

Ik heb eerder het gietsysteem en de holte-indeling van spuitgietmatrijzen besproken. Daaronder zijn drie cruciale matrijsstructuren: de sprue, hardloperen poort. Ik zal in drie aparte artikelen op elk van deze onderwerpen ingaan. De kennis over sprues is relatief beperkt; dit artikel zal de nadruk leggen op de ontwerpprincipes van sprues.
Inzicht in de sprue is vooral waardevol voor matrijsontwerpers en professionals in spuitgieten en spuitgieten. Productontwerpers hebben alleen basiskennis nodig.
Wat is een Sprue?
Om dit concept beter te begrijpen, geven we een overzicht van het gietsysteem van mallen: het is het stromingskanaal waardoor kunststof, geïnjecteerd vanuit de spuitmond van de spuitgietmachine, de holte binnenkomt. Het bestaat uit de sprue, runners, gates en cold wells. De belangrijkste functie is te zorgen voor een soepele en geordende vulling van de holte met gesmolten kunststof, de injectiedruk effectief over te brengen tijdens het vullen en stollen om goed gestructureerde kunststof onderdelen te verkrijgen.

De sprue markeert het eerste deel van de ingang van de kunststof in het hele gietsysteem. Het strekt zich uit van het contactpunt met de spuitmond van de mal tot de runners. In dit gedeelte stroomt de gesmolten kunststof voor het eerst na het invoeren van de mal.
Ontwerpprincipes van de gietvorm
Diverse ontwerpen van Sprues
Sprues zijn er in verschillende ontwerpvormen, waaronder verticale, enkelvoudig gekantelde en dubbel gekantelde types.
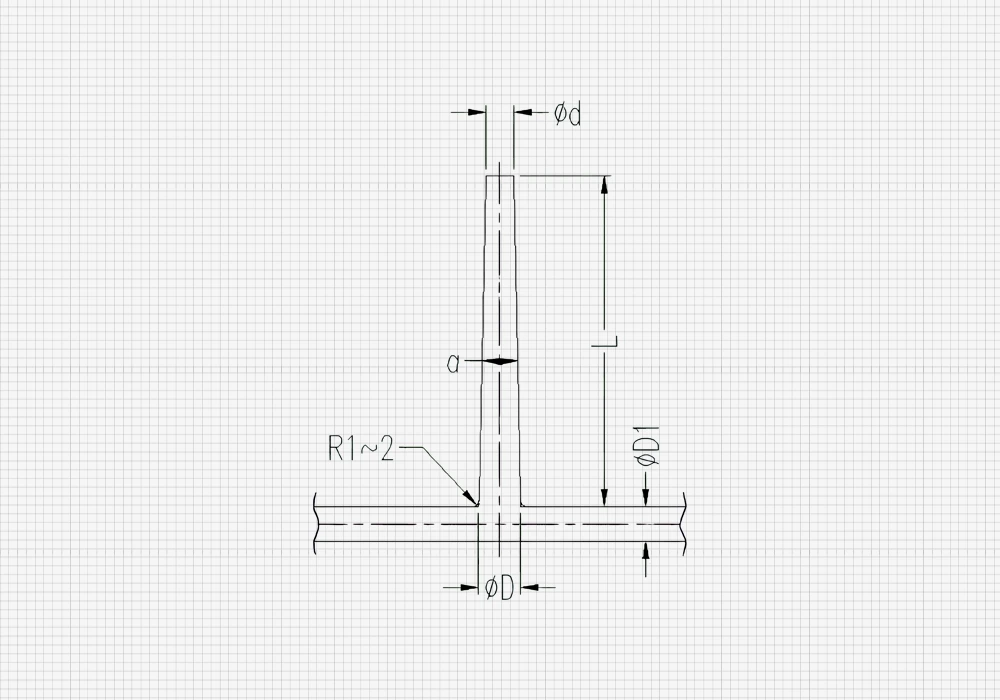
Ontwerp van verticale spanten:
- De diameter aan het kleinere uiteinde (d) is de maat, meestal 0,25 mm groter dan de diameter van het mondstuk.
- De lengte (L) hangt af van de structuur van de mal en bedraagt meestal niet meer dan 150 mm.
