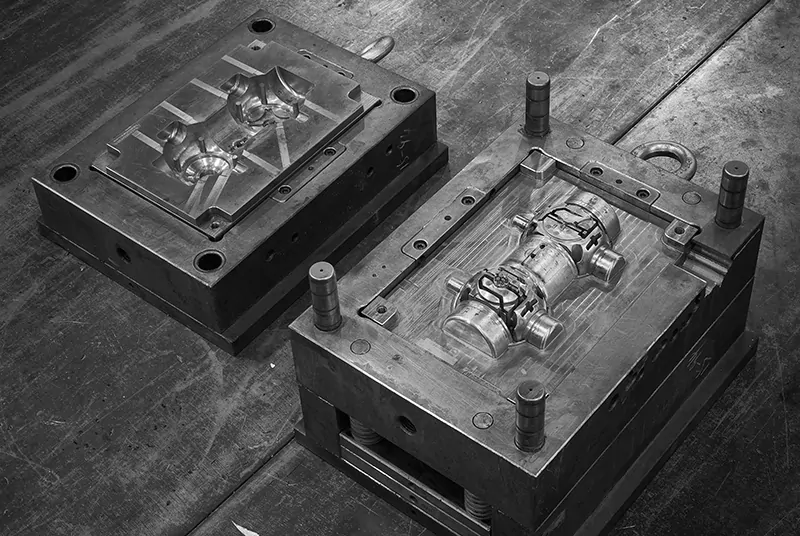
Structuur van spuitgietmatrijzen
Het spuitgietsysteem bestaat uit verschillende kritieke onderdelen die elk een essentiële rol spelen in het spuitgietproces. Hier geven we een overzicht van de basisstructuur van een matrijs, met de nadruk op de complexiteit ervan. We zijn van plan om de functies, structuur en overwegingen van elke matrijscomponent later in detail te introduceren. Voor gevorderde kennis over matrijzen kunnen geïnteresseerde lezers terecht op de "Spuitgietmatrijzen Onderdelen" navigatiepagina. Laten we nu kort de basiselementen van een mal bespreken:
Vormsysteem
De vormdelen vormen de vormholte en omvatten inzetstukken, vormkernen en zijkernen.
Gatesysteem
Het gating systeem is een overgangstraject dat gesmolten kunststof van het spuitstuk van de injectiemachine naar de gesloten matrijsholte leidt. Het omvat de hoofdrunner, subrunners, poorten en koude slakkenputten. Naast cold runnersystemen worden ook hot runnersystemen gebruikt.
Temperatuurregeling
Dit systeem houdt de matrijstemperatuur binnen een optimaal bereik, met koel- en verwarmingsaspecten, hoewel koeling gebruikelijker is. Het heeft koelwaterkanalen, koelputten en berylliumkoper koeling, met water, olie, berylliumkoper en lucht als stuurmedia.
Uitwerp- en retoursysteem
Dit systeem, ook wel het ontvorm- of uitwerpsysteem genoemd, zorgt ervoor dat het kunststof onderdeel veilig en zonder schade uit de matrijs wordt gehaald.
