

في عالم تطوير المنتجات، يمثل تحويل منتج ما من تصميم جميل ثلاثي الأبعاد إلى جسم مادي ملموس تحدياً كبيراً. لا يتوقف معظم الناس عن التفكير في الجوانب التقنية وراء هذه الأشياء البسيطة التي تملأ حياتنا.
القولبة بالحقن هي عملية إنتاج حيث يتم صهر المادة في شكل منصهر، ثم يتم حقنها في تجويف القالب لإنتاج الأجزاء. يقوم البرميل الساخن بإذابة المادة، وبعد حقنها في تجويف القالب، تبرد المادة وتتصلب لتشكل ملامح الجزء المطلوب. قد تشمل المواد المستخدمة البلاستيك، والمعادن، والزجاج، واللدائن الحرارية والبوليمرات المتصلدة بالحرارة الأكثر شيوعًا [1].

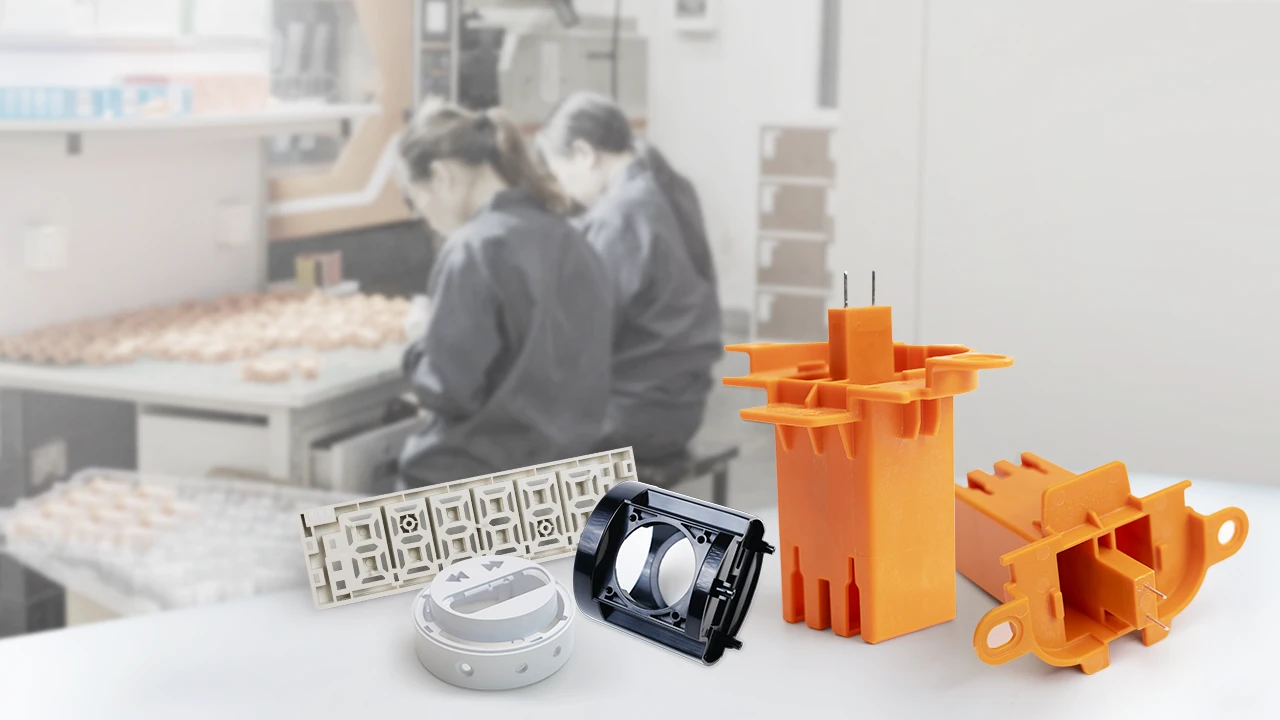
في التصنيع الحديث، أصبح القولبة بالحقن حجر الزاوية في الإنتاج. على سبيل المثال، ضع في اعتبارك ماكينة تعمل لبضع ثوانٍ في كل دورة. إذا كانت تعمل لمدة يوم كامل، يمكنها إنتاج آلاف الأجزاء. هذه المعدلات الإنتاجية العالية تجعل الصناعات تلبي احتياجات السوق بسرعة. كما أن القالب المحكم الإغلاق يمكن أن يشكل جزءًا، بغض النظر عن مدى تعقيده.
بالإضافة إلى ذلك، فإن قدرتها على السماح للمواد المختلفة تجعلها مناسبة لتطبيقات متنوعة. وقد هيمنت المواد البلاستيكية على هذه الصناعة مقارنة بالمواد الأخرى مثل المعادن. لهذا السبب إذا لم يحدد شخص ما المادة، فمن الآمن أن نفترض أنه يشير إلى قولبة حقن البلاستيك.

تاريخ القولبة بالحقن
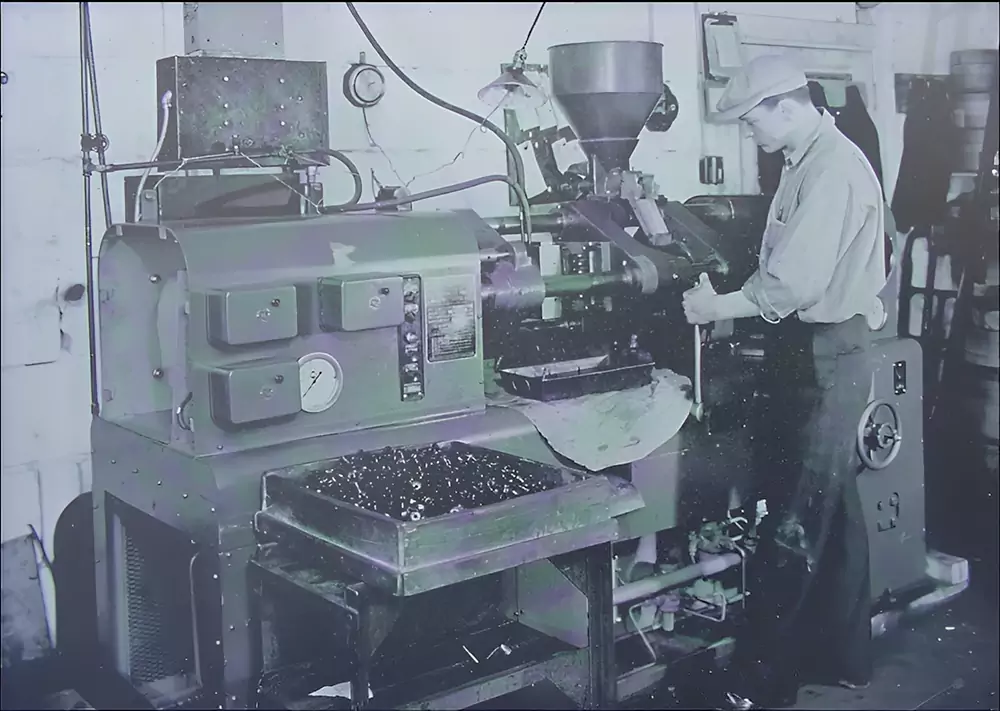
تم إصدار أول براءة اختراع لماكينة القولبة بالحقن في عام 1872 بواسطة جون و. حياة وإخوته. كانت عبارة عن جهاز بسيط يشبه المكبس، مثل المحقنة، يقوم بحقن السليلويد من خلال أسطوانة ساخنة في قالب. وكان ينتج قطعًا بسيطة مثل الأزرار وأمشاط الشعر والياقات.
في أوائل القرن العشرين، اخترع الكيميائيان الألمانيان آرثر إيشنغرون وثيودور بيكر شكلاً قابلاً للذوبان من أسيتات السليلوز أقل قابلية للاشتعال من نترات السليلوز.
في الأربعينيات من القرن العشرين، أي في الفترة التي سبقت الحرب العالمية الثانية، تصاعد الطلب على المنتجات الرخيصة والمنتجة بكميات كبيرة، مما أدى إلى ارتفاع كبير في هذه الصناعة. وكان هناك تطور كبير في العديد من اللدائن الحرارية، مثل البولي فينيل كلورايد والبوليسترين، والتي لا تزال صالحة حتى اليوم. أثرت الحرب على الموارد التقليدية مثل المعادن والمطاط، مما قلل من توافرها. قدم البلاستيك حلاً، وأتاح القولبة بالحقن إنتاج الأجزاء البلاستيكية بكفاءة. وقد أدى تطوير ماكينة الحقن اللولبية بالبثق في عام 1946 على يد جيمس واتسون هندري إلى تحقيق تقدم في عملية قولبة حقن البلاستيك، والتي لا تزال هي المعيار حتى اليوم. وسمح ذلك بتحكم أكبر في عملية الحقن، مما أدى إلى إنتاج أجزاء عالية الجودة [2].
داخل سير عمل حقن القوالب بالحقن
يمكن تقسيم دورة سير العمل في عملية القولبة بالحقن إلى 6 خطوات رئيسية. تسهل هذه الدورة القابلة للتكرار إنتاج كميات كبيرة من الأجزاء المتشابهة بكفاءة عالية.

