

製品開発の世界では、製品を美しい3Dデザインから具体的で物理的なオブジェに仕上げるのは大変なことだ。ほとんどの人は、私たちの生活を満たすシンプルな物体の背後にある技術的な側面について考えることを止めない。
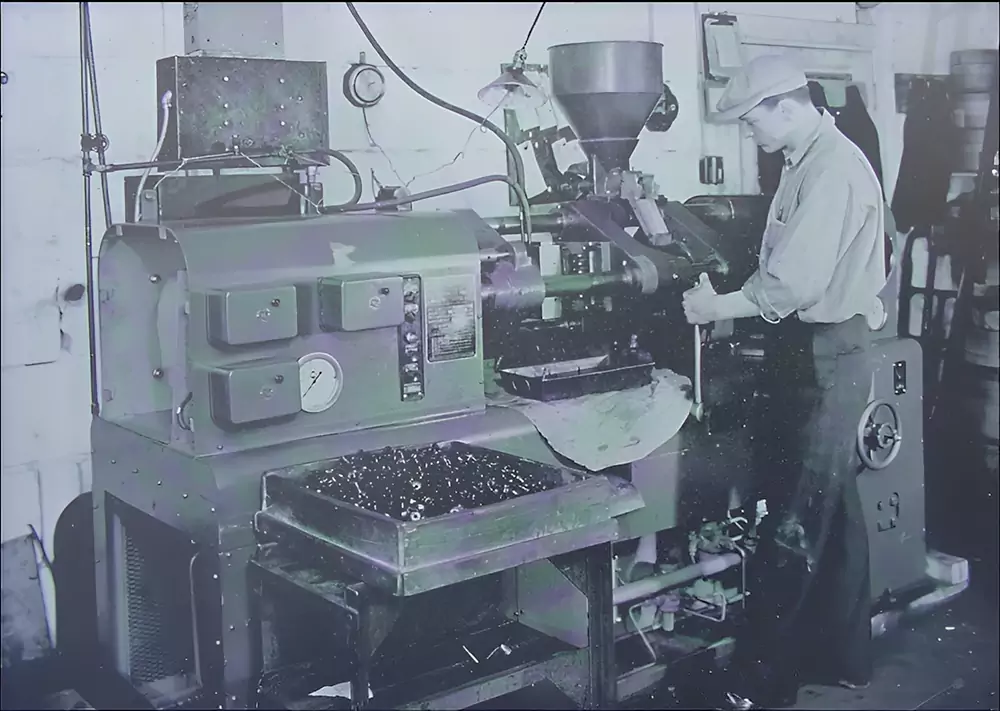
射出成形は、材料を溶かして溶融状態にした後、金型キャビティに射出して部品を製造する生産プロセスである。加熱されたバレルが材料を溶かし、金型キャビティに注入された後、冷えて固まり、目的の部品の特徴が形成される。使用される材料には、プラスチック、金属、ガラス、そして最も一般的な熱可塑性プラスチックや熱硬化性ポリマーなどがある。 [1].

現代の製造業において、射出成形は生産の要となっている。例えば、1サイクル数秒の成形機を考えてみよう。それが1日稼働すれば、何千もの部品を生産することができる。このような高い生産率により、産業界は市場のニーズに素早く対応することができる。また、密閉された金型は、どんなに複雑な部品でも成形することができる。
加えて、異なる素材を許容する能力により、多様な用途に適している。プラスチック材料は、金属のような他の材料に比べて、この業界を支配してきた。そのため、誰かが材質を明記していない場合は、プラスチック射出成形を指していると考えて差し支えない。

射出成形の歴史
射出成形機に関する最初の特許は1872年に発行された。 ジョン・W・ハイアット と彼の兄弟たち。それは注射器のような単純なプランジャー式の装置で、加熱したシリンダーを通してセルロイドを金型に注入するものだった。ボタン、ヘアコーム、襟ステーなどの簡単な部品を作った。
1900年代初頭、ドイツの化学者アーサー・アイヒェングリューンとセオドア・ベッカーは、硝酸セルロースよりも燃えにくい可溶性酢酸セルロースを発明した。
第二次世界大戦を控えた1940年代、安価で大量生産が可能な製品への需要が高まり、業界の経験値は急上昇した。ポリ塩化ビニル(PVC)やポリスチレンなど、今日でも通用する多くの熱可塑性プラスチックが大きく発展した。戦争は金属やゴムのような伝統的な資源に影響を与え、その利用可能性を減少させた。プラスチックがその解決策となり、射出成形によってプラスチック部品の効率的な生産が可能になった。1946年、ジェームス・ワトソン・ヘンドリーが押出スクリュー射出成形機を開発したことで、プラスチック射出成形プロセスが進歩し、現在でもそれが標準となっている。射出工程をより細かく制御できるようになり、高品質な部品の生産につながった。 [2].
射出成形ワークフローの内部
射出成形のワークフローサイクルは、6つの重要なステップに分けることができる。この反復可能なサイクルは、高効率で類似した部品の大量生産を容易にします。.

1.クランプ
金型クランプシステムは、金型の開閉を可能にする2つのハーフで構成されている。高圧射出時に金型が開かないよう、より大きな力で行われる。この工程では、金型や製品へのダメージを減らし、強い振動による騒音を最小限に抑えるため、「ゆっくり-速く-遅く」の速度変化で高い精度が要求される。成形プレスの大きさによって、この工程の時間が決まる。
2.インジェクション
金型のキャビティが完全に閉じられると、加熱されたバレルと溶融したプラスチックペレットが溶融状態になる。キャビティの細部まで充填するため、液体は非常に高い圧力で金型に注入される。この工程では常に一定の温度が保たれます。
3.住居
溶融プラスチックが金型に充填された後、圧力が加えられる。圧力は、液体がキャビティのすべての部分を満たし、製造される部品が金型と完全に同一であることを保証するために保持される。
4.冷却
キャビティ内の溶融プラスチックは、そのまま放置されて冷却され、目的の形状に固化する。金型内の冷却溝は、水や油が素早く循環するようになっており、冷却プロセスを促進します。部品の厚みや材料特性は冷却時間に影響します。
5.退場
冷却後、金型が開くとエジェクターピンが完成品を押し出します。このピンは、部品の損傷を防ぐために戦略的に配置されています。金型が閉じ、サイクルが続きます。
6.後処理
射出後、部品はまだ温かいかもしれないので、さらに冷却が必要である。余分な材料のトリミング、塗装、組み立てなど、さらなる二次加工が行われます。品質チェックや廃材はリサイクルされ、工程に再投入することができる。
射出成形の種類を理解する
射出成形のプロセスは、製品の要件によって異なります。その分類は、特殊なシステム、材料、金型設計によって行われます。
金型設計による分類
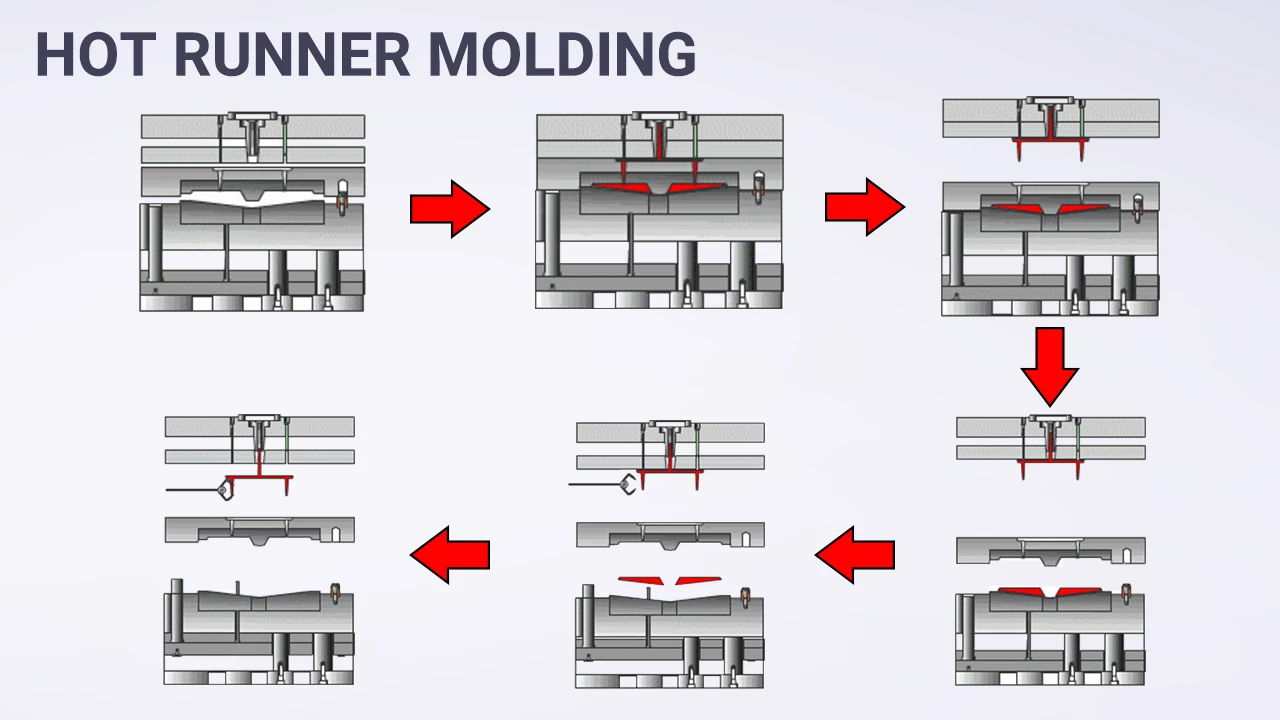
ホットランナー成形
ホットランナー成形 は、プラスチックを溶融状態に保ち、固化するのを防ぐために、ロッドやコイルを加熱したマニホールドを備えた供給システムである。成形品が排出されるとき、ランナーなしで成形品が出てきます。成形された部品は、余分なプラスチックがないきれいな状態で出てくるので、廃棄物が減り、サイクルタイムが短縮されます。そのため、再研磨や後加工の必要がありません。.
ホットランナーシステムの限界としては、セットアップやメンテナンスのコストが高いことが挙げられる。また、プロセスを監督するために熟練した専門技術も必要である。また、ランナーが隠れているため、ランナーを清掃したり、プラスチックが完全になくなったことを確認したりするのも難しい。これは、色の変化や熱に弱い材料を扱う場合に問題となる。
コールドランナー成形
ランナーシステムは非加熱で、プラスチックは部品と一緒に固化します。排出時に、ランナーは切断またはトリミングによって完成部品から分離される。ただし、これは使用する型板によって異なり、分離するものもある。ゲートとランナーの位置が変更できるため、メンテナンス、清掃、色の変更、設計の反復、異なる材料での作業が容易です。
このシステムの欠点は、サイクルのたびに過剰な廃棄物が発生することである。再研磨や再加工の可能性は、繰り返し使用されることで特性が変化するため、最終製品に影響を与える。