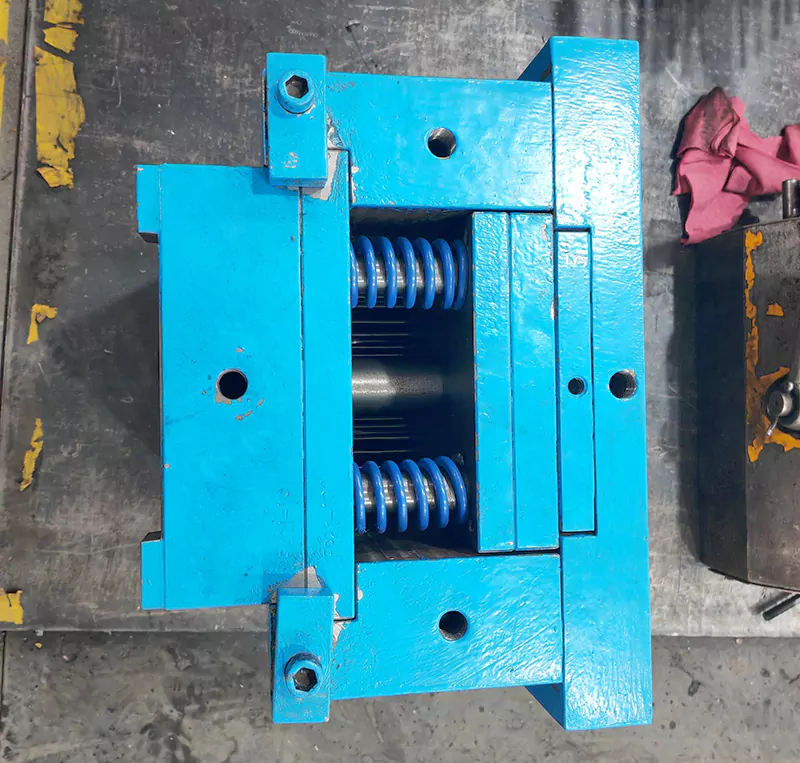
Geleidingssysteem
Dit systeem bevat geleidingsonderdelen. Geleidingsonderdelen bestaan voornamelijk uit geleidepennen en bussen voor matrijsholte en matrijskern, en geleidingssleuven voor geleiders. De positionering bestaat uit vergrendelblokken en conische positioneerstructuren.
Glijsysteem
Voor kunststofonderdelen met zijdelingse uitsteeksels of gaten moeten de sledes (of inzetstukken) getrokken worden voor ze uitgeworpen worden. Dit mechanisme omvat schuifhoekpennen, schuivers, T-sleuven, hydraulische cilinders en veerpositioneringsonderdelen.
Ontluchtingssysteem
Het ontluchtingssysteem drijft lucht uit de matrijsholte wanneer het gesmolten materiaal deze vult en laat lucht binnen tijdens het openen van de matrijs om vacuüm te voorkomen. Ontluchting kan plaatsvinden via ontluchtingsopeningen voor de deellijn, ontluchtingsopeningen voor groeven, ontluchtingsopeningen voor inzetstukken, ontluchtingsopeningen voor staven, ontluchtingspennen, enz.
Workflow voor het maken van spuitgietmatrijzen
Video's die je vaak ziet over het verwerken van schimmels laten meestal technieken zien zoals CNC-bewerkingEDM (Electrical Discharge Machining) en draadsnijden. Het echte werk bestaat echter uit vele nauwgezette stappen voor en na deze processen. Alleen door deze stappen kunnen we ervoor zorgen dat de matrijzen geen spuitgietfouten vertonen tijdens het uiteindelijke gebruik.
Normaal gesproken volgt een matrijzenmakerij deze stappen vanaf de ontvangst van een opdracht om een matrijs te maken tot de levering van het eindproduct:
| Stap | Beschrijving |
| 1 | Matrijsbestellingen en tekeningen ontvangen |
| 2 | Ontwerp voor maakbaarheid (DFM)-beoordeling |
| 3 | Goedkeuring van DFM door klant |
| 4 | Ontwerp van matrijzen beoordelen |
| 5 | Goedkeuring van matrijsontwerp door klant |
| 6 | Matrijsmaterialen bestellen op basis van het matrijsontwerp |
| 7 | Matrijsmaterialen ontvangen in de fabriek |
| 8 | Diep gat boren |
| 9 | CNC programmeren |
| 10 | Draadvonkmachines |
| 11 | Vonkverspaning |
| 12 | Montage van inzetstukken |
| 13 | De mal passen |
| 14 | De mal passen voor deellijn en trekhoek |
| 15 | Vervolgwerk aan de deellijn en trekhoek |
| 16 | Polijsten |
| 17 | Assemblage van mallen |
| 18 | Proef met schimmel |
Materialen gebruikt in spuitgietmatrijzen
Materialen die worden gebruikt bij de productie van matrijzen zijn ongelooflijk gevarieerd en omvatten metalen, kunststoffen, anorganische niet-metalen en paraffine, die elk hun eigen niche vinden op basis van specifieke behoeften en vraag.
