

液体がこぼれるのを防ぐボトルキャップのような家庭用品から、振動を吸収するゴムブッシュやタイヤのような自動車部品まで、ゴムは私たちの日常生活で重要な役割を果たしている。メーカーがこの弾力性のある素材を、使えない生の状態から価値ある製品に変える方法のひとつに、ゴム射出成形がある。
この技術は汎用性が高く、さまざまなゴム部品の生産に役立つ。今日、ほとんどのゴム製品メーカーは、特に大量生産において、ゴムを使った射出成形を主要な技術として選んでいる。2025年のゴム射出成形業界の世界市場は$3,044億ドルである。しかし、2035年には$4816億を超えると予想されている。アジア太平洋地域では自動車生産が爆発的に増加しており、これがこの成長の一因となっている。
射出成形によるゴム製品の製造は広く受け入れられていますが、材料の選択や、反りなどの欠陥を完全になくすか、可能な限り少なくするための成形工程の適切な制御など、独特の課題があります。このビギナーズガイドは、デザイナーとエンジニアのために、このプロセスについて知っておくべきことをすべて説明し、頻繁に報告される問題点を解決します。
ゴム射出成形とは?
ゴムを使った射出成形は、通常スチールやアルミニウムでできた金型に、加熱したゴムを高圧で注入して製品を作る製造技術である。この製造工程は高速で、製品の形状の複雑さやサイズにもよりますが、サイクルタイムは10秒から2分以上です。適切な材料(ゴムと金型の種類)を選択することは、作業全体の成功にとって極めて重要である。
