

In de wereld van productontwikkeling is het een uitdaging om een product van een prachtig 3D-ontwerp om te zetten in een tastbaar, fysiek object. De meeste mensen staan nooit stil bij de technische aspecten achter deze eenvoudige voorwerpen die ons leven vullen.
Spuitgieten is een productieproces waarbij een materiaal wordt gesmolten tot een gesmolten vorm en vervolgens in een vormholte wordt geïnjecteerd om onderdelen te maken. Een verwarmd vat smelt het materiaal en nadat het in de vormholte is geïnjecteerd, koelt het af en stolt het, waardoor de kenmerken van het gewenste onderdeel worden gevormd. Het gebruikte materiaal kan plastic, metalen, glas en de meest voorkomende thermoplasten en thermohardende polymeren zijn. [1].

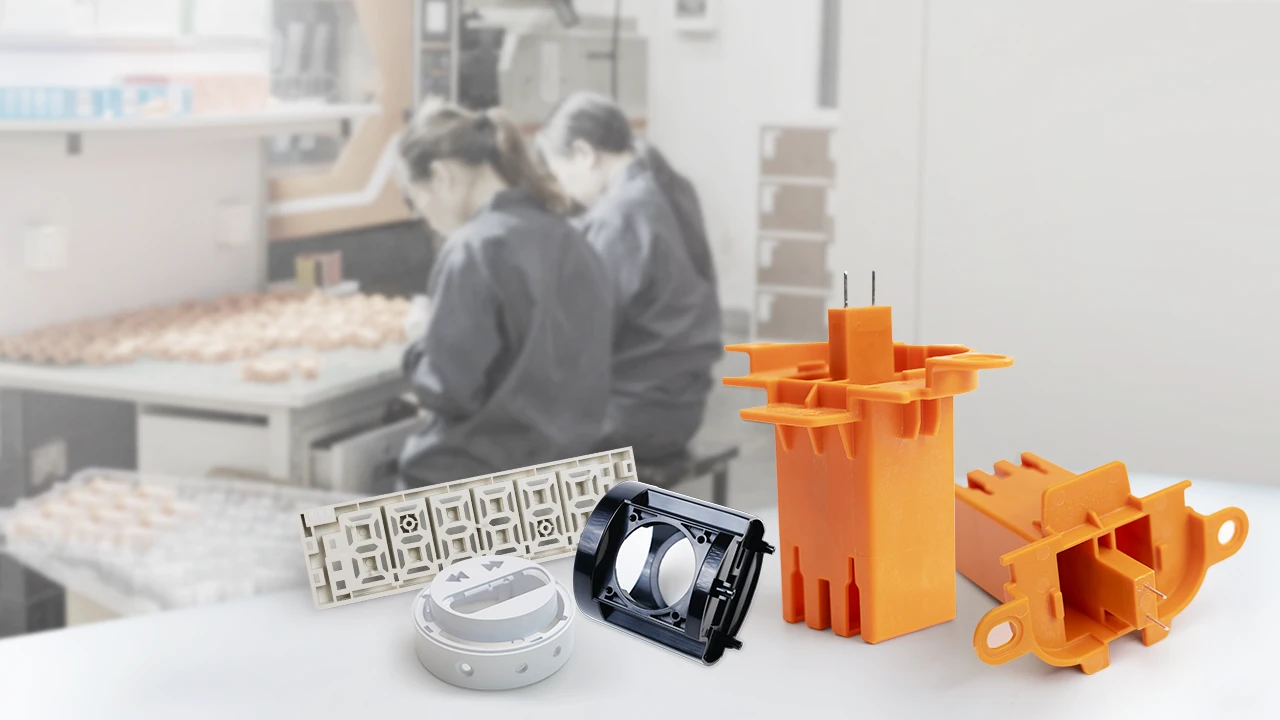
In de moderne productie is spuitgieten de hoeksteen van de productie geworden. Denk bijvoorbeeld aan een machine die een paar seconden per cyclus werkt. Als de machine een hele dag werkt, kan ze duizenden onderdelen produceren. Zulke hoge productiesnelheden zorgen ervoor dat industrieën snel aan de marktbehoeften kunnen voldoen. Ook kan een goed afgesloten matrijs een onderdeel vormen, hoe ingewikkeld het ook is.
Bovendien maakt het vermogen om verschillende materialen toe te laten het geschikt voor diverse toepassingen. Plastic materialen hebben deze industrie gedomineerd in vergelijking met andere materialen zoals metalen. Daarom is het veilig om aan te nemen dat iemand die geen materiaal opgeeft, verwijst naar kunststof spuitgieten.

Geschiedenis van spuitgieten
Het eerste patent voor een spuitgietmachine werd in 1872 uitgegeven door John W. Hyatt en zijn broers. Het was een eenvoudig plunjerachtig apparaat, zoals een injectiespuit, dat celluloid door een verwarmde cilinder in een mal spoot. Het produceerde eenvoudige onderdelen zoals knopen, haarkammen en kraagpinnen.
Begin 1900 vonden de Duitse scheikundigen Arthur Eichengrün en Theodore Becker een oplosbare vorm van celluloseacetaat uit die minder ontvlambaar was dan cellulosenitraat.
In de jaren 1940, in de aanloop naar de Tweede Wereldoorlog, steeg de vraag naar goedkope en in massa geproduceerde producten, waardoor de ervaring van de industrie een hoge vlucht nam. Er was een grote ontwikkeling van veel thermoplasten, zoals polyvinylchloride (PVC) en polystyreen, die vandaag de dag nog steeds relevant zijn. De oorlog tastte traditionele grondstoffen zoals metaal en rubber aan, waardoor ze minder beschikbaar werden. Kunststoffen boden een oplossing en dankzij spuitgieten konden kunststofonderdelen efficiënt worden geproduceerd. De ontwikkeling van de extrusieschroef-injectiemachine in 1946 door James Watson Hendry zorgde voor vooruitgang in het spuitgietproces, dat vandaag de dag nog steeds de standaard is. Het maakte een grotere controle over het injectieproces mogelijk, wat leidde tot de productie van onderdelen van hoge kwaliteit. [2].
In de werkstroom van het spuitgieten
De workflowcyclus van spuitgieten kan worden opgedeeld in 6 belangrijke stappen. Deze herhaalbare cyclus vergemakkelijkt de massaproductie van gelijksoortige onderdelen met een hoge efficiëntie.

1. Klem
Het klemsysteem van de matrijs bestaat uit twee helften die het openen en sluiten van de matrijs mogelijk maken. Dit gebeurt met meer kracht om te voorkomen dat de matrijs onder hoge druk opengaat tijdens het injecteren. Het proces vereist een hoge precisie met "langzaam-snel-langzaam" snelheidsverandering om schade aan de matrijs en het product te beperken en lawaai door sterke trillingen te minimaliseren. De grootte van de spuitgietpers bepaalt de tijd voor deze stap.
2. Injectie
Zodra de holte van de mal volledig gesloten is, worden het verwarmde vat en de gesmolten kunststofkorrels in gesmolten toestand gebracht. De vloeistof wordt onder zeer hoge druk in de mal geïnjecteerd om elk detail van de holte te vullen. Tijdens dit proces wordt een constante temperatuur verwacht.
3. Woning
Nadat de gesmolten kunststof de mal heeft gevuld, wordt er druk op uitgeoefend. De druk wordt ingehouden om ervoor te zorgen dat de vloeistof elk deel van de holte vult, zodat het geproduceerde onderdeel volledig identiek is aan de mal.
4. Koeling
Het gesmolten plastic in de holte wordt met rust gelaten om af te koelen en te stollen tot de gewenste vorm. Koelkanalen in de mal, waardoor water en olie snel circuleren, vergemakkelijken het koelproces. De dikte van het onderdeel en de materiaaleigenschappen beïnvloeden de koeltijd.
5. Uitwerping
Bij het afkoelen duwen uitwerppennen het afgewerkte onderdeel naar buiten wanneer de matrijs opengaat. Ze zijn strategisch geplaatst om schade aan het onderdeel te voorkomen. De matrijs sluit en de cyclus gaat verder.
6. Nabewerking
Na het uitwerpen kan het onderdeel nog warm zijn, zodat verdere koeling nodig is. Verdere secundaire bewerkingen, zoals het bijsnijden van overtollig materiaal, verven en assembleren, worden uitgevoerd. Kwaliteitscontroles en afvalmateriaal kunnen worden gerecycled en opnieuw in het proces worden gebracht.
Inzicht in de soorten spuitgieten
Spuitgietprocessen zijn afhankelijk van de productvereisten. Ze worden geclassificeerd volgens gespecialiseerde systemen, materiaal en matrijsontwerp.
Classificatie naar matrijsontwerp
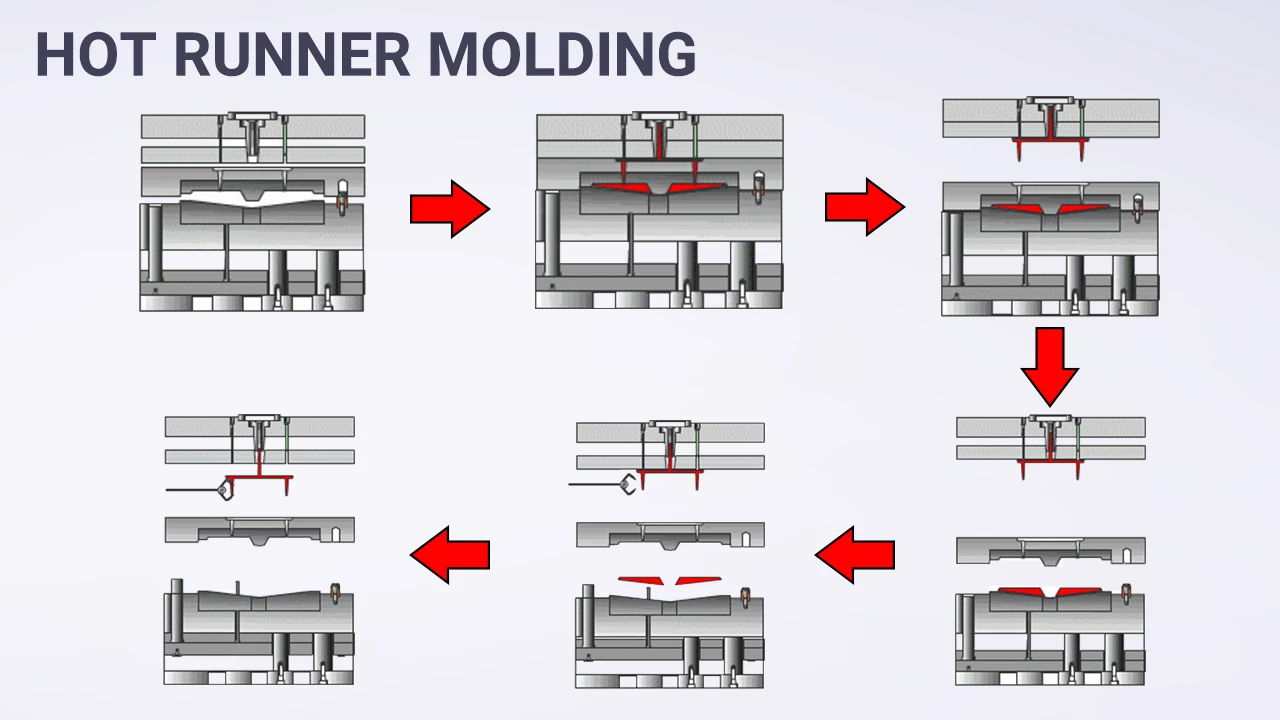
Heet Agent Vormen
Hotrunner vormen is een toevoersysteem met verwarmde spruitstukken van staven of spoelen om het plastic gesmolten te houden en te voorkomen dat het stolt. Bij het uitwerpen komt het afgewerkte onderdeel er zonder de runners uit. Het spuitgietproduct komt er schoon uit zonder extra kunststof, wat afval en cyclustijd vermindert. Naslijpen en nabewerken is dus niet nodig.
Enkele beperkingen van hotrunnersystemen zijn de hoge instel- en onderhoudskosten. Er is ook specialistische kennis nodig om het proces te begeleiden. Het is ook een uitdaging om de runners schoon te maken of te controleren of de kunststoffen helemaal op zijn, omdat ze verborgen zijn. Dit wordt een probleem als je te maken hebt met kleurveranderingen of hittegevoelige materialen.
Het Koude Agent Vormen
Het runnersysteem is onverwarmd en de kunststof stolt samen met het onderdeel. Bij het uitwerpen wordt de runner gescheiden van het afgewerkte onderdeel door te snijden of te knippen. Dit hangt echter af van de gebruikte matrijsplaat, omdat sommige kunnen scheiden. Ze zijn gemakkelijker te onderhouden, schoon te maken, van kleur te veranderen, iteraties te ontwerpen en met verschillende materialen te werken omdat de poorten en de posities van de runners veranderlijk zijn.
Een nadeel van dit systeem is dat het bij elke cyclus buitensporig veel afval genereert. De mogelijkheid om opnieuw te malen en te verwerken heeft invloed op het eindproduct omdat herhaald gebruik de eigenschappen verandert.