- De conische hoek (a) is meestal 2° tot 4°.
- D > D1 + (1~2mm)
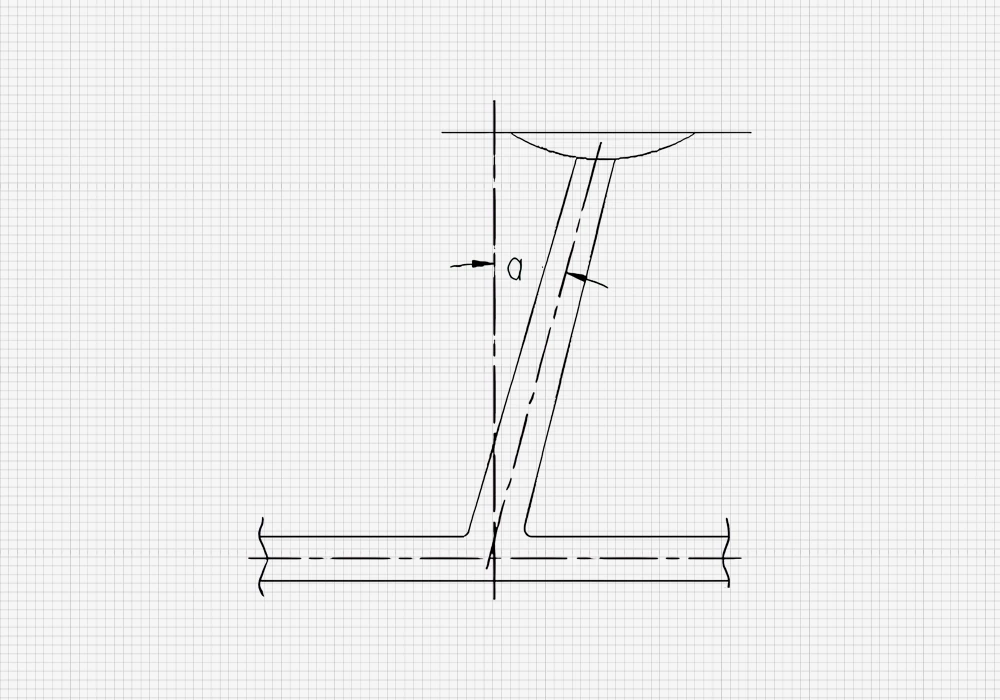
Ontwerp van schuine spanten:
- De kantelhoek (a) hangt af van de kunststofeigenschappen; voor sommige kunststoffen kan hij oplopen tot 30°.
- Voor anderen is het meestal tot 20°, meestal gecontroleerd binnen 10°~20° op basis van ontwerpervaring.
- Andere ontwerpparameters zijn vergelijkbaar met verticale sprues.
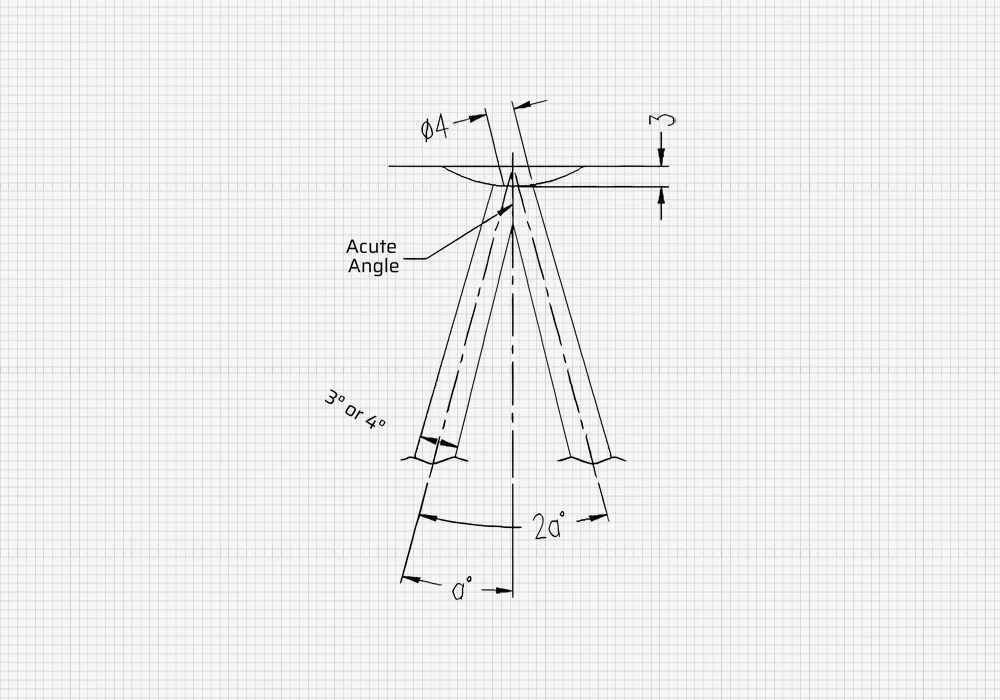
Ontwerp van Double-Tilt Sprues:
- Gekenmerkt door een grote plastic stroomruimte, snel vullen van grote holtes en vereenvoudiging van de matrijsstructuur.