射出成形材料による分類
プラスチック射出成形
熱可塑性ポリマーや熱硬化性樹脂を原料とする射出成形で、最も広く使われている。プラスチックペレットを加熱すると溶融プラスチックになり、金型のキャビティに供給される。冷却されると、金型の形状と一致する。熱可塑性プラスチックは、繰り返し使用しても材料特性が大きく劣化することはない。熱硬化性プラスチックは加熱後に化学変化を起こすため、再利用が難しい。
ヒント一般的に「射出成形」というと、「プラスチック射出成形」を指すことが多い。製造が必要なプラスチック製品がある場合は、"プラスチック射出成形サービス"のページで詳細をご覧ください。

金属射出成形(MIM)
微細な金属粉(ステンレス、チタン)をプラスチックバインダーと混合した原料を使用。プラスチック射出成形と同様に、加熱、射出、冷却して金型に入れる。冷却された部品は「グリーン部品」と呼ばれるが、工程はまだ完了していない。グリーン部品は、プラスチック・バインダーを除去し、最終部品の金属粒子を融合させるために高温を加えるために、脱バインダーや焼結などのさらなる加工を受ける。
従来の方法では不可能だった金属部品を作るのに有利だ。しかし、その主要な 制限 というのも、少々高価であり、小型部品や少量生産に限られるからだ。
ヒントをクリックし、詳細情報を確認する。MIMテクノロジー“.

専門プロセスによる分類
ガスアシスト射出成形
溶融プラスチックが中空部を形成した後、加圧された不活性ガス(窒素ガスが使用される)を金型内に注入し、冷却速度を高める。反りを抑え、滑らかな表面仕上げを実現する。ただし、単一キャビティ金型にしか適用できず、材料によってはガスと反応して特性が変化するものもある。
ヒントをクリックして詳細をご覧ください。ガスアシスト射出成形“.

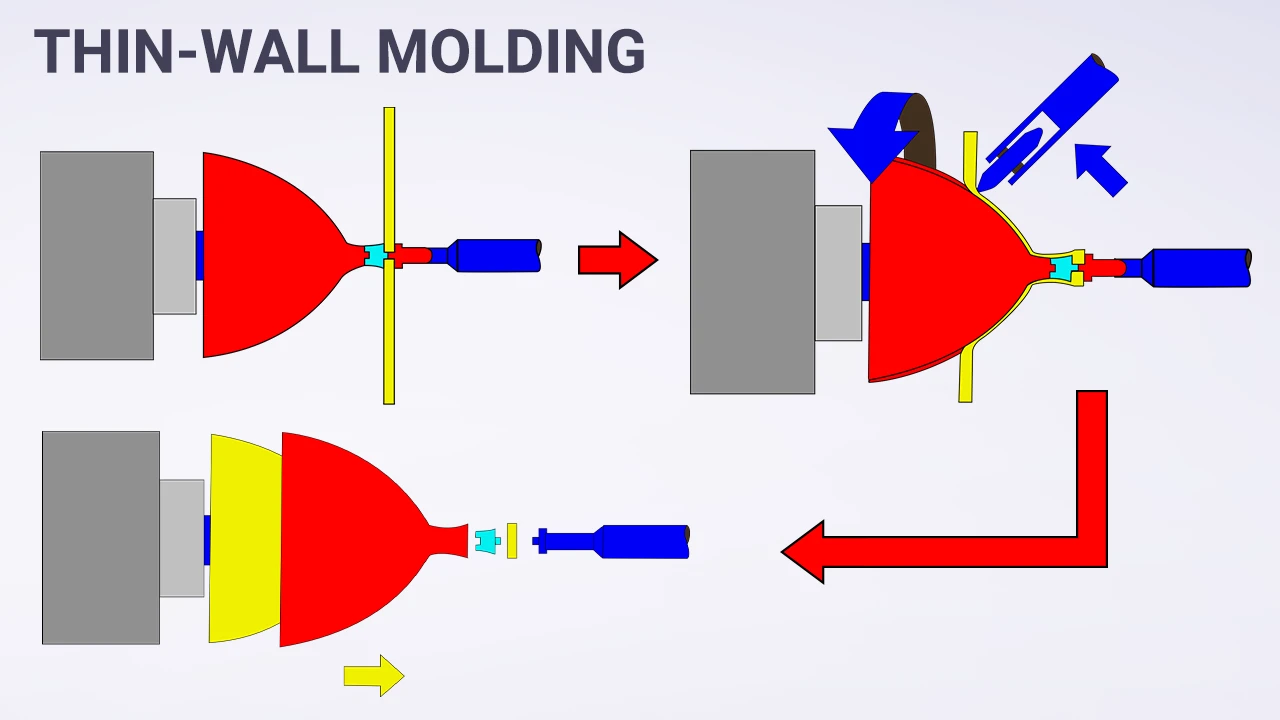
薄肉成形
薄肉化により、材料の使用量を最小限に抑え、コストを節約することができます。このプロセスでは、非常に薄い壁(1~2mm)の部品を作ります。金型キャビティを完全に満たすために、最高の精度と圧力でプラスチックを射出するには、専用の機械が必要です。従来の方法と比較して、資源の節約に役立ちます。
このプロセスの欠点は、これらの成形機が非常に高価であり、専門の人員を必要とすることである。薄肉成形はミスが許されないため、高い精度が要求される。
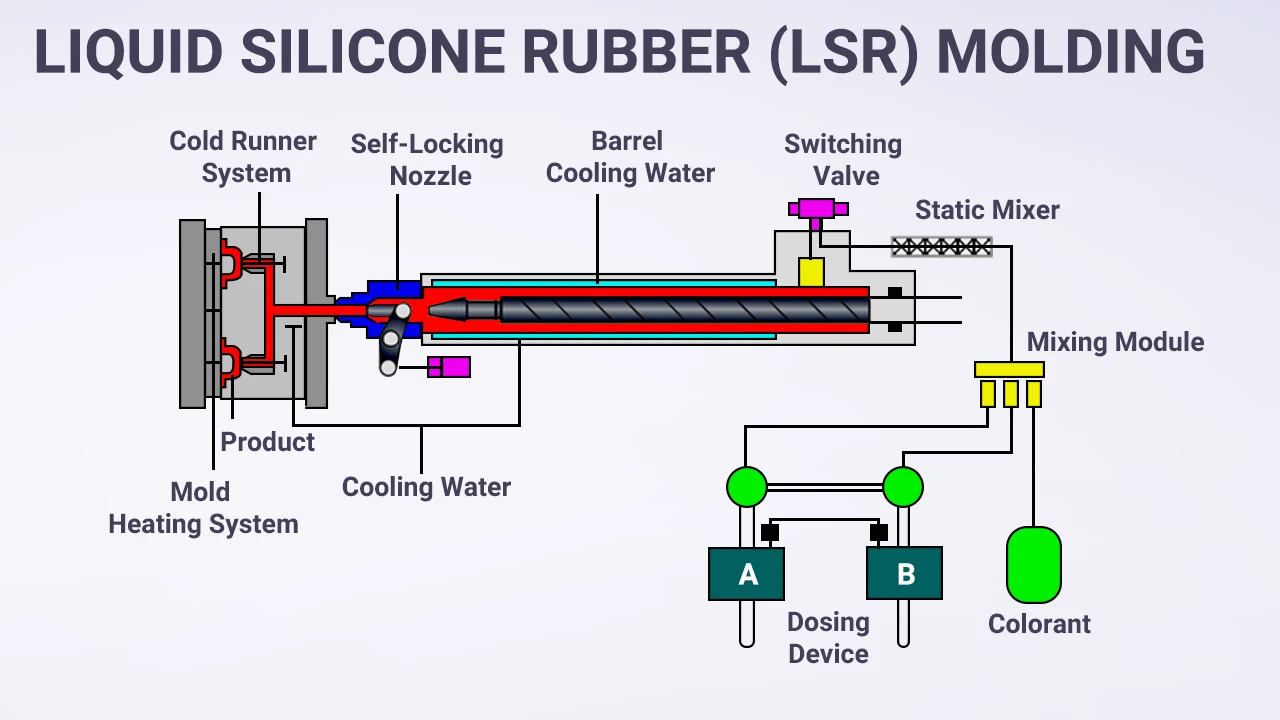
液状シリコーンゴム(LSR)成形
ゴム製品の大量生産用に設計されている。熱硬化性シリコーンゴムを加熱した金型キャビティに注入し、加硫する。液状のシリコーンとして保存できるため、溶融する必要がないのが利点です。また、固化も早く、廃棄物も少ない。一方、シリコーンは一度加硫されると元に戻せないため、ほとんどのシリコーン製品はリサイクルできません。
ヒントあなたはまた、に興味があるかもしれない "ゴム射出成形“.
ツーショット射出成形
は、1回の金型サイクルで2つの異なる材料または同じ材料の2色を組み合わせて、1つの複雑な部品を形成するものである。この工程では、2つの射出ユニットを備えた高度に自動化された特殊な機械を使用する。最初の射出では、ABSプラスチックのような硬い材料がキャビティに射出され、最初の部品が形成される。その後、金型が回転し、軟質熱可塑性プラスチックのような第2の材料が新しいキャビティに注入され、第1の部品と結合する。完成すると、2つの材料からなる部品が射出され、新たに組み立てることなく構造的・審美的に一体化される。
ヒントクリックしてご覧ください "2ショット射出成形の仕組み“.