Classificatie van spuitgietmaterialen
Kunststof spuitgieten
De meest gebruikte vorm van spuitgieten, waarbij thermoplastische polymeren en thermohardende harsen als grondstof worden gebruikt. Door de kunststofkorrels te verhitten, veranderen ze in gesmolten kunststof en worden ze in de matrijsholte geleid. Na afkoeling krijgen ze de vorm van de mal. Thermoplasten hebben geen significante degradatie van hun materiaaleigenschappen, zelfs niet na herhaald gebruik. Thermoharders ondergaan chemische veranderingen na verhitting, waardoor ze moeilijk opnieuw te gebruiken zijn.
Tips: Als mensen het over "spuitgieten" hebben, bedoelen ze meestal "kunststof spuitgieten". Als je plastic producten hebt die vervaardigd moeten worden, raden we je aan om de "Diensten voor kunststof spuitgieten" pagina voor meer informatie.

Metaalspuitgieten (MIM)
Gebruikt een grondstof van fijne metaalpoeders (roestvrij staal, titanium) gemengd met een kunststof bindmiddel. Net als bij kunststofinjectie wordt het verwarmd, geïnjecteerd en afgekoeld in de mal. Het deel dat afkoelt wordt het "groene deel" genoemd; het proces is echter nog niet klaar. Het groene onderdeel ondergaat verdere bewerkingen, waaronder ontbinden en sinteren, om het plastic bindmiddel te verwijderen en hoge temperaturen toe te passen om de metalen deeltjes van het uiteindelijke onderdeel te smelten.
Het is voordelig om metalen onderdelen te maken die voorheen niet mogelijk waren met traditionele methoden. De belangrijkste beperking is dat het wat duur is en beperkt tot kleine onderdelen en lagere volumes.
Tips: Klik om meer informatie te bekijken over "MIM-technologie“.

Classificatie door gespecialiseerde processen
Spuitgieten met gasondersteuning
Een inert gas onder druk (er wordt stikstofgas gebruikt) wordt in de mal geïnjecteerd nadat het gesmolten plastic een hol gedeelte heeft gevormd, waardoor het sneller afkoelt. Dit helpt om kromtrekken te verminderen en onderdelen een gladde oppervlakteafwerking te geven. Het is echter alleen toepasbaar voor mallen met één holte, waarbij sommige materialen reageren met het gas en hun eigenschappen veranderen.
Tips: Klik voor meer informatie over "Spuitgieten met gasondersteuning“.

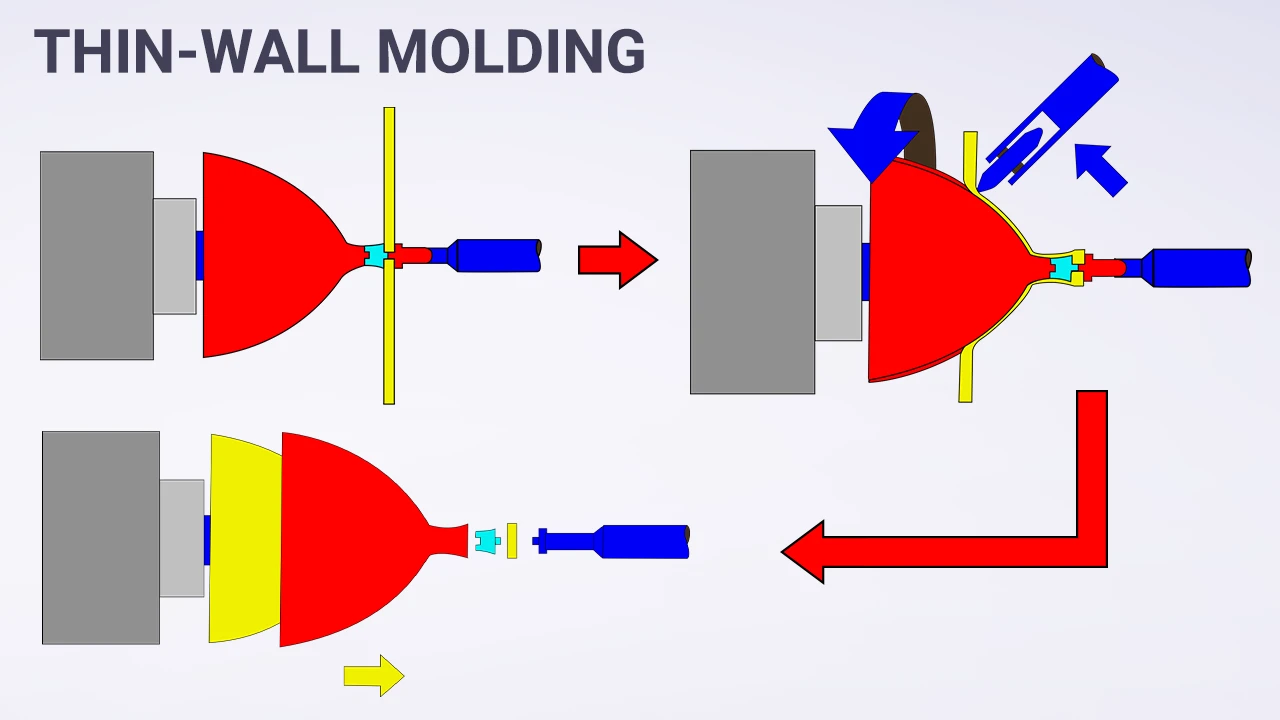
Dunwandig vormen
Dunne wanden minimaliseren materiaalgebruik en besparen kosten. Dit proces maakt onderdelen met zeer dunne wanden (1-2 mm). Er zijn gespecialiseerde machines nodig om kunststof met de hoogste precisie en druk te injecteren om de matrijsholte volledig te vullen. Helpt bij het besparen van grondstoffen in vergelijking met traditionele methoden.
Het nadeel van dit proces is dat deze spuitgietmachines erg duur zijn en gespecialiseerd personeel vereisen. Precisie op hoog niveau is onontbeerlijk voor het spuitgieten van dunne wanden omdat er geen ruimte is voor fouten.
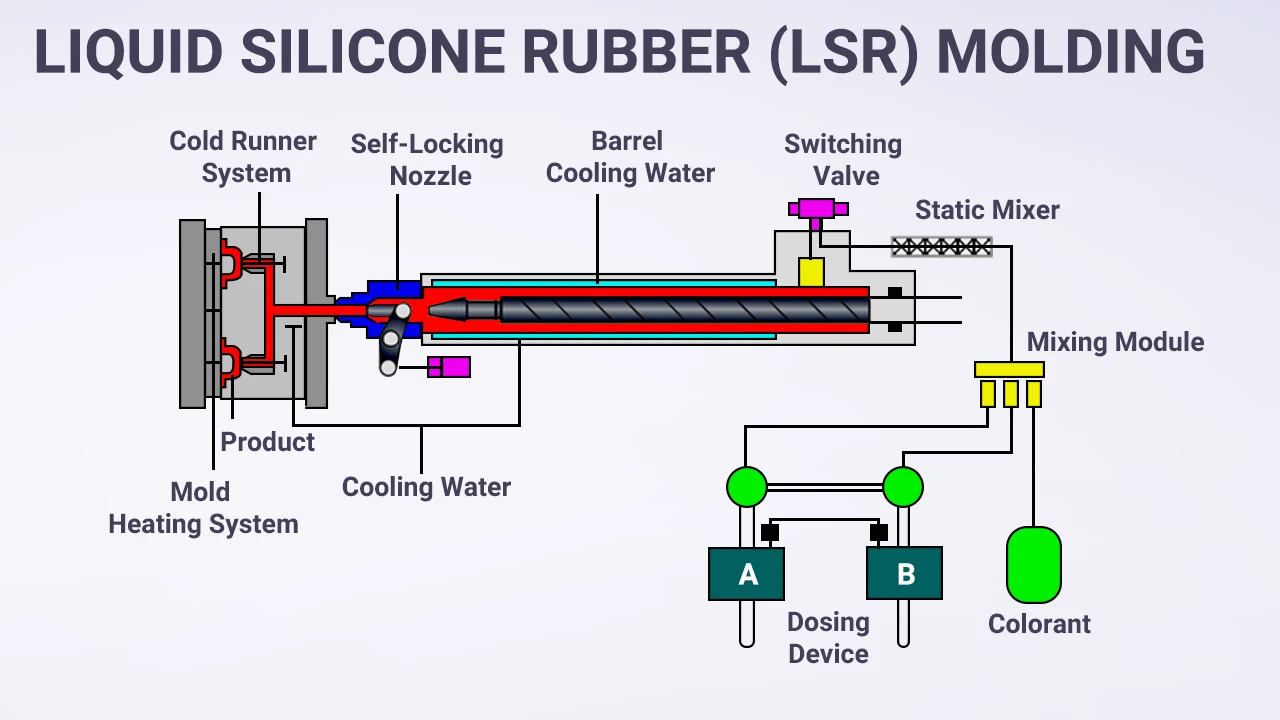
Vloeibaar Siliconenrubber (LSR) Vormen
Het is ontworpen voor grootschalige productie van rubberproducten. Thermoset siliconenrubber wordt in een verwarmde vormholte geïnjecteerd en gevulkaniseerd. Het is voordelig om het op te slaan als vloeibaar siliconenrubber, zodat het niet hoeft te smelten. Het stolt ook snel en produceert minder afval. Aan de andere kant is het proces onomkeerbaar als Siliconen eenmaal gevulkaniseerd zijn en de meeste van deze siliconenproducten kunnen niet gerecycled worden.
Tips: Misschien ben je ook geïnteresseerd in "Rubber Spuitgieten“.
Spuitgieten met twee schoten
bestaat uit het combineren van twee verschillende materialen of twee kleuren van hetzelfde materiaal in één enkele matrijscyclus tot één complex onderdeel. Het proces maakt gebruik van een sterk geautomatiseerde speciale machine met twee injectie-eenheden. Tijdens de eerste spuitgieting wordt een stijf materiaal zoals ABS-kunststof in de holte gespoten en vormt het eerste onderdeel. Vervolgens draait de mal en wordt het tweede materiaal, zoals zacht thermoplastic, in de nieuwe holte geïnjecteerd en hecht het zich aan het eerste onderdeel. Na voltooiing wordt het uit twee materialen bestaande onderdeel uitgeworpen, dat structureel en esthetisch geïntegreerd is zonder nieuwe assemblage.
Tips: Klik om te zien "Hoe tweeschots spuitgieten werkt“.

