
理解した後 射出圧力と射出速度今日は、射出成形におけるもうひとつの重要なパラメーターである金型温度について学びましょう。
一般的に、射出成形の作業者は、溶融温度を理想的な温度よりも高く設定する。これは、溶融温度が溶融粘度を下げて射出成形を容易にする唯一の効果的な方法であると考えるからである。高い溶融温度によるサイクル時間の延長を補うため、技術者は一般的に金型温度を下げて冷却時間を短縮する。この調整方法は、しばしば多くの製品品質問題を引き起こす。では、金型温度はどのように設定するのが合理的なのでしょうか?これについては後で詳しく説明する。

金型温度とは?
金型温度とは、金型の表面温度のことである。 金型キャビティとコア.これは、射出成形工程における最も基本的な制御パラメータの1つであり、成形工程における主要な検討事項である。 金型設計.製品の成形、二次加工、最終用途に与える影響は、決して過小評価できない。
射出成形部品における金型温度の影響
1.外観への影響
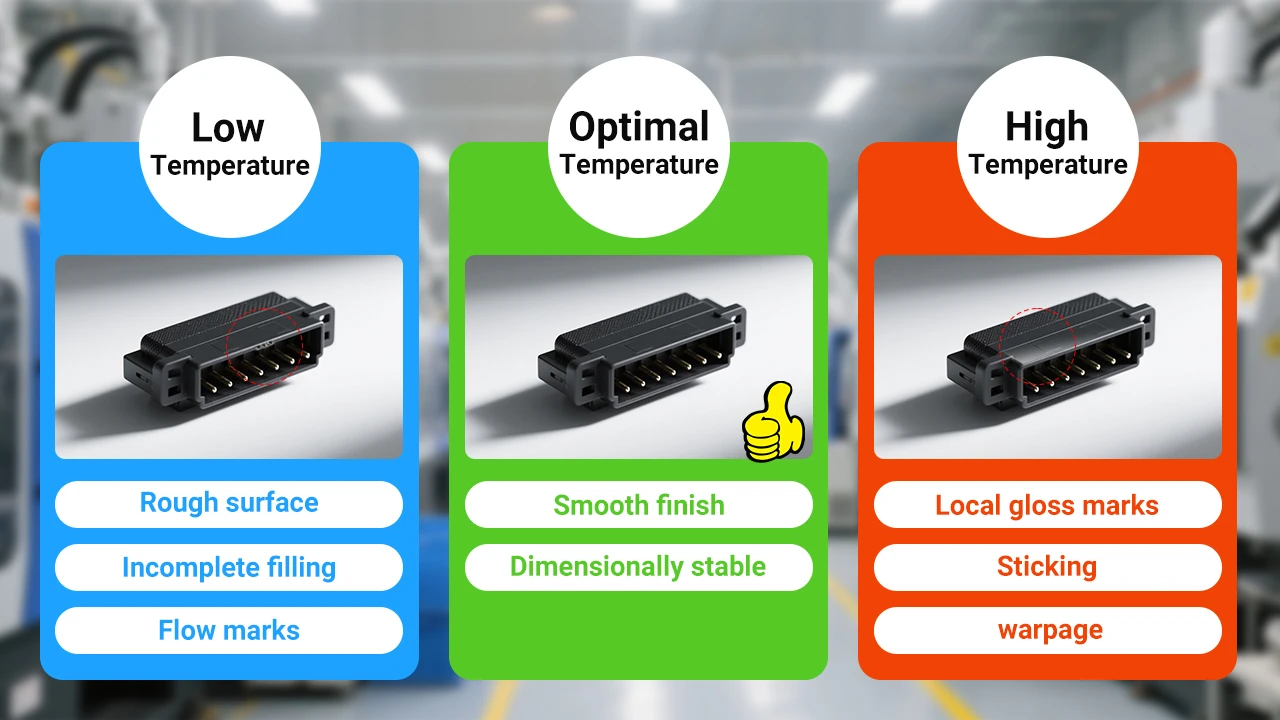
まず、金型温度が低すぎると、溶融物の流動性が低下し、充填が不完全になる可能性がある。プラスチックの結晶化度にも影響する。ABSの場合、金型温度が低すぎると製品の平滑性が低くなる。高いと、プラスチックが表面に移動しやすくなる。そのため、金型温度が高いと、プラスチック成分が金型表面に近づき、充填がよくなり、輝度や光沢が増す。
ただし、金型温度が高すぎると、金型への固着が生じたり、プラスチック部品の一部に目立つ輝点が生じたりする可能性があるため、金型温度は高すぎない方がよい。逆に金型温度が低いと、プラスチック部品が金型を強く掴みすぎてしまい、特にテクスチャーのある表面では、脱型時に傷がついてしまうことがある。多段射出は、分割射出を使用することで、射出時のガスマークなどの位置の問題を解決することができます。射出業界では、金型温度が高いほど製品の表面光沢が高くなり、その逆もまた然りである。サテン仕上げのPPから作られた製品の場合、温度が高いほど表面光沢は低くなり、色差も大きくなり、光沢と色差は反比例する。
従って、金型温度によって引き起こされる最も一般的な問題は、成形部品の表面仕上げが粗くなることであり、一般的には金型表面温度が低いことが原因である。その 成形収縮率 半結晶性ポリマーの成形収縮率と成形後の収縮率は、主に金型温度と成形品の肉厚に依存します。金型内の温度分布が不均一だと収縮率が異なり、部品が指定された公差を満たすことができなくなります。最悪の場合、樹脂の強化の有無にかかわらず、収縮率が修正可能な値を超えてしまいます。
