

앞서 사출 금형의 주입 시스템과 캐비티 레이아웃에 대해 설명한 적이 있습니다. 그중에서도 세 가지 중요한 금형 구조는 스프 루입니다, runner및 게이트. 세 개의 개별 글에서 각각에 대해 자세히 설명하겠습니다. 스프루에 관한 지식은 비교적 제한적이므로 이 글에서는 스프루의 디자인 원칙을 강조할 것입니다.
스프 루를 이해하는 것은 특히 다음과 같은 경우에 유용합니다. 금형 설계자 성형 및 사출 전문가가 필요합니다. 제품 디자이너는 기본적인 이해만 있으면 됩니다.
스프루란 무엇인가요?
이 개념을 더 잘 이해하기 위해 사출기의 노즐에서 주입된 플라스틱이 캐비티로 들어가는 흐름 통로인 금형의 주입 시스템을 다시 한 번 정리해 보겠습니다. 스프 루, 러너, 게이트 및 콜드 웰로 구성됩니다. 주요 기능은 용융된 플라스틱으로 캐비티를 부드럽고 질서 있게 채우고, 충진 및 응고 과정에서 사출 압력을 효과적으로 전달하여 잘 구조화된 플라스틱 부품을 얻는 것입니다.

스프 루는 플라스틱이 전체 주입 시스템으로 들어가는 초기 부분을 표시합니다. 금형 노즐과의 접촉 지점에서 러너까지 이어집니다. 이 섹션은 용융된 플라스틱이 금형에 들어간 후 처음 유입되는 곳입니다.
금형 스프 루의 설계 원리
다양한 디자인의 스프루스
스프루는 수직형, 단일 틸트형, 이중 틸트형 등 여러 가지 디자인 형태로 제공됩니다.
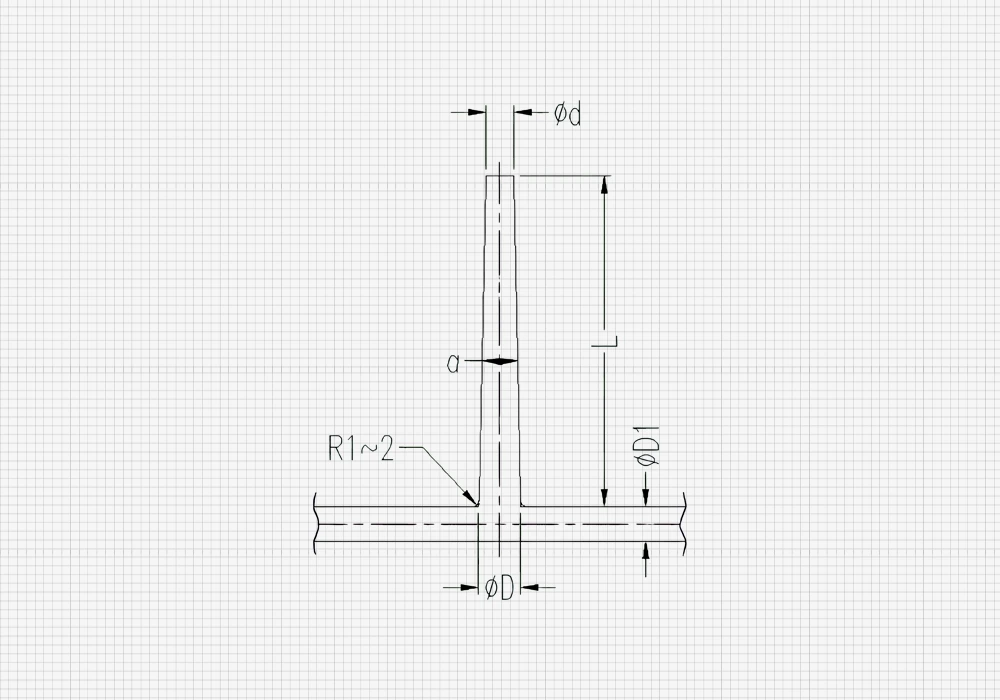
수직 스프루스 디자인:
- 작은 쪽 끝의 직경(d)은 노즐의 직경보다 일반적으로 0.25mm 더 큰 크기입니다.
- 길이(L)는 금형의 구조에 따라 다르며, 일반적으로 150mm를 초과하지 않습니다.