Staal is met name het meest gebruikte materiaal bij het maken van matrijzen. Kennis van matrijsmaterialen is essentieel voor matrijsfabrieken. Ontwerpers en nieuwkomers hebben slechts een basiskennis nodig, dus hier geven we een overzicht van enkele veelgebruikte stalen materialen voor het maken van mallen:
Staal
- 45 - Constructiestaal met koolstof van hoge kwaliteit, het meest gebruikte staal met een gemiddeld koolstofgehalte, afgeschrikt en getemperd.
- Q235A (A3 staal) - Het meest gebruikte koolstof constructiestaal.
- 40Cr - Een van de meest gebruikte staalsoorten is gelegeerd constructiestaal.
- HT150 - Grijs gietijzer.
- 35 - Gemeenschappelijk materiaal voor diverse standaardonderdelen en bevestigingsmiddelen.
- 65Mn - Veel gebruikt verenstaal.
- 0H18N9 - Het meest gebruikte roestvrij staal (US staalkwaliteit 304, Japanse staalkwaliteit SUS304).
- Cr12 - Vaak gebruikt koudwerkmatrijzenstaal (Amerikaanse staalkwaliteit D3, Japanse staalkwaliteit SKD1).
- DC53 - Veel gebruikt Japans koudwerkmatrijzenstaal.
- DCCr12MoV - Slijtvast chroomstaal.
- SKD11 - Taai chroomstaal.
- D2 - Koolstofrijk, chroomrijk koudwerkstaal.
- SKD11 (SLD) - Vervormingsbestendig taai hoogchroomstaal.
- DC53 - Hoge taaiheid, hoog chroomstaal.
- SKH-9 - Slijtvast universeel hogesnelheidsstaal met hoge taaiheid.
- ASP-23 - Poeder-metallurgie hogesnelheidsstaal.
- P20 - Over het algemeen gebruikt voor grotere kunststof mallen met matige vereisten.
- 718 - Gebruikt voor grote plastic mallen met een hoge vraag.
- Nak80 - Gebruikt voor hoogglanzende, zeer nauwkeurige plastic mallen.
- S136 - Corrosiebestendig en vereist spiegelpolijsten van plastic mallen.
- H13 - Vaak gebruikt voor gietmallen.
- SKD61 - Hoogwaardige spuitgietmatrijzen.
- 8407 - Hoogwaardige spuitgietmatrijzen.
- FDAC - Zwavel toegevoegd om de bewerkbaarheid te verbeteren.
Aluminium
Aluminiumlegeringen bestaan voornamelijk uit aluminium, waaraan een kleine hoeveelheid andere metalen als legeringselementen is toegevoegd. Dit materiaal wordt verkregen door een reeks bewerkingen en behandelingen.
Veel gebruikte aluminiumlegeringen in matrijzen zijn aluminium-siliciumlegering en aluminium-magnesiumlegering. Een aluminium-siliciumlegering staat bekend om zijn hoge hardheid en goede taaiheid, terwijl een aluminium-magnesiumlegering een hoge sterkte en goede hittebestendigheid heeft. Beide kunnen worden gekozen op basis van verschillende verwerkingsbehoeften. Gietvormen van aluminiumlegeringen worden voornamelijk gebruikt bij spuitgieten, zwaartekrachtgieten en lagedrukgieten en bieden voordelen zoals een hoge vormprecisie en een goede oppervlaktekwaliteit.