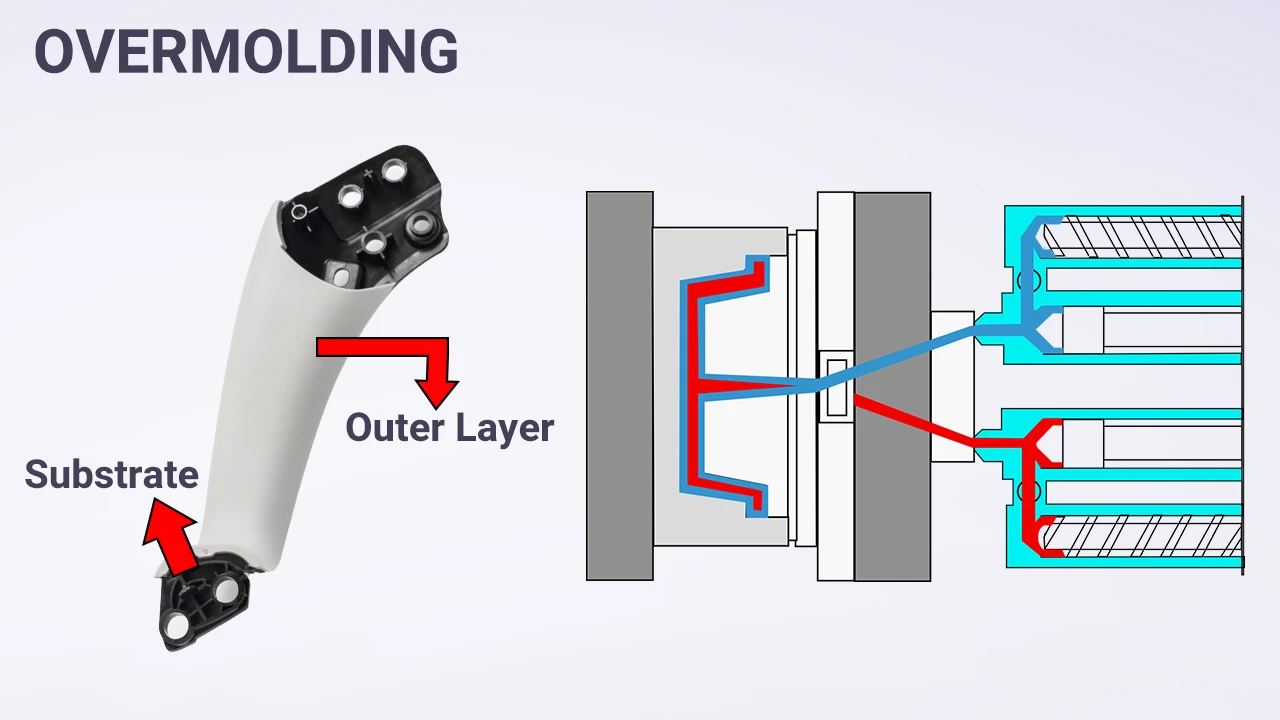
オーバーモールディング
既存の部品の上に別の材料を成形すること。最初の部品を型に入れ、そこに別の材料を注入することによって行われる。この方法は、グリップ、工具の柄、歯ブラシなどの製品の特性を組み合わせた堅牢な部品を作るのに便利です。
ヒントをより深く理解するためにクリックしてください。オーバーモールディング“.
インサート成形
金属またはプラスチックのインサート(成形済み)を金型に入れ、プラスチックを注入する。その後、プラスチックが固化し、インサートの周囲で成形される。この技法は、組み合わせた材料特性を持つ製品を作り出し、後組み立てを不要にする。しかし、この工程では、修理やリサイクルのために製品を分解することが難しくなる。
ヒントをクリックして詳細をご覧ください。インサート成形“.

射出成形機と金型の中核部品
成形プロセス全体は、原材料を完成品に変えるために、核となる部品が互いに協力し合うことで成り立っている。

射出ユニット
- ホッパー は、ペレットがバレル/スクリューに供給される部品である。
- バレル/スクリュー 材料を加熱して溶融状態にし、流れやすくする。
- ノズル は、エジェクター・システムとマシン底部の空洞をつなぐ小さな開口部である。
プラスチックペレットはホッパーからバレルに供給される。バレルからノズルを通して溶融液が噴射される。他のいくつかの流路(個々のランナー)は、ノズルからキャビティへの射出ゲートのエントリに流れを転送します。
クランプユニット
- モールドプラテン はモールドハーフを保持する役割を担っている。
- タイ・バー ムービングプラテンの位置を合わせ、構造的なサポートを提供し、フラッシュの原因となるたわみを避ける。
- エジェクターシステム は、部品の取り外しを容易にするデュアルアクション機構を採用している。
半分の可動プラテンは、もう半分の固定プラテンに向かって移動します。タイバーがこの動きをガイドし、プラテンが完璧なアライメントで閉じることを保証します。射出中、2つの半分が高圧下でしっかりと密閉されるため、閉じる力は非常に大きくなります。その後、可動プラテンのエジェクターシステムが作動します。エジェクターピンが完成品を押し出します。
金型のキャビティ
2つのセクションで形成される。金型の開閉を制御する固定側と移動側。ランナーシステムを格納し、ブッシュとガイドピンを介して移動側のアライメントを維持します。このアライメントによって、製品の正確な寸法とスムーズな取り出しが決定される。
ヒントについての詳細情報もご興味があるかもしれません。金型キャビティと金型コア“.
フィード・システム
- ガイドピンは、工程中に金型の半分を整列させる。
- スプルーとランナーは、溶けたプラスチックの入り口だ。
- ゲートは、金型キャビティ内の材料の流れを制御する小さな開口部である。
スプルー、ランナー、ゲートは、射出装置から金型キャビティに溶融プラスチックを導くために協働する。スプルーはノズルとランナーシステムをつなぎます。ランナーは、溶融した流れをゲートを通して金型キャビティに分配します。
冷却チャンネル
これは金型の半分にある穴で、水や油を循環させて温度を調節する。サーモレギュレーターユニットがあり、流体の温度をコントロールします。冷却はキャビティ内の温度条件を一定に保ち、部品の品質とサイクルタイムに影響を与えます。
エジェクター・システム
- エジェクターピン: 金型キャビティの後方にあるスチール製のピン。金型が開くときに前方に押し出される。.
- エジェクタープレート: ピンが取り付けられている場所。
- リターンピン: 部品が排出される際、エジェクタープレートを押し戻す。
エジェクタープレートがピンを押し進め、部品が金型から押し出されます。その後、リターンピンがエジェクタープレートとピンを元の位置に押し戻し、次のサイクルに備えます。システムが完全にリセットされると、「ポン」という音が鳴り、完全に後退したことを知らせます。デリケートな部品は油圧エジェクターで高精度に除去され、メカニカルノックアウトバーは部品除去の一貫性を確保します。
ヒントをクリックすると、関連するすべての情報が表示されます。排莢桿“.
金型の構成については、キャビティ、コア、金型ベースを含むすべての構成要素を理解するのに役立つ非常に詳細な記事がここにある。をクリックしてください。“プラスチック射出成形金型の構成“.