- 테이퍼 각도(a)는 일반적으로 2°에서 4° 사이입니다.
- D > D1 + (1~2mm)
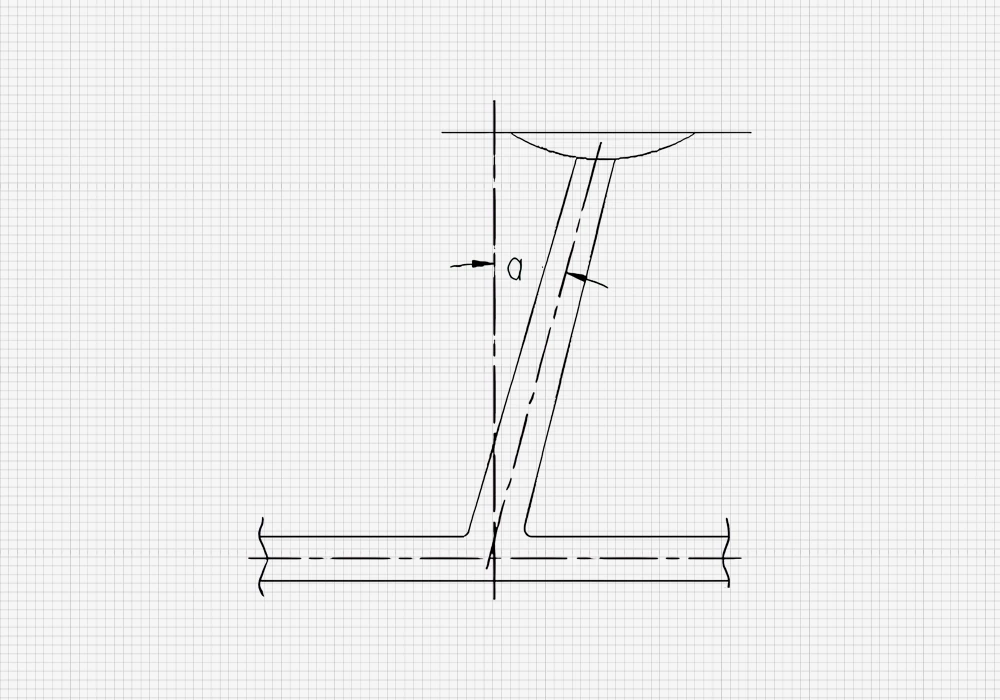
싱글 틸트 스프루스 디자인:
- 기울기 각도(a)는 플라스틱 특성에 따라 달라지며, 일부 플라스틱의 경우 최대 30°까지 가능합니다.
- 디자인 경험에 따라 최대 20°까지 조절하는 경우도 있으며, 보통 10°~20° 이내로 조절하는 경우도 있습니다.
- 다른 디자인 파라미터는 수직 스프루와 유사합니다.
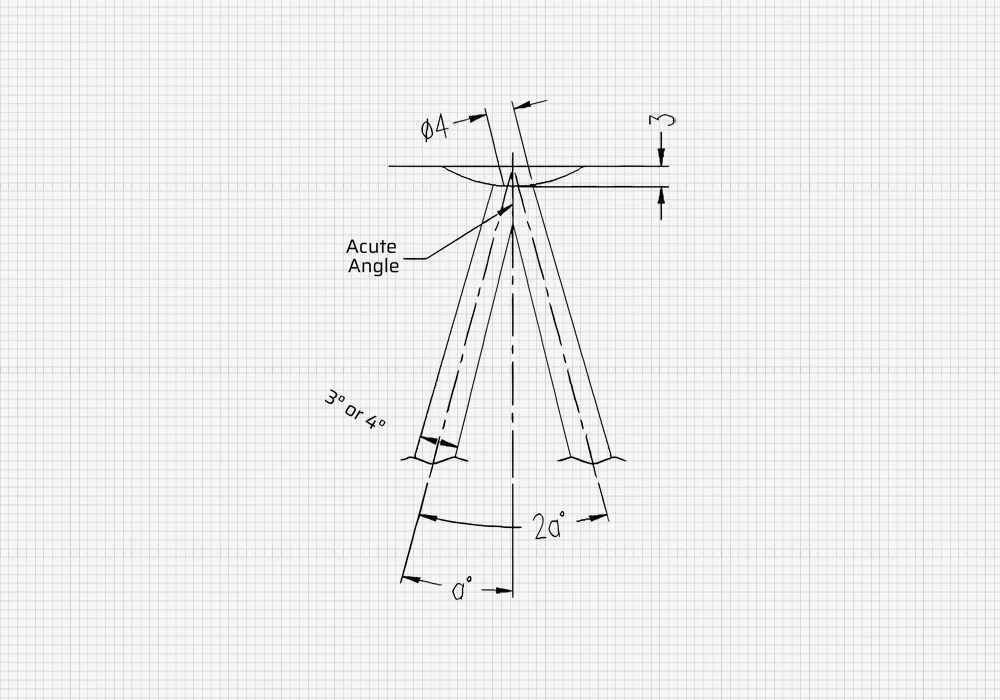
더블 틸트 스프루스 디자인:
- 플라스틱 유동 공간이 충분하고, 큰 캐비티를 빠르게 채우고, 금형 구조를 단순화하는 것이 특징입니다.