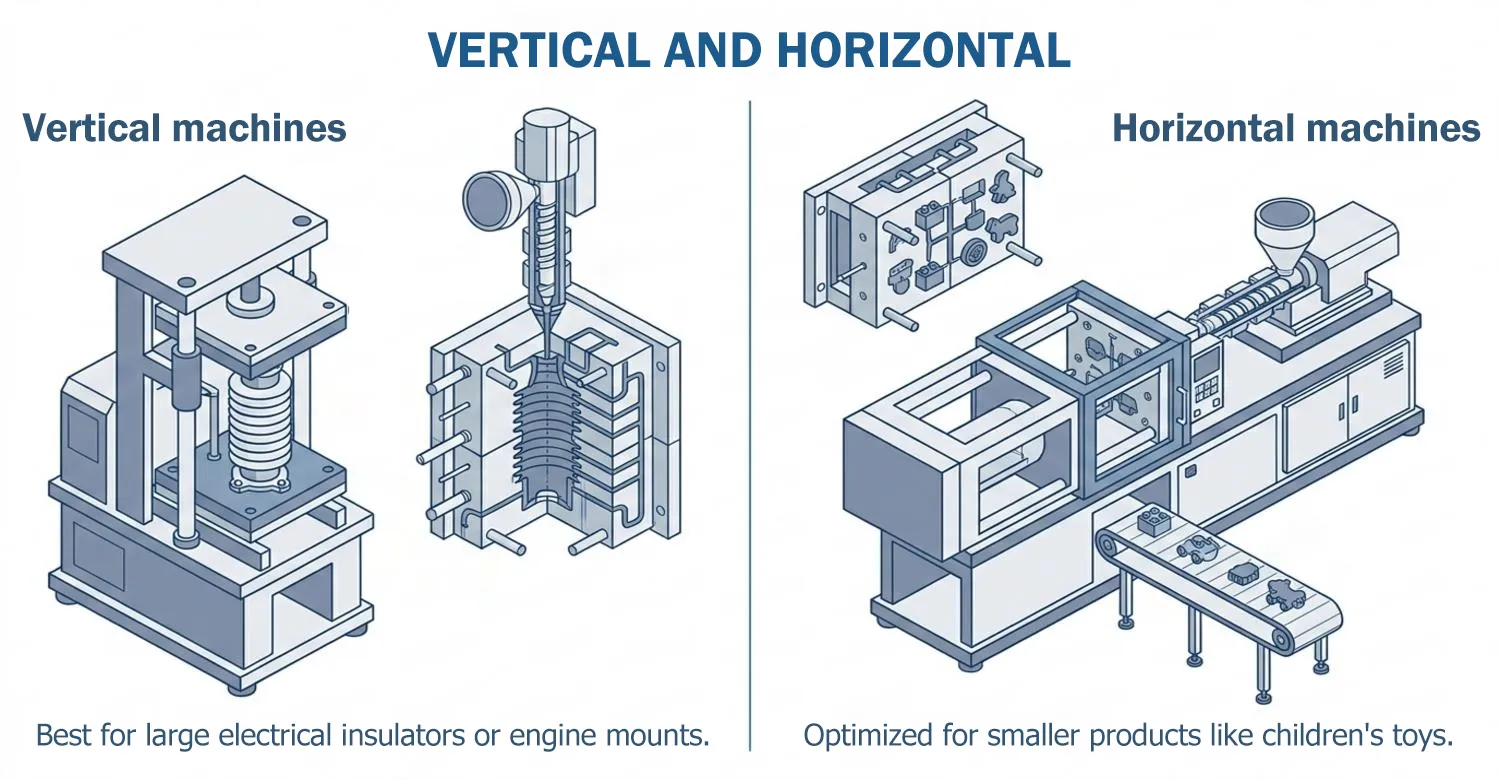
例えば、成形機には縦型と横型の2種類がある。これらは同じ機能を果たすが、ゴムをキャビティに注入する方法が異なる。この違いは、使用方法にも影響する。例えば、縦型成形機は、電気絶縁体やエンジンマウントのような大型の製品に適しており、多くの場合、専用のインサートという形で改良が加えられます。横型機は、子供のおもちゃのような小さな製品に最適です。
他の方法に対するゴム射出成形の利点
トランスファー成形と圧縮成形は、ゴムを目的の製品に成形するために使用される他の2つの技術である。どの技術にも長所と短所がある。例えば、圧縮成形は高粘度ゴム(HCR)に適している。材料は開放型の金型に入れられる。金型は覆われ、高熱と高圧で圧縮される。この材料のユーザーは、金型費用をより節約できる傾向がありますが、複雑な形状の精密製品にはお勧めできません。また、射出成形ゴムに比べ、サイクルタイムがそれなりに長くなる。
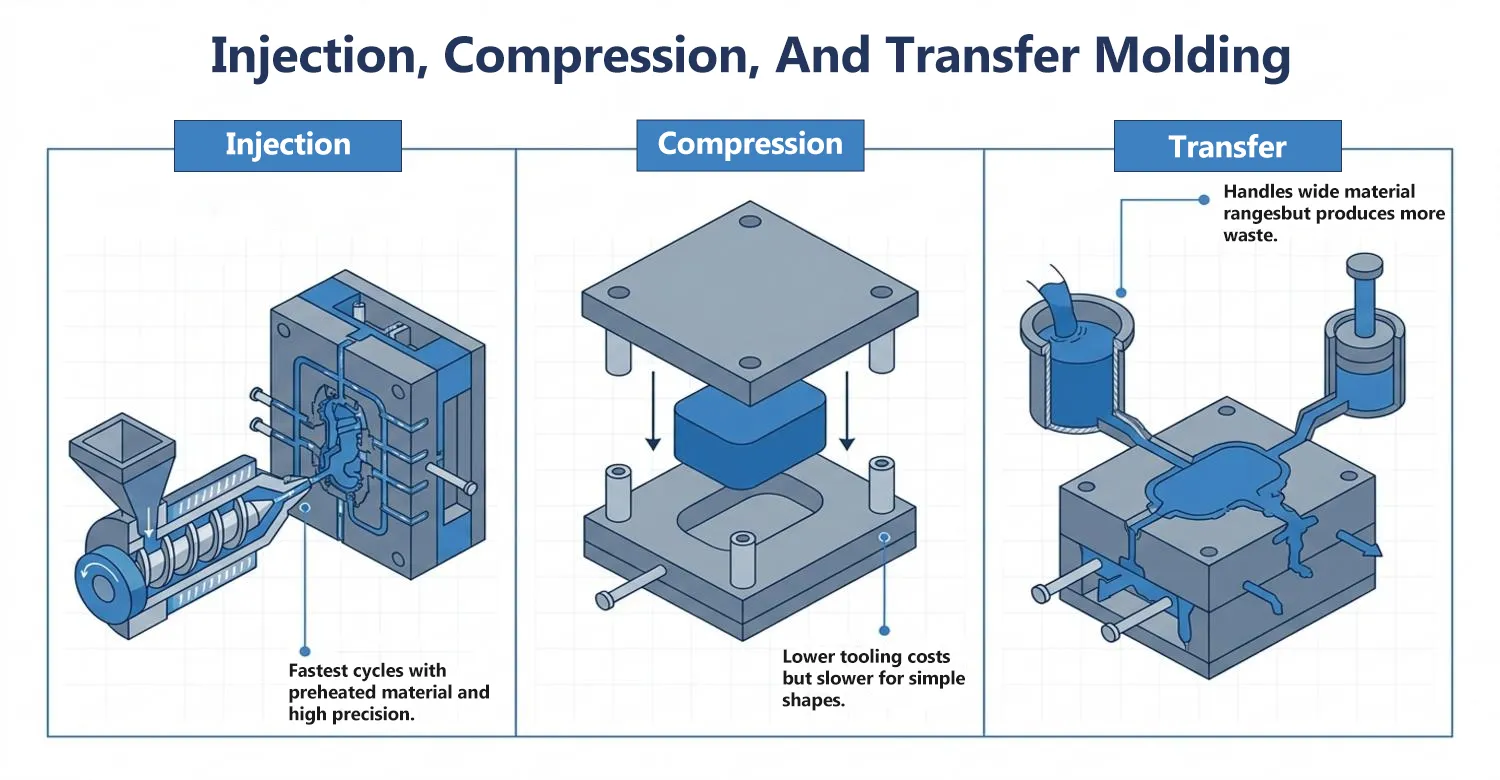
トランスファー成形は、原料をチャンバー(しばしばポットと呼ばれる)に入れ、プランジャーの助けを借りて金型キャビティに押し込む、より頑丈なゴム成形技術である。この方法では、事実上どのようなゴム材料でも使用することができる。この手法の最大の欠点は、材料の無駄が多くなることである。
