

之前我已经讨论过注塑模具的浇注系统和型腔布局。其中,浇口是三个关键的模具结构、 亚军和 闸门.我将在三篇文章中分别阐述。有关拼板的知识相对有限;本文将强调拼板的设计原则。
了解浇道对以下方面尤为重要 模具设计师 和注塑专业人员。产品设计师只需了解基本知识。
什么是螺纹?
为了更好地理解这一概念,让我们来回顾一下模具的浇注系统:它是塑料从注塑机喷嘴注入模腔的流道。它由浇道、流道、浇口和冷井组成。其主要功能是确保熔融塑料平稳有序地填充模腔,在填充和凝固过程中有效传递注塑压力,以获得结构良好的塑料零件。

浇口标志着塑料进入整个浇注系统的初始部分。它从与模具喷嘴的接触点一直延伸到流道。这部分是熔融塑料进入模具后首先流入的地方。
模具浇道的设计原则
各种浇口设计
浇口有多种设计形式,包括垂直式、单倾斜式和双倾斜式。
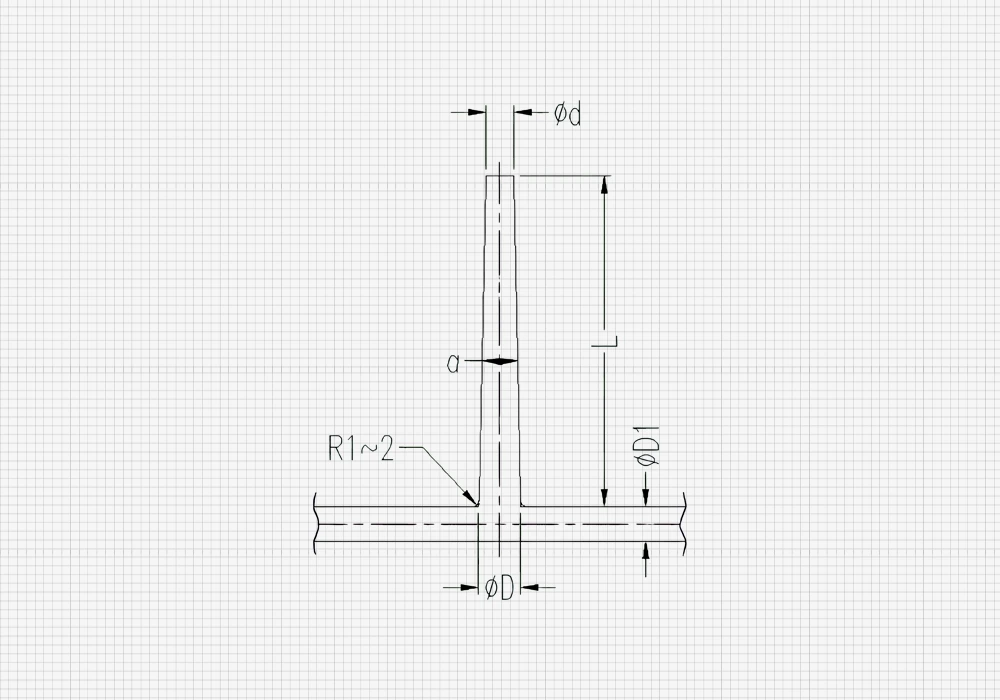
垂直浇口的设计
- 较小一端的直径 (d) 是尺寸,通常比喷嘴直径大 0.25 毫米。
- 长度(L)取决于模具的结构,通常不超过 150 毫米。
- 锥角 (a) 通常在 2° 至 4° 之间。
- D > D1 + (1~2mm)
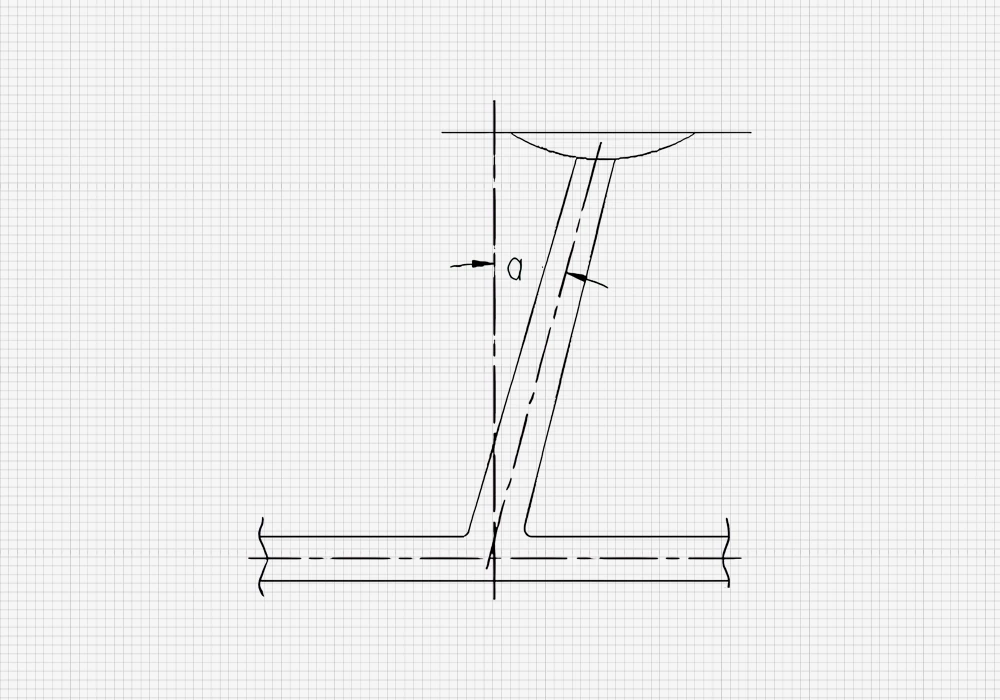
单倾斜浇口的设计
- 倾斜角 (a) 取决于塑料特性;对于某些塑料,倾斜角可达 30°。
- 对于其他人来说,通常不超过 20°,根据设计经验,一般控制在 10°~20° 之间。