一般的な射出成形材料とその特性
ポリマー材料は、プラスチック射出成形のまさに基礎である。ポリマーまたはプラスチックは、繰り返し単位を持つ大きな分子である。すべてのプラスチックはポリマーですが、すべてのポリマーがプラスチックというわけではありません。その違いは、物理的・化学的性質にある。
ポリマーは、化学的に結合した分子(モノマー)が連なった天然の化合物である。単一種類のモノマーはホモポリマーと呼ばれる。2種類以上のモノマーはコポリマーを形成する。ポリマーを使用する利点は、燃焼時に有毒ガスを放出しないことである。

プラスチック は、石油から重合プロセスを通じて抽出された合成ポリマーである。プラスチックには2つのカテゴリーがある:
- 熱可塑性プラスチック: 直鎖または分岐鎖を持つ。熱すると柔らかく、冷えると固まる。
- 熱硬化性: セット/加熱されると不可逆的な変化を起こす。
- エラストマー: ゴムのような弾力性がある。加熱すると元の形に戻る。
プラスチックはポリマーと考えられているため、ポリマーと同様の構造を示す。プラスチックを使用する主な利点は、低い製造コスト、高い強度対重量比、汎用性である。 [3] [4].
射出成形のコア材料としてポリマーを使用する以外に、他の材料、例えば金属, が使用される。このプロセスは 金属射出成形(MIM). .MIMに使用される金属材料の多くは以下の通りである: 鉄合金 (工具鋼、ステンレス鋼、鉄ニッケル磁性合金、コバール&インバー特殊合金)、 タングステン合金, ハードメタル (超硬合金)、および複合材料のような特殊材料がある。

次の表は、射出成形に使用されるポリマー材料の種類とその用途について説明したものです。
一般的な射出成形材料の特性と用途の表
| カテゴリー | 素材 | 主要物件 | アプリケーション | 備考 |
|---|---|---|---|---|
| 汎用 | PP | 軽量、耐薬品性 | 容器、自動車部品 | 最も汎用性が高く、費用対効果の高いプラスチック。 |
| PE | 耐衝撃性、電気絶縁体 | 玩具、ケーブル絶縁 | で利用可能 HDPEおよびLDPEグレード. | |
| 追記 | 硬質、低コスト | 食器、パッケージ | クリスタルグレード(GPPS)とハイインパクトグレード(HIPS)がある。 | |
| PVC | 難燃性、耐候性 | パイプ、ケーブル被覆 | 可塑剤で硬質にも軟質にもできる。 | |
| ABS | 耐衝撃性、良好な仕上がり | 電子機器ハウジング、自動車内装 | 強度、コスト、加工性の完璧なバランス。 | |
| エンジニアリングプラスチック | PA | 高強度、耐摩耗性 | ギア、ベアリング | ナイロンとして知られ、予備乾燥が必要。 |
| PC | 耐衝撃性, 透明 | 安全眼鏡、電子部品 | 非常に強靭だが、傷がつきやすい。 | |
| POM | 高剛性、低摩擦 | 精密ギア、ジッパー | しばしば「アセタール」と呼ばれ、金属のように振る舞う。 | |
| PET | 高強度、良好なバリア性 | ボトル、エンジニアリング部品 | 透明度のために特殊グレード(PETG)が必要。 | |
| PBT | 耐薬品性、寸法安定性 | コネクター、自動車部品 | PETよりも結晶化が早く、成形が容易。 | |
| ハイパフォーマンス | ピーピーエス | 高耐熱性、化学的に不活性 | 自動車用センサー、工業用部品 | 耐久性に優れたエンジニアリングポリマー。 |
| 覗き見 | 耐熱性、機械的強度 | 航空宇宙部品、医療用インプラント | トップクラスのパフォーマンスと高いコスト。 | |
| PEI | 高強度、難燃性 | 滅菌トレイ、航空宇宙内装 | 高性能で透明なPCの代替品。 | |
| エラストマー | ティーピーイー | ソフトタッチ、リサイクル可能 | グリップ、シール | プラスチックのように成形できるが、ゴムのような感触。 |
| TPU | 耐摩耗性, 伸縮性 | スマホケース、靴底 | エラストマーの中でも抜群の耐摩耗性。 | |
| ティーピーブイ | 耐候性、耐久性 | 自動車用シール、ウェザーストリップ | 熱硬化性ゴムの優れた代替品。 | |
| バイオプラスチック | PLA | バイオベース、堆肥化可能 | 食品容器, 3Dプリンティング | 最も一般的なバイオプラスチックだが、熱に弱い。 |
| MIMメタルズ | 316L | 耐食性, 強力 | 医療器具、時計ケース | MIMによる小型で複雑な金属部品に最適。 |
| 17-4PH | 高強度、ハーダブル | 銃器部品、歯科用具 | 成形後に熱処理することで高い強度を得ることができる。 | |
| NMTメタルズ | Al合金 | 軽量、強度良好 | スマホフレーム、ラップトップケース | NMTプラスチックハイブリッド部品の主要金属。 |
| Mg合金 | 非常に軽く、高強度 | ドローン・フレーム、電子ハウジング | NMT用の優れた強度対重量比。 | |
| ステンレス鋼 | 高強度、耐食性 | ウェアラブル機器、車のキー | NMTにより強固な金属骨格を提供。 |
改造素材
射出成形材料は非常に多くの用途に使用されている。その性能を高めるために、これらの材料はしばしば他のポリマーや添加剤で改質される。改質された材料には次のようなものがある;
- ガラス繊維改質プラスチック: ナイロンやポリカーボネートのような素材にガラス繊維を加える。より強く、より硬くなる。
- 炭素繊維強化プラスチック: 航空宇宙部品のように、強度対重量比が強く求められる場合に適している。
- ミネラル充填ポリマー: 炭酸カルシウムやタルクなどのミネラルは、ポリマーの剛性を高める。
- ポリマーブレンドとアロイ: 異なるポリマーを混合して新しい素材を作る。例えば、PC&ABSは、自動車のダッシュボードやコンピュータの筐体に使用される優れた素材を作り出します。
- 添加物の添加: 一般的に使用される添加剤には、着色剤や染料、紫外線安定剤、可塑剤、難燃剤などがある。これらの添加剤は、ポリマーの機能特性を向上させる。