また、サイクルタイムは圧縮成形より優れているが、射出成形と並べると遅い。射出成形やトランスファー成形が圧縮成形よりも生産サイクルが速い理由は、加熱と成形が同時に行われる圧縮成形とは異なり、成形前に材料が予熱されるからである。
射出成形、圧縮成形、トランスファー成形の主な違い
| ファクター | 注射 | 圧縮 | 譲渡 |
|---|---|---|---|
| 工具 | 射出成形金型の設計と製作には8~10週間かかる | 複雑さや虫歯の本数にもよるが、6~8週間かかる | 通常、デザインと制作に6~8週間かかる |
| 素材 | 液状シリコーンゴム(LSR)など、流動性のあるゴムコンパウンドに最適。 | HCRや難流動性材料を含む各種ゴム | 幅広いゴムに対応 |
| 生産能力 | 大容量 | 少量から中量 | 中量 |
| 製品形状 | 複雑な形状の作成 | よりシンプルな形状 | 複雑な形状 |
| サイクルタイム | 2秒~2分 | 30秒から5分以上 | 60秒から5分 |
| 精密 | 高精度 | 低精度 | 中精度 |
| 費用 | 高い初期金型費用 | 初期金型費用の削減 | 初期金型費用の削減 |
| 労働 | 自動化が可能 | 手作業集約型 | 半自動。材料の初期装填は手動で行う |
| 廃棄物 | 最小限の廃棄物 | 最小限の廃棄物 | 無駄が多い |
ゴム射出成形ワークフロー
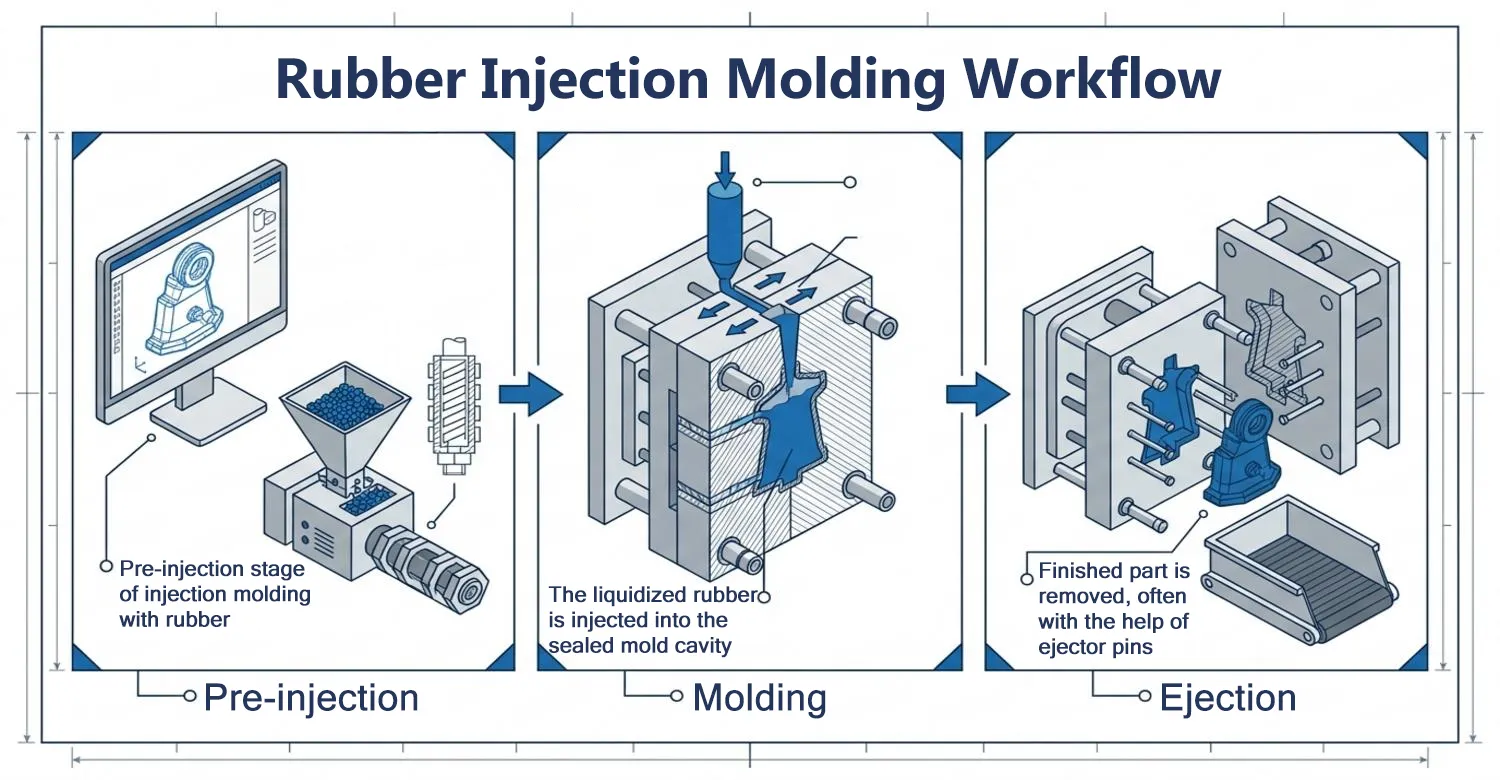