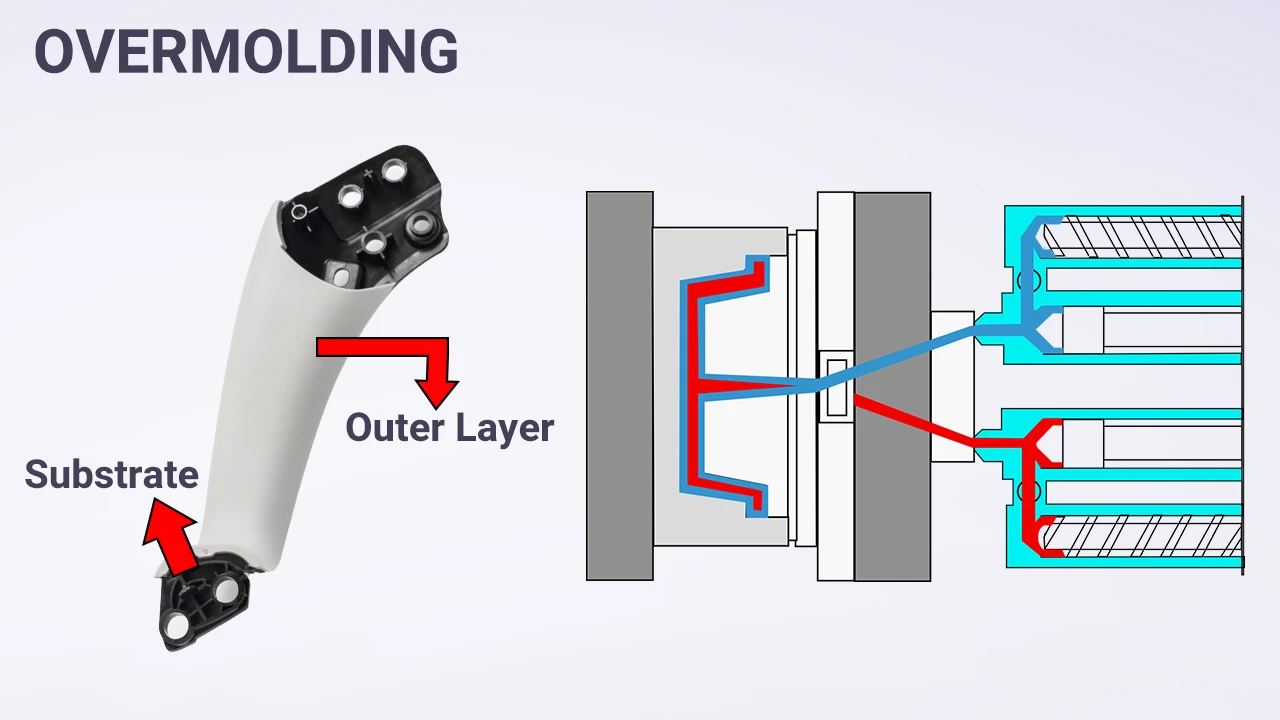
Overspuiten
Is het proces van het gieten van een materiaal bovenop een al bestaand onderdeel. Dit gebeurt door het eerste onderdeel in een mal te gieten en er vervolgens een ander materiaal in te injecteren. Deze methode is nuttig bij het maken van robuuste onderdelen met gecombineerde eigenschappen van producten zoals handgrepen, gereedschapshandvatten of tandenborstels.
Tips: Klik om een beter begrip te krijgen van "Overspuiten“.
Tussenvoegsel Vormen
Hierbij worden metalen of kunststof inzetstukken (voorgevormd) in de mal geplaatst en wordt er vervolgens kunststof ingespoten. De kunststof stolt en vormt zich rond het inzetstuk. Deze techniek creëert producten met gecombineerde materiaaleigenschappen en elimineert assemblages achteraf. Dit proces maakt het echter moeilijk om het product te demonteren voor reparatie en recycling.
Tips: Klik voor meer informatie over "Tussenvoegsel Vormen“.

Belangrijkste onderdelen van de spuitgietmachine en matrijs
Het hele spuitgietproces is gebaseerd op kerncomponenten die samenwerken om grondstoffen om te zetten in een eindproduct.

Injectie-eenheid
- Een trechter is het onderdeel waar de pellets de loop/schroef in gaan.
- Het vat/de schroef verhit het materiaal tot een gesmolten toestand zodat het gemakkelijker vloeit.
- Het mondstuk is een kleine opening die het uitwerpsysteem en de holte aan de onderkant van de machine met elkaar verbindt.
De plastic korrels worden door de trechter naar het vat gevoerd. Het vat injecteert de gesmolten vloeistof via een spuitmond. Enkele andere kanalen (individuele runners) brengen de stroom van de nozzle naar de injectiepoortingang naar de holtes.
Klemeenheid
- De schimmelplaat is verantwoordelijk voor het vasthouden van de vormhelften.
- Stropdassen Lijn de bewegende plaat uit en zorg voor structurele ondersteuning om doorbuiging te voorkomen, die vlammen zou kunnen veroorzaken.
- Het uitwerpsysteem gebruikt een dubbelwerkend mechanisme dat het verwijderen van het onderdeel vergemakkelijkt.
De beweegbare drukplaat met de ene helft beweegt naar de stationaire drukplaat met de andere helft. De trekstangen geleiden deze beweging om ervoor te zorgen dat de drukplaten perfect uitgelijnd sluiten. De sluitkrachten zijn enorm om de twee helften tijdens het injecteren onder hoge druk goed gesloten te houden. Daarna wordt het uitwerpsysteem op de beweegbare drukplaat geactiveerd. De uitwerppennen duwen het afgewerkte onderdeel naar buiten.
De vormholte
Bestaat uit twee delen. De stationaire zijde en de bewegende zijde die het openen en sluiten van de mal regelen. Bevat het runnersysteem en handhaaft de uitlijning van de bewegende zijde door middel van bussen en geleidepennen. De uitlijning bepaalt de precieze afmetingen en de soepele verwijdering van het product.
Tips: Misschien ben je ook geïnteresseerd in de gedetailleerde informatie over "vormholtes en vormkernen“.
Het toevoersysteem
- De geleidepennen lijnen de matrijshelften uit tijdens het proces.
- Sprues en Runners zijn het ingangspunt voor gesmolten plastic.
- De poort is een kleine opening die de materiaalstroom in de matrijsholte regelt.
De sprue, runners en poorten werken samen om het gesmolten plastic van de injectie-eenheid naar de matrijsholte te leiden. De sprue verbindt de spuitkop met het runnersysteem. De runners verdelen de gesmolten stroom via de poorten over de vormholtes.
De koelkanalen
Het zijn gaten in de matrijshelften die water of olie laten circuleren om de temperatuur te regelen. Ze bevatten een thermoregulator die de temperatuur van de vloeistof onder controle houdt. De koeling zorgt voor consistente thermische omstandigheden in de holte, wat de kwaliteit van het product en de cyclustijd beïnvloedt.
Het uitwerpsysteem
- Uitwerppennen: Zijn stalen pennen die zich achter de matrijsholte bevinden. Ze worden naar voren geduwd wanneer de matrijs opengaat.
- Uitwerpplaten: waar de pennen zijn gemonteerd.
- Retourpinnen: Ze duwen de uitwerpplaten terug wanneer het onderdeel wordt uitgeworpen.
De uitwerpplaten duwen de pennen naar voren; het onderdeel wordt uit de matrijs geduwd. Daarna duwen de retourpennen de uitwerpplaten en pennen terug naar hun oorspronkelijke positie om ze klaar te maken voor de volgende cyclus. Wanneer het systeem volledig gereset is, maakt het een "plop" geluid om aan te geven dat het product volledig teruggetrokken is. Delicate onderdelen worden verwijderd met behulp van hydraulische uitwerpers voor een hoge precisie, terwijl mechanische knock-out staven zorgen voor consistentie bij het verwijderen van onderdelen.
Tips: Klik om alle informatie met betrekking tot "uitwerppennen“.
Over de samenstelling van mallen staat hier een zeer gedetailleerd artikel dat je helpt alle componenten te begrijpen, inclusief holte, kern en malbasis. Klik op “Samenstelling van kunststof spuitgietmatrijzen“.

Gebruikelijke materialen voor spuitgieten en hun eigenschappen
Polymeren vormen de basis van kunststof spuitgieten. Polymeren of kunststoffen, zoals ze bekend staan, zijn grote moleculen met zich herhalende eenheden. Alle kunststoffen zijn polymeren, maar niet alle polymeren zijn kunststoffen. Hun verschillen zitten in hun fysische en chemische eigenschappen.
Polymeren zijn natuurlijke chemische verbindingen die bestaan uit een keten van chemisch gebonden moleculen (monomeren). Enkelvoudige monomeren worden homopolymeren genoemd. Twee of meer monomeren vormen een copolymeer. De voordelen van het gebruik van polymeren zijn dat er bij verbranding geen giftige dampen vrijkomen.