特定の目的のためにポリマー材料を選択することは、エンジニアにとって頭痛の種である。しかし、適切な戦略を立て、適切な質問に答えることで、最適な材料を選択することができます。ここでは、あなたの目的に最も適したものを見つけるために考慮すべきことについて、詳しく説明します:
- パーツの要件 その部品は丈夫なのか、耐久性があるのか、透明なのか、弾力性があるのか、柔らかいのか。食品用か医療用か?屋外用なのか?これらの質問に答えることが、製品に適した素材を見つける第一歩となる。
- 予算だ: コストは主要な要因であり、最も手頃な材料が最初に考慮される。細かく分けると、PPのような汎用プラスチックは最も手頃で、PCやナイロンのようなエンジニアリング・プラスチックはコストが高く、変性プラスチックは最も高価である。
- 動作環境: 製品が使用される場所を考慮する。温度、酸性、アルカリ性、応力、ひずみなどの環境にさらされるのでしょうか?そうすることで、適さない素材を排除することができます。
- 材料の機械的特性: これらの特性は、特定の材料グレードが特定の条件下でどのように振る舞うべきかを説明するものです。部品は、それが使用される場所に応じて様々な物理的な力に耐えなければなりません。
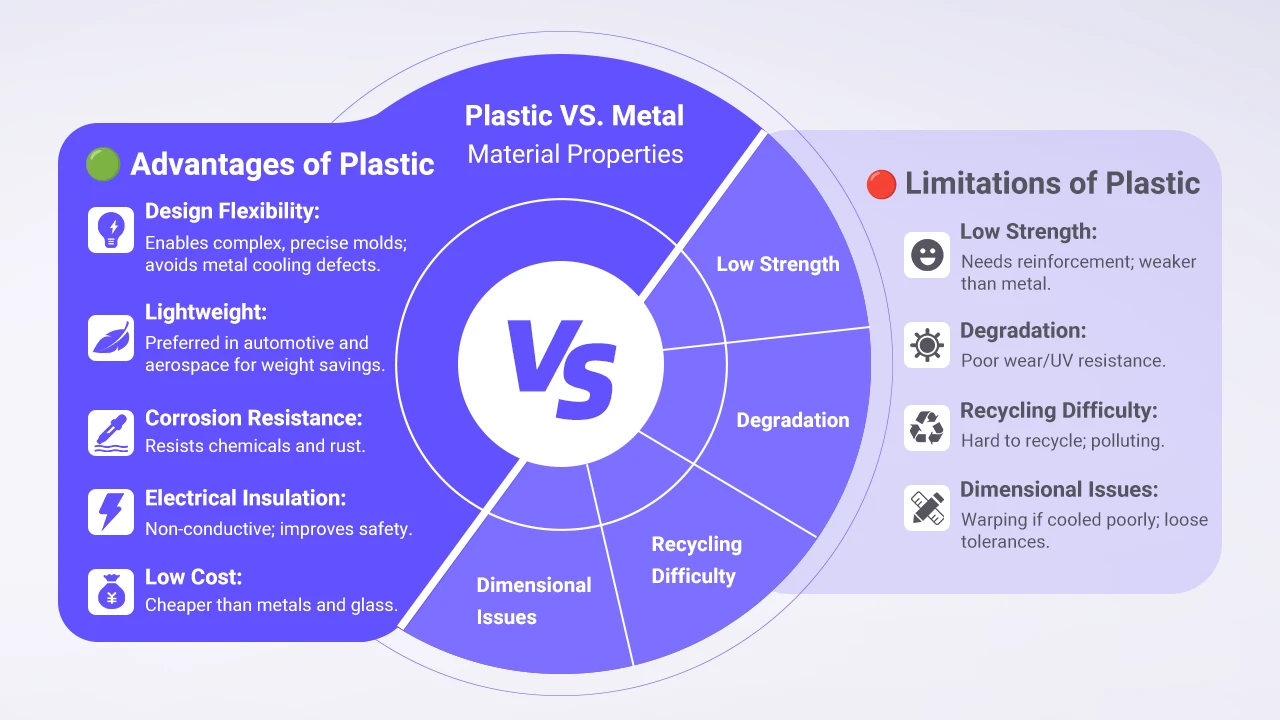
他の材料と比較した射出成形におけるプラスチックの利点と限界
射出成形ではさまざまな材料を使用する。その中心にあるのは、独自の利点と制限を持つプラスチックである。
| メリット | 制限事項 |
|---|---|
| 複雑な形状や入り組んだデザイン(オーバーモールディング)の設計の柔軟性。溶融プラスチックは、詳細なキャビティのあらゆる部分に到達することができます。金属のような他の材料では、流動や冷却の応力が制限され、ラッピングのような欠陥が発生する危険性があります。 | 強度や剛性といった構造的な能力では、プラスチックは金属にかなわない。そのため、ほとんどのプラスチックは強度を向上させるために繊維のような材料で補強されている。 |
| プラスチックは金属などの他の素材よりも軽いため、自動車や航空宇宙などの用途で重要な役割を果たしている。 | プラスチックは摩耗や紫外線による劣化の影響を受けやすく、特に摩擦や熱の多い場所ではその影響を受けやすい。 |
| 金属とは異なり、プラスチックは腐食や化学薬品に耐えることができる。 | プラスチックの使用は多くの環境問題を引き起こしているが、その主な理由は、プラスチックの特性を失うことなくリサイクルすることが難しいからである。 |
| プラスチック部品は電気バンドの断熱に最適で、ショックのリスクを軽減する。 | 一方、金属やセラミックは高い公差を実現できる。 |
| プラスチックは、ガラスや金属のような伝統的な素材と比較すると、製造コストが比較的安い。 |
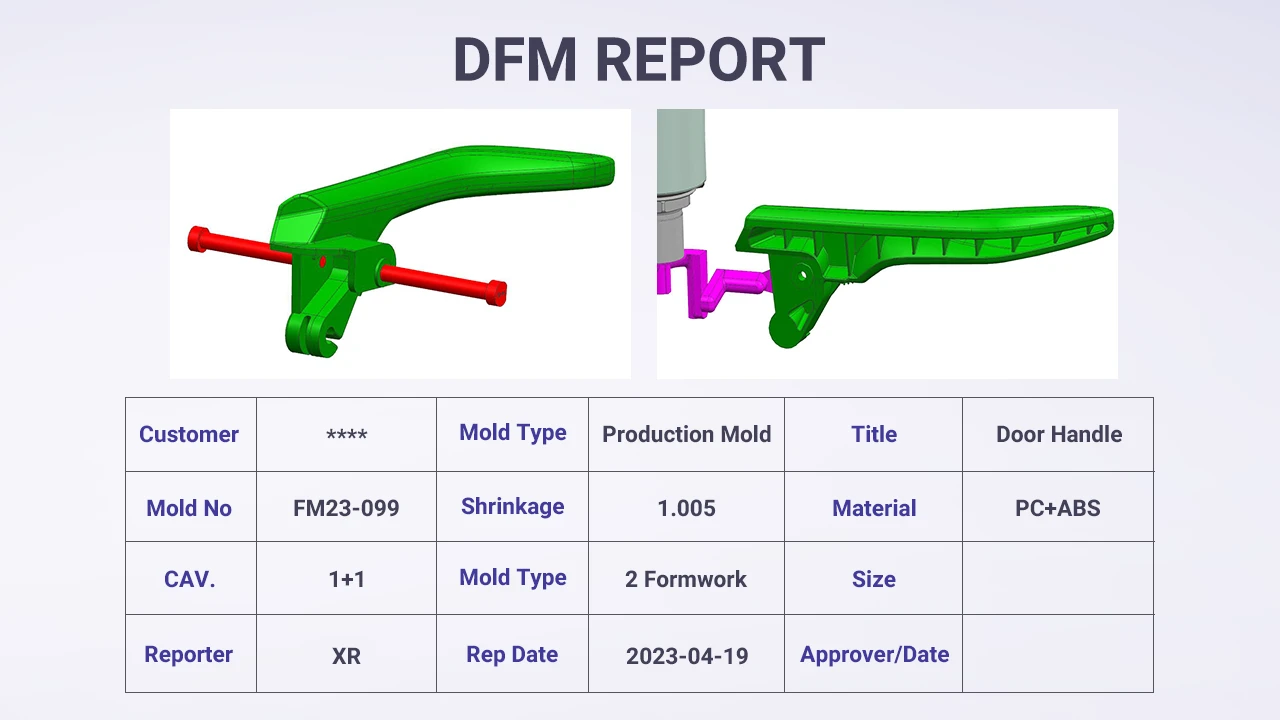
製造のための設計(DFM)
製品が市場で成功し、優れた性能を発揮するためには、その成功は設計・エンジニアリング段階での決定に大きく依存する。DFMでは、特定の制限や製造工程で機能するように部品や製品を設計します。すべての専門家(設計者、エンジニア)は、コスト、遅延、時間の浪費などの問題を防ぐために、最初から関与します。基本的に、これは射出成形工場が顧客に提供すべきサービスである。しかし、DFMを標準見積もりの一部として含む工場もあれば、別サービスとして料金を請求する工場もある。しかし、これはすべてプロジェクトの範囲とクライアントと工場の間の交渉に依存します。 [5].
射出成形におけるDFMの基本原則
- 均一な肉厚: 部品の肉厚を一定にすることは重要である。例えば、2~3mmの均一な肉厚は、ボイドやヒケのような欠陥を防ぐために均一な冷却を保証します。
- ドラフトの角度 抜き勾配とは、スムーズな排出を可能にし、部品の固着や傷つきを防ぐために垂直な壁に付けられるテーパーのこと。抜き勾配1°-2° 平滑面では5° テクスチャーのない表面の場合、3° 軽いテクスチャーでは5° 重いテクスチャーの場合はそれ以上を推奨する。
- ラディとフィレ: フィレットはコーナーの応力を軽減し、材料が流れやすくする。フィレットの半径は、通常の肉厚の25~50%とする。
- リブ、ボス、ガセット: リブは壁を厚く見せることなく補強し、反りを防ぐ。通常の肉厚の40-60%であるべきである。ボスは円筒状で、ファスナーの取り付けポイントとして機能し、部品の位置合わせにも役立つ。全体の肉厚の60%を超えないこと。ガセットは三角形で、リブとボスを補強し、より安定させる。
- アンダーカット: アンダーカット(クリップ、フック)は、部品のスムーズな排出を妨げます。このような特徴を避けることで、ツーリングコストを削減することができます。
- コーナー: シャープなエッジにコーナーを加えることで、ストレスを最小限に抑えます。丸いコーナーは収縮も抑える。内半径は肉厚の50%とする。外半径は 合計 肉厚と内半径の比。

ヒントご興味のある方は "DFMフルガイド"と"金型流動解析とは“.
産業用途における射出成形の役割
射出成形は、さまざまな産業で必要とされる独自の仕様と品質を提供します。射出成形は、産業界が抱える製造上の問題を解決する上で重要な役割を果たしてきました。
自動車部品製造
自動車業界は、美観を保ちながら通気孔やその他の部品を収納できる、耐久性があり、単一で軽量な内装ダッシュボードを必要としています。射出成形は、組み立ての必要がない一体成形としてダッシュボードを製造することができます。ABSなどのポリマーを使用し、複雑な形状やテクスチャーを取り入れながら、その形状に似せた金型を設計します。オーバーモールドやツーショットなど、さまざまなタイプの成形が、ダッシュボードの外観と質感を向上させます。
自動車産業における射出成形のその他の用途には、以下のようなものがある:
- バンパー
- ミラーハウジング。
- カップホルダー。
家電部品生産
繊細な内部電子機器を保護する、薄型・軽量・強靭なスマートフォンの筐体を製造する家電メーカー。高度な射出成形技術により、ポリカーボネートのようなプラスチックは耐久性に優れ、驚くほど軽量です。サポート用のリブやボス、回路基板の取り付けポイント、切り抜きポートなどを1回の製造サイクルで組み込むことができます。
この業界の他の標準的な部品には、以下のようなものがある:
- 電気スイッチ。
- 回路基板用のケースと筐体。
- 導管。
- ラップトップおよびデスクトップ用コンポーネント。
医療機器部品製造
医療業界によるインスリンペン型注射器の設計と製造は、糖尿病治療に革命をもたらしている。間違いが起こりやすい注射器に代わって、携帯可能で、投与量を測定できる注射器が登場したのです。IMを使用することで、人間工学に基づいたデザイン(ダイヤルやボタン)の製造が可能になり、自己投与に役立っています。PCやABS素材は無菌性を維持することが知られている。これらのペンを大量に製造することで、単価を下げることができる。
- 一般市民。
- IMを通じて生産されるその他の医療品目は以下の通りである。
- カテーテル。
- チューブ。
- インプラント。

航空宇宙部品製造
航空宇宙産業では、耐久性に優れ、軽量で堅牢な航空機客室部品が求められており、乗客の安全を保証し、燃料消費量を低減するために極めて重要である。IMは、PEEKやPEIなど、軽量で強度の高い特殊な高性能ポリマーを使用しています。同様に、複雑な形状を作ることができるため、キャビン用の通気口フレームやシートベルトバックルのような部品の製造も可能です。
射出成形で製造される他の部品には次のようなものがある:
- パネル
- シャーシ部品。
- ブラケットとマウント。
- コックピット・コンポーネント
包装製品製造
包装業界では、食品や飲料の貯蔵施設にプラスチック素材を利用している。これらの容器は、食品用であり、低コストで、耐久性がなければならない。射出成形は、PETやPVCのような食品グレードの材料で様々な容器を製造し、この業界を支配している。部品の生産は、あらゆる種類のデザインと形状で大量に行われる。HDPE容器は、蓋や取っ手付きで非常に安価に製造される。
この業界で一般的に製造されている部品は他にもある:
- コンベアシステム。
- オーバーキャップ。
- 加工装置の構成部品。

小型建設部品の製造
建設業界では、給排水システムに使用されるパイプや継手などの建築資材が必要とされており、効率的な生産方法が求められています。エルボ、カプラ、ティーなどの部品を作るためにPVC材料を使用すると、耐腐食性に役立ちます。強度が高いため、漏れを防ぐことができる。これらの部品は、建設需要を満たすために継続的な供給があることを保証するために大量に生産される。
建設業界で一般的に生産されている要素には、以下のようなものがある:
- HVACシステム製品。
- 窓とドアの部品
- 断熱材とファスナー。
- ハンドヘルド電動工具のケーシング。