1. التثبيت
يتكون نظام تثبيت القالب من نصفين يسمحان بفتح القالب وإغلاقه. ويتم ذلك بقوة أكبر لمنعه من الفتح أثناء الحقن تحت ضغط عالٍ. وتتطلب العملية دقة عالية مع تغيير السرعة "بطيء-سريع-بطيء" لتقليل الأضرار التي تلحق بالقالب والمنتج، وتقليل الضوضاء بسبب الاهتزازات القوية. يحدد حجم مكبس الصب حجم مكبس الصب وقت هذه الخطوة.
2. الحقن
بمجرد أن يتم إغلاق تجويف القالب بالكامل، يتم تحويل البرميل المسخّن والكريات البلاستيكية المذابة إلى حالة منصهرة. يتم حقن السائل في القالب تحت ضغط مرتفع للغاية لملء كل تفاصيل التجويف. ومن المتوقع أن تكون درجة الحرارة ثابتة طوال هذه العملية.
3. المسكن
بعد أن يملأ البلاستيك المنصهر القالب، يتم الضغط عليه. يتم حجب الضغط للتأكد من أن السائل يملأ كل جزء من التجويف بحيث يكون الجزء المنتج مطابقًا تمامًا للقالب.
4. التبريد
يُترك البلاستيك المنصهر داخل التجويف بمفرده ليبرد ويتصلب إلى الشكل المطلوب. تسهل قنوات التبريد داخل القالب، التي يدور من خلالها الماء والزيت بسرعة، عملية التبريد. تؤثر سماكة الجزء وخصائص المادة على وقت التبريد.
5. الطرد
عند التبريد، تدفع دبابيس القاذف الجزء النهائي للخارج عند فتح القالب. يتم وضعها بشكل استراتيجي لمنع تلف الجزء. يغلق القالب وتستمر الدورة.
6. المعالجة اللاحقة
بعد الطرد، قد يظل الجزء ساخنًا، لذا يلزم إجراء المزيد من التبريد. يتم إجراء المزيد من العمليات الثانوية، مثل تقليم المواد الزائدة والطلاء والتجميع. يمكن إعادة تدوير فحوصات الجودة ومواد النفايات وإعادة حقنها مرة أخرى في العملية.
فهم أنواع حقن القوالب بالحقن
تعتمد عمليات القولبة بالحقن على متطلبات المنتج. ويتم تصنيفها وفقًا للأنظمة المتخصصة والمواد وتصميم القالب.
التصنيف حسب تصميم القالب
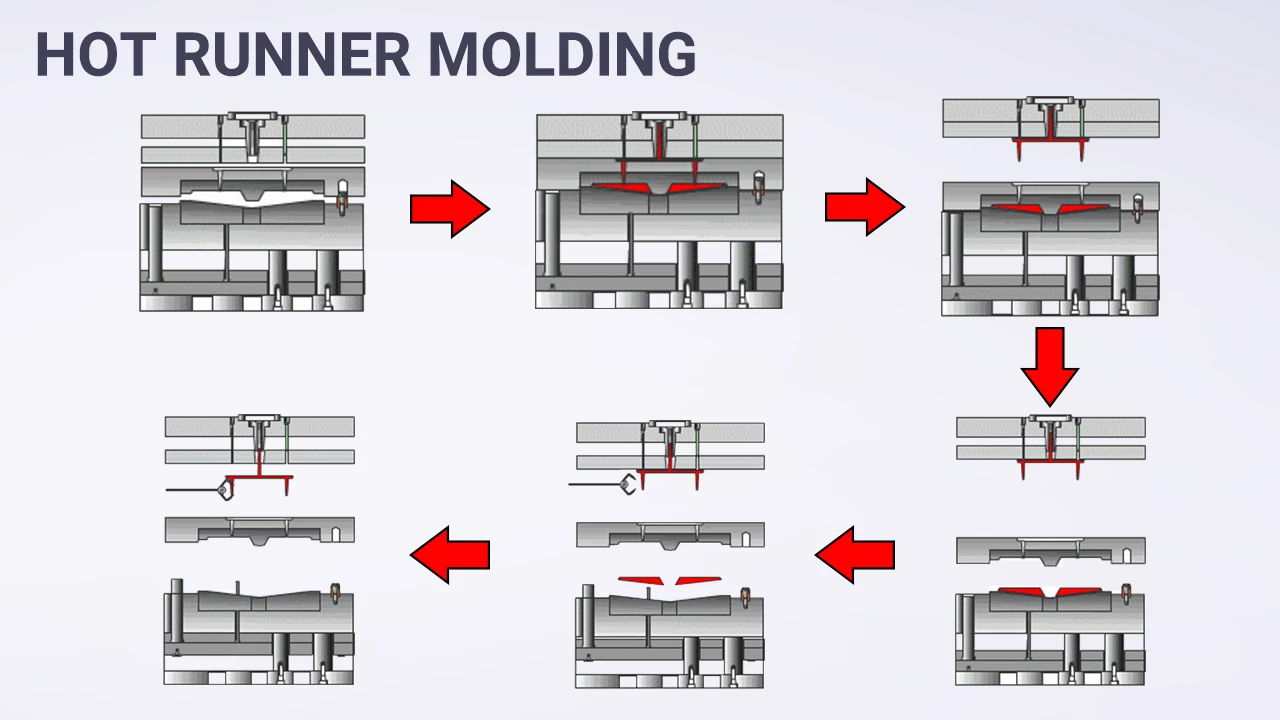
صب القوالب على الساخن
صب العداء الساخن هو نظام تغذية مزود بمشعبات ساخنة من القضبان أو الملفات للحفاظ على البلاستيك منصهرًا، مما يمنعه من التصلب. عند الإخراج، يخرج الجزء النهائي بدون العدائين. يخرج الجزء المقولب نظيفًا بدون بلاستيك إضافي، مما يقلل من النفايات وزمن الدورة. وبالتالي، ليست هناك حاجة لإعادة الطحن والمعالجة اللاحقة.
تشمل بعض القيود التي تواجهها أنظمة العداء الساخن ارتفاع تكاليف الإعداد والصيانة. كما يلزم وجود متخصصين مهرة للإشراف على العملية. كما أنه من الصعب أيضًا تنظيف العَدَّاءات أو التأكد من نفاد المواد البلاستيكية بالكامل، حيث إنها مخفية. وتصبح هذه مشكلة عند التعامل مع تغيرات اللون أو المواد الحساسة للحرارة.
صب القوالب على البارد
نظام العداء غير مسخّن، وسوف يتصلب البلاستيك مع الجزء. عند الطرد، يتم فصل العداء عن الجزء النهائي عن طريق القطع أو التشذيب. ومع ذلك، يعتمد ذلك على صفيحة القالب المستخدمة، حيث أن بعضها قد ينفصل. وهي أسهل في الصيانة، والتنظيف، وتغيير اللون، وتكرار التصميم، والعمل مع مواد مختلفة لأن البوابات ومواضع العدائين قابلة للتغيير.
ومن عيوب هذا النظام أنه يولد نفايات زائدة مع كل دورة. وتؤثر إمكانية إعادة الطحن وإعادة المعالجة على المنتج النهائي لأن الاستخدام المتكرر يغير خصائصه.

التصنيف حسب مواد حقن القوالب بالحقن
قولبة حقن البلاستيك
الشكل الأكثر استخدامًا لقولبة الحقن، باستخدام بوليمرات اللدائن الحرارية وراتنجات التصلب الحراري كمواد خام. تعمل عملية تسخين الكريات البلاستيكية على تحويلها إلى بلاستيك منصهر وتغذيتها في تجويف القالب. وعند التبريد، تتطابق مع شكل القالب. لا تعاني اللدائن الحرارية من تدهور كبير في خواصها المادية حتى بعد الاستخدام المتكرر. تخضع اللدائن الحرارية لتغير كيميائي بعد التسخين، لذلك يصعب إعادة استخدامها.
نصائح: عادة، عندما يشير الناس إلى "قولبة الحقن"، فإنهم يشيرون في الغالب إلى "قولبة حقن البلاستيك". إذا كانت لديك منتجات بلاستيكية تحتاج إلى التصنيع، نوصيك بزيارة "خدمات قولبة حقن البلاستيك بالحقن" للحصول على مزيد من المعلومات.

قولبة حقن المعادن بالحقن (MIM)
يستخدم مواد وسيطة من مساحيق معدنية دقيقة (فولاذ مقاوم للصدأ، تيتانيوم) ممزوجة بمادة رابطة بلاستيكية. وعلى غرار حقن البلاستيك، يتم تسخينها وحقنها وتبريدها في القالب. يُطلق على الجزء الذي يبرد "الجزء الأخضر"؛ ومع ذلك، فإن العملية لم تكتمل بعد. حيث يخضع الجزء الأخضر إلى مزيد من المعالجة، بما في ذلك إزالة التجليد والتلبيد لإزالة المادة الرابطة البلاستيكية وتطبيق درجات حرارة عالية لدمج الجزيئات المعدنية للجزء النهائي.
وهي مفيدة لإنشاء أجزاء معدنية لم تكن ممكنة في السابق باستخدام الطرق التقليدية. ومع ذلك، فإن التقييد هو أنها باهظة الثمن إلى حد ما ومقتصرة على الأجزاء الصغيرة الحجم والكميات الأقل.
نصائح: انقر للتحقق من المزيد من المعلومات حول "تقنية MIM“.

التصنيف حسب العمليات المتخصصة
صب القوالب بالحقن بمساعدة الغاز
يتم حقن غاز خامل مضغوط (يتم استخدام غاز النيتروجين) في القالب بعد أن يشكل البلاستيك المنصهر جزءًا مجوفًا، مما يزيد من معدل التبريد. يساعد في تقليل التواء الأجزاء وتحقيق سطح أملس. ومع ذلك، فإنه ينطبق فقط على القوالب أحادية التجويف مع تفاعل بعض المواد مع الغاز وتغيير خصائصها.
نصائح: انقر لمعرفة المزيد عن "صب القوالب بالحقن بمساعدة الغاز“.

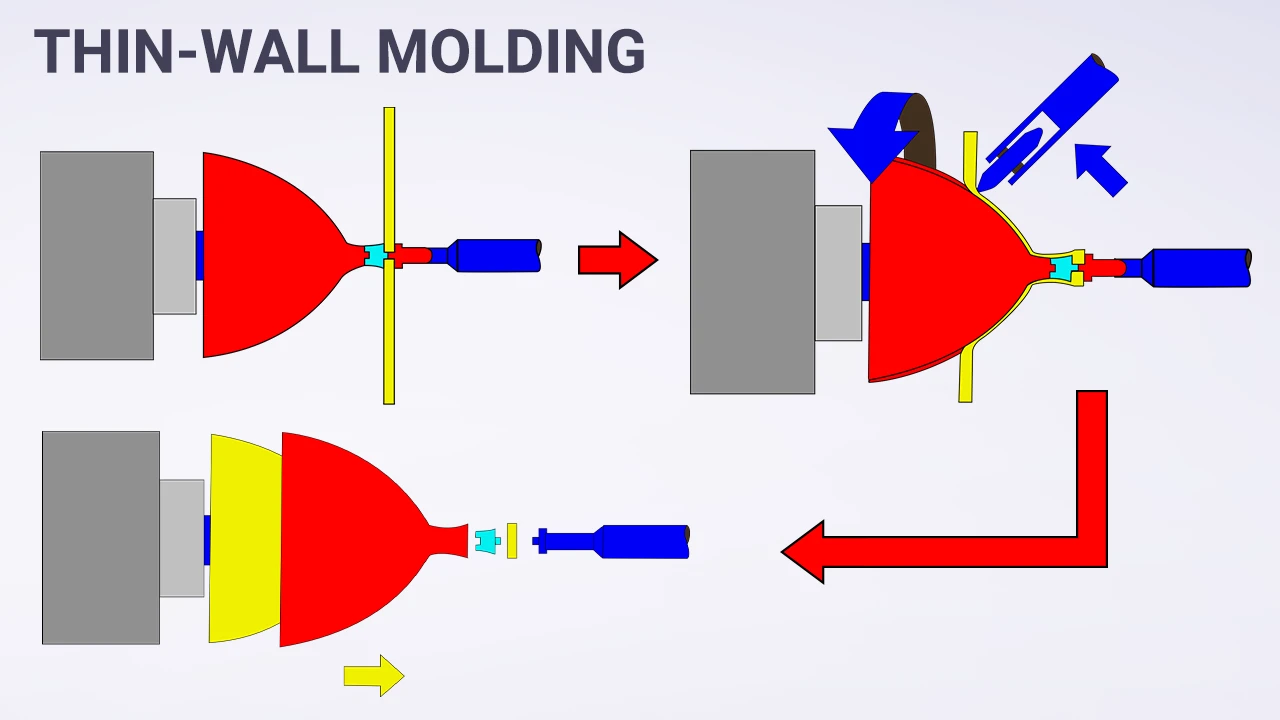
قوالب الجدران الرقيقة
تقلل الجدران الرقيقة من استخدام المواد وتوفر التكاليف. تنتج هذه العملية أجزاء ذات جدران رقيقة جدًا (1-2 مم). هناك حاجة إلى ماكينات متخصصة لحقن البلاستيك بأعلى دقة وضغط لملء تجويف القالب بالكامل. تساعد في توفير الموارد عند مقارنتها بالطرق التقليدية.
يتمثل الجانب السلبي لهذه العملية في أن ماكينات التشكيل هذه باهظة الثمن وتتطلب موظفين متخصصين. الدقة عالية المستوى غير قابلة للتفاوض في عملية صب الجدران الرقيقة حيث لا يوجد مجال للأخطاء.
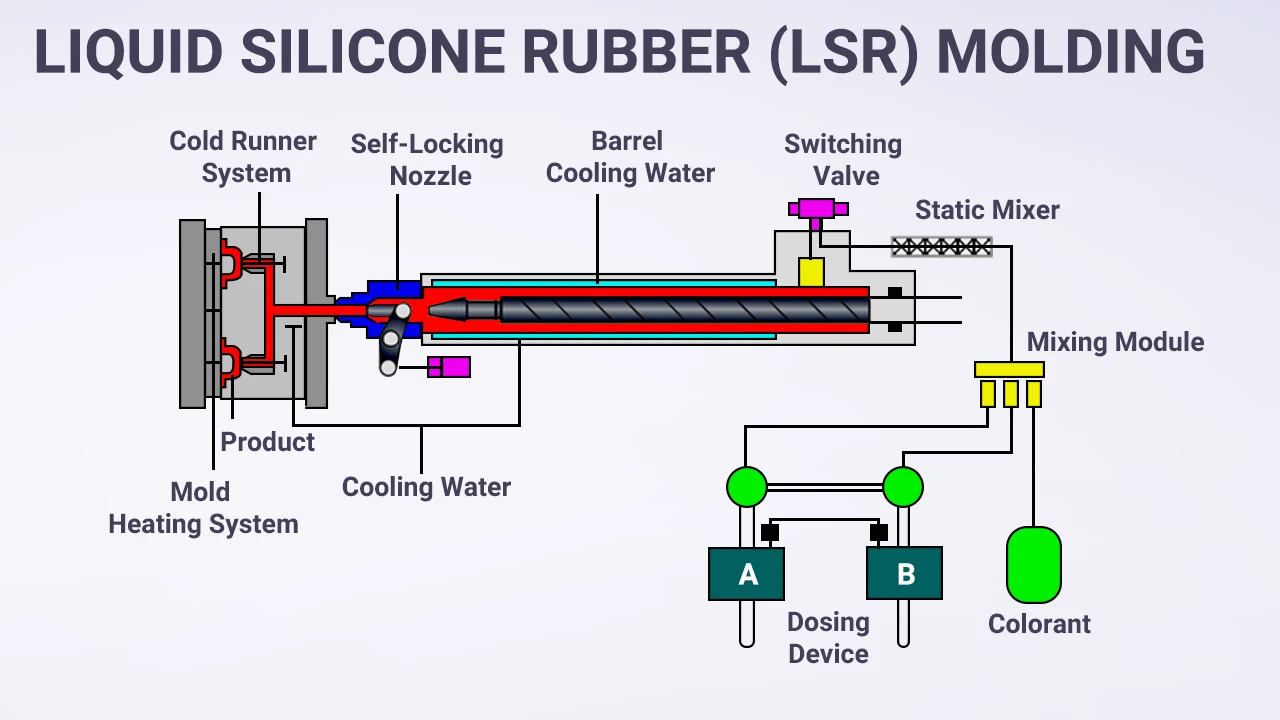
قولبة مطاط السيليكون السائل (LSR)
وهي مصممة لإنتاج منتجات المطاط على نطاق واسع. يتم حقن مطاط السيليكون بالحرارة في تجويف قالب ساخن ومفلكن. من المفيد تخزينه على هيئة سيليكون سائل، مما يغني عن الحاجة إلى إذابته. كما أنه يتصلب بسرعة وينتج نفايات أقل. ومن ناحية أخرى، بمجرد أن يتم فلكنة السيليكون، تكون العملية غير قابلة للانعكاس، ولا يمكن إعادة تدوير معظم منتجات السيليكون هذه.
نصائح: قد تكون مهتمًا أيضًا بـ "قولبة حقن المطاط بالحقن“.
قولبة الحقن بالحقن ثنائي الطلقات
تتضمن دمج مادتين مختلفتين أو لونين من نفس المادة في دورة قالب واحدة لتشكيل جزء واحد معقد. تستخدم العملية ماكينة خاصة مؤتمتة للغاية مزودة بوحدتي حقن. أثناء الحقنة الأولى، يتم حقن مادة صلبة مثل بلاستيك ABS في التجويف وتشكيل الجزء الأول. ثم يتم تدوير القالب، ويتم حقن المادة الثانية، مثل البلاستيك الحراري اللين، في التجويف الجديد وترتبط بالجزء الأول. عند الانتهاء، يتم إخراج الجزء المكون من مادتين، والذي يتمتع بتكامل هيكلي وجمالي دون تجميع جديد.
نصائح: انقر لرؤية "كيفية عمل القولبة بالحقن ثنائي الحقن“.