Kunststoffen zijn synthetische polymeren die door middel van polymerisatie uit aardolie worden gewonnen. Er zijn twee categorieën kunststoffen:
- Thermoplasten: Hebben lineaire of vertakte ketens. Ze zijn zacht bij verhitting en worden hard bij afkoeling.
- Thermohardend: Ondergaat onomkeerbare veranderingen na uitharding/verhitting.
- Elastomeren: Vertonen rubberachtige elasticiteit. Ze kunnen teruggaan naar hun oorspronkelijke vorm na verhitting.
Aangezien kunststoffen beschouwd worden als polymeren, vertonen ze gelijkaardige structuren als polymeren. De belangrijkste voordelen van het gebruik van kunststoffen zijn de lage productiekosten, de hoge sterkte-gewichtsverhouding en hun veelzijdigheid. [3] [4].
Naast het gebruik van polymeren als kernmateriaal voor spuitgieten, zijn er ook andere materialen, zoalsmetalen, worden gebruikt. Het proces wordt metaalspuitgieten (MIM). De meeste metalen die in MIM worden gebruikt zijn: Ferro legeringen (Gereedschapsstaal, roestvrij staal, ijzer-nikkel magnetische legeringen, Kovar &Invar" speciale legeringen"), Wolfraamlegeringen, Harde metalen (gecementeerde carbiden) en speciale materialen zoals composieten.

De volgende tabel leidt je door de soorten polymeermaterialen die worden gebruikt bij spuitgieten en hun toepassingen.
Tabel met eigenschappen en toepassingen van gewone materialen voor spuitgieten
| Categorie | Materiaal (Afkorting) | Essentiële eigenschappen | Toepassingen | Opmerkingen |
|---|---|---|---|---|
| Algemeen doel | PP | Lichtgewicht, bestand tegen chemicaliën | Containers, Auto-onderdelen | De meest veelzijdige en rendabele kunststof. |
| PE | Slagvast, Elektrische isolator | Speelgoed, Kabelisolatie | Verkrijgbaar in HDPE- en LDPE-kwaliteiten. | |
| PS | Stijf, Lage kosten | Tafelgerei, Verpakking | Bestaat in kristal (GPPS) en high impact (HIPS) kwaliteiten. | |
| PVC | Vlamvertragend, Weerbestendig | Leidingen, Kabelmantel | Kan stijf of flexibel zijn met weekmakers. | |
| ABS | Slagvast, Goede afwerking | Elektronicabehuizingen, Auto-interieurs | Perfecte balans tussen sterkte, kosten en verwerkbaarheid. | |
| Technische kunststoffen | PA | Hoge sterkte, slijtvast | Tandwielen, Lagers | Bekend als Nylon, moet voorgedroogd worden. |
| PC | Slagvast, Transparant | Veiligheidsbril, Elektronische componenten | Uitzonderlijk sterk, maar gevoelig voor krassen. | |
| POM | Hoge stijfheid, lage wrijving | Precisietandwielen, Ritsen | Vaak 'acetal' genoemd, gedraagt zich als metaal. | |
| PET | Hoge sterkte, goede barrière | Flessen, Technische onderdelen | Vereist speciale kwaliteit (PETG) voor helderheid. | |
| PBT | Chemisch bestendig, Dimensionaal stabiel | Connectoren, auto-onderdelen | Kristalliseert sneller dan PET voor gemakkelijker gieten. | |
| Hoge prestaties | PPS | Hoge hittebestendigheid, chemisch inert | Autosensoren, Industriële onderdelen | Een prachtig, zeer duurzaam technisch polymeer. |
| PEEK | Hittebestendig, Mechanisch sterk | Ruimtevaartonderdelen, Medische implantaten | Topprestaties tegen hoge kosten. | |
| PEI | Hoge sterkte, vlamvertragend | Steriliseerbare trays, Aerospace-interieurs | Een transparant PC-alternatief met hoge prestaties. | |
| Elastomeren | TPE | Zacht aanvoelend, Recyclebaar | Handgrepen, afdichtingen | Kan worden gegoten als plastic maar voelt aan als rubber. |
| TPU | Slijtvast, Elastisch | Telefoonhoesjes, Schoenzolen | Uitstekende slijtvastheid onder de elastomeren. | |
| TPV | Weerbestendig, Duurzaam | Auto-afdichtingen, Weer-afdichting | Uitstekende vervanging voor thermogeharde rubber. | |
| Bioplastic | PLA | Biobased, composteerbaar | Voedselverpakkingen, 3D printen | De meest voorkomende bioplastic, maar hittegevoelig. |
| MIM Metalen | 316L | Corrosiebestendig, Sterk | Medisch gereedschap, Horlogedoosjes | Ideaal voor kleine, complexe metalen onderdelen via MIM. |
| 17-4PH | Zeer sterk, Hard | Onderdelen van vuurwapens, Tandheelkundig gereedschap | Kan na het gieten een warmtebehandeling ondergaan voor hoge sterkte. | |
| NMT Metalen | Al legering | Lichtgewicht, Goede sterkte | Telefoonhoesjes, Laptophoesjes | Het primaire metaal voor kunststof hybride onderdelen van NMT. |
| Mg-legering | Zeer licht, Hoge sterkte | Frames voor drone, Elektronische behuizingen | Uitstekende verhouding sterkte/gewicht voor NMT. | |
| Roestvrij staal | Hoge sterkte, Corrosiebestendig | Draagbare apparaten, Autosleutels | Biedt een sterk metalen skelet via NMT. |
Gewijzigde materialen
Spuitgietmaterialen worden in veel toepassingen gebruikt. Om hun prestaties te verbeteren, worden deze materialen vaak gemodificeerd met andere polymeren of additieven. Sommige van de gemodificeerde materialen kunnen zijn;
- Met glasvezel gemodificeerde kunststoffen: Glasvezels toevoegen aan materialen zoals nylon en polycarbonaat. Ze maken ze sterker en stijver.
- Met koolstofvezel versterkte kunststoffen: Toepasbaar waar een sterkte-gewichtsverhouding zeer belangrijk is, zoals in luchtvaartonderdelen.
- Met mineralen gevulde polymeren: Mineralen zoals calciumcarbonaat en talk verbeteren de stijfheid in polymeren.
- Polymeermengsels en -legeringen: Hierbij worden verschillende polymeren gemengd om een nieuw materiaal te maken. PC&ABS creëert bijvoorbeeld een uitstekend materiaal dat wordt gebruikt in autodashboards en computerkasten.
- Toevoeging van additieven: Veel gebruikte additieven zijn: kleurstoffen, UV-stabilisatoren, weekmakers en vlamvertragers. Deze additieven dragen bij aan de functionele eigenschappen van de polymeren.