Beryllium koper
Berylliumkoper speelt een belangrijke rol bij het maken van matrijzen vanwege zijn unieke eigenschappen:
Hardheid en slijtvastheid van gietvormen verbeteren: Berylliumkoper heeft een hogere hardheid en slijtvastheid dan algemene koperlegeringen. Hierdoor kunnen matrijzen worden gemaakt met kernen en holtes met een hoge hardheid, die gedurende langere perioden zonder schade kunnen worden gebruikt.
Verbeteren van de warmtegeleiding van mallen: De thermische geleidbaarheid van berylliumkoper overtreft die van standaard koperlegeringen, waardoor het een effectief materiaal is voor matrijsverwarmers. Het verhoogt de efficiëntie van matrijsverwarming en verbetert de thermische geleidbaarheid van de matrijs. Dit leidt tot een gelijkmatigere verwarming van het product, waardoor de productie-efficiëntie toeneemt.
Precisie en stabiliteit van matrijzen verhogen: Berylliumkoper kan worden gebruikt voor de productie van matrijsgeleidingsposten en matrijsplaten met hoge sterkte en hoge hardheid. Dit verbetert de stabiliteit en precisie van de matrijs en garandeert de kwaliteit van het product.
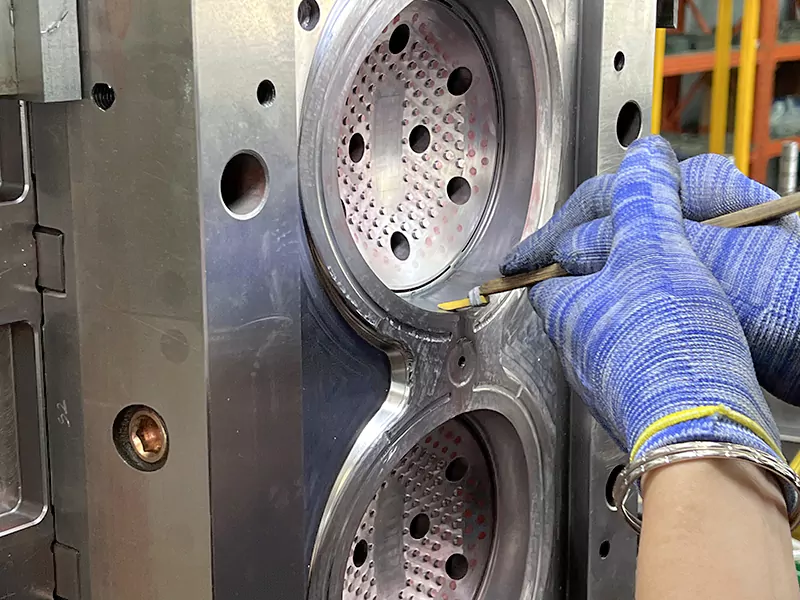
Vormen passen en polijsten
Na de verwerking van de matrijs zijn twee onmisbare stappen het polijsten van de matrijs en het passen van de matrijs.
Het polijsten van mallen dient twee doelen. Ten eerste verbetert het de gladheid van de mal, zodat de geproduceerde producten een schoon, aantrekkelijk en esthetisch aantrekkelijk oppervlak hebben. Ten tweede vergemakkelijkt het het ontvormen, omdat het voorkomt dat plastic aan de mal blijft kleven. Het proces bestaat meestal uit het gebruik van oliestenen, schuurpapier en polijstmiddelen om het oppervlak van de vormholte te schuren, met als doel een spiegelende afwerking.
Het passen van de mal, meestal met een specifieke pasmachine, controleert de precisieafstemming tussen de malkern en de malholte.

Soms worden het polijsten van de mal en het passen van de mal afgewisseld totdat de uiteindelijke mal is geproduceerd.
Deze aanpak garandeert zowel de esthetische kwaliteit van het product als de efficiëntie van het spuitgietproces.