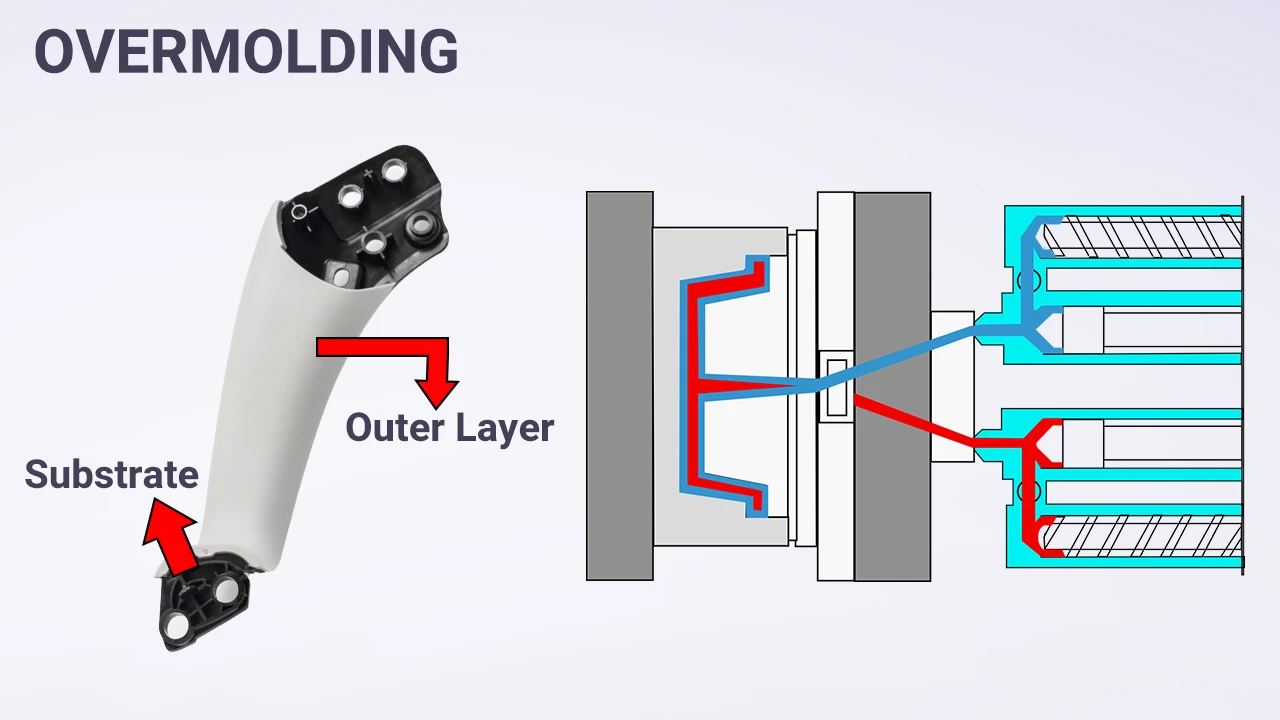
التشكيل الزائد
هي عملية قولبة مادة واحدة فوق جزء موجود مسبقاً. تحدث عن طريق وضع قالب الجزء الأول ثم حقن مادة أخرى فيه. هذه الطريقة مفيدة في إنشاء أجزاء قوية ذات خصائص مدمجة لمنتجات مثل المقابض أو مقابض الأدوات أو فرش الأسنان.
نصائح: انقر للحصول على فهم أعمق لـ "التشكيل الزائد“.
إدراج القوالب
يتضمن وضع حشوات معدنية أو بلاستيكية (مسبقة التشكيل) في القالب، ثم حقن البلاستيك. ثم يتصلب البلاستيك بعد ذلك ويتشكل حول الحشوات. تخلق هذه التقنية منتجات ذات خصائص مواد مدمجة وتزيل التجميعات اللاحقة. ومع ذلك، فإن هذه العملية تجعل من الصعب تفكيك المنتج لإصلاحه وإعادة تدويره.
نصائح: انقر لمعرفة المزيد عن "إدراج القوالب“.

المكونات الأساسية لماكينة القولبة بالحقن والقوالب
تعتمد عملية التشكيل بالكامل على مكونات أساسية تعمل معًا لتحويل المواد الخام إلى منتج نهائي.

وحدة الحقن
- قادوس هو المكون الذي تتغذى منه الكريات في الماسورة/البرغي.
- البرميل/المسمار تسخين المادة إلى حالة منصهرة لتسهيل التدفق.
- الفوهة هي فتحة صغيرة تصل بين نظام القاذف والتجويف الموجود في أسفل الماكينة.
يتم تغذية الكريات البلاستيكية من خلال القادوس إلى البرميل. يقوم البرميل بحقن السائل المنصهر من خلال فوهة. تنقل بعض القنوات الأخرى (العدائين الفرديين) التدفق من الفوهة إلى مدخل بوابة الحقن إلى التجاويف.
وحدة التثبيت
- صفيحة القالب مسؤولة عن تثبيت أنصاف القوالب.
- قضبان الربط قم بمحاذاة الصفيحة المتحركة وتوفير الدعم الهيكلي لتجنب الانحراف، مما قد يتسبب في حدوث وميض.
- نظام القاذف يستخدم آلية عمل مزدوجة تسهّل إزالة الجزء.
تتحرك الصفيحة المتحركة بنصف صفيحة متحركة نحو الصفيحة الثابتة بالنصف الآخر. توجه قضبان الربط هذه الحركة لضمان إغلاق الصوانى بمحاذاة مثالية. تكون قوى الإغلاق هائلة لإبقاء النصفين مغلقين بإحكام تحت ضغط عالٍ أثناء الحقن. بعد ذلك، يتم تنشيط نظام القاذف على الصفيحة المتحركة. تقوم دبابيس القاذف بدفع الجزء النهائي للخارج.
تجويف القالب
يتكون من قسمين. الجانب الثابت والجانب المتحرك الذي يتحكم في فتح وإغلاق القالب. يضم نظام العداء ويحافظ على محاذاة الجانب المتحرك من خلال البطانات ودبابيس التوجيه. تحدد محاذاة الجانب الثابت الأبعاد الدقيقة والإزالة السلسة للمنتج.
نصائح: قد تكون مهتمًا أيضًا بالمعلومات التفصيلية حول "تجاويف القالب وقوالب القالب“.
نظام التغذية
- تقوم المسامير التوجيهية بمحاذاة أنصاف القالب أثناء العملية.
- الرفوف والعدّاءات هي نقطة دخول البلاستيك المنصهر.
- البوابة عبارة عن فتحة صغيرة تتحكم في تدفق المواد في تجويف القالب.
تعمل الذراب، والأدوات الدوارة والبوابات معًا لتوجيه البلاستيك المنصهر من وحدة الحقن إلى تجويف القالب. تربط الذريعة الفوهة بنظام العداءات. تقوم العدَّادات بتوزيع التدفق المنصهر على تجاويف القالب من خلال البوابات.
قنوات التبريد
وهي عبارة عن فتحات داخل أنصاف القوالب تقوم بتدوير الماء أو الزيت لتنظيم درجات الحرارة. وهي تحتوي على وحدة تنظيم حراري تحافظ على درجة حرارة السائل تحت السيطرة. يحافظ التبريد على ظروف حرارية متسقة داخل التجويف، مما يؤثر على جودة الجزء وزمن الدورة.
نظام القاذف
- دبابيس القاذف: هي دبابيس فولاذية تقع خلف تجويف القالب. يتم دفعها للأمام عند فتح القالب.
- ألواح القاذف: حيث يتم تركيب المسامير.
- دبابيس الإرجاع: تقوم بدفع ألواح القاذف للخلف عند إخراج القطعة.
تقوم ألواح القاذف بدفع المسامير إلى الأمام؛ حيث يتم دفع الجزء خارج القالب. بعد ذلك، تدفع دبابيس الإرجاع ألواح القاذف والدبابيس إلى موضعها الأصلي للتحضير للدورة التالية. عندما يتم إعادة ضبط النظام بالكامل، يصدر صوت "فرقعة" يشير إلى التراجع الكامل. تتم إزالة القِطع الحساسة باستخدام قاذفات هيدروليكية للحصول على دقة عالية، بينما تضمن قضبان الطرقة الميكانيكية الاتساق في إزالة القِطع.
نصائح: انقر لفهم جميع المعلومات المتعلقة بـ "دبابيس القاذف“.
فيما يتعلق بتركيبة القوالب، هناك مقالة مفصلة للغاية هنا تساعدك على فهم جميع المكونات بما في ذلك التجويف، واللب، وقاعدة القالب. يرجى النقر على “تركيبة قوالب حقن البلاستيك“.

مواد حقن القوالب بالحقن الشائعة وخصائصها
مواد البوليمر هي أساس قولبة حقن البلاستيك. البوليمرات أو البلاستيك، كما هو معروف، هي جزيئات كبيرة ذات وحدات متكررة. جميع المواد البلاستيكية عبارة عن بوليمرات، ولكن ليست كل البوليمرات بلاستيك. وتقع الاختلافات بينهما في خواصها الفيزيائية والكيميائية.
البوليمرات هي مركبات كيميائية طبيعية تتكون من سلسلة من الجزيئات المرتبطة كيميائياً (المونومرات). وتسمى الأنواع المفردة من المونومرات بالمتجانسات. ويشكل نوعان أو أكثر من المونومرات بوليمر مشترك. وتتمثل مزايا استخدام البوليمرات في أنها لا تطلق أبخرة سامة عند الاحتراق.

بلاستيك هي بوليمرات اصطناعية مستخرجة من البترول من خلال عملية البلمرة. وهناك فئتان من البلاستيك:
- اللدائن الحرارية: لها سلاسل خطية أو متفرعة. تكون لينة عند تسخينها وتتصلب عند تبريدها.
- التصلب الحراري: تخضع لتغيرات لا رجعة فيها بمجرد ضبطها/التسخين.
- اللدائن: تُظهر مرونة تشبه المطاط. يمكن أن تعود إلى شكلها الأصلي بعد التسخين.
نظرًا لأن اللدائن تعتبر بوليمرات، فإنها تُظهر هياكل مماثلة لهياكل البوليمرات. وتتمثل الفوائد الرئيسية لاستخدام اللدائن في انخفاض تكلفة الإنتاج، وارتفاع نسبة القوة إلى الوزن، وتعدد استخداماتها [3] [4].
بصرف النظر عن استخدام البوليمرات كمادة أساسية للقولبة بالحقن، فإن المواد الأخرى، مثلالمعادن, تُستخدم. يشار إلى العملية باسم القولبة بالحقن المعدني (MIM). تتضمن معظم المواد المعدنية المستخدمة في التصنيع المدمج المتعدد المعادن ما يلي: السبائك الحديدية (فولاذ الأدوات، والفولاذ المقاوم للصدأ، وسبائك الحديد والنيكل المغناطيسي، وسبائك "كوفار وإينفار" الخاصة), سبائك التنغستن, المعادن الصلبة (الكربيدات الأسمنتية)، والمواد الخاصة مثل المركبات.