2.製品寸法への影響
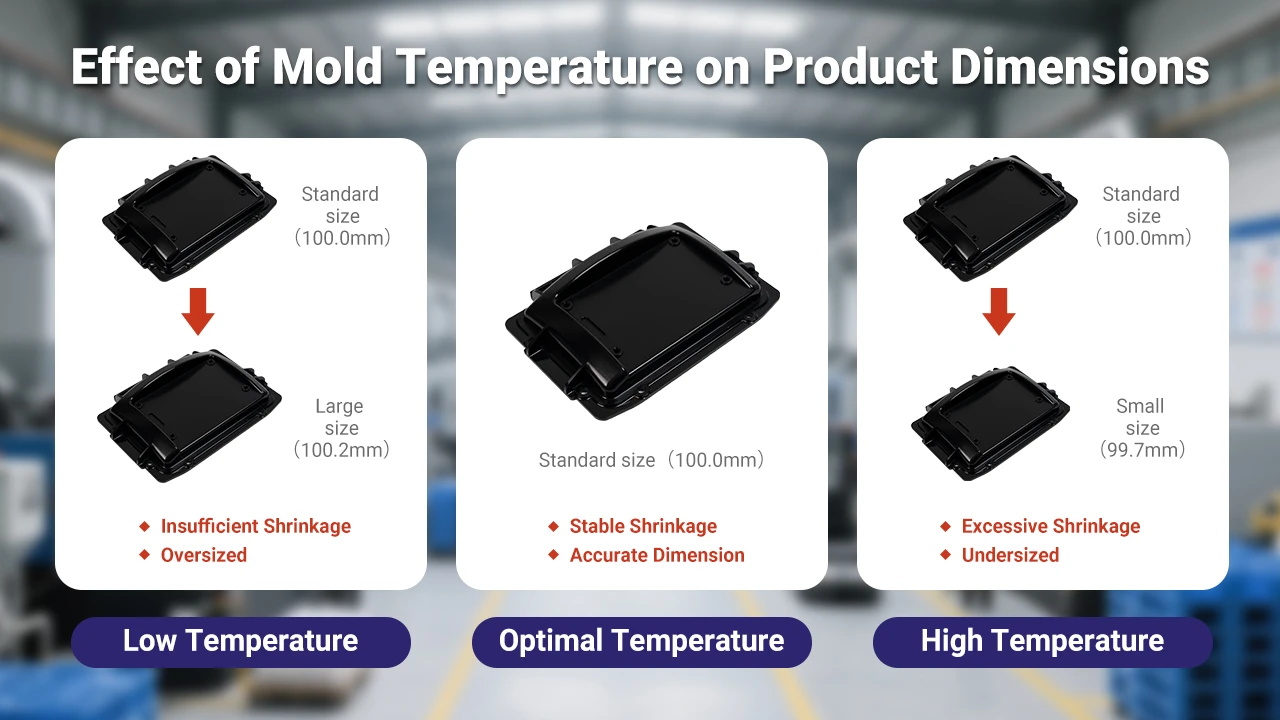
金型温度が高すぎると、溶融物が熱分解を起こし、空気中での収縮率が大きくなり、製品寸法が小さくなることがある。低温条件下で製品寸法が大きくなる場合は、一般に金型表面温度が低すぎることが原因である。これは、金型表面温度が低いと、製品が空気中で収縮する量が少なくなるため、寸法が大きくなるからである。金型温度が低いと分子の「凍結配向」が促進され、金型キャビティ内の凍結層の厚みが増し、結晶成長が妨げられるため、成形収縮率が小さくなる。
逆に金型温度が高いと、冷却が遅くなり、緩和時間が長くなり、配向性が低下して結晶化が促進され、実際の収縮率が高くなる。寸法を安定させるのに時間がかかりすぎる場合は、金型が熱平衡に達するまでに時間がかかるため、金型の温度管理が不十分であることを示しています。一部の金型領域で熱放散が不均一になると、生産サイクルが大幅に延長され、次のような問題が発生する可能性があります。 成型費.安定した金型温度は、成形収縮率の変動を低減し、寸法安定性を向上させます。
結晶性プラスチックの場合、金型温度が高いと結晶化プロセスが促進される。完全に結晶化したプラスチック部品は、保管中や使用中に寸法が変化することはない。しかし、結晶化度が高いと収縮が大きくなります。柔らかいプラスチックの場合、成形時の金型温度は低い方が寸法安定性に有利です。材料にかかわらず、金型温度と収縮率を一定に保つことは、寸法精度を向上させるために有益です。
3.変形への影響
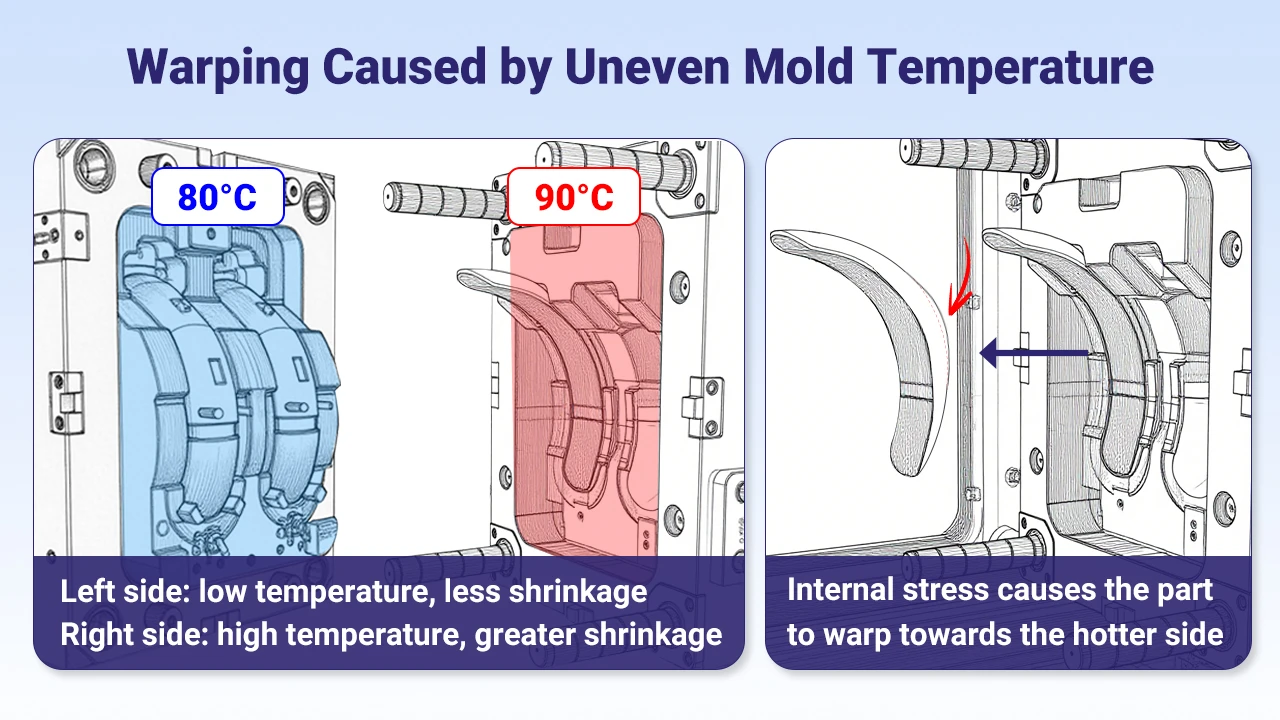
冷却システムの設計に無理があったり、金型の温度管理が悪かったりすると、冷却が不十分になることがある。 プラスチック部品のゆがみや変形を引き起こす.金型温度管理は、製品の構造特性に基づいて、コアとキャビティ、コアとキャビティ壁、キャビティ壁とキャビティの温度差を決定する必要があります。 インサート.これにより、各パーツの冷却収縮速度の違いが、配向収縮の違いを打ち消し、反り変形を避けることができる。
対称構造の部品では、バランスの取れた冷却と変形の低減を確保するために、金型温度を一定にする必要があります。過度の金型温度差は、冷却ムラや収縮ムラの原因となり、特に肉厚が不均一で複雑な形状の部品では、応力が発生して反りにつながる。金型温度の高い側は、冷却後にそちら側に変形する。コアとキャビティの金型温度は、必要に応じて合理的に選択する。