- 其他设计参数与垂直浇口相似。
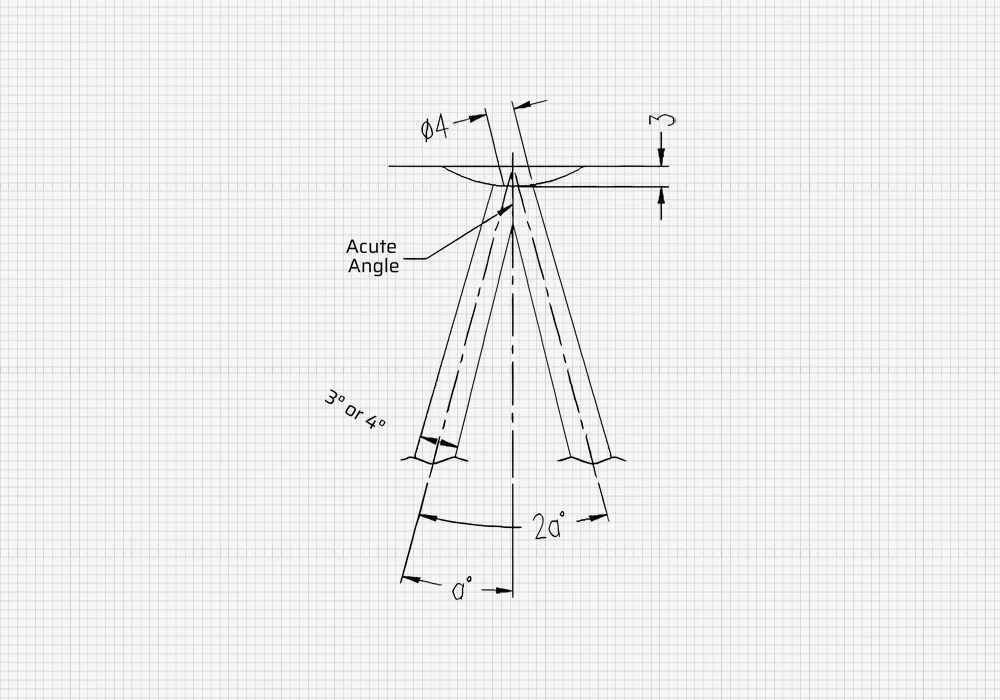
双倾斜浇口的设计
- 特点是塑料流动空间大,可快速填充大型型腔,简化模具结构。
- 两个浇口交界处的锋利边缘有助于开模。
- 其他设计参数与单倾斜浇口相同。
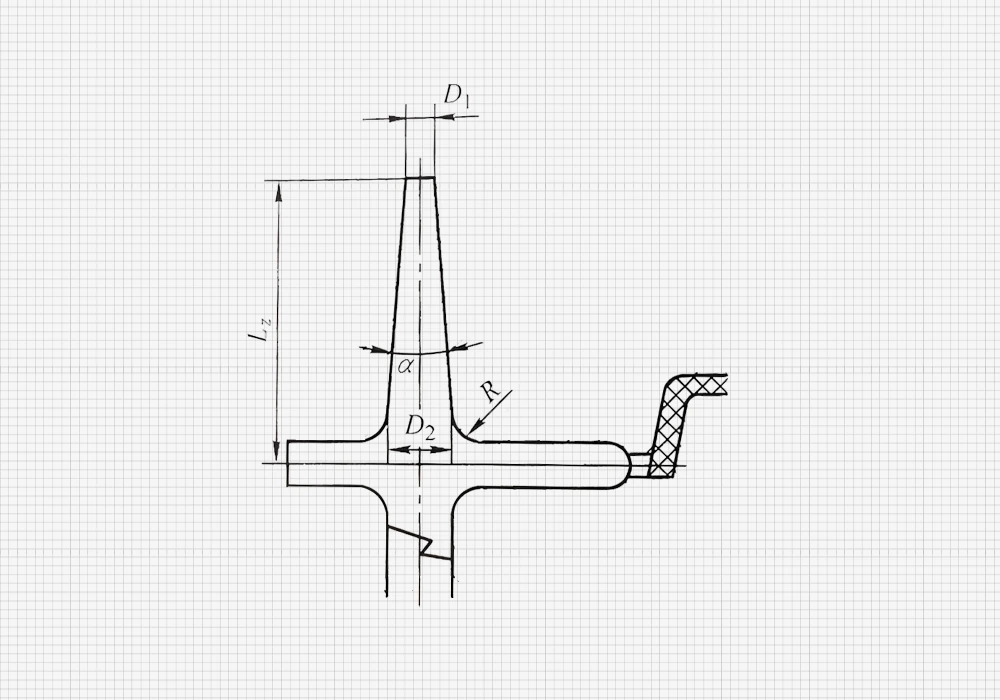
浇口形状
为了便于从浇口拉出凝固的材料,浇口通常设计成锥形,锥角 α 在 2° 至 4° 之间。对于流动性较差的塑料,α 可为 6° 至 10°,内壁表面粗糙度一般在 Ra 0.8 μm 左右。入口直径通常为 4 至 8 毫米。如果熔体流动性好且产品较小,我们倾向于选择较小的直径;反之,则最好选择较大的直径。
| 浇口入口和出口的直径 | ||||||||||||||
| 注塑机注塑量/克 | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| 浇口入口和出口的直径 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE、PS/毫米 | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
机器喷嘴和浇口套管之间的协调
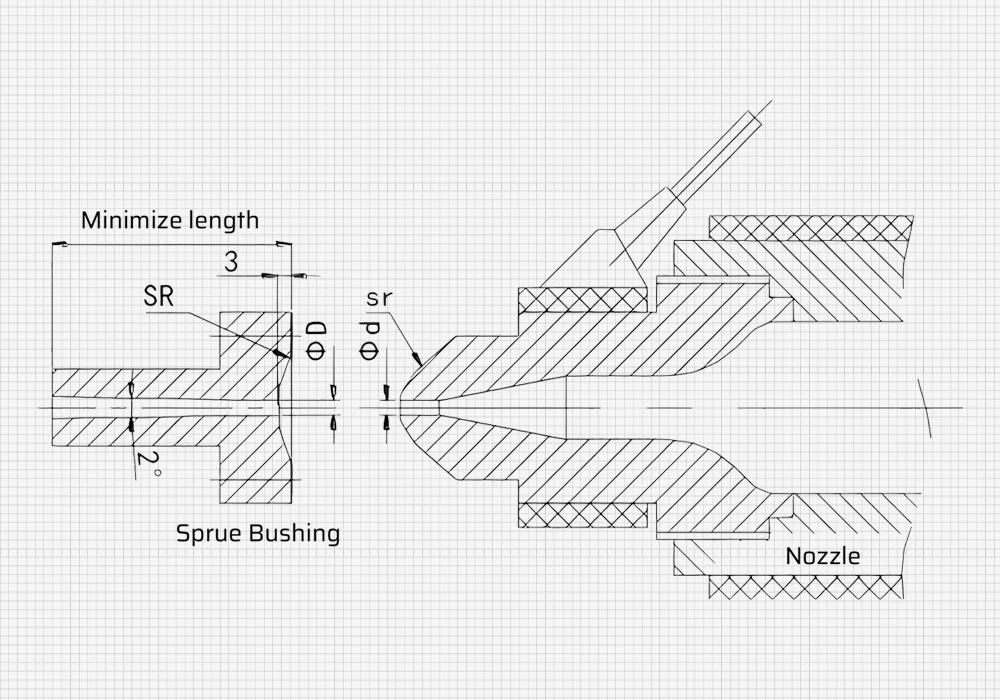