- 두 스프루의 접합부에 있는 날카로운 모서리는 금형 개봉에 도움이 됩니다.
- 다른 디자인 파라미터는 싱글 틸트 스프루의 경우와 동일합니다.
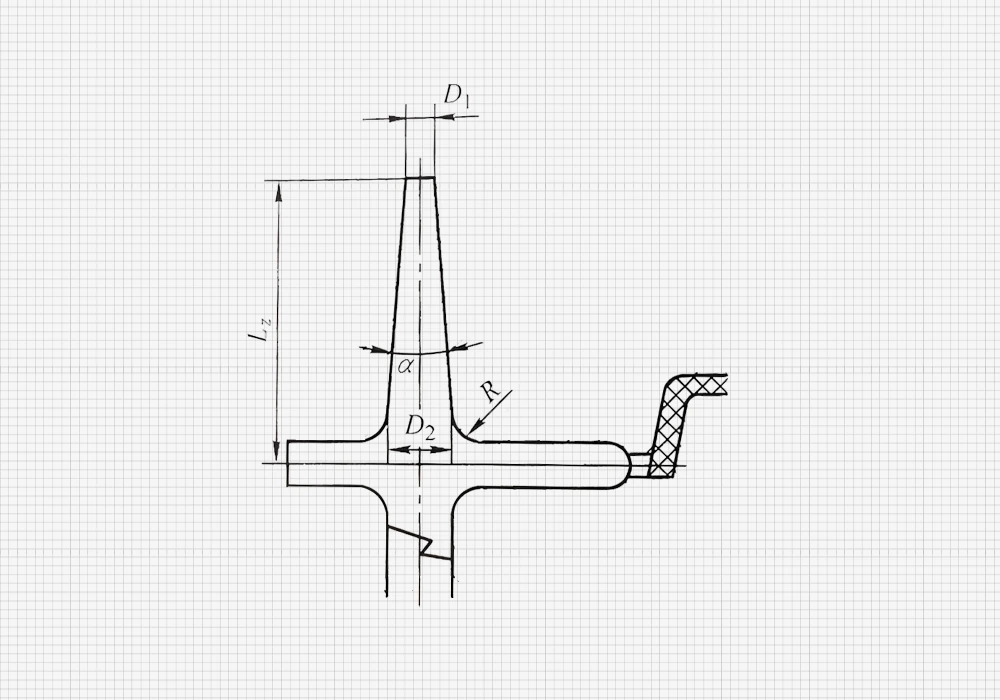
스프 루의 모양
스프 루에서 응고된 재료를 쉽게 당길 수 있도록 일반적으로 테이퍼 각도 α가 2°에서 4° 범위인 원추형으로 설계됩니다. 유동성이 좋지 않은 플라스틱의 경우 α는 6°~10°가 될 수 있으며, 내벽 표면 거칠기는 일반적으로 Ra 0.8μm 정도입니다. 일반적으로 입구 직경은 4~8mm입니다. 용융 흐름이 양호하고 제품의 크기가 작은 경우 직경이 작은 것을 선호하며, 그렇지 않은 경우 직경이 큰 것을 선택하는 것이 좋습니다.