De keuze van polymeermateriaal voor een specifiek doel is een hoofdpijn voor ingenieurs. Maar met de juiste strategieën en door de juiste vragen te beantwoorden, kies je de meest geschikte materialen. Hier volgt een diepgaande gids over wat u moet overwegen om uit te vinden wat het beste bij uw doelstellingen past..:
- De vereisten voor het onderdeel: Moet het onderdeel sterk, duurzaam, transparant, elastisch of zacht zijn? Wordt het gebruikt voor voedsel of medische doeleinden? Is het voor buiten? Het beantwoorden van deze vragen is de eerste stap in het vinden van het juiste materiaal voor het product.
- Het budget: De kosten zijn de belangrijkste factor, waarbij het meest betaalbare materiaal als eerste in aanmerking komt. Uitgesplitst zijn basiskunststoffen zoals PP het meest betaalbaar, technische kunststoffen zoals PC en nylon hebben hogere kosten en gemodificeerde kunststoffen zijn het duurst.
- De bedrijfsomgeving: Bedenk waar het product gebruikt zal worden. Zal het worden blootgesteld aan omgevingen zoals temperatuur, zuurtegraad, alkalische omstandigheden, stress en spanning? Dit zal je helpen om ongeschikte materialen te elimineren.
- Mechanische eigenschappen van het materiaal: Deze eigenschappen verklaren hoe een bepaalde materiaalsoort zich onder bepaalde omstandigheden moet gedragen. Het onderdeel moet bestand zijn tegen verschillende fysieke krachten, afhankelijk van waar het wordt gebruikt.
Voordelen en beperkingen van kunststof in spuitgieten in vergelijking met andere materialen
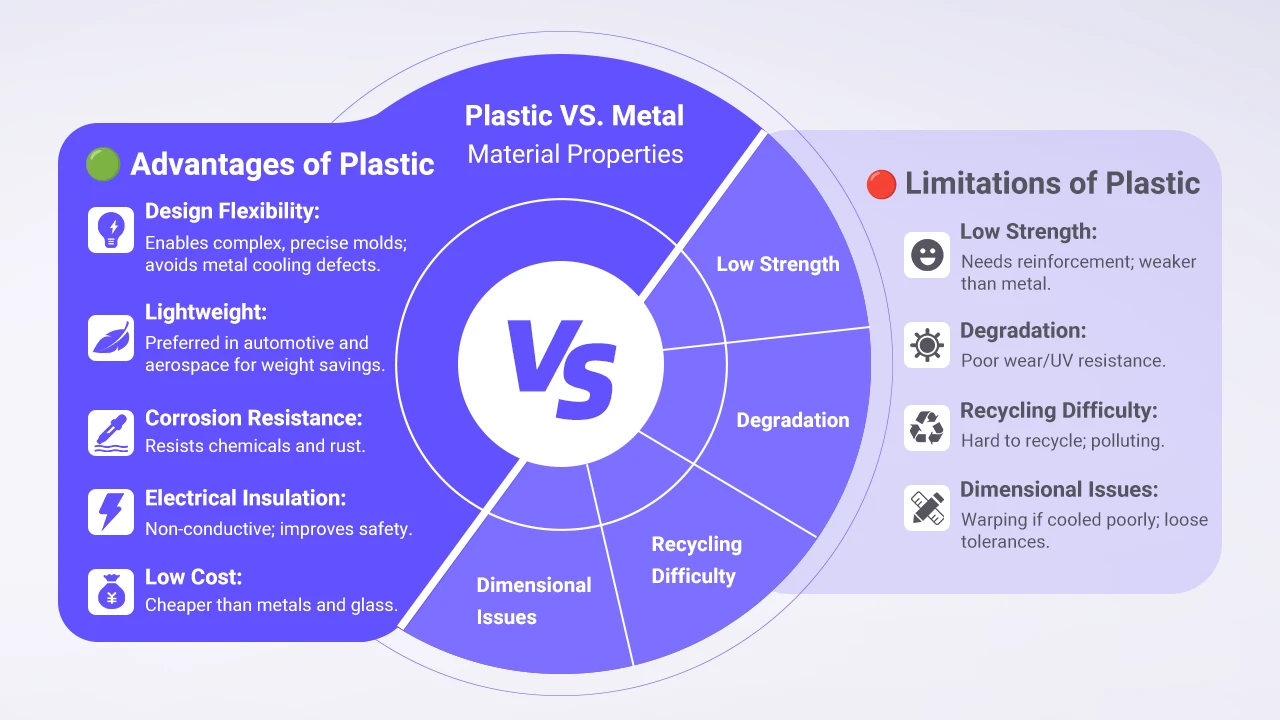
Bij spuitgieten worden verschillende materialen gebruikt. In de kern zijn kunststoffen dominant geworden met een unieke reeks voordelen en beperkingen.
| Voordelen | Beperkingen |
|---|---|
| Ontwerpflexibiliteit bij het maken van complexe geometrieën en ingewikkelde ontwerpen (overspuiten). Gesmolten kunststof kan elk deel van de gedetailleerde holte bereiken. Andere materialen, zoals metalen, hebben beperkte stromings- en koelspanningen, waardoor defecten zoals omhulsels kunnen ontstaan. | Voor structurele eigenschappen zoals sterkte en stijfheid kunnen kunststoffen niet tippen aan metalen. Daarom worden de meeste versterkt met materialen zoals vezels om hun sterkte te verbeteren. |
| Kunststoffen zijn lichter dan andere materialen zoals metalen, waardoor ze belangrijk zijn in toepassingen zoals de auto- en luchtvaartindustrie. | Kunststoffen zijn gevoelig voor slijtage en UV-degradatie, vooral wanneer ze worden blootgesteld aan hoge wrijving en hitte. |
| In tegenstelling tot metalen zijn kunststoffen bestand tegen corrosie en chemicaliën. | Het gebruik van plastic heeft veel milieuproblemen veroorzaakt, vooral omdat het moeilijk is om plastic te recyclen zonder dat het zijn eigenschappen verliest. |
| Kunststof onderdelen zijn ideaal voor warmte-isolatie van elektrische banden, waardoor het risico op schokken afneemt, terwijl metalen natuurlijke geleiders zijn. | Kunststoffen hebben dimensionale instabiliteit, zoals vervorming, als ze niet goed ontworpen of gekoeld zijn, terwijl metalen en keramiek hoge toleranties kunnen bereiken. |
| Kunststoffen zijn relatief goedkoop om te maken in vergelijking met traditionele materialen zoals glas en metaal. |
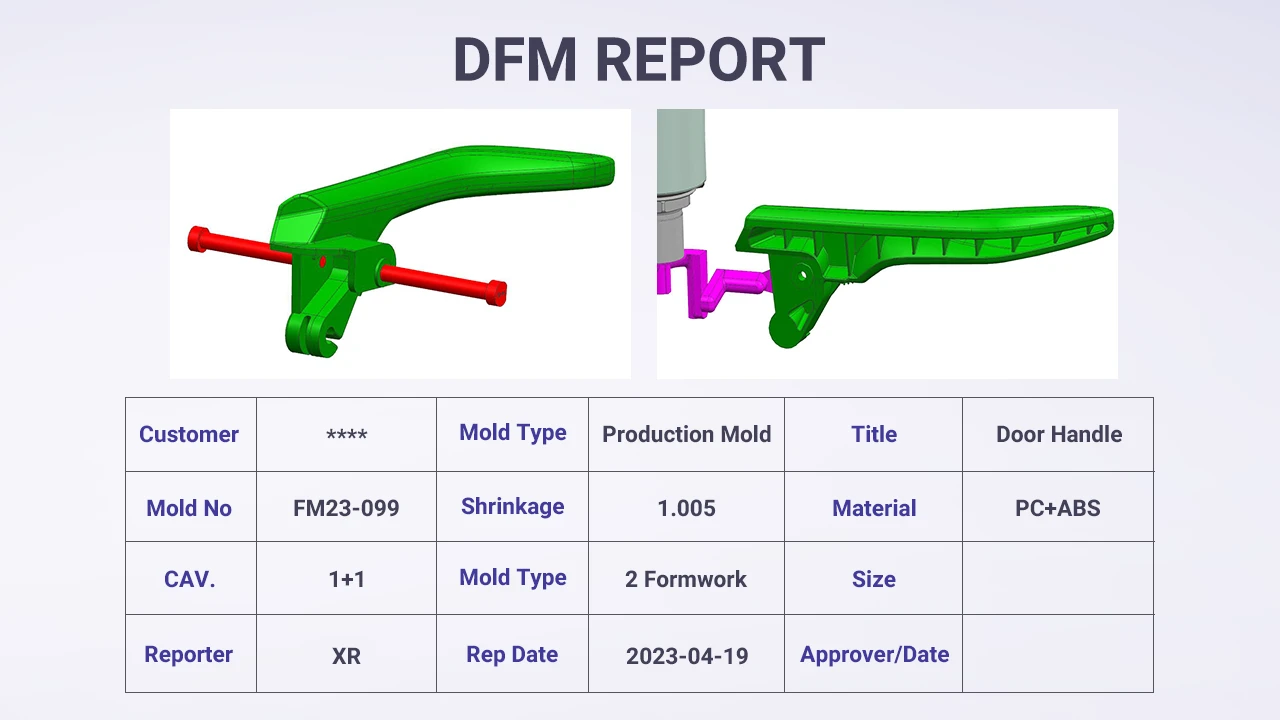
Ontwerp voor productie (DFM)
Het succes van een product op de markt hangt grotendeels af van de beslissingen die tijdens de ontwerp- en engineeringfase worden genomen. DFM houdt in dat een onderdeel of product zo wordt ontworpen dat het werkt met de specifieke beperkingen en productieprocessen. Alle professionals (ontwerpers, ingenieurs) worden er vanaf het begin bij betrokken om problemen zoals kosten, vertragingen en tijdverlies te helpen voorkomen. In principe is dit een service die elke spuitgietfabriek aan zijn klanten zou moeten bieden. Sommige fabrieken nemen DFM echter op in hun standaardofferte, terwijl andere er een aparte service voor vragen. Maar dit hangt allemaal af van de omvang van het project en de onderhandelingen tussen de klant en de fabriek. [5].
Basisprincipes van DFM bij spuitgieten
- Uniforme wanddikte: Een consistente wanddikte van het onderdeel is belangrijk. Een uniforme dikte van 2-3 mm zorgt bijvoorbeeld voor gelijkmatige koeling om defecten zoals holtes en zinksporen te voorkomen.
- Opzethoeken: Een ontwerphoek is een conus die aan een verticale wand wordt toegevoegd om een soepele uitwerping mogelijk te maken en te voorkomen dat het werkstuk blijft plakken of krassen krijgt. Een opdrukhoek van 1°-2° op gladde oppervlakken, 5° op oppervlakken zonder textuur, 3° op lichte texturen, en 5° of meer op zware texturen wordt aanbevolen.
- Radii en filets: Ze helpen de spanning op de hoekpunten te verminderen en laten het materiaal gemakkelijk vloeien. De radius van de vullingen moet 25-50% van de normale wanddikte zijn.
- Ribben, boorden en spanten: Ribben verstevigen wanden zonder ze dik te maken en voorkomen kromtrekken. Ze moeten 40-60% van de normale wanddikte zijn. Nokken zijn cilindrisch en dienen als bevestigingspunten voor bevestigingsmiddelen en helpen bij het uitlijnen van onderdelen. Ze mogen niet groter zijn dan 60% van de totale wanddikte. Gussets zijn driehoekig en versterken ribben en nokken, waardoor ze stabieler zijn.
- Ondersnijdingen: een ondersnijding (clips, haken) belemmert het soepel uitwerpen van het onderdeel. Het vermijden van deze kenmerken verlaagt de gereedschapskosten.
- Hoeken: Het toevoegen van hoeken aan scherpe randen minimaliseert stress. Ronde hoeken verminderen ook krimp. De interne radius moet 50% van de wanddikte zijn. De externe radius is de som van de wanddikte en de inwendige straal.

Tips: Misschien ben je geïnteresseerd in "Volledige gids voor DFM" en "Wat is Mold Flow Analysis“.
De rol van spuitgieten in industriële toepassingen
Spuitgieten levert de unieke specificaties en kwaliteiten die nodig zijn voor verschillende industrieën. Het heeft een cruciale rol gespeeld bij het oplossen van sommige productieproblemen voor industrieën.
Auto-onderdelen maken
De auto-industrie heeft behoefte aan een duurzaam, enkelvoudig en lichtgewicht dashboard dat plaats biedt aan ventilatieopeningen en andere onderdelen en toch esthetisch blijft. Spuitgieten kan dashboards uit één stuk produceren zonder dat assemblage nodig is. Met behulp van polymeren zoals ABS ontwerpen we mallen die lijken op hun vorm, met complexe functies en texturen. Verschillende soorten spuitgieten, zoals overmold en two-shot, verbeteren het uiterlijk en gevoel van het dashboard.
Andere toepassingen van spuitgieten in de auto-industrie zijn onder andere:
- Bumpers
- Spiegelbehuizingen.
- Bekerhouders.
Productie van onderdelen voor consumentenelektronica
Productie van dunne, lichte en sterke smartphonebehuizingen die de gevoelige inwendige elektronica beschermen. Met geavanceerde spuitgietmogelijkheden zijn kunststoffen zoals polycarbonaat duurzaam en ongelooflijk licht. Met ribben en nokken voor ondersteuning, bevestigingspunten voor printplaten en uitsparingen voor poorten in één enkele productiecyclus.
Andere standaardcomponenten in deze industrie zijn onder andere:
- Elektrische schakelaars.
- Behuizingen en behuizingen voor printplaten.
- Leidingen.
- Onderdelen voor laptops en desktops.
Productie van medische onderdelen
Het ontwerp en de productie van insulinepen-injectoren door de medische industrie zorgen voor een revolutie in de diabeteszorg. Ze hebben de foutgevoelige spuiten vervangen door draagbare spuiten met een meetbare dosis. Met IM is het mogelijk om ergonomische ontwerpen te maken (wijzerplaten en knoppen), wat helpt bij zelftoediening. Van PC- en ABS-materialen is bekend dat ze steriel blijven. De productie van deze pennen in grote hoeveelheden verlaagt de kosten per eenheid, waardoor ze betaalbaar zijn voor de consument.
- Algemeen publiek.
- Andere medische producten die via IM worden geproduceerd, zijn
- Katheters.
- Buizen.
- Implantaten.

Ruimtevaartonderdelen maken
De behoefte van de luchtvaartindustrie aan duurzame, lichte en robuuste onderdelen voor de vliegtuigcabine is cruciaal om de veiligheid van de passagiers te garanderen en het brandstofverbruik te verlagen. IM gebruikt gespecialiseerde, hoogwaardige polymeren zoals PEEK en PEI, die licht en sterk zijn. Dankzij de mogelijkheid om complexe geometrieën te maken, is het ook mogelijk om onderdelen zoals ventilatieroosters en gordelgespen voor de cabine te produceren.
Enkele andere onderdelen die door middel van spuitgieten worden vervaardigd, zijn:
- Panelen
- Chassisonderdelen.
- Beugels en bevestigingen.
- Cockpitonderdelen.
Productie van verpakkingsproducten
De verpakkingsindustrie gebruikt plastic materialen voor de opslag van voedsel en dranken. Deze verpakkingen moeten voedselveilig, goedkoop en duurzaam zijn. Spuitgieten domineert deze industrie door een breed scala aan verpakkingen te maken van voedselveilige materialen zoals PET en PVC. De productie van onderdelen vindt plaats in grote volumes met allerlei soorten ontwerpen en vormen. HDPE containers worden tegen extreem lage kosten geproduceerd met deksels en handgrepen.
Andere veelgemaakte onderdelen voor deze industrie zijn:
- Transportbandsystemen.
- Overkappingen.
- Onderdelen van verwerkingsapparatuur.