سوف يرشدك الجدول التالي إلى أنواع مواد البوليمر المستخدمة في التشكيل بالحقن وتطبيقاتها.
جدول خواص وتطبيقات مواد القولبة بالحقن الشائعة
| الفئة | المادة (اختصار) | الخصائص الرئيسية | التطبيقات | الملاحظات |
|---|---|---|---|---|
| الغرض العام | ص | خفيف الوزن، مقاوم للمواد الكيميائية | الحاويات، قطع غيار السيارات | بلاستيك متعدد الاستخدامات وفعال من حيث التكلفة. |
| بى بى | مقاوم للصدمات، عازل كهربائي | الألعاب، عزل الكابلات | متوفر في درجات البولي إثيلين عالي الكثافة والبولي إثيلين منخفض الكثافة. | |
| ملاحظة | صلبة ومنخفضة التكلفة | أدوات المائدة، التعبئة والتغليف | يوجد على شكل درجات بلورية (GPPS) وعالية التأثير (HIPS). | |
| بولي كلوريد الفينيل | مثبطات اللهب، مقاومة للهب ومقاومة للعوامل الجوية | الأنابيب، تغليف الكابلات | يمكن أن تكون صلبة أو مرنة مع مواد ملدنة. | |
| ABS | مقاوم للصدمات، تشطيب جيد | علب الإلكترونيات، التصميمات الداخلية للسيارات | توازن مثالي بين القوة والتكلفة وقابلية المعالجة. | |
| اللدائن الهندسية | السلطة الفلسطينية | قوة عالية، مقاومة للاهتراء | التروس، المحامل | معروف بالنايلون، ويتطلب التجفيف المسبق. |
| كمبيوتر شخصي | مقاوم للصدمات، شفاف، مقاوم للصدمات | نظارات السلامة، والمكونات الإلكترونية | صلابة استثنائية ولكنها عرضة للخدش. | |
| بوم | صلابة عالية، احتكاك منخفض | تروس دقيقة، سحابات دقيقة | غالباً ما تسمى "أسيتال"، تتصرف مثل المعدن. | |
| حيوان أليف | قوة عالية، حاجز جيد | الزجاجات والأجزاء الهندسية | يتطلب درجة متخصصة (PETG) للوضوح. | |
| PBT | مقاومة للمواد الكيميائية وثابتة الأبعاد | الموصلات، مكونات السيارات، مكونات السيارات | يتبلور أسرع من PET لسهولة التشكيل. | |
| أداء عالٍ | PPS | مقاومة عالية للحرارة، خامل كيميائياً | مستشعرات السيارات، الأجزاء الصناعية | بوليمر هندسي رائع ومتين للغاية. |
| بيك | مقاوم للحرارة، قوي ميكانيكياً | قطع غيار الطائرات، الغرسات الطبية | أداء من الدرجة الأولى بتكلفة عالية. | |
| جزيرة الأمير إدوارد | قوة عالية، مثبطات اللهب | صواني قابلة للتعقيم، تصميمات داخلية للفضاء الجوي | بديل للكمبيوتر الشخصي عالي الأداء والشفافية. | |
| اللدائن | TPE | ناعم الملمس، قابل لإعادة التدوير | المقابض والأختام | يمكن تشكيلها كالبلاستيك ولكن ملمسها كالمطاط. |
| TPU | مقاوم للتآكل، مرن | أغطية الهاتف، نعال الأحذية | مقاومة التآكل المتميزة بين اللدائن المرنة. | |
| TPV | مقاوم للعوامل الجوية، متين | موانع تسرب السيارات، تجليد الطقس | بديل ممتاز للمطاط الحراري. | |
| البلاستيك الحيوي | PLA | أساس حيوي، قابل للتسميد | حاويات الطعام، الطباعة ثلاثية الأبعاد | البلاستيك الحيوي الأكثر شيوعاً، ولكنه حساس للحرارة. |
| معادن MIM | 316L | مقاوم للتآكل، قوي | الأدوات الطبية وحافظات الساعات | مثالية للقِطع المعدنية الصغيرة والمعقدة عبر التصنيع الميكانيكي المتعدد الأجزاء. |
| 17-4 فهرنهايت | قوة عالية وقابلة للتصلب | مكونات السلاح الناري، وأدوات طب الأسنان | يمكن معالجتها بالحرارة بعد التشكيل للحصول على قوة عالية. | |
| إن إم تي ميتالز | سبيكة أل | خفيف الوزن، قوة جيدة | إطارات الهاتف، حافظات الكمبيوتر المحمول | المعدن الأساسي للقطع الهجينة البلاستيكية NMT. |
| سبيكة المغنيسيوم | خفيف جداً، قوة عالية | إطارات الطائرات بدون طيار، العلب الإلكترونية | نسبة قوة إلى وزن ممتازة لوزن NMT. | |
| الفولاذ المقاوم للصدأ | متانة عالية، مقاومة للتآكل | الأجهزة القابلة للارتداء، مفاتيح السيارة | يوفر هيكلاً معدنياً قوياً عبر NMT. |
المواد المعدلة
تُستخدم مواد القولبة بالحقن في العديد من التطبيقات. ولتعزيز أدائها، غالبًا ما يتم تعديل هذه المواد باستخدام بوليمرات أو إضافات أخرى. قد تكون بعض المواد المعدلة;
- البلاستيك المعدل بالألياف الزجاجية: إضافة الألياف الزجاجية إلى مواد مثل النايلون والبولي كربونات. تجعلها أقوى وأكثر صلابة.
- بلاستيك مقوى بألياف الكربون: قابل للتطبيق عندما تكون هناك حاجة ماسة إلى نسبة القوة إلى الوزن، كما هو الحال في مكونات الطيران.
- البوليمرات المملوءة بالمعادن: تعمل المعادن مثل كربونات الكالسيوم والتلك على تعزيز الصلابة في البوليمرات.
- خلائط البوليمر والسبائك: وهي تنطوي على خلط بوليمرات مختلفة لبناء مادة جديدة. مثال على ذلك بوليمرات PC&ABS التي تصنع مادة ممتازة تستخدم في لوحات عدادات السيارات وأغلفة الحواسيب.
- إضافات مضافة: تشمل المواد المضافة شائعة الاستخدام: الملونات والأصباغ ومثبتات الأشعة فوق البنفسجية والملدنات ومثبطات اللهب. تضيف هذه الإضافات إلى الخصائص الوظيفية للبوليمرات.