射出成形のコストと最適化
コスト管理は、射出成形プロジェクトを成功させるための焦点である。射出成形は、大量生産で単価が安いため好まれます。金型、材料、生産といった重要な分野で最高のパフォーマンスを発揮するためには、入念なコスト検討が不可欠です。 [6].
つのコアコスト:金型費 vs 単価(部品費
金型費用は、射出成形における最大の先行投資である。金型は、金型製作に使用される機械加工プロセスや、材料の種類などの他の要因によって、数千ドルの費用がかかることがあります。
単価(部品)とは、生産時に各部品を生産するために発生するコストである。労働力、機械時間、材料費が含まれる。
金型コストを押し上げる主な要因
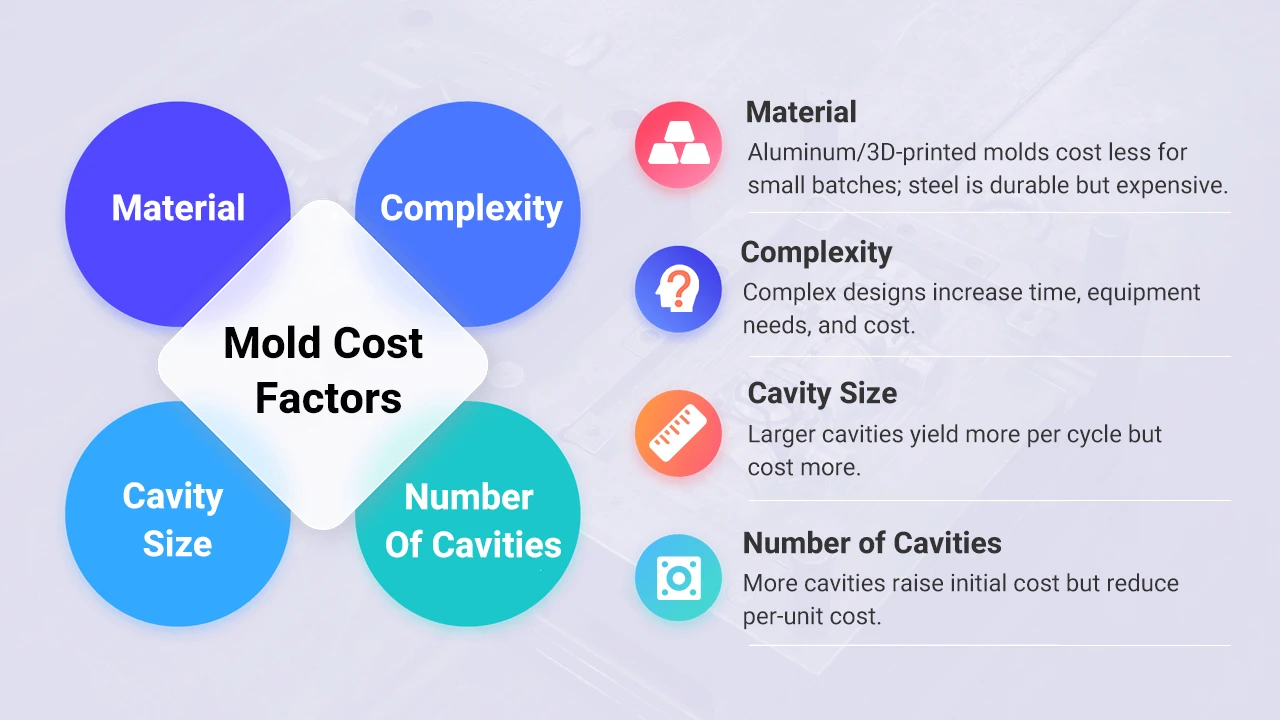
金型素材: 素材は耐久性とコストに差があり、製造工程全体の効率に影響する。アルミニウムと3Dプリント金型は安価で、少量生産に適している。一方、スチールはコストがかかる分、工具の寿命が延びる。
金型の複雑さ: 複雑な形状の金型の設計と製造コストは少し高くなる。これらの金型には専用の機械が必要で、製造時間も長くなる。したがって、これらのコストと設計上の考慮事項のバランスをとることが不可欠です。
金型キャビティサイズ: 大きなキャビティは大量の材料を保持でき、1サイクルにより多くの部品を生産できる。しかし、金型のサイズが大きいため、高価になります。逆に、小さなキャビティは、シンプルで材料使用量が少ないため、費用対効果が高い。
キャビティの数 複数のキャビティにより、1サイクルあたりの部品点数が増えるため、金型コストは増加するが、ユニットあたりのコストは低下する。
コスト最適化のための戦略(工場サイドとクライアントサイド)
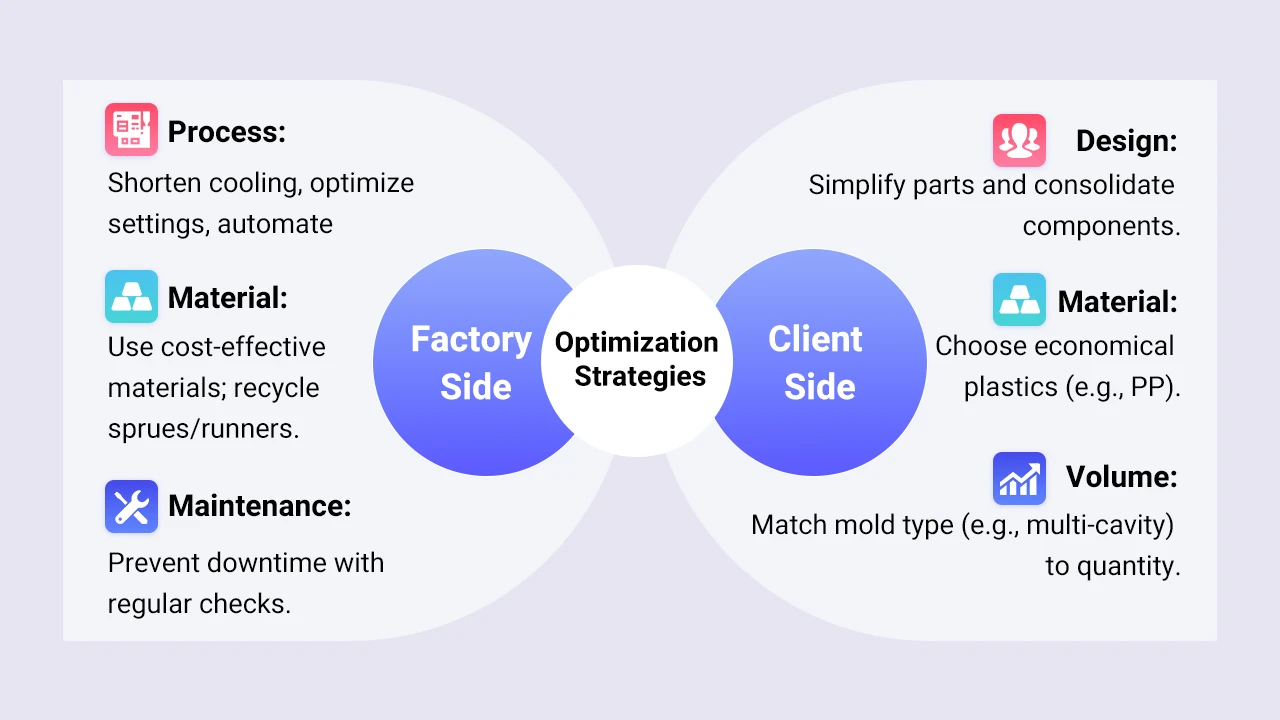
工場側:
プロセスと生産: 射出成形のコストを最適化するには、生産現場でのいくつかの戦略が有効です。冷却時間、機械設定の微調整、生産率を上げるための作業の自動化、コストの削減などである。
材料と廃棄物管理: 入手可能な材料やより安価な材料を選択することで、コストを大幅に削減できる。ホットランナーシステムを使用したり、スプルーやランナーで余った材料をリサイクルすることで、成形工程での材料の無駄を減らす。
メンテナンス 生産機械の定期的なメンテナンスは、予期せぬダウンタイムを防ぎ、一貫性を確保する。
クライアント側:
パーツデザイン: 設計を単純化することで、金型加工の時間とコストを削減できます。異なる部品を1つの部品にまとめることで、組み立ての必要性と労働力を最小限に抑え、全体的なコストを削減します。
素材の選択: 製品の材料の選択は、製造コストに直接影響する。重要でない部品にポリプロピレン(PP)のようなプラスチックを使えば、安価で同じ目的を果たせるかもしれない。
生産量: 生産される部品の数によって、顧客の投資に基づいて使用される金型のサイズが決まります。例えば、大量生産プロジェクトでは、より耐久性のある多数個取りの金型が必要となり、先行投資に影響する。
ヒントFirst Moldは、詳細な専門的な記事を用意しています。 射出成形コスト.射出成形のコストの具体的な構成要素と、それを削減する方法については、クリックして学ぶことができます。
射出成形における一般的な欠陥と射出成形品の受け入れ基準
射出成形プロセスは、その汎用性と効率性から信頼されている製造方法です。にもかかわらず、欠陥が発生し、製品の完全性を損なうなどの重大な問題につながる可能性があるなど、特別な課題がないわけではありません。欠陥はコスト効率やスピードを変え、製品の寿命を縮める。欠陥は、設計の不備、品質管理の失敗、生産工程でのミスなど、さまざまな原因で発生します。
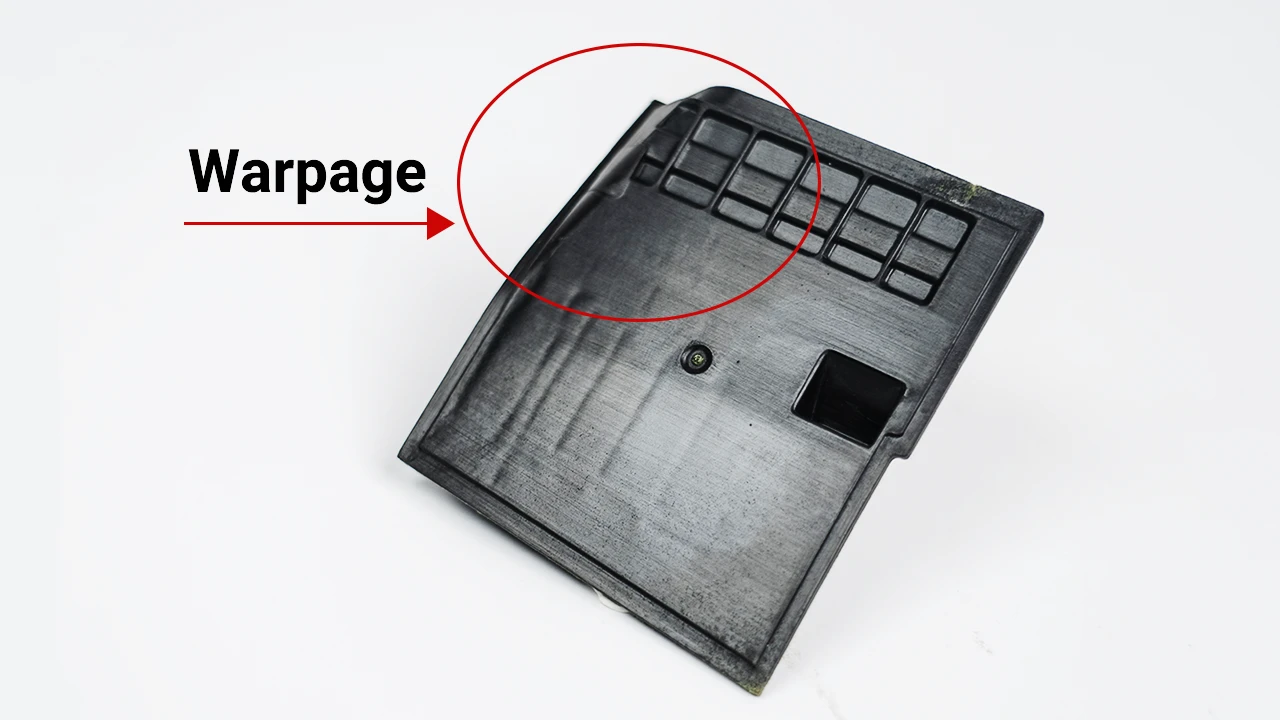