Schimmelbescherming, onderhoud en reparatie
Het beschermen van matrijzen is cruciaal vanwege hun specificiteit, precisie en kwetsbaarheid. Dit is vooral belangrijk voor matrijsfabrikanten en ook voor klanten die matrijzen kopen voor spuitgieten in hun eigen fabrieken. De beschermingsmaatregelen kunnen als volgt worden samengevat:
Roest voorkomen: Om roest veroorzaakt door waterlekkage, condensatie, blootstelling aan regen of vingerafdrukken op de spuitgietmatrijzen te voorkomen.
Crashes voorkomen: Om schade te voorkomen door gebroken uitwerppennen of pennen die niet goed intrekken.
Bramen verwijderen: Om bramen te voorkomen die veroorzaakt worden door onjuiste reiniging, materiaalponsen, handmatig afvegen, contact met een schroeftang of mes.
Ontbrekende onderdelen voorkomen: Om ervoor te zorgen dat er geen schade optreedt door ontbrekende onderdelen zoals stangen of sluitringen tijdens gebruik.
Compressieschade voorkomen: Om schade te voorkomen als de mal sluit terwijl er nog producten in zitten.
Schade door lage druk voorkomen: Om schade door te hoge lagedrukbeveiligingsinstellingen te voorkomen.
Schimmelreparatie
Hoewel we niet in detail zullen treden over schimmelreparatie, is het essentieel om bepaalde principes te volgen vanuit het oogpunt van bescherming tijdens onderhoud:
- Vermijd beschadiging of nat worden van de mal tijdens het demonteren. Verplaats de mal soepel.
- Verwarm de mal voordat je een kleine hoeveelheid lossingsmiddel spuit.
- Voer een uitgebreide inspectie uit en pas roestpreventiemaatregelen toe. Droog holtes, kernen, uitwerpmechanismen en geleiderails zorgvuldig af en verwijder puin. Spuit vervolgens met een middel tegen schimmelroest en breng vet aan.
Schimmel Onderhoud
Tijdens continu gebruik hebben matrijzen onderhoud nodig door slijtage van onderdelen, afbraak van smeermiddelen, waterlekkage en compressieschade door plastic materialen.
Schimmelonderhoud wordt over het algemeen onderverdeeld in dagelijks onderhoud en stilstandonderhoud.
Dagelijks onderhoud omvat:
- Regelmatige roestverwijdering (malbasis, deellijnoppervlakken, holtes, kernen enz.).
- Regelmatig smeermiddelen aanbrengen (uitwerpsysteem, liftersenz.).
- Regelmatig vervangen van slijtagegevoelige onderdelen (stangen, bouten, enz.).
Stilstand Onderhoud vereist professionele technici om de mal uit elkaar te halen en de holtes van de mal, de uitwerppennen, enz. professioneel te testen en te beschermen.
Deze gestructureerde aanpak garandeert de kwaliteit en levensduur van de matrijs en zorgt voor optimale prestaties tijdens het productieproces.
Kunststof Spuitgietmatrijs Geavanceerd
Vormontwerp
Het ontwerp van de mal is de meest kritieke fase in het fabricageproces van de mal en heeft een directe invloed op de kwaliteit van het eindproduct. Deze fase is ook van groot belang voor veel van mijn vrienden. Laten we beginnen met het onderzoeken van de kwalificaties die nodig zijn voor een typische matrijsontwerper bij FirstMold, zoals beschreven in hun functievereisten:
Functieomschrijving:
- Verantwoordelijk voor het ontwerpen van mallen volgens het schema voor nieuwe productontwikkeling.
- Organiseren van en deelnemen aan diverse DFM-beoordelingen (mold design structure reviews).
- Samenwerken om technische en kwaliteitsproblemen op te lossen tijdens het maken en testen van matrijzen.
- Organiseren van en deelnemen aan schimmeltesten om een soepele acceptatie van de schimmel te garanderen.
- Identificeer defecten in producten en mallen en verbeter ze.
Functievereisten:
- Minimaal 5 jaar ervaring in kunststoffen en ontwerp, passie voor matrijsontwerp.
- Vaardig in tekensoftware zoals AutoCAD, UG, CATIA.