يمثل اختيار مادة البوليمر لغرض معين صداعًا للمهندسين. ومع ذلك، من خلال الاستراتيجيات الصحيحة والإجابة على الأسئلة الصحيحة، يمكن للمرء اختيار المواد الأنسب. فيما يلي دليل متعمق حول ما يجب مراعاته لمعرفة أفضل ما يناسب أهدافك..:
- متطلبات الجزء: هل من المفترض أن يكون الجزء قويًا أو متينًا أو شفافًا أو مرنًا أو ناعمًا؟ هل سيتم استخدامه للأغراض الغذائية أو الطبية؟ هل سيُستخدم في الهواء الطلق؟ الإجابة على هذه الأسئلة هي الخطوة الأولى في العثور على المادة المناسبة للمنتج.
- الميزانية التكلفة هي العامل الرئيسي، حيث تكون المواد الأقل تكلفة هي الأولى في الاعتبار. ولتفصيل ذلك، فإن المواد البلاستيكية السلعية مثل البولي بروبيلين هي الأقل تكلفة، والبلاستيك الهندسي مثل الكمبيوتر الشخصي والنايلون هي الأعلى تكلفة، والبلاستيك المعدل هو الأغلى ثمناً.
- بيئة التشغيل: ضع في اعتبارك مكان استخدام المنتج. هل سيتعرض لبيئات مثل درجة الحرارة، والحموضة، والظروف القلوية، والإجهاد، والإجهاد، والإجهاد، وغيرها؟ سيساعدك هذا على التخلص من المواد غير المناسبة.
- الخواص الميكانيكية للمادة: توضح هذه الخصائص كيف يجب أن تتصرف درجة معينة من المواد في ظل ظروف معينة. يجب أن يتحمل الجزء قوى فيزيائية مختلفة حسب مكان استخدامه.
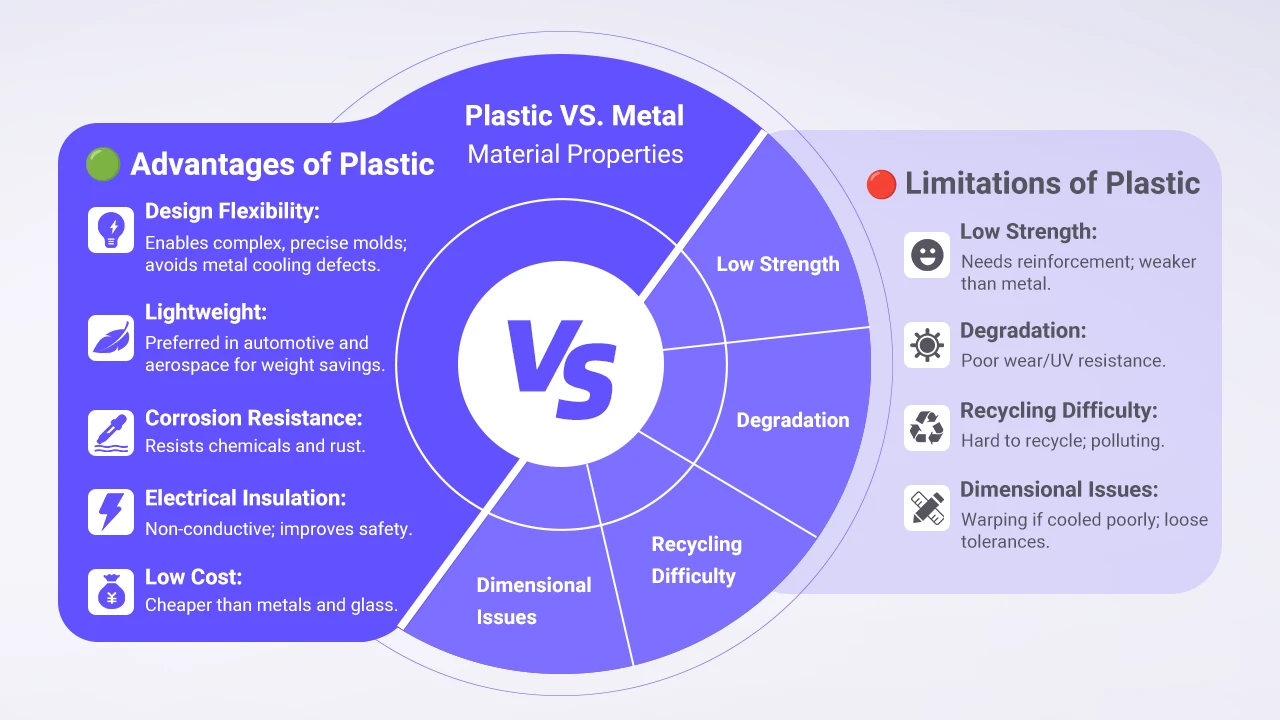
مزايا وقيود البلاستيك في القولبة بالحقن مقارنة بالمواد الأخرى
يستخدم القولبة بالحقن مواد مختلفة. في جوهرها، أصبحت المواد البلاستيكية مهيمنة بمجموعة فريدة من المزايا والقيود.
| المزايا | القيود |
|---|---|
| مرونة التصميم في إنشاء الأشكال الهندسية المعقدة والتصاميم المعقدة (التشكيل الزائد). يمكن أن تصل المواد البلاستيكية المنصهرة إلى كل جزء من التجويف التفصيلي. أما المواد الأخرى، مثل المعادن، فلديها ضغوط تدفق وتبريد محدودة، مما يعرضها لخطر حدوث عيوب مثل الالتفاف. | بالنسبة للقدرات الهيكلية مثل القوة والصلابة، لا يمكن مقارنة البلاستيك بالمعادن. ولهذا السبب يتم تعزيز معظمها بمواد مثل الألياف لتحسين قوتها. |
| المواد البلاستيكية أخف وزنًا من المواد الأخرى مثل المعادن، مما يجعلها مهمة في تطبيقات مثل السيارات والفضاء. | المواد البلاستيكية عرضة للتآكل والتدهور الناتج عن الأشعة فوق البنفسجية، خاصةً عندما تواجه احتكاكاً وحرارة عالية. |
| على عكس المعادن، يمكن للبلاستيك مقاومة التآكل والمواد الكيميائية. | تسبب استخدام البلاستيك في الكثير من المشاكل البيئية، ويرجع ذلك أساساً إلى صعوبة إعادة تدوير البلاستيك دون فقدان خصائصه. |
| تُعد المكونات البلاستيكية مثالية للعزل الحراري للشريط الكهربائي، مما يقلل من خطر الصدمات، في حين أن المعادن موصلة طبيعية. | تعاني المواد البلاستيكية من عدم استقرار الأبعاد، مثل التشوه، إذا لم يتم تصميمها أو تبريدها بشكل مناسب، بينما يمكن للمعادن والسيراميك تحقيق تفاوتات عالية. |
| يعتبر البلاستيك رخيص الثمن نسبياً عند مقارنته بالمواد التقليدية مثل الزجاج والمعدن. |
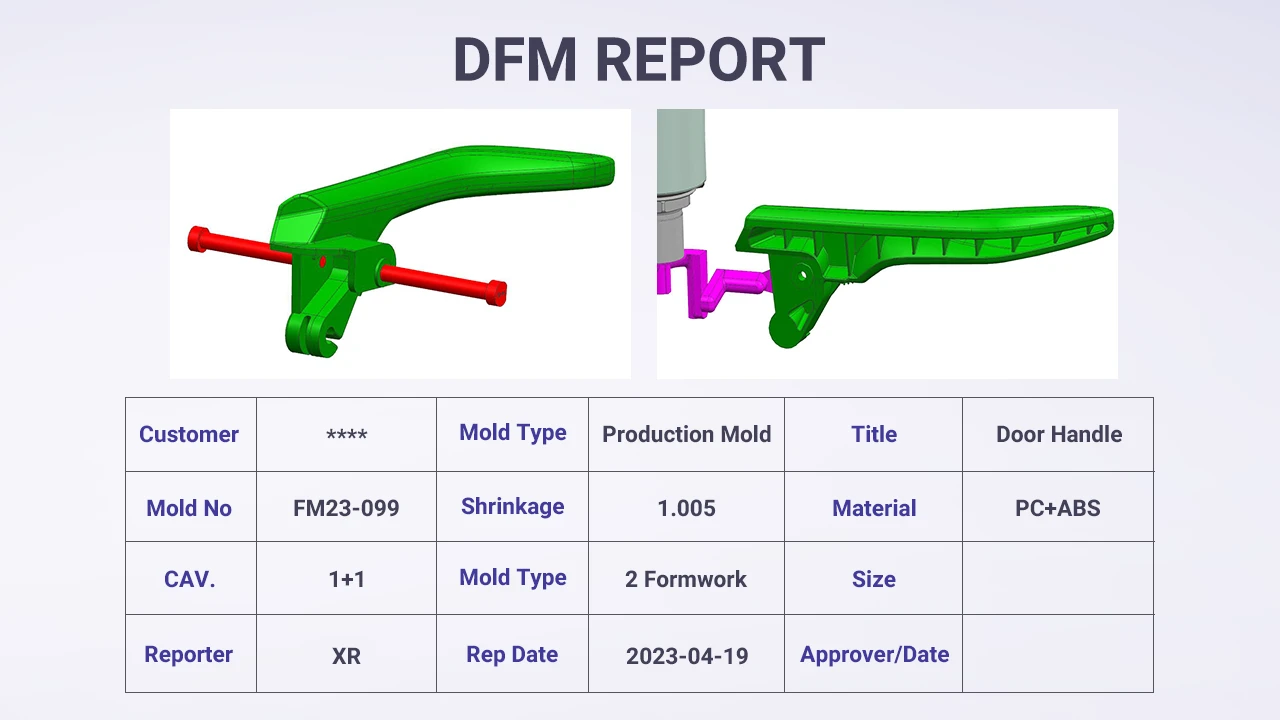
التصميم من أجل التصنيع (DFM)
لكي ينجح منتج ما ويحقق أداءً جيدًا في السوق، يعتمد نجاحه إلى حد كبير على القرارات المتخذة خلال مرحلة التصميم والهندسة. ينطوي سوق دبي المالي على تصميم جزء أو منتج للعمل مع القيود المحددة وعمليات التصنيع. يشارك جميع المهنيين (المصممين والمهندسين) منذ البداية للمساعدة في منع المشاكل مثل التكلفة والتأخير وإهدار الوقت. في الأساس، هذه هي الخدمة التي يجب أن يقدمها أي مصنع لقولبة الحقن لعملائه. ومع ذلك، تقوم بعض المصانع بتضمين سوق دبي المالي كجزء من عرض الأسعار القياسي، في حين أن البعض الآخر قد يتقاضى رسومًا مقابلها كخدمة منفصلة. ولكن كل هذا يعتمد على نطاق المشروع والمفاوضات بين العميل والمصنع [5].
المبادئ الأساسية لسوق دبي المالي في القولبة بالحقن
- سمك الجدار الموحد: سمك الجدار المتناسق للجزء مهم. على سبيل المثال، يضمن سمك موحد يتراوح بين 2-3 مم تبريدًا متساويًا لمنع العيوب مثل الفراغات وعلامات الغرق.
- زوايا السحب: الزاوية الغاطسة هي زاوية غاطسة عبارة عن مستدق يضاف إلى جدار رأسي للسماح بإخراج سلس ومنع الجزء من الالتصاق أو الخدش. زاوية غاطسة قدرها 1°-2° على الأسطح الملساء، 5° على الأسطح غير المنقوشة، 3° على القوام الخفيف، و 5° أو أكثر على القوام الثقيل موصى به.
- أنصاف الأقطار والشرائح: فهي تساعد على تقليل الضغط على نقاط الزوايا وتسمح بتدفق المادة بسهولة. يجب أن يكون نصف قطر الشرائح 25-50% من سمك الجدار العادي.
- الأضلاع، والرؤساء، والمجموعات: تضيف الضلوع تقوية للجدران دون أن تجعلها تبدو سميكة وتمنع الالتواء. يجب أن تكون 40-60% من سمك الجدار العادي. تكون الرؤوس أسطوانية الشكل وتعمل كنقاط تثبيت للمثبتات، بينما تساعد أيضاً في محاذاة المكونات. يجب ألا تتجاوز 60% من سمك الجدار الكلي. ألواح التقوية مثلثة الشكل وتعزز الأضلاع والرؤوس، مما يجعلها أكثر ثباتًا.
- القطع السفلية: يعيق القطع السفلية (المشابك والخطافات) إخراج الجزء بسلاسة. تجنب هذه الميزات يقلل من تكلفة الأدوات.
- الزوايا: إضافة الزوايا على الحواف الحادة يقلل من الضغط. كما تقلل الزوايا الدائرية من الانكماش. يجب أن يبلغ نصف القطر الداخلي 50% من سُمك الجدار. نصف القطر الخارجي هو المجموع من سُمك الجدار ونصف القطر الداخلي.

نصائح قد تكون مهتمًا بـ "الدليل الكامل لسوق دبي المالي" و "ما هو تحليل تدفق العفن؟“.
دور القولبة بالحقن في التطبيقات الصناعية
يوفر القولبة بالحقن المواصفات والصفات الفريدة اللازمة لمختلف الصناعات. وقد لعبت دوراً حاسماً في حل بعض مشاكل التصنيع للصناعات.
صناعة قطع غيار السيارات
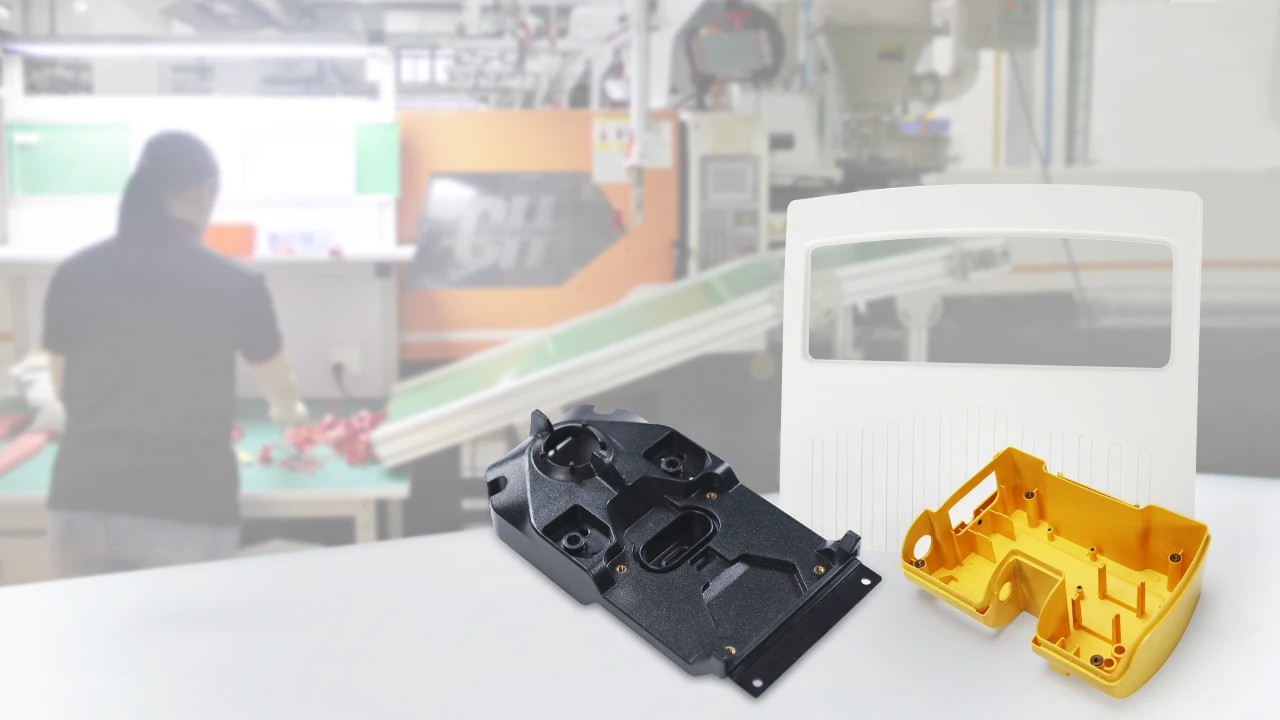
يحتاج قطاع صناعة السيارات إلى لوحة عدادات داخلية متينة ومفردة وخفيفة الوزن يمكنها استيعاب فتحات التهوية والمكونات الأخرى مع الحفاظ على جمالية اللوحة. يمكن لقولبة الحقن إنتاج لوحات العدادات كقطعة واحدة دون الحاجة إلى التجميع. وباستخدام بوليمرات مثل ABS، نقوم بتصميم قوالب تشبه شكلها وتتضمن ميزات وتركيبات معقدة. تعمل أنواع مختلفة من القوالب، مثل القوالب المتراكبة والقوالب ثنائية الطلقات، على تحسين شكل لوحة العدادات ومظهرها.
تشمل التطبيقات الأخرى للقولبة بالحقن في صناعة السيارات ما يلي:
- المصدات
- علب المرايا.
- حاملات أكواب.
إنتاج مكونات الإلكترونيات الاستهلاكية
إنتاج الإلكترونيات الاستهلاكية من أغلفة الهواتف الذكية الرقيقة والخفيفة الوزن والقوية التي تحمي الإلكترونيات الداخلية الحساسة. بفضل إمكانات القولبة بالحقن المتقدمة، تتميز المواد البلاستيكية مثل البولي كربونات بالمتانة والخفة الفائقة. تضمين أضلاع ورؤوس للدعم، ونقاط تركيب للوحات الدارات الكهربائية، ومنافذ القطع في دورة تصنيع واحدة.
تشمل المكونات القياسية الأخرى في هذه الصناعة ما يلي:
- مفاتيح كهربائية.
- علب ومرفقات للوحات الدارات الكهربائية.
- القنوات.
- مكونات أجهزة الكمبيوتر المحمولة والمكتبية.
تصنيع قطع غيار الأجهزة الطبية
أحدثت الصناعة الطبية في تصميم وتصنيع حاقنات أقلام الأنسولين ثورة في مجال رعاية مرضى السكري. فقد استبدلت المحاقن المعرضة للخطأ بالمحاقن المحمولة القابلة للقياس بجرعات قابلة للقياس. وباستخدام الحقن ذاتية القياس، أصبح من الممكن تصنيع تصميمات مريحة (أقراص وأزرار)، مما يساعد في الإدارة الذاتية. من المعروف أن مواد PC و ABS تحافظ على العقم. إن تصنيع هذه الأقلام بكميات كبيرة يقلل من تكلفة الوحدة، مما يجعلها في متناول الجميع
- الجمهور العام.
- من المواد الطبية الأخرى التي يتم إنتاجها من خلال شركة IM هي
- القسطرة.
- الأنابيب.
- الغرسات.