欠陥に関する詳細なガイドについては、次の技術資料を参照してください。 射出成形の欠陥.
射出成形の各欠陥の種類に興味がある場合は、以下の表を参照して、より深く理解するために対応するページに移動することができます。
成形品の受入れは、欠陥の許容レベルである。これは、表面仕上げ、機能性能、寸法精度など、部品が満たすべき特定の規格や基準によって決まります。実際の品質管理工程がどのように部品の合格を保証しているかについては、こちらをご覧ください: 射出成形部品の品質および受入基準.
射出成形部品の品質管理
射出成形における品質管理は、生産される部品が要求される仕様をすべて満たしていることを保証します。これらの仕様には、生産前後のチェック、進行中の工程の監視などが含まれます。 [7].
寸法公差とは、部品の寸法を扱う際に許容されるばらつきのことです。例えば、同一の部品を生産する場合、完全に一致させることは不可能です。これらの公差は、欠陥とみなされる前にある程度の限界があります。これは、すべての部品が確実に適合するように組み立てる際に役立ちます。
幾何学的寸法および公差(GD&T) は、部品の形状の機能的な必要性を定義する言語である。GD&Tは、形状、位置、向きを制御するために、主にエンジニアリングの図面で使用されます。GD&Tは、他の部品との嵌合が必要な成形部品の製造に役立ちます。設計者はGD&Tを使用して、重要でないフィーチャーを扱う際の指針を得たり、公差を緩めたりすることで、製造コストを下げることができます。

検査方法
部品が寸法精度を満たしていることを確認するために、検査方法を適用する必要がある。これらの方法には以下のようなものがある:
- 目視検査: これは、マーク、フラッシュ、変色、傷のような部品の欠陥をチェックする際の第一の防御線である。
- ノギスとマイクロメーター: 手動のツールを使えば素早く寸法をチェックできるが、複雑な形状の場合はより高度なツールが必要になる。
- 第一条検査(FAI): 新しい金型は、操業を開始する前にこのチェックを受ける。図面に含まれるすべての特徴、寸法、注意事項が検査され、文書化されます。
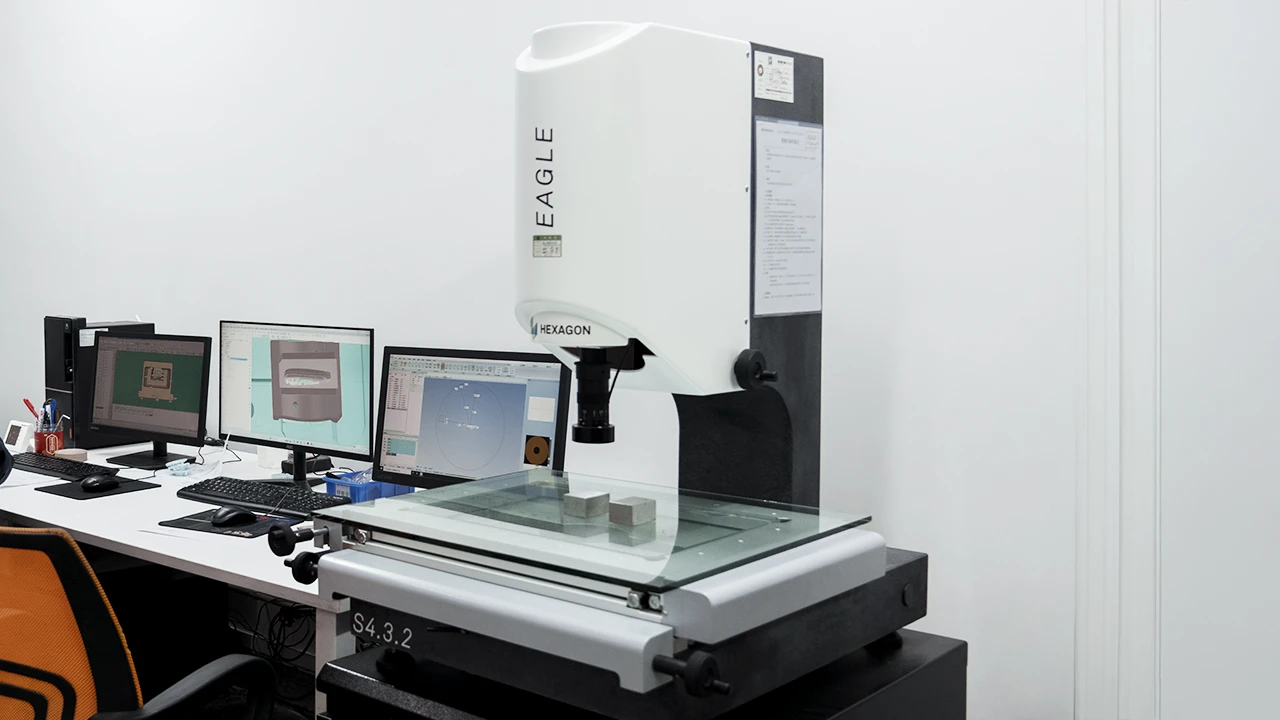
- 三次元測定機(CMM): これは、製品、特に複雑な部品の寸法を測定する高度な検査ツールである。
プロセス制御とモニタリング
これらは、生産工程で部品の品質を確保するために採用される戦略である。
- リアルタイムプロセス監視: 機械に組み込まれたセンサーを使用して、温度、圧力、時間などの重要なデータを収集する。このデータは、迅速な調整や欠陥の防止に役立つ。
- 統計的工程管理(SPC): 統計データを用いて生産を監視・管理する。プロットされた管理図は生産工程をガイドする。データが許容範囲から逸脱した場合、工程内に問題があることを示す。
- キャビティ圧のモニタリング: 金型キャビティ内に設置されたセンサーが溶融プラスチックの圧力を測定します。このセンサーは、部品の品質を示す目に見える曲線を生成します。