Vervaardiging van kleine bouwonderdelen
De behoefte van de bouwindustrie aan bouwmaterialen zoals buizen en hulpstukken die worden gebruikt in loodgieters- en afvoersystemen vereist efficiënte productiemethoden. Het gebruik van PVC-materialen om onderdelen zoals ellebogen, koppelingen en T-stukken te maken, helpt bij de corrosiebestendigheid. Hun hoge sterkte voorkomt lekkages. Deze onderdelen worden in grote hoeveelheden geproduceerd zodat er een continue aanvoer is om aan de vraag in de bouw te voldoen.
Veel geproduceerde elementen in de bouw zijn onder andere:
- HVAC-systeemproduct.
- Raam- en deuronderdelen.
- Isolatie en bevestigingsmiddelen.
- Behuizingen voor handgereedschap.

Kosten en optimalisatie van spuitgieten
Kostenbeheer is het belangrijkste punt voor het succes van elk spuitgietproject. IM verdient de voorkeur vanwege de lage kosten per eenheid bij productie in grote volumes. Een zorgvuldige afweging van de kosten is essentieel voor topprestaties op deze kritieke gebieden: gereedschap, materialen en productie. [6].
De twee belangrijkste kosten: Tooling (matrijs) vs. eenheidsprijs (onderdeel)
De gereedschapskosten zijn de grootste investering bij het spuitgieten. Matrijzen kunnen duizenden euro's kosten, afhankelijk van het bewerkingsproces dat gebruikt wordt bij het maken van de matrijs en andere factoren zoals het type materiaal.
Eenheidsprijs (onderdeel) is de kostprijs voor het produceren van elk onderdeel tijdens de productie. Het gaat om arbeid, machinetijd en materiaalkosten.
Belangrijkste factoren die de matrijskosten bepalen
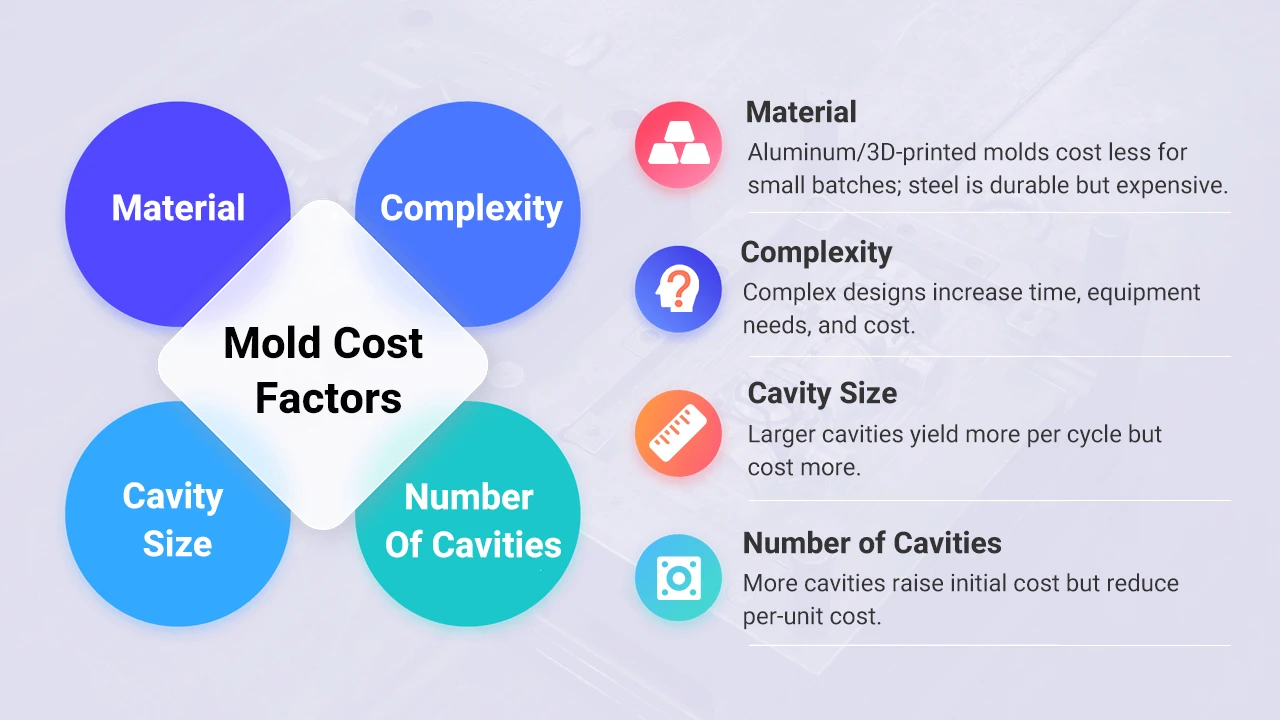
Materiaal schimmel: Materialen verschillen in duurzaamheid en kosten, wat de algehele efficiëntie van het productieproces beïnvloedt. Aluminium en 3D-geprinte mallen zijn minder duur en geschikter voor kleine series. Aan de andere kant zorgt de kostprijs van staal voor een langere levensduur van het gereedschap.
Complexiteit van de schimmel: De ontwerp- en productiekosten van matrijzen met complexe geometrieën zijn iets hoger. Voor deze mallen zijn gespecialiseerde machines nodig en ze hebben een langere productietijd. Het is daarom essentieel om een balans te vinden tussen deze kosten en ontwerpoverwegingen.
Mould Holte Maat: Grote caviteiten kunnen grote hoeveelheden materiaal bevatten en meer onderdelen per cyclus produceren. Door de grootte van de matrijzen zijn ze echter duurder. Daarentegen zijn kleinere caviteiten kosteneffectief door hun eenvoud en lager materiaalgebruik.
Aantal gaatjes: Meervoudige caviteiten creëren meer onderdelen per cyclus, waardoor de gereedschapskosten toenemen maar de kosten per eenheid dalen.
Strategieën voor kostenoptimalisatie (fabriekszijde en klantzijde)
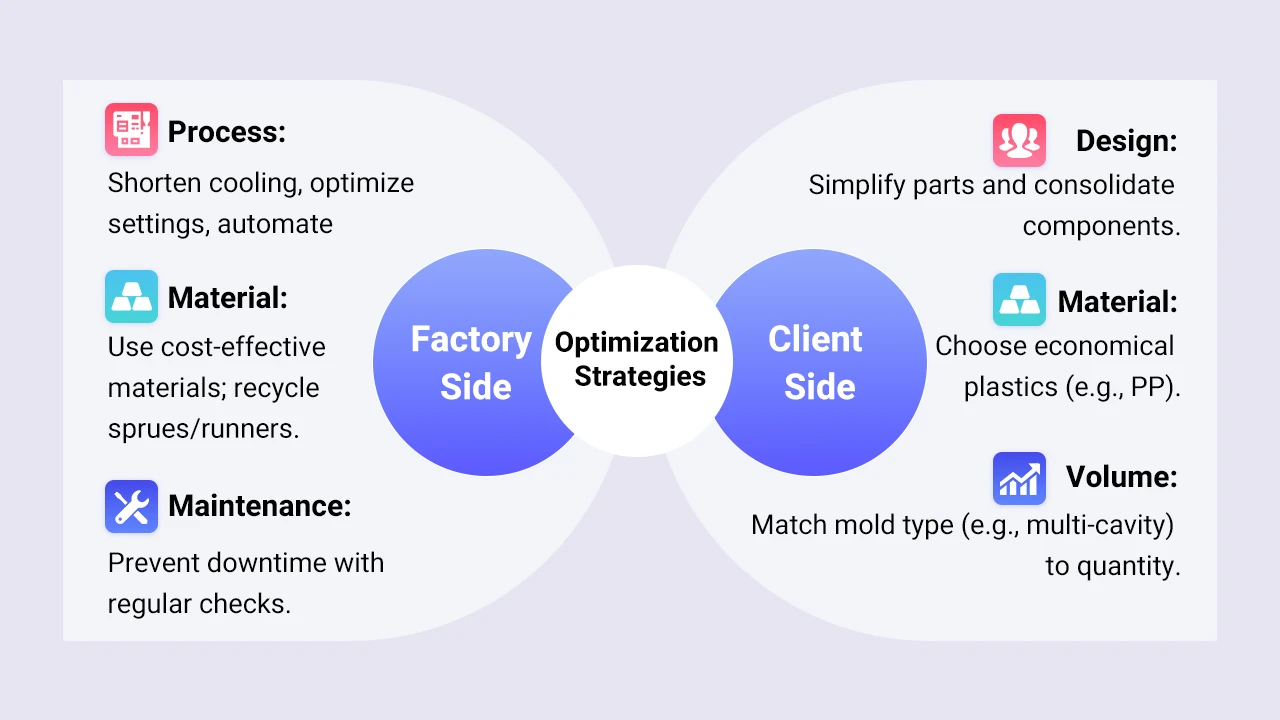
Fabriekszijde:
Proces en productie: Een paar strategieën binnen de productie kunnen helpen om de spuitgietkosten te optimaliseren. Deze omvatten: koeltijden, machine-instellingen fijn afstellen, taken automatiseren om de productiesnelheid te verhogen en de kosten te verlagen.
Materiaal- en afvalbeheer: Door te kiezen voor beschikbare en minder dure materialen kunnen de kosten aanzienlijk worden verlaagd. Materiaalverspilling tijdens het spuitgietproces beperken door hotrunnersystemen te gebruiken of materiaalresten van sprues en runners te recyclen.
Onderhoud: Regelmatig onderhoud van productiemachines voorkomt onvoorziene stilstand en zorgt voor consistentie.
Klantzijde:
Deelontwerp: Vereenvoudiging van het ontwerp vermindert de tijd en kosten van het bewerken van de matrijs. Door verschillende onderdelen in één enkel onderdeel te combineren, zijn minder assemblage en arbeid nodig, waardoor de totale kosten dalen.
Materiaalkeuze: De materiaalkeuze voor het product heeft een directe invloed op de productiekosten. Het gebruik van kunststoffen zoals polypropyleen (PP) voor een niet-kritisch onderdeel kan goedkoper zijn en toch hetzelfde doel dienen.
Productievolume: Het aantal geproduceerde onderdelen bepaalt de grootte van de gebruikte matrijs op basis van de investering van de klant. Een project met grote volumes vereist bijvoorbeeld duurzamere mallen met meerdere caviteiten, wat van invloed is op de investering vooraf.
Tips: First Mold heeft een professioneel artikel opgesteld met details over spuitgietkosten. Klik op om meer te leren over de specifieke componenten van spuitgietkosten en methodes om deze te verlagen.
Veel voorkomende defecten bij spuitgieten en acceptatienormen voor spuitgegoten producten
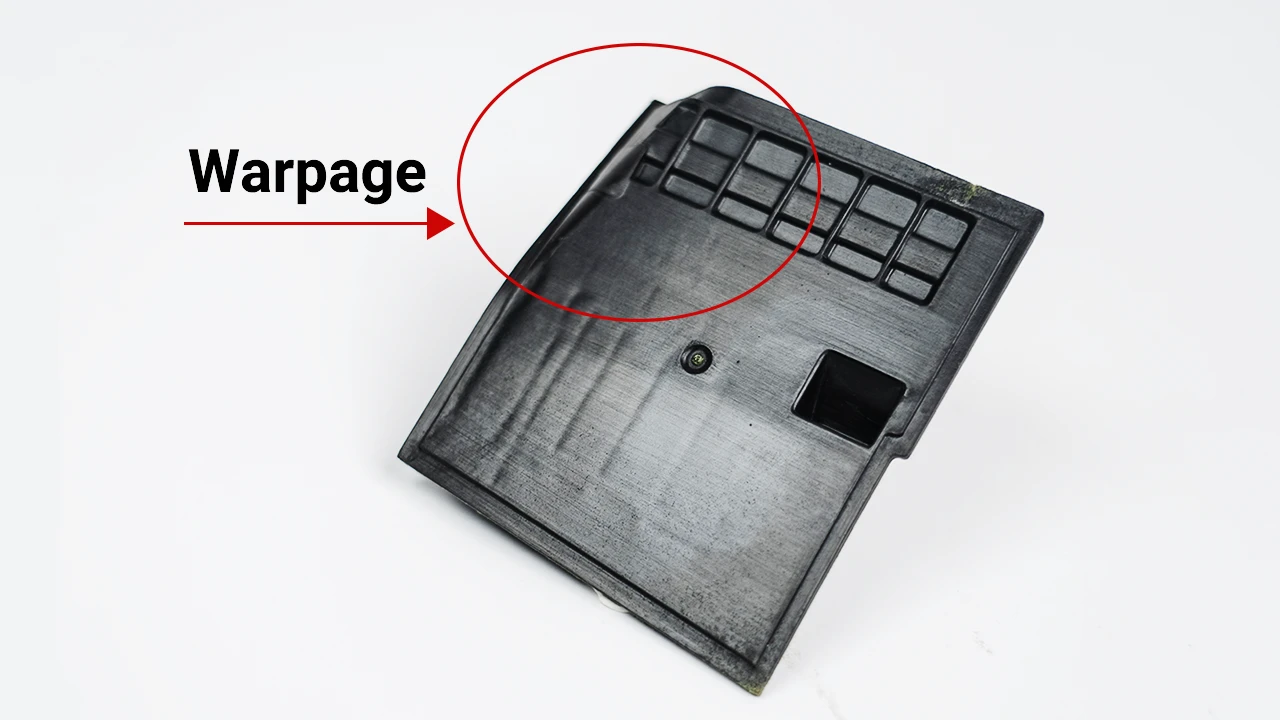
Het spuitgietproces is een vertrouwde productiemethode vanwege zijn veelzijdigheid en efficiëntie. Desondanks gaat het niet zonder bepaalde uitdagingen, zoals defecten die kunnen ontstaan en tot grote problemen kunnen leiden, zoals het aantasten van de integriteit van het product. Ze kunnen de kostenefficiëntie en snelheid beïnvloeden en de levensduur van het product verkorten. Ze zijn het gevolg van een slecht ontwerp, fouten in de kwaliteitscontrole, fouten in het productieproces en nog veel meer.