技術の進化は、射出成形ゴムに対するメーカーの取り組み方の変革を促している。全工程は、予備射出、成形、射出の3つに大別できる。
注射前
競争を勝ち抜こうとするメーカーは、コンピュータ支援設計(CAD)モデルを使って工程を最適化している。ゴムを使った射出成形では、射出前の段階で次のようなステップが行われる。
- パーツのデザインと視覚化: 製造業者は、CADソフトウェアを使用して、複雑な寸法と形状をキャプチャするゴム部品の正確な3Dモデルを設計します。これは、最終製品を視覚化し、潜在的な欠陥を特定するのに役立ちます。詳細なCADモデルは、メーカーが完成品が希望する仕様と公差を正確に満たしていることを確認するのに役立ちます。
- ゴム材料の準備: 製品のために特別に配合された充填剤と他の所望の添加剤(促進剤や硬化剤を含む)を含むゴムコンパウンドは、ゴム射出成形機のスクリューに供給される。
- 暖房: ゴム材料はインジェクターに引き込まれ、158°Fから230°Fの間の温度で加熱され、流動性を持つようになる。
成形
クランプで固定する前に、金型の半分を密封し、それらが適切に配置されていることを確認することから始まります。場合によっては、製品の完全性に影響する圧力や材料の損失を防ぐために、適切なシーリングのための特別な用品が必要になることもあります。前のサイクルから残った破片や汚染物質が新製品の欠陥の原因となることがあるため、閉じる前に半割体をきれいにすることが不可欠です。