4.機械的特性(内部応力)への影響
金型温度が低いとウェルドラインが目立ち、製品強度が低下する。結晶性プラスチックの場合、結晶化度が高いと応力割れが発生しやすくなる。応力を減らすには、金型温度を高くしすぎないことである(例:PP、PE)。PCのような高粘度の非晶性プラスチックでは、応力割れは内部応力と関係しており、金型温度を高くすることで内部応力を低減し、応力割れ傾向を抑えることができる。
内部応力はストレスマークで示される。冷却時の熱収縮率の違いにより発生する。成形後、冷却は表面から内部へと進み、まず表面が収縮硬化し、次に内部が収縮するため、収縮率の違いにより内部応力が発生します。残留内部応力が樹脂の弾性限界を超えたり、特定の化学環境下に置かれたりすると、プラスチック部品の表面にクラックが発生する。PCやPMMAのような透明樹脂の研究では、残留内部応力は表面層では圧縮性、内部では引張性であることが示されている。表面圧縮応力は冷却条件に依存し、冷たい金型では溶融樹脂が急速に冷却され、より高い残留内部応力が発生します。
金型温度は内部応力を制御するための最も基本的な条件である。金型温度のわずかな変化で残留内部応力は大きく変化します。一般に、各製品や樹脂には、内部応力に対して許容できる金型温度の下限があります。薄肉部品や流動距離が長い部品を成形する場合、金型温度は一般的な下限値よりも高くする必要があります。

5.熱偏向温度への影響
特に結晶性プラスチックの場合、低い金型温度で成形すると、分子配向や結晶性が瞬時に凍結してしまう。高温での使用や二次加工では、分子鎖が再配列して結晶化し、材料の温度よりもはるかに低い温度で変形を引き起こすことがある。 熱偏向温度 (エイチディーティー).正しい方法は、結晶化温度に近い推奨金型温度で製造し、射出成形中に十分な結晶化を確保し、高温環境での結晶化後の収縮を避けることである。
結論として、金型温度は射出成形プロセスにおける最も基本的な制御パラメータの一つであり、金型設計における主要な検討事項である。
適切な金型温度の決定
金型が複雑化するにつれて、効果的な金型温度制御のための適切な条件を作り出すことが難しくなっている。単純な部品を除いて、金型温度制御システムは通常妥協の産物です。以下の提案は大まかな指針です。
1.金型設計時には、加工部品の形状の温度制御を考慮する。
2.射出量が少なく、金型サイズが大きい場合、熱伝導率の良さが重要である。
3.金型とフィードチューブを通過する流体の断面サイズを設計する際は、余裕を持たせてください。コネクターは、金型温度によって制御される流体の流れを著しく妨げるため、使用を避ける。