Raadpleeg dit technische document voor een diepgaande handleiding voor defecten spuitgietfouten.
Als je geïnteresseerd bent in elk type spuitgietdefect, kun je de onderstaande tabel raadplegen om naar de bijbehorende pagina te gaan voor meer informatie.
| Korte opnamen | Flash | Vervorming | Bubbels | Brandwonden |
| Verkleuring | Zilveren Strepen | Laslijnen | Gootsteentekens | Stromingsmerken |
| Uitgeworpen markeringen |
De acceptatie van een spuitgietproduct is het aanvaardbare niveau van defecten. Dit hangt af van de specifieke normen en criteria waaraan uw onderdeel moet voldoen, zoals oppervlakteafwerking, functionele prestaties en maatnauwkeurigheid. Kijk hier voor een overzicht van hoe een echt kwaliteitscontroleproces de acceptatie van een onderdeel garandeert: Kwaliteits- en acceptatienormen voor spuitgegoten onderdelen.
Kwaliteitscontrole voor spuitgegoten onderdelen
Kwaliteitscontrole bij spuitgieten zorgt ervoor dat de geproduceerde onderdelen voldoen aan alle vereiste specificaties. Deze specificaties omvatten: controles voor en na de productie en het bewaken van lopende processen. [7].
Maattoleranties zijn de variaties die geaccepteerd worden als het gaat om de afmetingen van een onderdeel. Bij de productie van identieke onderdelen is het bijvoorbeeld onmogelijk om een volledige match te leveren. Deze toleranties hebben bepaalde grenzen voordat ze als defect worden beschouwd. Dit is nuttig bij assemblage om ervoor te zorgen dat alle onderdelen op elkaar passen.
Geometrische dimensionering en toleranties (GD&T) is een taal die de functionele behoefte van de geometrie van een onderdeel definieert. Het wordt meestal gebruikt in technische tekeningen om de vormen, locatie en oriëntatie van elementen te bepalen. GD&T helpt bij de productie van spuitgietproducten die gekoppeld moeten worden aan andere onderdelen. Ontwerpers gebruiken GD&T als leidraad bij het omgaan met niet-kritische elementen en het versoepelen van toleranties, wat de productiekosten verlaagt.

Inspectiemethoden
Er moeten inspectiemethoden worden toegepast om ervoor te zorgen dat de onderdelen voldoen aan hun maatnauwkeurigheid. Enkele van deze methoden zijn:
- Visuele inspecties: Dit is de eerste verdedigingslinie bij het controleren op gebreken aan onderdelen zoals vlekken, flash, verkleuring of krassen.
- Remklauwen en micrometers: Handgereedschap gebruiken voor snelle dimensionale controles, maar voor complexe geometrieën zijn geavanceerdere gereedschappen nodig.
- Eerste artikelinspectie (FAI): Een nieuwe matrijs ondergaat deze controle voordat hij in gebruik wordt genomen. Alle kenmerken, afmetingen en notities op de tekeningen worden geïnspecteerd en gedocumenteerd.
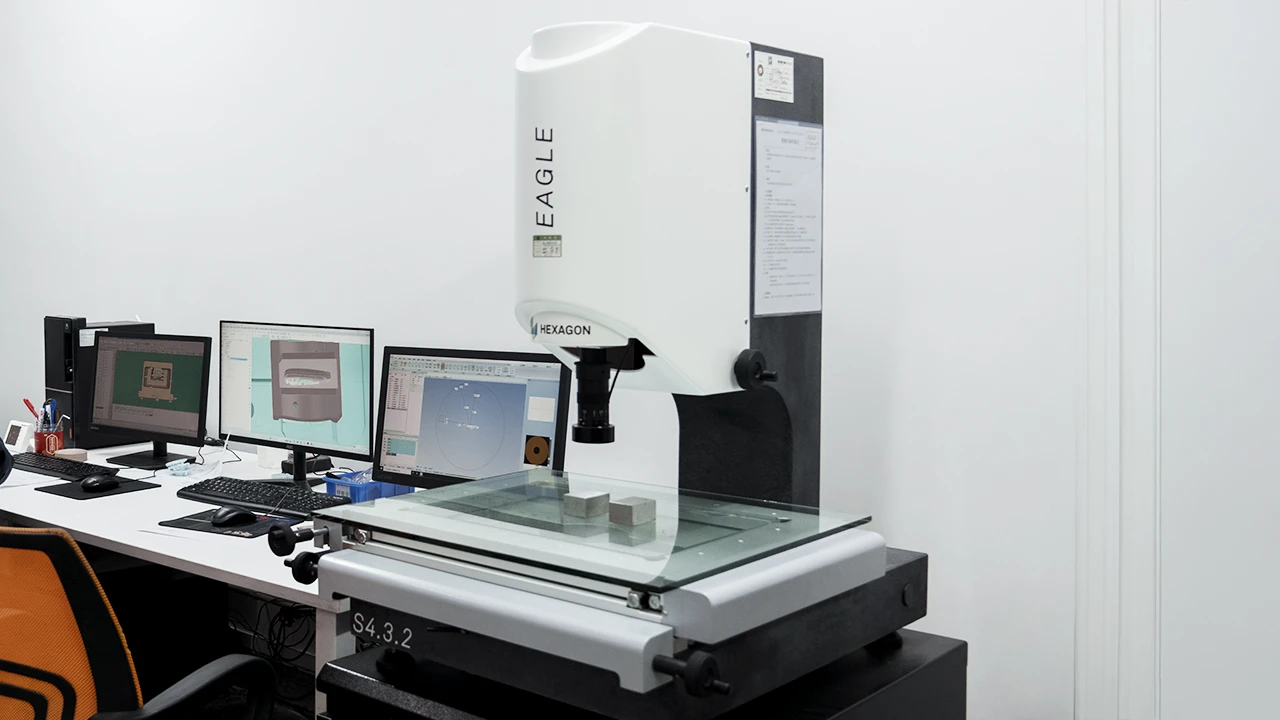
- Coördinatenmeetmachine (CMM): Dit is een geavanceerd inspectiehulpmiddel dat de afmetingen van een product meet, vooral complexe onderdelen.
Procesregeling en -bewaking
Dit zijn strategieën om de kwaliteit van het onderdeel tijdens het productieproces te garanderen.
- Real-time procesbewaking: Gebruik van sensoren op machines om kritieke gegevens zoals temperatuur, druk en tijd te verzamelen. Deze gegevens helpen om snel aanpassingen te maken en defecten te voorkomen.
- Statistische procesbeheersing (SPC): Gebruikt statistische gegevens om de productie te controleren en te beheersen. In kaart gebrachte controlediagrammen begeleiden het productieproces. Als de gegevens afwijken van het acceptabele bereik, geeft dit aan dat er een probleem is binnen het proces.
- Holtedrukbewaking: Sensoren in de matrijsholte meten de druk van de gesmolten kunststof. Ze produceren een zichtbare curve die de kwaliteit van het product weergeeft.

Hoe kies je een leverancier van spuitgietproducten?
Een juiste leverancier voor spuitgieten bepaalt het succes van je project. Ze hebben niet alleen invloed op de onderdelen, maar kunnen ook helpen tijd en geld te besparen.