- 注射をする: 液状化したゴムは、ランナーとゲートを経由して、密閉された金型キャビティに高圧で注入される。
- 養生: 液化したゴム材料は、圧力と温度が制御された金型キャビティ内で固化する。硬化を促進し、サイクルタイムを短縮するために冷却を使用することもできる。
排出
射出成形されたゴム部品が硬化すると、金型が開き、多くの場合エジェクターピンを使って完成品が取り出される。後工程では、余分な材料を取り除き(デフラッシング)、品質管理検査を行い、製品が所定の仕様を満たしていることを確認します。
ゴム射出成形対シリコーン射出成形
初心者のデザイナーやエンジニアの中には、ゴムやシリコーンの射出成形をいつ使えばいいのか迷っている人がいる。このような状況に陥ったことがあるのは、あなただけではありません。どちらも似たような成形技術に頼っている。両者の大きな違いは、通常、プロセスに使用される材料と製品の特性にある。
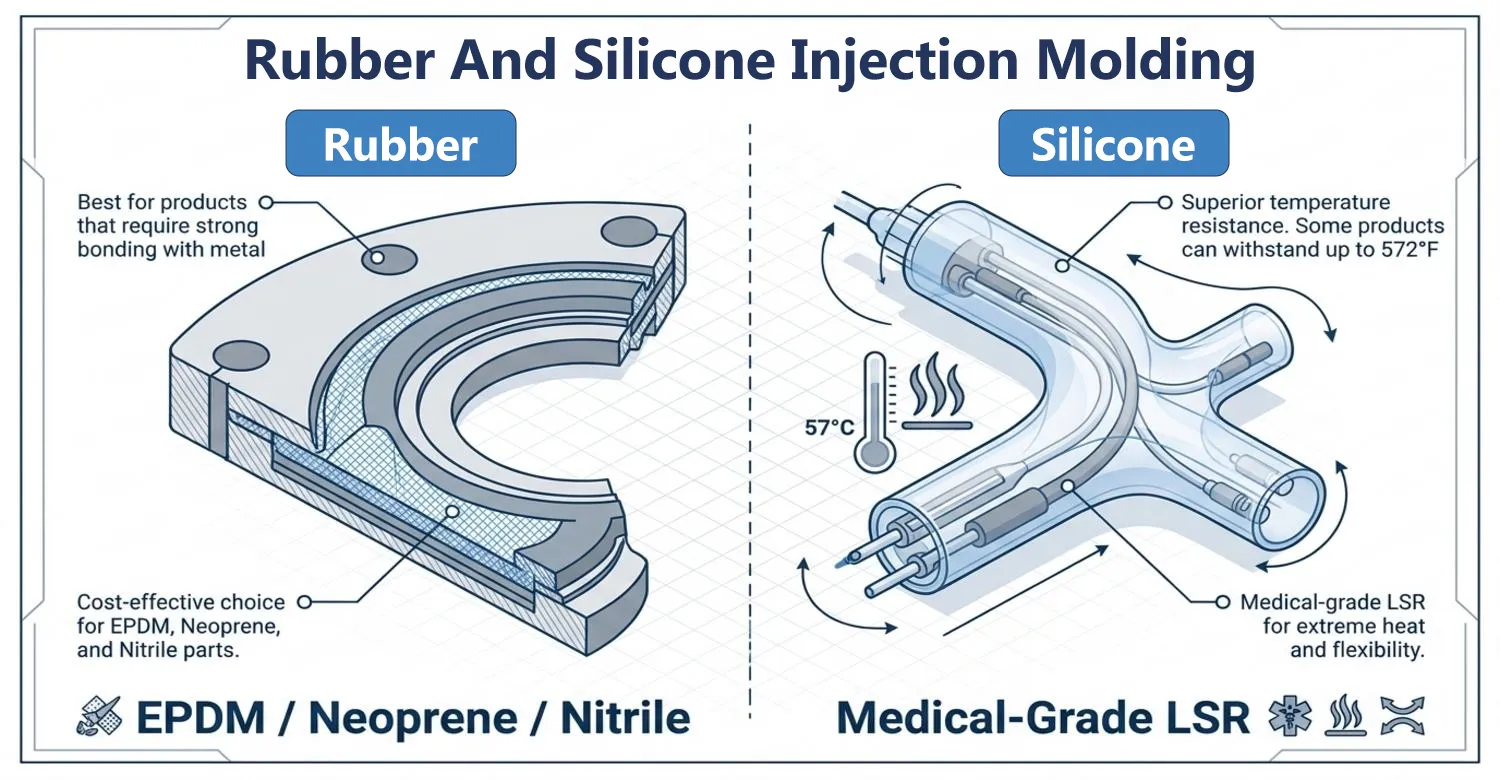
ゴム射出成形の材料には、エチレンプロピレンジエンモノマー(EPDM)、合成ゴム、天然ゴム、ネオプレン、ニトリルなどがある。一方、シリコーン射出成形は、液状シリコーンゴム(LSR)を主材料としています。これらは、耐熱性が必要な医療グレードの製品に最適です。最高の体験をするために、常に シリコーン射出成形のスペシャリストを選ぶ.