صناعة مكونات الطيران والفضاء
تُعد حاجة صناعة الطيران إلى مكونات مقصورة الطائرة المتينة وخفيفة الوزن والقوية أمرًا بالغ الأهمية لضمان سلامة الركاب وخفض استهلاك الوقود. تستخدم شركة IM بوليمرات متخصصة وعالية الأداء مثل PEEK وPEI، والتي تتميز بخفة الوزن والقوة. وبالمثل، من خلال القدرة على إنشاء أشكال هندسية معقدة، يمكن إنتاج أجزاء مثل إطارات فتحات التهوية وأبازيم أحزمة الأمان للمقصورة.
بعض الأجزاء الأخرى المصنعة من خلال القولبة بالحقن هي:
- الألواح
- مكونات الشاسيه.
- الأقواس والحوامل.
- مكونات قمرة القيادة.
إنتاج منتجات التعبئة والتغليف
تستخدم صناعة التعبئة والتغليف المواد البلاستيكية لمرافق تخزين الأغذية والمشروبات. يجب أن تكون هذه الحاويات من الدرجة الغذائية ومنخفضة التكلفة ومتينة. ويهيمن القولبة بالحقن على هذه الصناعة من خلال إنشاء مجموعة واسعة من الحاويات بمواد صالحة للاستخدام في الأغذية مثل PET وPVC. يتم إنتاج الأجزاء بكميات كبيرة بجميع أنواع التصميمات والأشكال. يتم تصنيع حاويات البولي إيثيلين عالي الكثافة بأغطية ومقابض بتكلفة منخفضة للغاية.
الأجزاء الأخرى الشائعة التصنيع في هذه الصناعة هي:
- أنظمة النقل.
- التغطيات الزائدة.
- مكونات معدات المعالجة.

تصنيع مكونات البناء الصغيرة
تتطلب حاجة صناعة التشييد والبناء لمواد البناء مثل الأنابيب والتجهيزات المستخدمة في أنظمة السباكة والصرف الصحي طرق إنتاج فعالة. يساعد استخدام مواد PVC لإنشاء أجزاء مثل المرفقين والمقرنات والمحملات في مقاومة التآكل. قوتها العالية لمنع التسرب. يتم إنتاج هذه الأجزاء بكميات كبيرة لضمان وجود إمدادات مستمرة لتلبية متطلبات البناء.
تشمل العناصر التي يشيع إنتاجها في صناعة الإنشاءات ما يلي:
- منتج نظام التدفئة والتهوية وتكييف الهواء
- أجزاء النوافذ والأبواب.
- العزل والمثبتات.
- أغلفة الأدوات الكهربائية المحمولة باليد.

تكلفة حقن القوالب بالحقن وتحسينها
إدارة التكلفة هي النقطة المحورية لنجاح أي مشروع قولبة بالحقن. ويفضل استخدام الحقن المجهري نظرًا لانخفاض تكلفة الوحدة مع الإنتاج بكميات كبيرة. إن مراعاة التكلفة بعناية أمر ضروري لتحقيق أعلى أداء في هذه المجالات الحرجة: الأدوات والمواد والإنتاج [6].
التكلفتان الأساسيتان: الأدوات (القالب) مقابل، سعر الوحدة (الجزء)
تكلفة الأدوات هي أكبر استثمار مقدم في قولبة الحقن. يمكن أن تكلف القوالب آلاف الدولارات، اعتمادًا على عملية التصنيع المستخدمة في صناعة القوالب وعوامل أخرى مثل نوع المادة.
سعر الوحدة (الجزء) هو التكلفة المتكبدة لإنتاج كل جزء أثناء الإنتاج. وهو يشمل العمالة ووقت الماكينة وتكلفة المواد.
العوامل الرئيسية التي تتحكم في تكلفة العفن
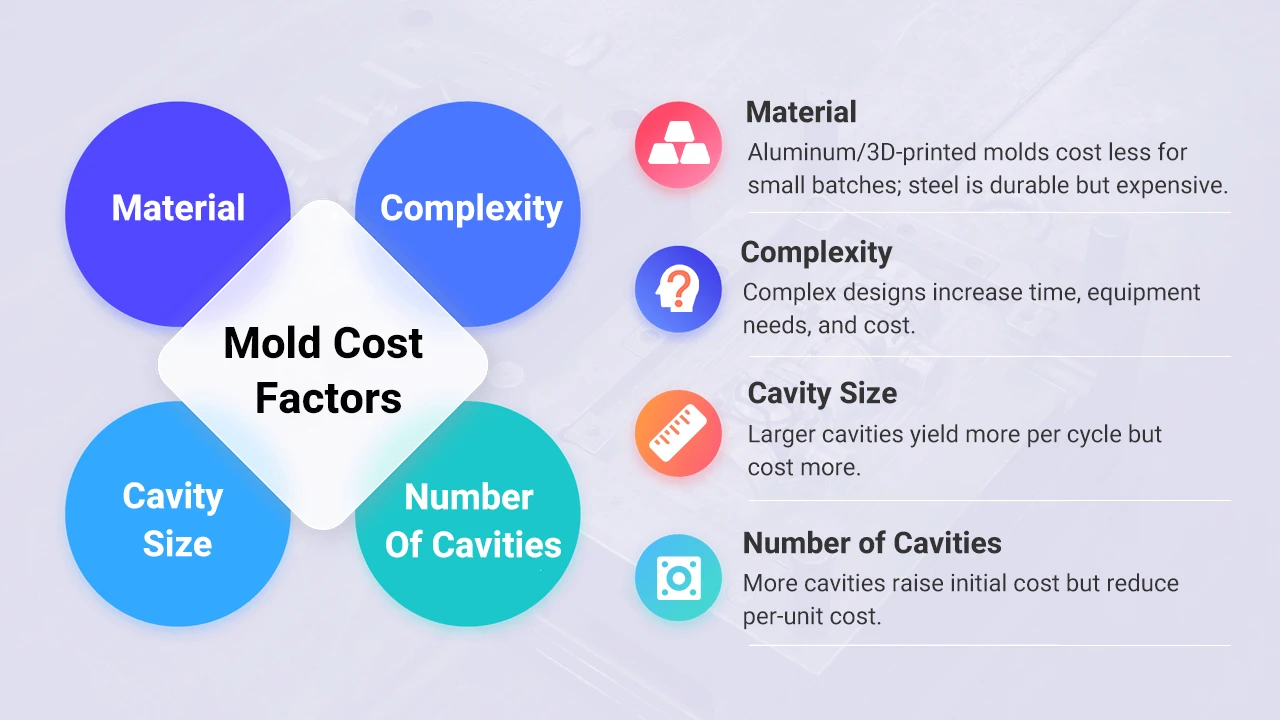
مادة القالب: تختلف المواد من حيث المتانة والتكلفة، مما يؤثر على الكفاءة الكلية لعملية التصنيع. يعتبر الألومنيوم والقوالب المطبوعة ثلاثية الأبعاد أقل تكلفة وأكثر ملاءمة للإنتاج بكميات قليلة. ومن ناحية أخرى، فإن تكلفة الفولاذ توفر عمرًا أطول للأدوات.
تعقيد القالب: تكاليف تصميم وتصنيع القوالب ذات الأشكال الهندسية المعقدة أعلى قليلاً. ويلزم وجود ماكينات متخصصة لهذه القوالب ولها أوقات إنتاج أطول. ولذلك فإن الموازنة بين هذه التكاليف واعتبارات التصميم أمر ضروري.
حجم تجويف القالب: يمكن للتجاويف الكبيرة استيعاب كميات كبيرة من المواد وإنتاج المزيد من الأجزاء في كل دورة. ومع ذلك، نظرًا لحجم القوالب، فهي أكثر تكلفة. وعلى العكس من ذلك، فإن التجاويف الأصغر حجمًا تكون فعالة من حيث التكلفة بسبب بساطتها وتقليل استخدام المواد.
عدد التجاويف: تخلق التجاويف المتعددة المزيد من القِطع في كل دورة، مما يزيد من تكلفة الأدوات ولكن يقلل من تكلفة الوحدة.
استراتيجيات تحسين التكلفة (جانب المصنع وجانب العميل)
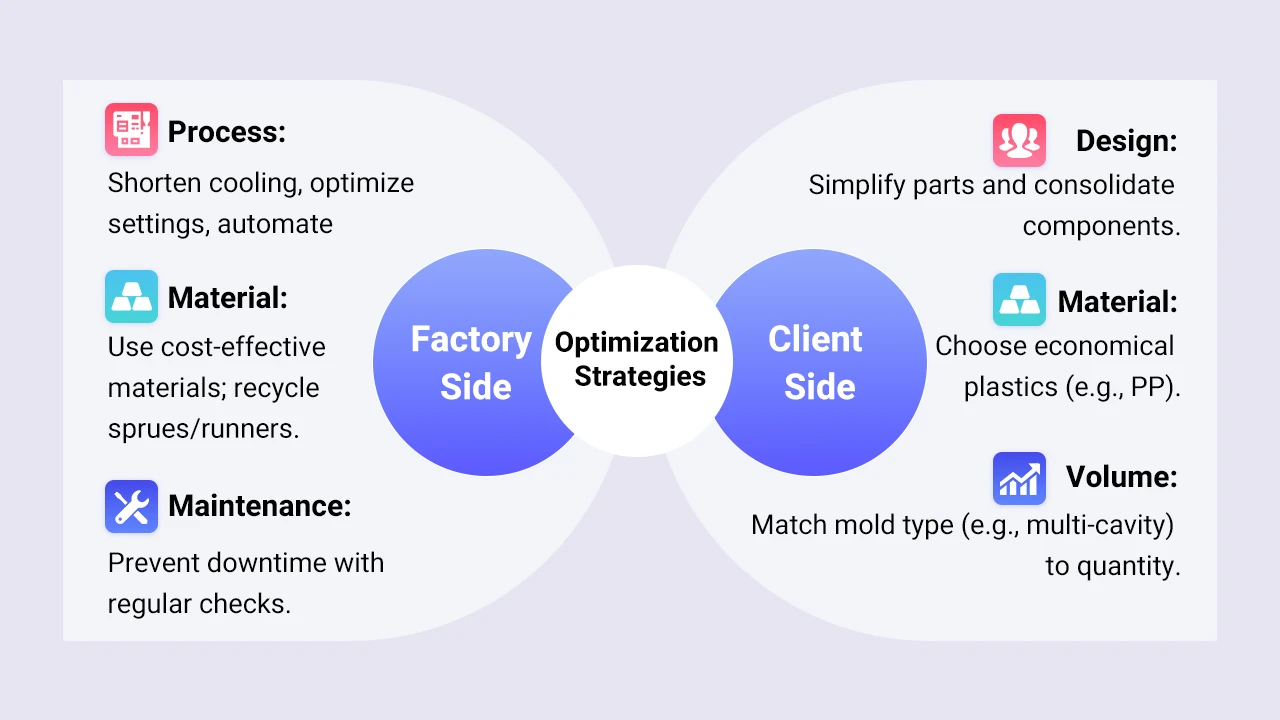
جانب المصنع:
العملية والإنتاج: يمكن أن تساعد بعض الاستراتيجيات داخل الإنتاج في تحسين تكلفة القولبة بالحقن. وهي تشمل: أوقات التبريد، وضبط إعدادات الماكينة، وأتمتة المهام لزيادة معدلات الإنتاج، وخفض التكاليف.
إدارة المواد والنفايات: يمكن أن يؤدي اختيار المواد المتاحة والأقل تكلفة إلى تقليل التكاليف بشكل كبير. الحد من هدر المواد أثناء عملية التشكيل باستخدام أنظمة العداءات الساخنة أو إعادة تدوير المواد المتبقية من الرفوف والعاديات.
الصيانة: تمنع الصيانة الدورية لماكينات الإنتاج من حدوث أي تعطل غير متوقع، مما يضمن الاتساق.
جانب العميل:
تصميم الجزء: تبسيط التصميم يقلل من وقت وتكلفة تصنيع القالب. الجمع بين المكونات المختلفة في جزء واحد يقلل من الحاجة إلى التجميع والعمالة، مما يقلل من التكلفة الإجمالية.
اختيار المواد: يؤثر اختيار مادة المنتج بشكل مباشر على تكلفة الإنتاج. قد يكون استخدام المواد البلاستيكية مثل البولي بروبلين (PP) لجزء غير حرج أرخص ويؤدي نفس الغرض.
حجم الإنتاج: يحدد عدد الأجزاء المنتجة حجم القالب المستخدم بناءً على استثمار العميل. على سبيل المثال، يتطلب المشروع ذو الحجم الكبير قوالب أكثر متانة ومتعددة التجاويف، مما يؤثر على الاستثمار المقدم.
نصائح: أعدت شركة First Mold مقالاً احترافيًا يشرح بالتفصيل تكاليف القولبة بالحقن. يمكنك النقر للتعرف على المكونات المحددة لتكاليف القولبة بالحقن وطرق تقليلها.
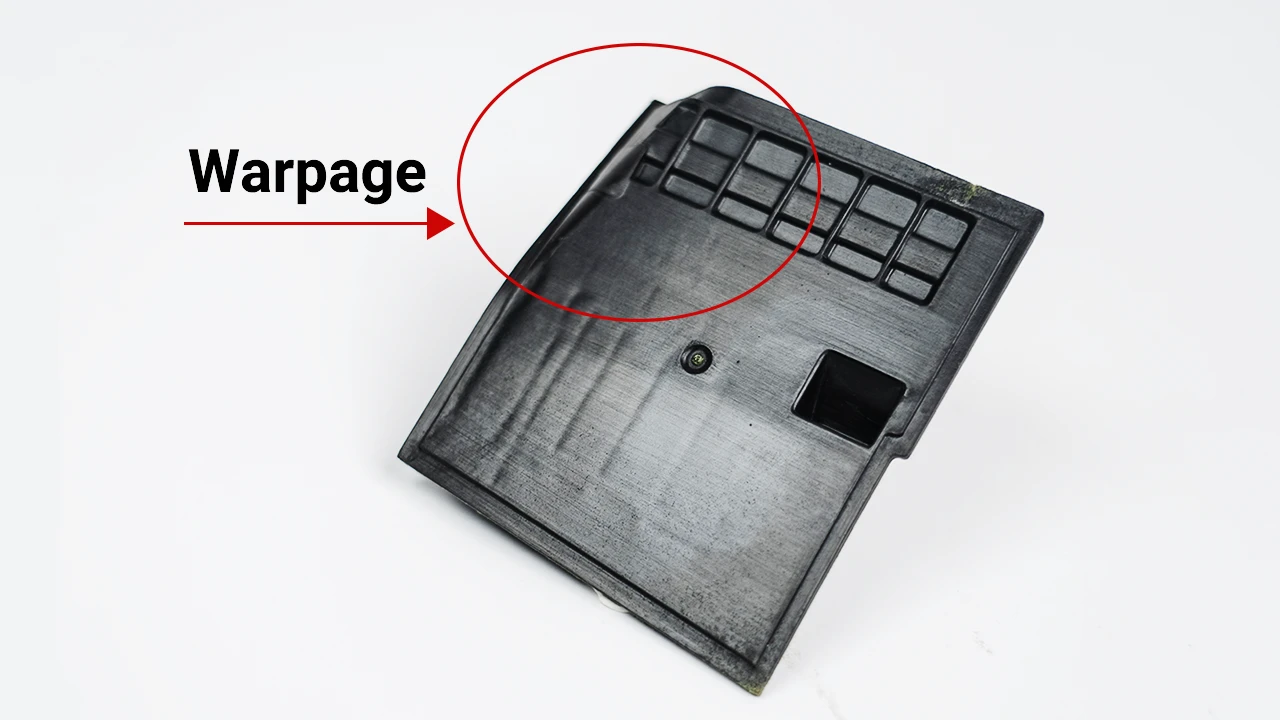
العيوب الشائعة في قولبة الحقن ومعايير القبول للمنتجات المصبوبة بالحقن
تُعد عملية القولبة بالحقن طريقة موثوق بها في التصنيع لتعدد استخداماتها وكفاءتها. وعلى الرغم من ذلك، فإنها لا تتم بدون تحديات معينة، مثل العيوب التي قد تظهر وتؤدي إلى مشاكل كبيرة مثل المساس بسلامة المنتج. وقد تؤدي إلى تغيير كفاءة التكلفة والسرعة وتقصير عمر المنتج. وهي تنتج عن سوء التصميم، وفشل مراقبة الجودة، والأخطاء في عملية الإنتاج، وغيرها الكثير.