4.可能であれば、温度制御媒体として加圧水を使用し、耐久性のある耐圧パイプとマニホールドを使用する。
5.金型に適合する温度制御機器の詳細な性能仕様を提供すること。
6.のデータシート。 金型メーカー には、流量に必要な数値を含めること。金型と成形機の界面には絶縁板を使用する。
7.コアとキャビティに別々の温度制御システムを使用する。
8.成形中に異なる起動温度を可能にするため、各サイドとセンターで温度制御システムを分離する。
9.異なる温度制御回路を並列ではなく直列に接続してください。並列回路は抵抗の違いにより流量が変化し、直列接続よりも温度変化が大きくなる。
10.金型温度制御装置に供給温度と戻り温度を表示すると有利である。
11.工程管理の目的は、金型に温度センサーを追加し、実際の生産中の温度変化を検出することである。
材料別の推奨金型温度
| 材料名 | 金型温度 (℃) |
|---|---|
| PP | 10~60 |
| 追記 | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| ピーピーエス | 120~150 |

その他の金型温度測定に関する提案
複数回の射出、一般的には少なくとも10回の射出によって、金型内のサーマルバランスを確立する。サーマルバランスの実際の温度は、多くの要因に左右されます。プラスチックと接触している金型表面の実際の温度を、金型内部(表面から2mm)の熱電対を使って測定する。より一般的な方法は、高速応答プローブを備えた携帯型高温計を使用することである。一面や一点だけでなく、多くの点を測定する。金型温度は、設定された管理基準に基づいて適切な値に調整する。材料データシートは通常、表面仕上げ、機械的特性、収縮、サイクルタイムを考慮した金型温度を推奨している。
精密部品を製造する金型や、厳しい外観基準や安全基準を満たす金型では、成形後の収縮率を低くし、表面の輝度を高め、より安定した性能を得るために、金型温度を高くする。コストに制約のあるローテク部品には、低い加工温度を使用し、トレードオフを理解し、顧客の要求を満たしていることを確認するために部品を検査する。
概要
金型の温度調整には、金型温度調節機を使います。可能であれば、射出成形愛好家のために金型温度調節機の選択について今後紹介したいと思います。私たちのプロフェッショナルなレベルを認識し、様々な業界の部品を製造する必要がある場合は、私たちの製品をお楽しみください。 射出成形サービス.