- In staat om zelfstandig ontwerpschetsen van kunststof matrijzen te maken.
- Goede communicatie- en coördinatievaardigheden, gehoorzaam aan het management en sterk in uitvoering.
- Verantwoordelijk voor het 3D-ontwerp van mallen voor kunststof onderdelen.
- Verantwoordelijk voor het maken van verwerkingstekeningen.
- Technische problemen die zich voordoen tijdens het productieproces snel begeleiden, behandelen, coördineren en oplossen.
Deze vacature laat goed zien hoe complex het ontwerpen van matrijzen is. Hoe ziet het ontwerpproces van matrijzen eruit?
Belangrijkste proces van professioneel vormontwerp
De klant levert de producttekening → Analyseer het product → Bevestig het type kunststof → Bevestig het matrijsmateriaal → Converteer naar technische tekeningen → Pas krimp toe voor spiegelbeeld → Perfectioneer de assemblagetekening → Bestel matrijsbasis → Bestel matrijskernmateriaal → Demold ontwerp→ 3D matrijssplitsing → Bepaal runner/gate systeem → Ontwerp structuur volgens de lay-out tekening → Demonteer inzetstukken → Corrigeer 3D tekeningen → Produceer technische tekeningen (matrijskern/inzetstukken/matrijsbasis/verdere onderdelen) → Maak BOM → Proeflezen en controle.
Dit proces omvat ook de criteria waarop matrijsontwerpers zich baseren bij het ontwerpen van matrijzen.
Criteria voor matrijsontwerp
De belangrijkste basis zijn de producttekeningen en monsters die door de klant worden aangeleverd. Ontwerpers moeten het product en de monsters grondig analyseren en begrijpen, en alle onderdelen één voor één controleren tijdens het ontwerpproces.
Nauwkeurigheid van afmetingen
Voor kunststof producten die er esthetisch goed moeten uitzien maar waarvan de afmetingen minder nauwkeurig moeten zijn, zoals speelgoed, moeten naast de overgebrachte afmetingen ook andere afmetingen gewoon goed bij elkaar passen.
Bij producten met strenge eisen voor uiterlijk en afmetingen moet je kijken of de ontwerphoeken redelijk zijn, of de productwanden uniform en dik zijn, of het type kunststof geschikt is (door het kiezen van matrijsstaal en het bepalen van krimpsnelheid), oppervlaktevereisten en productkleur. Over het algemeen heeft kleur geen directe invloed op het ontwerp van matrijzen. Voor producten met dikke wanden of een grote buitenkant zijn ongelijke kleuren echter waarschijnlijker; en hoe donkerder de kleur, hoe duidelijker eventuele defecten.
Nabewerking van het product
Als het product oppervlaktebeplating nodig heeft, vooral bij mallen met meerdere caviteiten, moet je overwegen om extra runners in te stellen om producten bij elkaar te houden totdat het platingproces is voltooid en vervolgens te scheiden.
Volume van het product
Het productievolume is een belangrijke basis voor het matrijsontwerp. De klant moet een bereik opgeven om te kunnen beslissen over het aantal caviteiten, de grootte, de materiaalkeuze voor de matrijs en de levensduur.
Specificaties van de spuitgietmachine
Andere vereisten van de klant
Ontwerpers moeten overwegen en controleren of ze aan deze vereisten voldoen.
Voorbeelden van goede en slechte matrijsontwerpen
Goede en slechte matrijsontwerpen kunnen de kwaliteit, productie-efficiëntie en kosten van het eindproduct aanzienlijk beïnvloeden. Hier volgen enkele voorbeelden van goede en slechte matrijsontwerpen:
Goed matrijsontwerp
- Het matrijsontwerp zorgt voor een goede koeling en ventilatie om een gelijkmatige en consistente productkwaliteit te garanderen.
- De mal heeft een eenvoudige, gestroomlijnde vorm waardoor het eindproduct gemakkelijk loslaat.