ゴム射出成形とシリコーン射出成形の違い
| 要因 | ゴム | シリコーン |
|---|---|---|
| 素材 | 天然ゴム、ネオプレン、EPDM、ニトリル | 液状シリコーンゴム |
| 温度耐性 | 天然ゴムは104°C(220°F)以上で劣化が始まるため、82°C(180°F)以上での連続使用は避けてください。 | 優れた耐熱性。572°Fまで耐えられる製品もある。 |
| 申し込み | さまざまな自動車部品の製造に使用される。金属や他の素材との強力な接着が必要な製品に最適。 | 耐熱性と柔軟性が要求される医療機器や食品に最適。 |
| 費用 | より手頃な価格 | 初期費用が高い |
| 耐久性 | レギュラーコンディションでの耐久性 | 過酷な条件下での耐久性が向上 |
すべての製品設計者のためのゴム成形DFMルール
デザイナーは皆、新製品を生み出すことに喜びを感じる。製造のための設計(DFM)とは、生産効率と費用対効果を念頭に置いて新製品を生み出す際の、設計者の指針となる一連のルールである。つまり、性能や信頼性を落とすことなく、生産コストを最適化するよう戦略的に設計された製品でなければならない。射出成形ゴムに関して言えば、製品設計者が考慮しなければならない重要な点は以下の通りです。
ゴム射出成形における重要なDFMルール
1.部品点数の最小化
製品を作るのに必要な金型の数が少なければ少ないほど、金型製作の数も少なくて済む。また、部品点数が多ければ誤差が大きくなり、材料費もかさむ。部品点数を減らせば、組み立てはより速くなる。
2.モジュラー設計
モジュール式射出成形ゴム製品は、部品の交換が容易であるため、組み立てや分解が容易であり、ひいては修理やメンテナンスが安価になります。モジュラー設計は、明確な組み立て説明書やスナップフィット設計などの要素を考慮することが多い。製品のモジュール設計を完成させたメーカーの最たる例はLEGOである。
3.多機能・多用途部品の設計
ある部品が多機能であるということは、さまざまな目的を果たすことができるということだ。最も良い例のひとつは、ほとんどの携帯電子機器のマザーボードが、処理とメモリをどのように処理しているかということだ。この設計上の選択は、別々の部品を持つことによるコスト削減に役立っている。一方、多用途部品は、さまざまな製品に適合させることができる。テスラのEV用バッテリーセルが、さまざまなEVモデルに適合するように設計されているのが良い例だ。
4.材料の選択
材料の選択は、最終製品の特性やコストに影響するため、微妙なステップである。典型的な例はシリコーンゴムで、高価ではあるが、極端な温度や圧力に耐えることができるため、天然ゴムよりも医療用製品に適している。
5.環境意識