- Scherpe randen op de kruising van de twee sprues helpen bij het openen van de mal.
- Andere ontwerpparameters zijn hetzelfde als voor sprues met enkele kanteling.
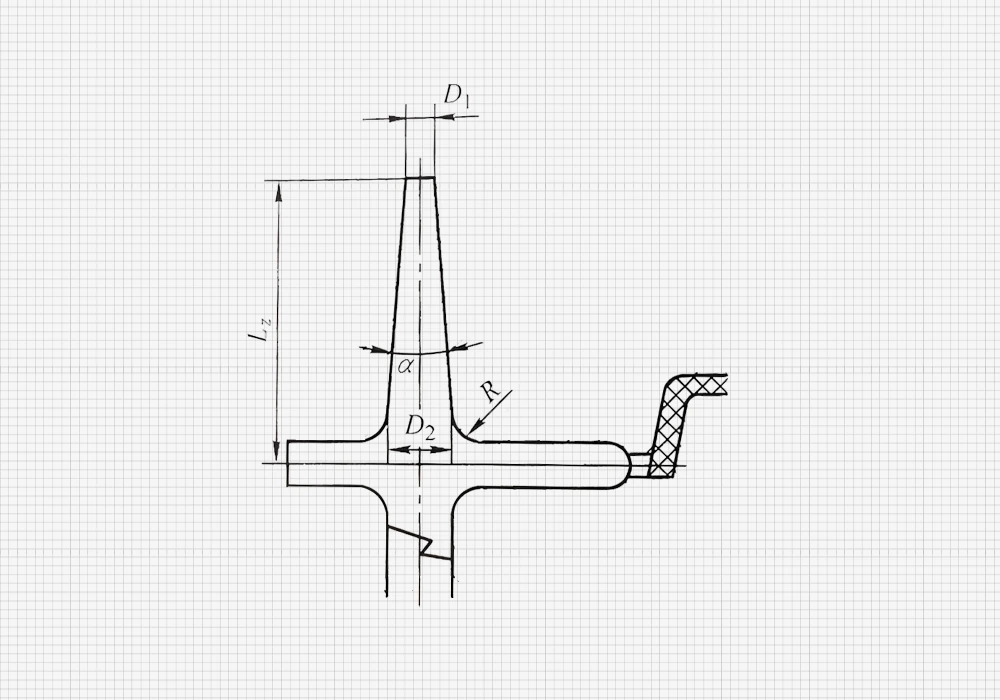
Vorm van de Sprue
Om gestold materiaal gemakkelijker uit de sprue te kunnen trekken, is deze conisch ontworpen met een conische hoek α van 2° tot 4°. Voor kunststoffen met een slechte vloeibaarheid kan α 6° tot 10° zijn, met een ruwheid van de binnenwand die meestal rond Ra 0,8 μm ligt. De inlaatdiameter varieert meestal van 4 tot 8 mm. Als de smelt goed vloeit en het product klein is, geven we de voorkeur aan een kleinere diameter; anders is het beter om een grotere diameter te kiezen.