- Bij het ontwerp van de matrijs wordt rekening gehouden met het type kunststof dat wordt gebruikt en de specificaties van het beoogde product om een goede vulling en minimaal afval te garanderen.
- Het matrijsontwerp bevat functies zoals uitwerppennen en lifters om het eindproduct gemakkelijk te kunnen verwijderen.
- De matrijs is ontworpen met duurzaamheid in het achterhoofd en maakt gebruik van hoogwaardige materialen die bestand zijn tegen de hoge temperaturen en druk bij het spuitgietproces.
Slecht Ontwerp
- Het matrijsontwerp zorgt niet voor voldoende koeling, wat resulteert in ongelijke of kromgetrokken producten.
- Het matrijsontwerp is te complex of bevat onnodige functies, wat leidt tot problemen bij de productvrijgave en hogere productiekosten.
- Het matrijsontwerp houdt geen rekening met het type kunststof dat wordt gebruikt of de specificaties van het beoogde product, wat leidt tot overvulling, ondervulling of andere kwaliteitsproblemen.
- Het matrijsontwerp bevat geen noodzakelijke voorzieningen zoals uitwerppennen of lifters, wat leidt tot problemen bij het verwijderen van het product en langere productietijden.
- De matrijs is ontworpen met materialen van lage kwaliteit die snel beschadigen of slijten, wat leidt tot hogere onderhoudskosten en een lagere productie-efficiëntie.
Als je een matrijsontwerper wilt worden, of als je momenteel een productontwerper bent die betere producten wil maken, raadt FirstMold je aan om onze artikelen over "Matrijsontwerp" te lezen.
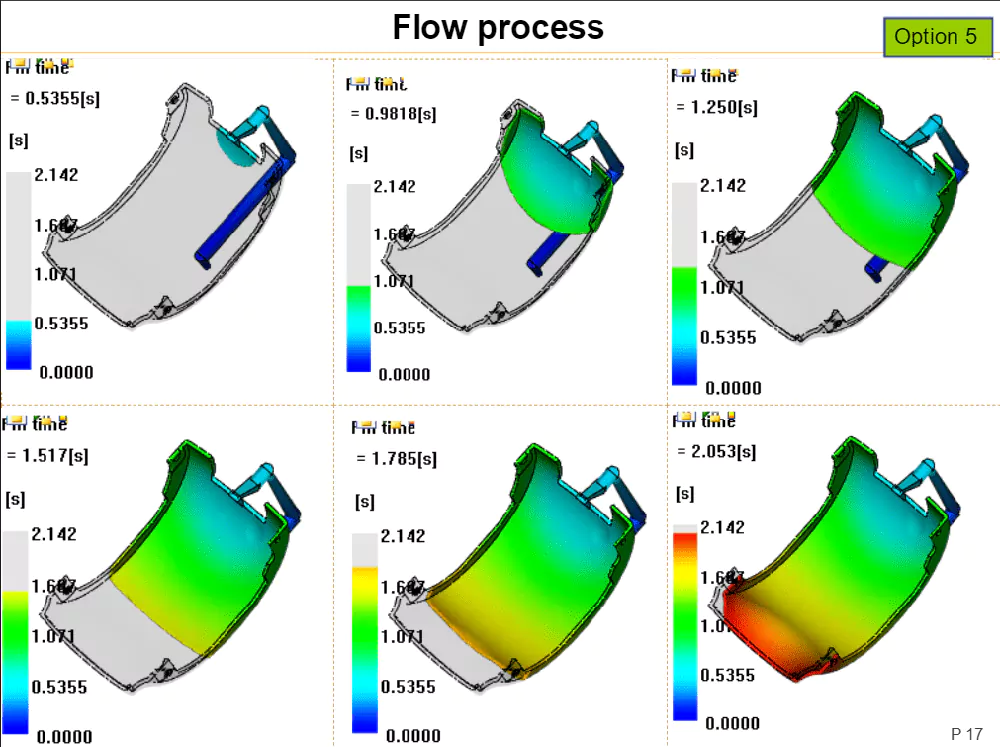
Analyse van de vormstroom
De analyse van matrijsstromingen wordt voornamelijk gebruikt bij het ontwerp en productieproces van kunststof matrijzen. Het simuleren en analyseren van de stroming, afkoeling en vervorming van kunststof in matrijzen helpt ingenieurs om het kunststof gietproces beter te begrijpen, mogelijke problemen te voorspellen en op te lossen en de parameters voor het matrijsontwerp en het productieproces te optimaliseren. Specifiek dient matrijsstromingsanalyse de volgende doelen:
Productontwerp optimaliseren:
Een analyse van de matrijsstroming kan de haalbaarheid en betrouwbaarheid van productontwerpen beoordelen en potentiële problemen zoals verzakkingen en vloeiingen voorspellen en oplossen, waardoor het productontwerp wordt geoptimaliseerd om de kwaliteit en prestaties te verbeteren.