للحصول على دليل متعمق للعيوب، راجع هذه الوثيقة الفنية عيوب القولبة بالحقن.
إذا كنت مهتمًا بكل نوع من أنواع عيوب القولبة بالحقن، يمكنك الرجوع إلى الجدول أدناه للانتقال إلى الصفحة المقابلة لفهم أكثر تعمقًا.
| اللقطات القصيرة | فلاش | واربج | الفقاعات | علامات الحروق |
| تغير اللون | الشرائط الفضية | خطوط اللحام | علامات الحوض | علامات التدفق |
| العلامات المقذوفة |
قبول المنتج المصبوب هو المستوى المقبول من العيوب. ويعتمد ذلك على المعايير والمقاييس المحددة التي يجب أن يستوفيها الجزء الخاص بك، بما في ذلك تشطيب السطح والأداء الوظيفي ودقة الأبعاد. للاطلاع على تفصيل لكيفية ضمان عملية مراقبة الجودة في العالم الحقيقي لقبول القِطع، راجع هنا: معايير الجودة والقبول للأجزاء المقولبة بالحقن.
مراقبة الجودة للأجزاء المصبوبة بالحقن المصبوبة بالحقن
تضمن مراقبة الجودة في القولبة بالحقن أن الأجزاء المنتجة تفي بجميع المواصفات المطلوبة. وتشمل هذه المواصفات: فحوصات ما قبل الإنتاج وما بعده، ومراقبة العمليات الجارية [7].
تفاوتات الأبعاد هي الاختلافات المقبولة عند التعامل مع أبعاد الجزء. على سبيل المثال، عند إنتاج أجزاء متطابقة، يستحيل تقديم تطابق كامل عند إنتاج أجزاء متطابقة. هذه التفاوتات المسموح بها لها بعض الحدود قبل اعتبارها عيبًا. وهذا مفيد في التجميع لضمان تطابق جميع الأجزاء معًا.
قياس الأبعاد الهندسية والتسامح (GD&T) هي لغة تحدد الحاجة الوظيفية لهندسة الجزء. تُستخدم في الغالب في الرسم الهندسي للتحكم في أشكال وموقع واتجاه السمات. تساعد GD&T في تصنيع الأجزاء المصبوبة التي تحتاج إلى التزاوج مع المكونات الأخرى. ويستخدم المصممون GD&T لإرشادهم في التعامل مع السمات غير الحرجة وتخفيف التفاوتات المسموح بها، مما يقلل من تكاليف التصنيع.

طرق التفتيش
يجب تطبيق طرق الفحص للتأكد من مطابقة الأجزاء لدقة أبعادها. بعض هذه الطرق هي:
- الفحص البصري: هذا هو خط الدفاع الأول في فحص عيوب الأجزاء مثل العلامات أو الوميض أو تغير اللون أو الخدوش.
- الفرجار والميكرومتر: استخدام أدوات يدوية لإجراء فحوصات سريعة للأبعاد، ولكن بالنسبة للأشكال الهندسية المعقدة، هناك حاجة إلى أدوات أكثر تقدمًا.
- فحص المادة الأولى (FAI): يخضع القالب الجديد لهذا الفحص قبل بدء تشغيله. يتم فحص وتوثيق جميع الخصائص والأبعاد والملاحظات المدرجة في الرسومات.
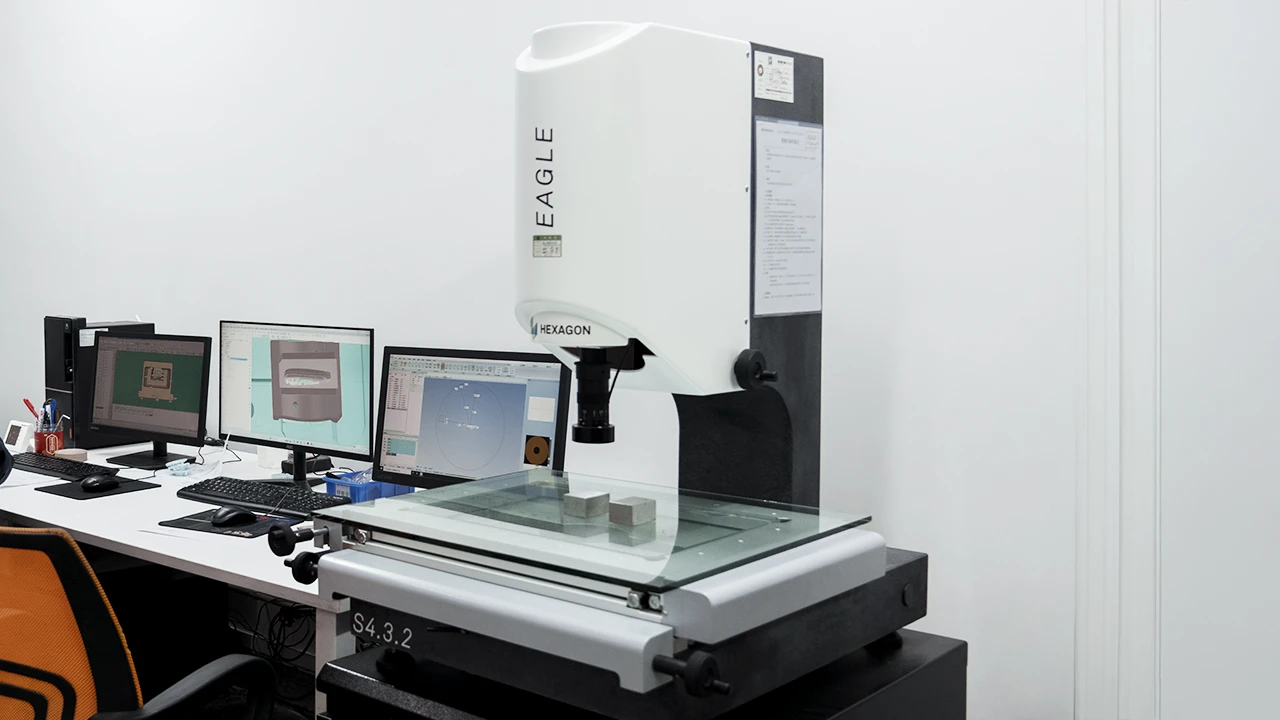
- ماكينة قياس الإحداثيات (CMM): هذه أداة فحص متقدمة تقيس أبعاد المنتج، وخاصة الأجزاء المعقدة.
التحكم في العمليات والمراقبة
هذه هي الاستراتيجيات المستخدمة لضمان جودة الجزء أثناء عملية الإنتاج.
- مراقبة العمليات في الوقت الحقيقي: استخدام المستشعرات المدمجة في الماكينات لجمع البيانات الهامة مثل درجة الحرارة والضغط والوقت. تساعد هذه البيانات على إجراء تعديلات سريعة ومنع العيوب.
- مراقبة العمليات الإحصائية (SPC): يستخدم البيانات الإحصائية لمراقبة الإنتاج والتحكم فيه. ترشد مخططات التحكم المرسومة عملية الإنتاج. إذا انحرفت البيانات عن النطاق المقبول، فهذا يشير إلى وجود مشكلة في العملية.
- مراقبة ضغط التجويف: تقوم الحساسات الموضوعة داخل تجويف القالب بقياس ضغط البلاستيك المنصهر. وهي تنتج منحنى مرئي يوضح جودة الجزء.

كيف تختار مورد قوالب الحقن؟
يحدد المورد المناسب للقولبة بالحقن نجاح مشروعك. فهي لا تؤثر على الأجزاء فحسب، بل يمكن أن تساعد أيضًا في توفير الوقت والمال.