模具浇口衬套的球形 SR 应比机器喷嘴的 SR 大 1-2 毫米。您可以对照机器喷嘴的 SR 规格进行检查。
| 注塑机吨位 | <130t | <350t | >350t |
| 喷嘴弧度 | 检查注塑机规格 | ||
| 浇道衬套 | 12 | 14 | 23 |
注:对于 热流道模具 或加长喷嘴,我们必须确保在购买前符合这些规定。.
在模具设计期间,检查机器喷嘴可伸入模具的长度。如果需要加长喷嘴,应事先解决。
确定浇口衬套孔直径
| 注塑机吨位 | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS、HI-PS、POM、PE、PP、PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC、PPS、PPE | 3 | 3.5 | 4 | 5 | 6 | |
浇口衬套的 D 值应比机器喷嘴的 D 值大 0.5 毫米。
缩短浇道的措施:
(1) 在双板模具结构中,浇口衬套必须嵌入 A 板(客户特殊要求除外)。
(2) 对于三板模具结构,如果浇口长度超过 25 毫米(包括 25 毫米),最好使用较大的浇口衬套。
(3) 对于有外观和其他特殊要求的产品,应使用热流道。
结论
浇口和流道是送料系统中相对简单的结构。遵循上述设计准则应能避免出现任何问题。如果您在模具设计中遇到任何问题,请随时在下方留言。在下一篇文章中,我们将讨论流道。