射出成形サプライヤーを選ぶには?
射出成形のための適切なサプライヤーは、あなたのプロジェクトの成功を決定します。部品だけでなく、時間とお金の節約にも貢献します。

正しい選び方を紹介しよう:
- 品質と認証を評価する: これは譲れない。ISO 9001のような認証を取得していることは、サプライヤーの品質に対するコミットメントを示すものです。専門業界には、医療用のISO 13485や自動車用のIATF 16949などの認証があります。また、品質管理プロセスや使用する機器の品質も検査しましょう。
- 場所とロジスティクス 現地のサプライヤーは、海外のサプライヤーに比べてリードタイムを短縮し、コミュニケーションを容易にするため、迅速なターンアラウンドにつながる。しかし、人件費や金型費用など他の面では、誰が手頃なコストを提供できるかにかかっており、これは費用対効果の高いプロジェクトには不可欠である。
- 見積もりと費用: 見積もりを検討し、価格を比較する時間を取ることは、可能な限り価値を提供する取引を得るために不可欠である。少量生産プロジェクトやツーリング・オーナーシップのMOQについても尋ねてみましょう。
- 彼らの能力を評価する: サプライヤーの専門知識は、プロジェクトの目標に合致していなければなりません。利用可能な機械の種類、単純なプロジェクトから複雑なプロジェクトまでの経験、成形後の工程、DFMサービスの有無などは、すべて考慮すべき要素です。
- サプライヤーとの契約: 会社とその製品を保護するためには、将来の誤解を防ぐために契約範囲を見直すことが不可欠である。契約の要素には、価格設定、支払い条件、納期などがある。
ヒントまず、モールドは読むことを勧める:
射出成形市場と動向
最近の発展がIMの成長につながった。IM産業へのプラスチック販売による収入が、市場の予測・推計の源となっている。 [8] [9].
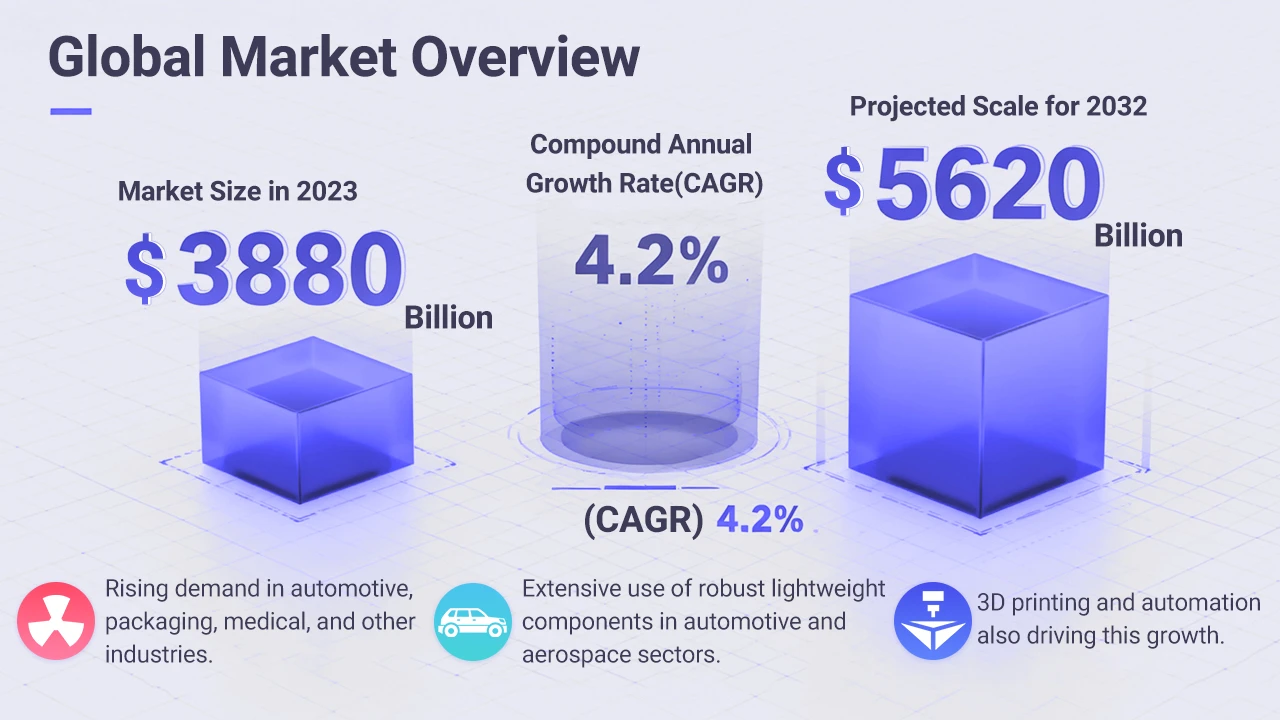
世界市場概要
2023年の推定世界市場規模は$3,880億であった。2024年から2032年までの年平均成長率(CAGR)は4.2%であり、この数字は2032年までに$5,620億近くまで上昇すると予測される。この成長は、自動車、包装、医療などの産業におけるプラスチック需要の増加によるものである。この需要は、自動車や航空宇宙分野で強度が高く軽量な部品が大量に使用されているためである。3Dプリンティングや自動化などのデジタル製造の採用も、この成長に寄与している。
地域分析
市場の成長にはばらつきがあり、一部の地域が他を圧倒している。
- アジア太平洋 が2023年に49.25%のシェアで市場をリードした。急速な都市化と自動車産業により、中国、インド、日本がこの地域のトップである。
- 米国市場 は、電気・電子産業と医療産業が牽引し、2032年までに$653億2,000万ドルに達すると予想されている。この成長の原動力は、先端材料、自動成形、厳格な品質基準の遵守である。
- ヨーロッパ地域 が大きなシェアを占めており、ドイツ、イタリア、フランスがリードしている。これらの地域は、複雑な自動車部門と包装部門から利益を得ている。
- UAE、サウジアラビア、南アフリカ(中東・アフリカ) は、費用対効果の高いプラスチック商品に対する消費者の需要により上昇している。この市場の可能性は、建設業界と消費者製品業界の支援によるものである。
今後の展望
射出成形の将来は、技術の進歩にかかっている。
- オートメーションとインダストリー4.0: スマート・テクノロジー、ロボット工学、オートメーションがますますその道をリードしている。人件費を下げ、効率を上げ、一貫性を保つことで生産を改善するのが狙いだ。IoTや時間品質管理といった新たな技術は、射出成形技術と統合されつつある。
- 先端材料: ポリマーのような原材料を複合材料やより高性能な樹脂に改良することで、新たな可能性が広がっている。これらの材料は、多くの用途で金属のような従来の材料に取って代わることを目指している。
- サーキュラー・エコノミー: 世界がより持続可能で環境に優しい慣行へと向かう中、消費者の要求と厳しい規制の間でバランスを取る必要がある。プラスチック汚染や健康リスクを減らすために、バイオプラスチックや生分解性プラスチックの採用が進んでいる。
よくある質問 (FAQ)
これは、プラスチックのような溶融材料を金型のキャビティに押し込んで、同じ部品を大量に作る製造プロセスである。材料は加熱されたバレル内で溶かされ、金型に注入された後、冷却されて固化し、最終的な形状になる。
熱可塑性プラスチック(ABSやナイロンなど)が最も一般的だが、このプロセスは熱硬化性プラスチック、液状シリコーンゴム(LSR)、さらには金属(MIMと呼ばれる特殊なプロセスによる)でも機能する。
その最大の強みは、大量生産における驚異的な効率性、高度に複雑で詳細な部品を作る能力、そして最初の金型が作られた後の優れた設計の柔軟性である。
金型そのものはかなりの先行投資となる。単純なものでも数千ドルから数万ドルかかることもある。 アルミ型 数百万サイクル用に設計された複雑な多数個取りの鋼鉄製金型では、数万(またはそれ以上)になる。.
部品1個当たりの価格は、金型の初期費用、使用する原材料、機械のサイクルタイム、必要な二次加工(塗装など)、梱包、そして成形業者の諸経費という6つの重要な要素によって左右される。
注型とプレス成形の違いを考えてみよう。射出成形は、閉じた金型に液状の材料を押し込むもので、複雑な形状に最適です。圧縮成形は、開放された金型に材料を注入し、金型が閉じて材料を圧縮して成形します。
軽量であること、大量生産で部品単価が安いこと、耐食性、電気絶縁性、金属では高価になる複雑な形状の加工が可能であることなどが優先される場合は、プラスチックを選択する。
均一な壁は、プラスチックが均一に冷却され、ヒケや内反りなどの外観不良を防ぐために不可欠です。抜き勾配(垂直の壁にわずかなテーパーをつけること)は、金型に傷や引っかかりをつけることなく、金型から部品をきれいに排出させる簡単なトリックです。
参考文献
[1] Rosato, Dominick V., and Marlene G. Rosato. 射出成形ハンドブック.Springer Science & Business Media, 2012.William G. Frizelle,10 - 射出成形技術,Editor(s): Myer Kutz,In Plastics Design Library,Applied Plastics Engineering Handbook (Second Edition).
[2] Frizelle, W. G. (2017).射出成形技術。M. Kutz (Ed.)、 応用プラスチック工学ハンドブック (第2版、191-202頁)。ウィリアム・アンドリュー https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020).未来のプラスチック?生分解性ポリマーが環境に与える影響。In 陸上環境におけるマイクロプラスチック。 シュプリンガー・ネイチャー https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al.ポリマーとその複合材料を加工する射出成形技術の概要。 ES材料&製造, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011).金型設計・製造におけるDFMの実現. Advanced Materials Research, 314、 2293-2300.
[6] Tosello, G., et al.射出成形プロセスチェーンにおける積層造形の統合によるバリューチェーンと生産コストの最適化. 先進製造技術国際ジャーナル, 100(1), 783-795.
[7] Aminabadi, S. S., et al.プラスチック射出成形部品のインダストリー4.0インラインAI品質管理。 ポリマー, 14(17)、第3551条。
[8] Fortune Business Insights.(n.d.). 射出成形プラスチックの市場規模、シェア、業界分析。 検索元 https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] ザイオン・マーケット・リサーチ.(n.d.). 射出成形市場:材料別(プラスチック、金属)。 検索元 https://www.zionmarketresearch.com/report/injection-molding-market