ゴム射出成形に携わる者は、ユーザーが製品を使用する環境を考慮しなければならない。化学物質への暴露や温度は考慮しなければならない要素である。例えば、病院用に設計する場合は、耐摩耗性の高い材料を考慮しなければならない。
重要な設計パラメータ
ゴム射出成形の重要なステップでエラーが発生すると、製品の完全性、性能、品質が無効になる可能性があります。射出成形の重要な設計パラメータは以下の通りです:
- 用途に応じて適切なゴムを選択する。
- ゴム材料の溶融温度は、低すぎると流動性に影響を与え、高すぎると材料を劣化させる可能性があるため、正確でなければならない。
- 金型温度は硬化とサイクルタイムに直接影響する。
- 不完全な充填や余分な材料(フラッシュ)を避けるため、射出圧力は正確でなければならない。
- 保持圧力は硬化中の収縮を防ぐ。
- 射出速度が正確でないと、フローパターンに影響を与え、フローラインなどの欠陥につながる可能性がある。
- 冷却時間は、反りを避けるために適切でなければならない。
初心者のための素材選択ガイド(素材とデザインの互換性マトリックス)
材料と設計の互換性マトリックスは、異なる設計要素に最適な材料を示すチャートです。その目的は、最終製品の性能要件を確実に満たし、部品の不具合や材料の不適合をなくすことです。
| ゴムの種類 | プロパティ |
|---|---|
| 天然ゴム | 高弾性で耐摩耗性に優れる。汎用品に最適 |
| ネオプレン | 熱や油に強い。ホースやシールに最適 |
| スチレンブタジエンゴム | 摩耗に強い。摩耗の激しいタイヤや製品に使用される。 |
| フッ素ゴム | 耐熱性、耐薬品性に優れる。製品のシールに最適 |
| エチレン・プロピレン・ジエンモノマー | 最高150°C(302°F)の連続温度に耐える;耐オゾン性/耐候性 |
| シリコーンゴム | 連続使用は220°C(428°F)まで、短期ピークは300°C(572°F)まで |
ゴム射出成形の材料を選択する場合、エンジニアと設計者は、最良の製造結果を得るために、材料選択において以下のステップに従わなければならない。
- 温度、化学薬品への暴露、製品への機械的な要求など、意図する用途を特定する。
- その特性に耐えられる素材のリストを作る。
- 候補に挙がったさまざまな素材のコストを比較する。
- 候補に挙がった素材を使って試作品を作る。
- プロトタイプを実環境でテストし、コスト、入手可能性、性能のバランスが取れた製品を選ぶ。
デザイナーとエンジニアのためのコスト最適化戦術
ゴム射出成形プロジェクトは、生産コストが最適化されて初めて持続可能なものとなる。どんなに優れた製品であっても、消費者がより手頃な価格の競合製品よりもその製品を選ばなければ、ビジネスが破綻するのは時間の問題です。エンジニアや設計者は、射出成形ゴム・プロジェクトにおいて、次のような方法でコストを最適化することができます:
- コスト効率の高い製造のための設計の最適化
- 製品設計を簡素化し、金型コストを削減する。
- 素早く組み立てられるモジュラー設計を選択し、人件費を削減する。
- 製品の機能性を向上させない機能の削除
- 該当する場合、製品の壁を薄くし、サイクルタイムと材料使用量を削減する。
- 代替素材を探求し、価格競争力のあるサプライヤーを常に探し求める。
- 入手しやすい素材を選ぶ
- 部品の再利用による廃棄物の削減
- 間接費を削減するために必要でない業務をアウトソーシングする。
一般的な欠陥のトラブルシューティング
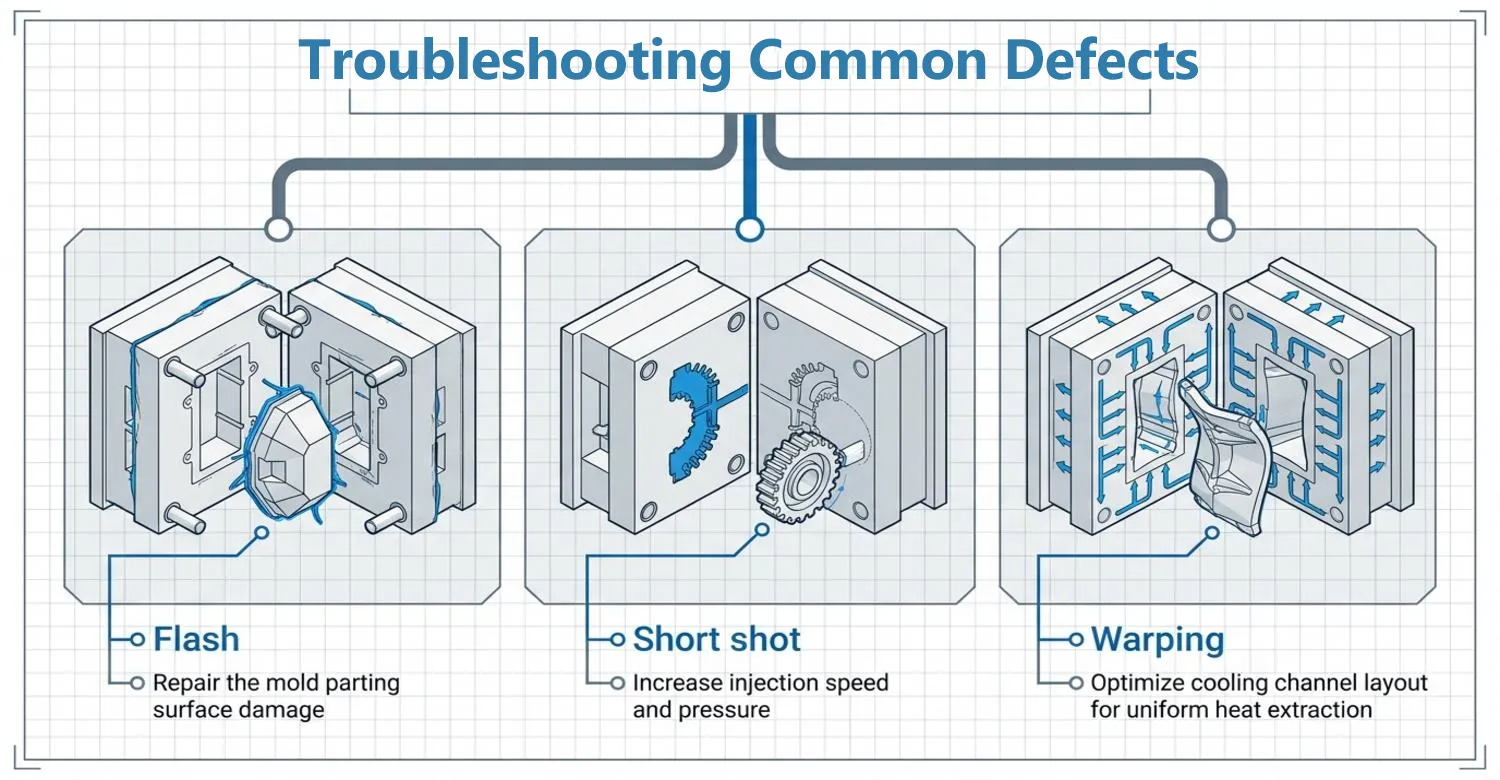
射出成形されたゴム部品が金型から出てくるとき、意図されたものとは異なる外観になるのは常に困難なことです。よくある欠陥には、反り、バリ、ショートショットなどがあります。1つの欠陥が複数の欠陥を引き起こすことがあるため、問題を解決するには、正確な原因を特定するために何らかのトラブルシューティングが必要になる場合があります。下の表は、一般的な欠陥のトラブルシューティング方法を示しています。
| 欠陥 | トラブルシューティング |
|---|---|
| フラッシュ (余分な材料):通常、金型の閉じ方が悪いか、射出圧力が高すぎる。 | 1.金型パーティング面の損傷を修復する。 2.クランプ力が設計仕様内であることを確認する注入圧力を下げる。 |
| ショート・ショット (金型への充填が不十分:通常、流れの中断、射出圧力の低下、または金型温度の低下が原因。 | 1.射出速度と射出圧力を上げる。 2.金型温度を最適に調整する。 3.噴射ポンプに障害物がないか点検する。 |
| ワープする: 冷却ムラによる製品形状の歪み。 | 1.サイクルタイムを長くする。 2.均一な熱抽出のために冷却流路のレイアウトを最適化する。 3.金型温度を上げ、熱勾配を小さくする。 4.保持圧力/時間を調整する。 |
| シンクマーク: 主に厚い部分の窪み | 1.射出圧力を上げ、速度を下げる。 2.ホールド時間を長くする。 3.金型温度を最適化する。 |
| フローライン: 材料の不均一な流れによる製品表面のライン | 1.射出速度を最適化する。 2.換気を調整する。 3.ゲートデザインの改善。 |
| 火傷の跡製品の変色、特にゲート付近の変色 | 1.金型の通気性を最適化する。 2.射出速度を下げる。 3.材料の溶解温度を下げる。 |
| ヴォイド 製品内のエアポケットによるもの | 1.射出圧力を上げる。 2.換気を最適化する。 |
ゴム射出成形に関しては、最高のコストで拡張性を確保するために設計を最適化することが長期的な成功の鍵です。しかし、この目的を達成するためには、性能、品質、耐久性を決して犠牲にしてはなりません。