Optimaliseren van matrijsontwerp:
Het helpt ingenieurs de stromings- en koelprocessen van kunststof in matrijzen te begrijpen en de matrijstemperatuur, koeltijd en koelingseffecten te voorspellen, om zo het matrijsontwerp te optimaliseren en de matrijskwaliteit en levensduur te verbeteren.
Productieprocesparameters optimaliseren:
Met behulp van matrijsstromingsanalyse kunnen ingenieurs het stromings- en koelgedrag van kunststof in matrijzen begrijpen en zo de optimale injectiedruk, injectietijd en matrijstemperatuur en andere productieprocesparameters voorspellen, waardoor de productie-efficiëntie en productkwaliteit verbeteren.
Het aantal prototypetests verminderen:
Door potentiële problemen te voorspellen en op te lossen voordat de matrijs wordt geproduceerd, kan de analyse van de matrijsstroming het aantal prototypetests verminderen, de R&D-cyclus verkorten en de R&D-kosten verlagen.
Productkwaliteit en -prestaties verbeteren:
Mold flow analysis helpt ingenieurs bij het begrijpen van de structurele en prestatiekenmerken van producten, het voorspellen en oplossen van potentiële problemen om de productkwaliteit en -prestaties te verbeteren.
Je kunt de analyse van de matrijsstromen beschouwen als een DFM (Design for Manufacturing)-beoordeling op een hoger niveau. Voor een uitgebreide analyse van de matrijsstromen worden meestal extra kosten in rekening gebracht, hoewel dit afhankelijk is van de bedrijfsstrategie van verschillende matrijs- of spuitgietbedrijven.
Problemen met spuitgieten oplossen
In ons artikel over spuitgieten hebben we het ook gehad over spuitgietdefecten. Spuitgietfouten kunnen beïnvloed worden door meerdere factoren, zoals een slecht matrijsontwerp, onvoldoende controle over het spuitgietproces en materiaalproblemen. Veel voorkomende spuitgietfouten zijn
- Flash (Burrs)
- Vervorming
- Gootsteentekens
- Korte opnamen
- Brandwonden
- Laslijnen (Breilijnen)
- Jetting
- Vacuümleemtes (luchtzakken)
- Stromingsmerken (stroomlijnen)
- Zilveren strepen
Bedrijven die matrijzen maken moeten zeer bedreven zijn in het omgaan met deze defecten. In zekere zin is een van de maatstaven voor de kwalificatie van een matrijsfabrikant hun vermogen om deze spuitgietfouten effectief aan te pakken.
Conclusie
Spuitgieten is een fascinerend ambacht. Een goede productontwerper moet de basisprincipes begrijpen om praktische producten te maken vanuit het oogpunt van materiaal, verwerkingscyclus en productontwerp zelf. De kennis over spuitgieten gaat veel verder. FirstMold is een bedrijf dat graag kennis deelt. Als u vragen hebt, neem dan gerust contact met ons op via [email protected].