Hier lees je hoe je de juiste kiest:
- Kwaliteit en certificeringen evalueren: Hier valt niet over te onderhandelen. Het hebben van certificeringen zoals ISO 9001 laat zien dat een leverancier zich inzet voor kwaliteit. Gespecialiseerde industrieën hebben certificeringen zoals ISO 13485 voor medische producten en IATF 16949 voor producten voor de auto-industrie. Controleer ook hun kwaliteitscontroleproces en de kwaliteit van de apparatuur die ze gebruiken.
- Locaties en logistiek: Een lokale leverancier verkort de doorlooptijd en vergemakkelijkt de communicatie in vergelijking met overzeese leveranciers, wat leidt tot snelle doorlooptijden. Andere aspecten, zoals arbeids- en gereedschapskosten, hangen echter af van wie betaalbare kosten kan bieden, wat essentieel is voor kosteneffectieve projecten.
- Offertes en kostenramingen: De tijd nemen om offertes te bekijken en prijzen te vergelijken is essentieel om een zo voordelig mogelijke deal te sluiten. Vraag naar MOQ's voor projecten met kleine aantallen en eigen gereedschap.
- Beoordeel hun mogelijkheden: De expertise van de leverancier moet afgestemd zijn op de doelstellingen van uw project. De beschikbare machines, hun ervaring met eenvoudige en complexe projecten, het post-moldingproces en of ze DFM-services aanbieden, zijn allemaal factoren om in overweging te nemen.
- Het leverancierscontract: Om het bedrijf en zijn producten te beschermen, is het essentieel om de reikwijdte van het contract te herzien om toekomstige misverstanden te voorkomen. Enkele elementen van de contracten zijn: prijzen, betalingsvoorwaarden, leveringsschema's, enz.
Tips: Eerst raadt Mold je aan om te lezen:
- 8 aanbevolen online leveranciers van spuitgietmachines
- 10 aanbevolen spuitgietbedrijven in Mexico
- 10 aanbevolen spuitgietfabrikanten in China
Spuitgieten markten en trends
Recente ontwikkelingen hebben geleid tot de groei van IM. De inkomsten uit de verkoop van kunststoffen aan de IM-industrieën vormen de bron van de marktprognoses en schattingen. [8] [9].
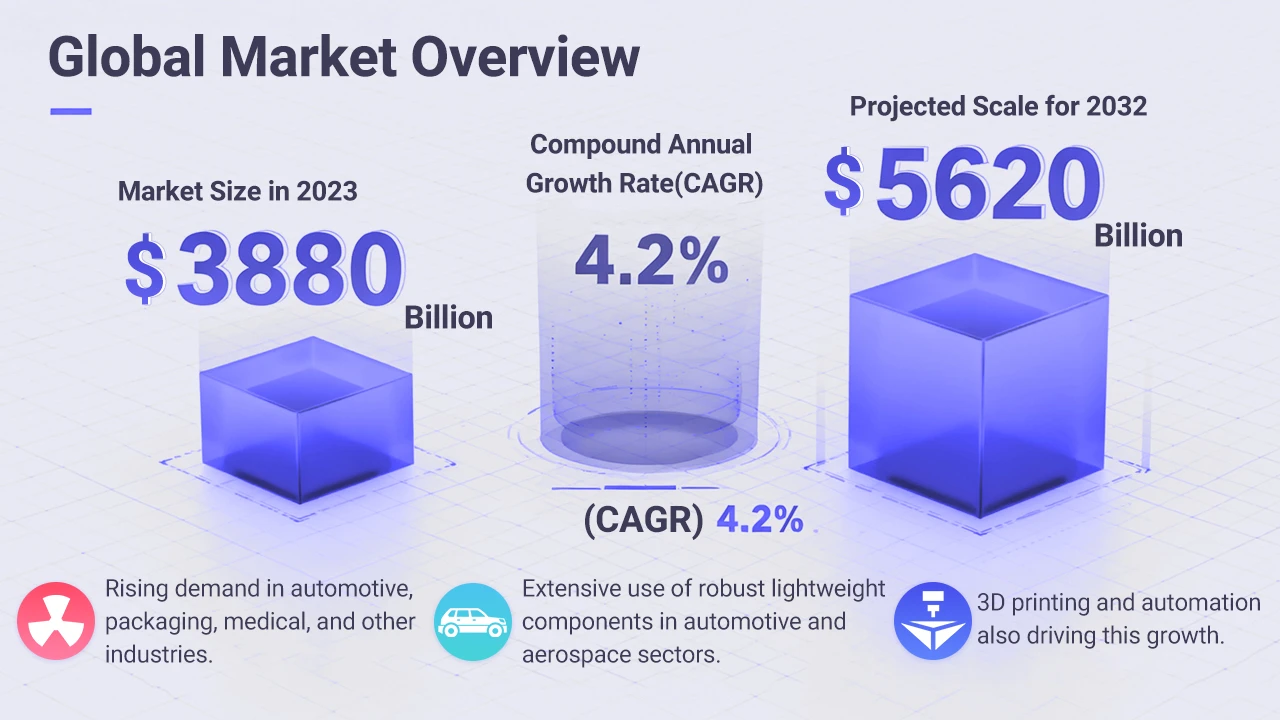
Wereldwijd marktoverzicht
In 2023 bedroeg de geschatte wereldwijde marktomvang $388 miljard. Met een samengesteld jaarlijks groeipercentage (CAGR) van 4,2% tussen 2024 en 2032 zal dit cijfer naar verwachting stijgen tot bijna $562 miljard in 2032. Deze groei is te danken aan de stijgende vraag naar kunststof in industrieën zoals de auto-industrie, de verpakkingsindustrie en de medische sector. Deze vraag is het gevolg van het grote gebruik van sterke en lichtgewicht onderdelen in de auto- en luchtvaartsector. De toepassing van digitale productie, zoals 3D-printen en automatisering, heeft ook bijgedragen aan deze groei.
Regionale analyse
De markt groeit ongelijkmatig, waarbij sommige regio's domineren ten opzichte van andere.
- Azië-Pacific leidde de markt met een aandeel van 49.25% in 2023. China, India en Japan voeren de regio aan vanwege de snelle verstedelijking en de auto-industrie.
- De Amerikaanse markt zal tegen 2032 naar verwachting $65,32 miljard bedragen, gedreven door de elektrische & elektronische en medische industrie. Deze groei wordt gedreven door geavanceerde materialen, geautomatiseerd spuitgieten en het naleven van strenge kwaliteitsnormen.
- Europese regio's hebben een aanzienlijk aandeel, met Duitsland, Italië en Frankrijk aan de leiding. Deze regio's profiteren van complexe auto- en verpakkingssectoren.
- VAE, Saoedi-Arabië & Zuid-Afrika (Midden-Oosten & Afrika) stijgen als gevolg van de vraag van consumenten naar kosteneffectieve kunststofproducten. Dit marktpotentieel is te danken aan de ondersteuning van de bouw- en consumentenproductenindustrie.
Toekomstperspectief
De toekomst van spuitgieten hangt af van technologische vooruitgang.
- Automatisering en Industrie 4.0: Slimme technologie, robotica en automatisering geven steeds meer de toon aan. Het doel is om de productie te verbeteren door de arbeidskosten te verlagen, de efficiëntie te verhogen en de consistentie te behouden. De opkomende technologieën, zoals IoT en tijdgebonden kwaliteitscontroles, worden geïntegreerd met spuitgiettechnologie.
- Geavanceerde materialen: Verbetering van grondstoffen zoals polymeren tot composieten en harsen met hogere prestaties biedt nieuwe mogelijkheden. Deze materialen zijn bedoeld om traditionele materialen zoals metaal in veel toepassingen te vervangen.
- Circulaire economie: Nu de wereld steeds duurzamer en milieuvriendelijker wordt, moet er een balans worden gevonden tussen de eisen van de consument en strenge regelgeving. Bioplastics en biologisch afbreekbare plastics worden steeds meer gebruikt om plasticvervuiling en gezondheidsrisico's te verminderen.
Veelgestelde vragen (FAQ's)
Het is een productieproces waarbij gesmolten materiaal, zoals plastic, in een vormholte wordt geperst om grote hoeveelheden identieke onderdelen te maken. Het materiaal wordt gesmolten in een verwarmd vat, in de mal geïnjecteerd en vervolgens afgekoeld en gestold tot de uiteindelijke vorm.
Hoewel thermoplasten (zoals ABS en nylon) het meest voorkomen, werkt het proces ook met thermoharders, vloeibaar siliconenrubber (LSR) en zelfs metalen (via een speciaal proces dat MIM heet).
De grootste sterke punten zijn de ongelooflijke efficiëntie voor massaproductie, de mogelijkheid om zeer complexe en gedetailleerde onderdelen te maken en de grote ontwerpflexibiliteit zodra de eerste mal is gebouwd.
De mal zelf is een aanzienlijke investering vooraf. De kosten kunnen variëren van een paar duizend dollar voor een eenvoudige aluminium mal tot tienduizenden (of meer) voor een complexe stalen mal met meerdere caviteiten die ontworpen is voor miljoenen cycli.
De prijs per onderdeel wordt beïnvloed door zes belangrijke factoren: de initiële matrijskosten, de gebruikte grondstof, de cyclustijd van de machine, eventueel vereiste secundaire bewerkingen (zoals verven), verpakking en de overheadkosten van de spuitgieter.
Zie het als gieten versus persen. Bij spuitgieten wordt vloeibaar materiaal in een gesloten matrijs geperst, perfect voor complexe vormen. Bij persen wordt een materiaallading in een open matrijs geplaatst, die vervolgens wordt gesloten en in vorm geperst (gecomprimeerd). Dit is vaak beter voor grotere, eenvoudigere onderdelen zoals sommige rubberen artikelen.
Kies voor kunststof als je prioriteiten liggen bij licht gewicht, lagere kosten per onderdeel voor grote volumes, corrosiebestendigheid, elektrische isolatie en de mogelijkheid om complexe geometrieën te maken die duur zouden zijn om te bewerken uit metaal.
Uniforme wanden zijn van vitaal belang omdat ze de kunststof gelijkmatig laten afkoelen en visuele defecten zoals verzakkingen en interne krommingen voorkomen. Trekhoeken (een lichte taps toelopende verticale wand) zijn een eenvoudige truc om het onderdeel netjes uit de matrijs te werpen zonder krassen of klemmen.
Referenties
[1] Rosato, Dominick V., en Marlene G. Rosato. Handboek spuitgieten. Springer Science & Business Media, 2012. William G. Frizelle,10 - Spuitgiettechnologie,Uitgever(s): Myer Kutz,In Plastics Design Library,Handboek toegepaste kunststoftechniek (tweede editie).
[2] Frizelle, W. G. (2017). Spuitgiettechnologie. In M. Kutz (Ed.), Handboek toegepaste kunststoftechniek (2e editie, pp. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). Kunststoffen van de toekomst? De impact van biologisch afbreekbare polymeren op het milieu. In Microplastics in het terrestrische milieu. Springer Natuur. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Overzicht van spuitgiettechnologie voor de verwerking van polymeren en hun composieten. ES Materialen & Industrie, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realisatie van DFM in matrijsontwerp & productie. Advanced Materials Research, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Waardeketen- en productiekostenoptimalisatie door additive manufacturing te integreren in de procesketen van spuitgieten. Het internationale tijdschrift voor geavanceerde productietechnologie, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Industrie 4.0 in-line AI-kwaliteitscontrole van kunststof spuitgietonderdelen. Polymeren, 14(17), artikel 3551.
[8] Fortune Business Insights. (n.d.). Spuitgegoten kunststoffen marktgrootte, aandeel & industrie-analyse. Ontleend aan https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Marktonderzoek. (n.d.). Spuitgietmarkt per materiaal (kunststoffen en metalen). Ontleend aan https://www.zionmarketresearch.com/report/injection-molding-market