إليك كيفية اختيار المناسب منها:
- تقييم الجودة والشهادات: وهذا أمر غير قابل للتفاوض. يُظهر الحصول على شهادات مثل ISO 9001 التزام المورد بالجودة. الصناعات المتخصصة لديها شهادات مثل ISO 13485 للصناعات الطبية و IATF 16949 لمنتجات السيارات. تحقق أيضاً من عملية مراقبة الجودة وجودة المعدات التي يستخدمونها.
- المواقع والخدمات اللوجستية: يقلل المورد المحلي من المهل الزمنية ويجعل التواصل أسهل مقارنةً بالموردين الأجانب، مما يؤدي إلى سرعة إنجاز المشاريع. ومع ذلك، تعتمد الجوانب الأخرى، مثل تكاليف العمالة والأدوات، على من يمكنه تقديم تكاليف معقولة، وهو أمر حيوي للمشاريع الفعالة من حيث التكلفة.
- عروض الأسعار والتكاليف: إن تخصيص بعض الوقت لمراجعة عروض الأسعار ومقارنة الأسعار أمر ضروري للحصول على أكبر قدر ممكن من القيمة. اسأل عن موك للمشاريع منخفضة الحجم وملكية الأدوات.
- تقييم قدراتهم: يجب أن تتوافق خبرة المورد مع أهداف مشروعك. إن نطاق الماكينات المتاحة، وخبرتهم في المشاريع البسيطة والمعقدة، وعملية ما بعد التشكيل، وما إذا كانوا يقدمون خدمات سوق دبي المالي، كلها عوامل يجب أخذها في الاعتبار.
- عقد المورد: من أجل توفير الحماية للشركة ومنتجاتها، فإن مراجعة نطاق العقد أمر ضروري لمنع سوء الفهم في المستقبل. وتشمل بعض عناصر العقود: التسعير، وشروط الدفع، وجداول التسليم، وما إلى ذلك.
نصائح: يوصي العفن الأول بقراءة:
- 8 موردي قوالب الحقن بالحقن الموصى بها عبر الإنترنت
- 10 شركات قولبة بالحقن الموصى بها في المكسيك
- 10 شركات تصنيع قوالب الحقن الموصى بها في الصين
أسواق القولبة بالحقن واتجاهاتها
وقد أدت التطورات الأخيرة إلى نمو الصناعات البلاستيكية المتكاملة. ويشكل الدخل المتأتي من بيع البلاستيك لصناعات الصناعات البلاستيكية في الصناعات البلاستيكية الدولية مصدر توقعات وتقديرات السوق [8] [9].
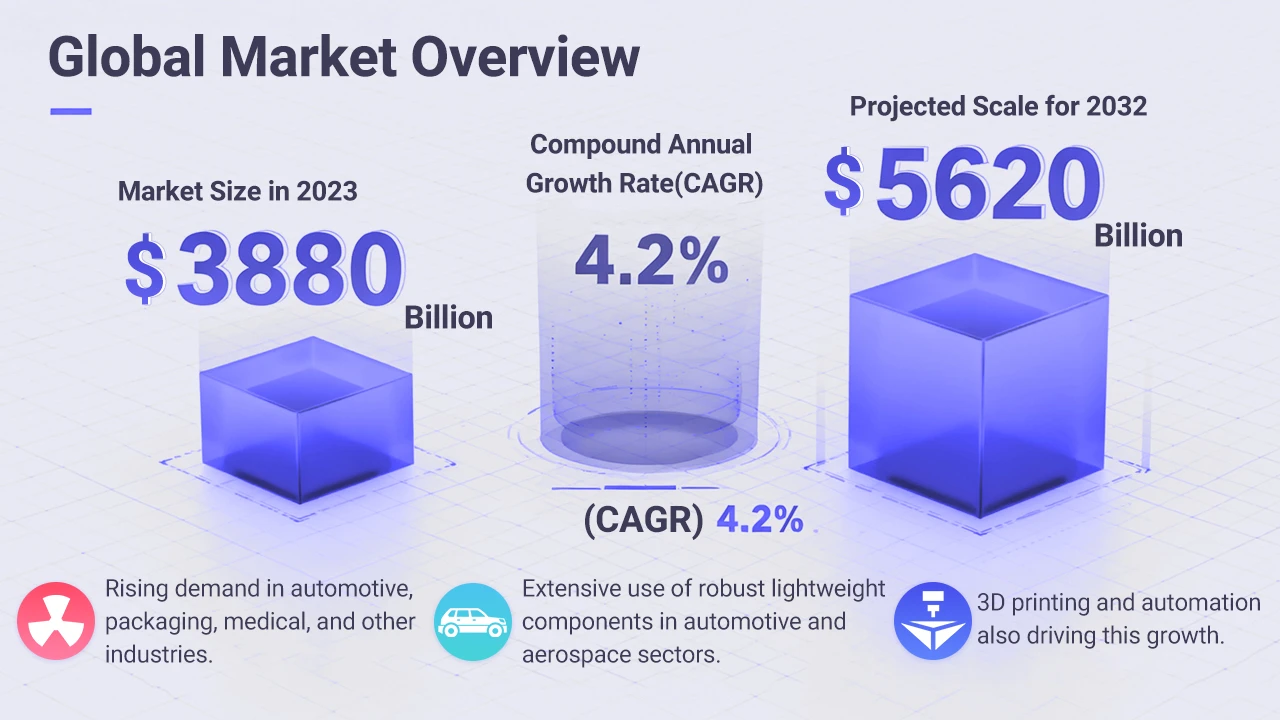
نظرة عامة على السوق العالمية
في عام 2023، بلغ حجم السوق العالمي المقدر $388 مليار دولار أمريكي. ومع معدل نمو سنوي مركب (CAGR) يبلغ 4.2% بين عامي 2024 و2032، من المتوقع أن يرتفع هذا الرقم إلى ما يقرب من $562 مليار بحلول عام 2032. ويرجع هذا النمو إلى ارتفاع الطلب على البلاستيك في صناعات مثل السيارات والتعبئة والتغليف والطب. ويرجع هذا الطلب إلى الاستخدام الواسع للمكونات القوية والخفيفة الوزن في قطاعي السيارات والطيران. كما ساهم اعتماد التصنيع الرقمي، مثل الطباعة ثلاثية الأبعاد والأتمتة، في هذا النمو.
التحليل الإقليمي
نمو السوق متفاوت، مع هيمنة بعض المناطق على مناطق أخرى.
- آسيا والمحيط الهادئ قادت السوق بحصة قدرها 49.251 تيرابايت 4 تيرابايت في عام 2023. تتصدر الصين والهند واليابان المنطقة بسبب التحضر السريع وصناعات السيارات.
- سوق الولايات المتحدة من المتوقع أن يصل إلى $65.32 مليار دولار بحلول عام 2032، مدفوعًا بالصناعات الكهربائية والإلكترونية والطبية. ويُعزى هذا النمو إلى المواد المتقدمة والقولبة الآلية والالتزام بمعايير الجودة الصارمة.
- المناطق الأوروبية حصة كبيرة، تتصدرها ألمانيا وإيطاليا وفرنسا. تستفيد هذه المناطق من قطاعات السيارات والتعبئة والتغليف المعقدة.
- الإمارات العربية المتحدة والمملكة العربية السعودية وجنوب أفريقيا (الشرق الأوسط وأفريقيا) ترتفع بسبب طلب المستهلكين على السلع البلاستيكية الفعالة من حيث التكلفة. وترجع هذه الإمكانيات السوقية إلى دعم صناعات البناء والمنتجات الاستهلاكية.
التوقعات المستقبلية
يتوقف مستقبل القولبة بالحقن على التقدم التكنولوجي.
- الأتمتة والصناعات 4.0: تتصدر التكنولوجيا الذكية والروبوتات والأتمتة الطريق بشكل متزايد. وتهدف إلى تحسين الإنتاج من خلال خفض تكاليف العمالة وزيادة الكفاءة والحفاظ على الاتساق. يتم دمج التقنيات الناشئة، مثل إنترنت الأشياء وضوابط الجودة الزمنية، مع تكنولوجيا القولبة بالحقن.
- مواد متطورة: يتيح تحسين المواد الخام مثل البوليمرات إلى مركبات وراتنجات عالية الأداء فرصًا جديدة. وتهدف هذه المواد إلى استبدال المواد التقليدية مثل المعادن في العديد من التطبيقات.
- الاقتصاد الدائري: بينما يتجه العالم نحو ممارسات أكثر استدامة وصديقة للبيئة، هناك حاجة إلى تحقيق التوازن بين متطلبات المستهلكين واللوائح الصارمة. هناك اعتماد على البلاستيك الحيوي والبلاستيك القابل للتحلل الحيوي للحد من التلوث البلاستيكي والمخاطر الصحية.
الأسئلة الشائعة (FAQs)
إنها عملية تصنيع يتم فيها حقن المواد المنصهرة، مثل البلاستيك، في تجويف قالب لإنشاء كميات كبيرة من الأجزاء المتماثلة. يتم صهر المادة في برميل ساخن، ثم يتم حقنها في القالب، ثم تبرد وتتصلب إلى الشكل النهائي.
على الرغم من أن اللدائن الحرارية (مثل ABS والنايلون) هي الأكثر شيوعًا، إلا أن العملية تعمل أيضًا مع اللدائن الحرارية ومطاط السيليكون السائل (LSR) وحتى المعادن (من خلال عملية خاصة تسمى MIM).
وتتمثل أكبر نقاط قوتها في الكفاءة المذهلة للإنتاج بكميات كبيرة، والقدرة على صنع أجزاء معقدة ومفصلة للغاية، ومرونة التصميم الكبيرة بمجرد بناء القالب الأولي.
يعتبر القالب نفسه استثماراً كبيراً مقدماً. يمكن أن تتراوح التكاليف من بضعة آلاف من الدولارات لقالب بسيط قالب الألومنيوم إلى عشرات الآلاف (أو أكثر) لقالب فولاذي معقد متعدد التجويفات مصمم لملايين الدورات.
يتأثر سعر القطعة الواحدة بستة أشياء رئيسية: التكلفة الأولية للقالب، والمواد الخام المستخدمة، وزمن دورة الماكينة، وأي عمليات ثانوية مطلوبة (مثل الطلاء)، والتغليف، والنفقات العامة للقالب.
فكر في الأمر مثل الصب مقابل الكبس. قولبة الحقن تدفع المادة السائلة في قالب مغلق، وهي مثالية للأشكال المعقدة. أما القولبة بالضغط فتضع شحنة المادة في قالب مفتوح، ثم تغلقها وتضغطها (تضغطها) في شكلها، وهو ما يكون أفضل في الغالب للأجزاء الأكبر والأبسط مثل بعض العناصر المطاطية.
اختر البلاستيك عندما تكون أولوياتك هي خفة الوزن، وانخفاض تكلفة القطعة الواحدة للأحجام الكبيرة، ومقاومة التآكل، والعزل الكهربائي، والقدرة على إنشاء أشكال هندسية معقدة قد تكون مكلفة في الماكينات المعدنية.
الجدران المنتظمة ضرورية لأنها تسمح للبلاستيك بالتبريد بالتساوي، مما يمنع العيوب البصرية مثل علامات الغرق والالتواء الداخلي. زوايا السحب (استدقاق طفيف على الجدران العمودية) هي خدعة بسيطة تسمح بإخراج الجزء من القالب بشكل نظيف دون أن يتعرض للخدش أو الالتصاق.
المراجع
[1] روساتو، دومينيك ف. ومارلين ج. روساتو. كتيب القولبة بالحقن. Springer Science & Business Media، 2012. William G. Frizelle,10 - تكنولوجيا القولبة بالحقن،المحرر: Myer Kutz، في مكتبة تصميم البلاستيك، كتيب هندسة البلاستيك التطبيقي (الطبعة الثانية)
[2] فريزل، و. ج. (2017). تكنولوجيا القولبة بالحقن. في M. Kutz (Ed.), كتيب هندسة البلاستيك التطبيقي (الطبعة الثانية، ص 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). بلاستيك المستقبل؟ تأثير البوليمرات القابلة للتحلل على البيئة. في اللدائن الدقيقة في البيئة الأرضية. سبرينغر نيتشر. https://doi.org/10.1007/698_2020_462
[4] فو، ه. وآخرون (2020). نظرة عامة على تقنية القولبة بالحقن لمعالجة البوليمرات ومركباتها. مواد ES والتصنيع، 8(20), 3-23.
[5] Jong, W. R. & Lai, P. J. (2011). تحقيق سوق دبي المالي في تصميم وتصنيع القوالب. أبحاث المواد المتقدمة، 314, 2293-2300.
[6] توسيلو، ج. وآخرون (2019). تحسين سلسلة القيمة وتكلفة الإنتاج من خلال دمج التصنيع الإضافي في سلسلة عمليات القولبة بالحقن. المجلة الدولية لتكنولوجيا التصنيع المتقدمة، 100(1), 783-795.
[7] Aminabadi, S. S. وآخرون (2022). مراقبة الجودة بالذكاء الاصطناعي في الصناعة 4.0 للأجزاء المصبوبة بحقن البلاستيك. البوليمرات، 14(17)، المادة 3551.
[8] فورتشن بيزنس إنسايتس. (n.d.). حجم سوق البلاستيك المصبوب بالحقن والحصة وتحليل الصناعة. مأخوذة من https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] أبحاث سوق صهيون. (n.d.). سوق القولبة بالحقن حسب المادة (البلاستيك والمعادن). مأخوذة من https://www.zionmarketresearch.com/report/injection-molding-market