| De diameter van de inlaat en uitlaat van de sprue | ||||||||||||||
| Injectievolume van spuitgietmachine/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| De diameter van de inlaat en uitlaat van de sprue | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Coördinatie tussen machinepistoolmondstuk en spindelbus
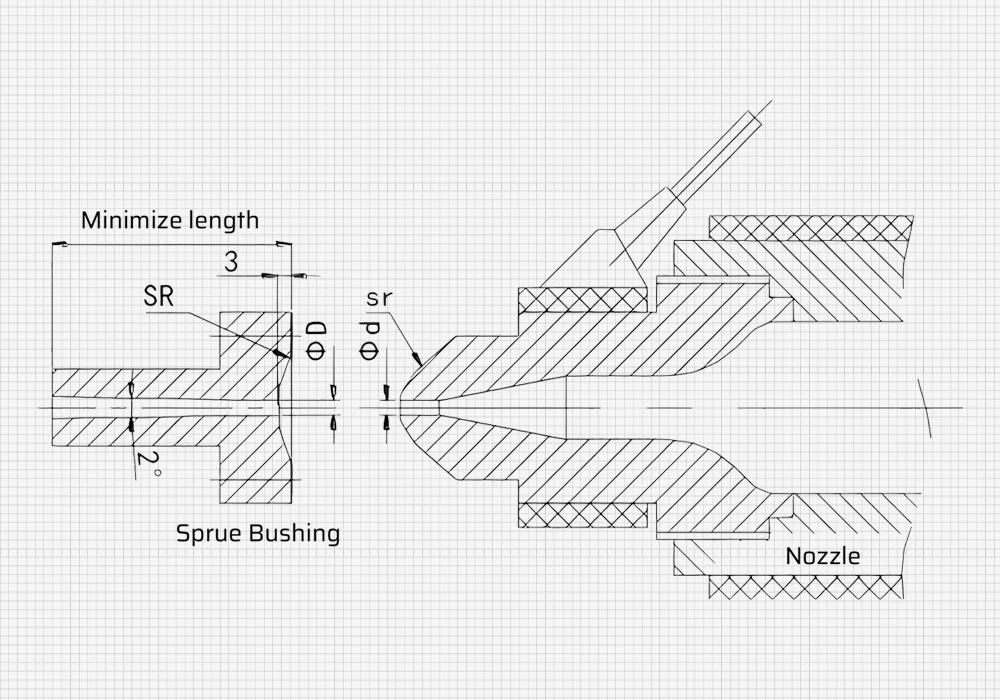
De bolvormige SR van de sprue bus van de mal moet 1-2mm groter zijn dan de SR van de spuitmond van de machine. Je kunt de SR van de spuitmond van de machine controleren aan de hand van de specificaties.
| Spuitgietmachine tonnage | <130t | <350t | >350t |
| Boog van het mondstuk | Specificaties spuitgietmachine controleren | ||
| Bus | 12 | 14 | 23 |
Opmerking: Voor mallen met warmlopers of verlengde sproeiers, moeten we vóór de aankoop controleren of deze voorschriften worden nageleefd.
Controleer tijdens het matrijsontwerp de lengte van de spuitmond van de machine die in de matrijs kan steken. Als er verlengde spuitmonden nodig zijn, moet dit van tevoren worden besproken.
De diameter van het gat voor de bus bepalen
| Spuitgietmachine tonnage | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
De waarde van D voor de doorvoer van de sprue moet 0,5 mm groter zijn dan de d-waarde van de spuitmond van de machine.
Maatregelen voor het inkorten van de sprue:
(1) Bij mallen met twee platen moet de doorvoer van de schroefdraad in de A-plaat verzonken zijn (met uitzondering van speciale eisen van de klant).
(2) Voor mallen met drie platen, als de lengte van de sprue groter is dan 25 mm (inclusief 25 mm), is het beter om een grotere spruebus te gebruiken.
(3) Voor producten met uiterlijke en andere speciale vereisten moeten hotrunners worden gebruikt.
Conclusie
De sprue en runner zijn relatief eenvoudige structuren in het toevoersysteem. Als je de bovenstaande ontwerprichtlijnen volgt, voorkom je problemen. Als je problemen tegenkomt bij het ontwerpen van mallen, laat dan gerust een reactie achter in het onderstaande gedeelte. In het volgende artikel bespreken we de runners.