| 스프 루의 입구 및 출구의 직경 | ||||||||||||||
| 사출 성형기의 사출량/G | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| 스프 루의 입구 및 출구의 직경 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
기계 노즐과 스프 루 부싱 사이의 조정
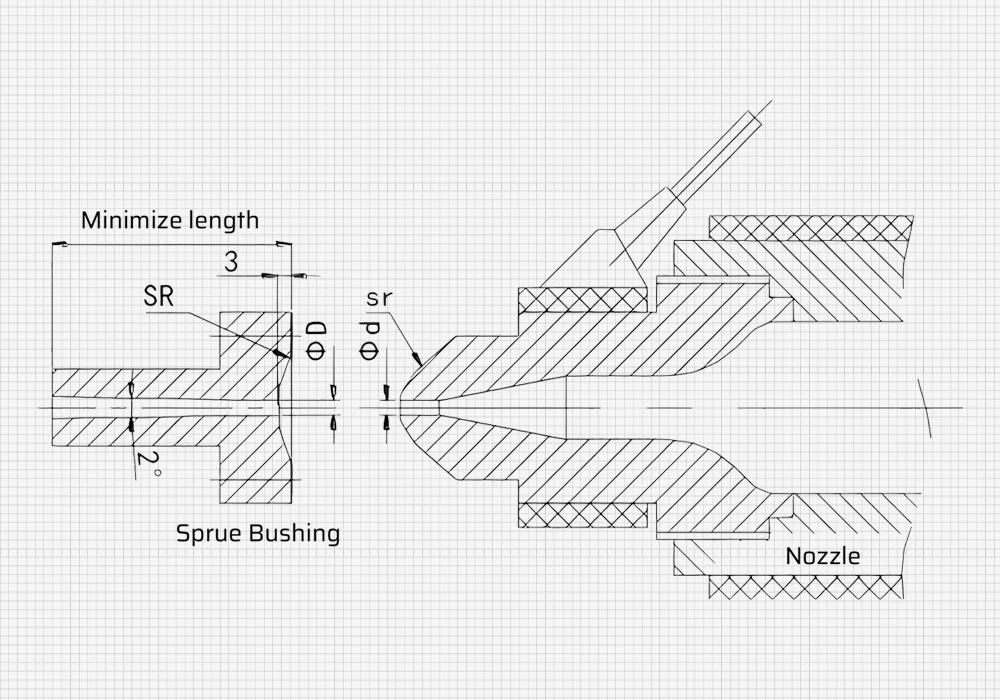
금형 스프 루 부싱의 구형 SR은 기계 노즐의 SR보다 1-2mm 더 커야 합니다. 기계의 노즐 SR을 사양과 비교하여 확인할 수 있습니다.
| 사출 성형기 톤수 | <130t | <350t | >350t |
| 노즐의 호 | 사출 성형기 사양 확인 | ||
| 스프 루 부싱 | 12 | 14 | 23 |
참고: 다음과 같은 경우 핫 러너가 있는 금형 또는 확장 노즐을 사용하는 경우 구매 전에 이러한 규정을 준수하는지 확인해야 합니다.
금형 설계 시 기계 노즐이 금형 안으로 확장될 수 있는 길이를 확인합니다. 노즐을 연장해야 할 필요성이 있다면 미리 해결해야 합니다.
스프 루 부싱 구멍 직경 결정하기
| 사출 성형기 톤수 | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, Hi-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
스프 루 부싱의 D 값은 기계 노즐의 D 값보다 0.5mm 더 커야 합니다.
스프 루 단축을 위한 조치:
(1) 2판 금형 구조에서는 스프 루 부싱이 A 판에 오목하게 들어가야 합니다(특수 고객 요구 사항 제외).
(2) 3판 금형 구조의 경우 스프 루의 길이가 25mm(25mm 포함)를 초과하는 경우 더 큰 스프 루 부싱을 사용하는 것이 좋습니다.
(3) 외관 및 기타 특별한 요구사항이 있는 제품의 경우 핫 러너를 사용해야 합니다.
결론
스프 루와 러너는 공급 시스템에서 비교적 간단한 구조입니다. 위의 설계 지침을 따르면 문제를 예방할 수 있습니다. 금형 설계 시 문제가 발생하면 아래 섹션에 의견을 남겨 주세요. 다음 글에서는 러너에 대해 알아보겠습니다.











