

以前、射出成形金型の注湯システムとキャビティレイアウトについて説明した。その中で、3つの重要な金型構造がスプルーである、 ランナーそして ゲート.それぞれについて3回に分けて詳しく説明する。スプルーに関する知識は比較的限られているので、この記事ではスプルーの設計原則を強調する。
スプルーを理解することは、特に次のようなことに役立つ。 金型デザイナー と成形と射出の専門家。製品デザイナーは基本的な理解さえあれば十分です。
スプルーとは?
射出成形機のノズルから射出されたプラスチックがキャビティに入る流路である。スプルー、ランナー、ゲート、コールドウェルで構成される。その主な機能は、キャビティへの溶融プラスチックのスムーズで整然とした充填を保証し、充填と固化の間に射出圧力を効果的に伝達し、良好な構造のプラスチック部品を得ることである。

スプルーは、プラスチックが注湯システム全体に入る最初の部分を示す。金型のノズルとの接点からランナーまで伸びています。溶けたプラスチックが金型に入って最初に流れ込む部分です。
金型スプルーの設計原理
様々なデザインのスプルー
スプルーには、垂直型、片傾斜型、両傾斜型など、いくつかの設計形態がある。
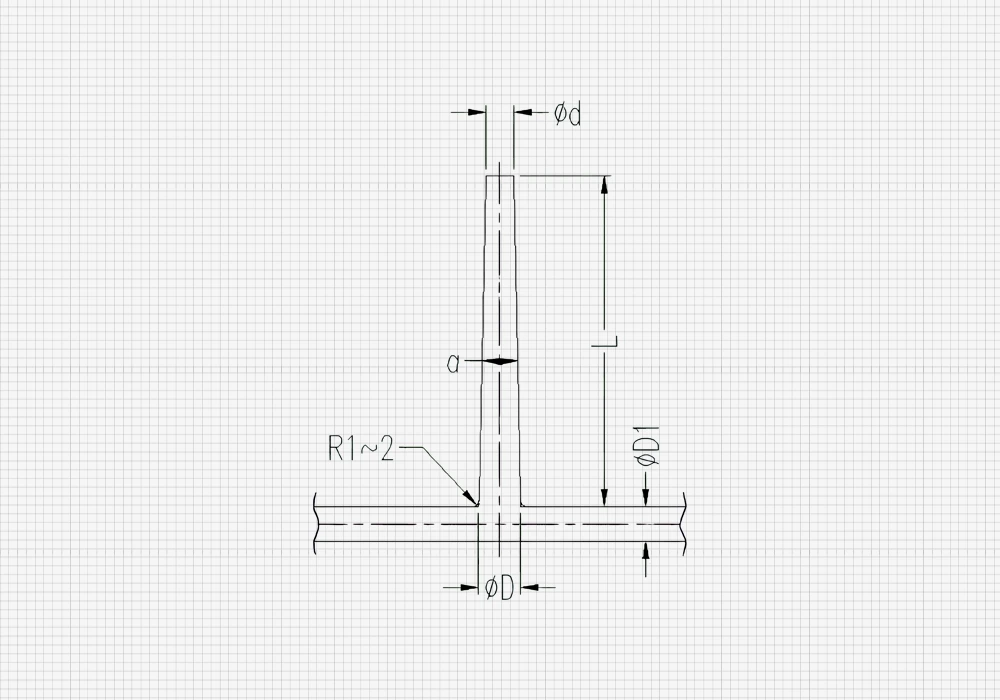
垂直スプルーの設計:
- 小さい方の端の直径(d)がサイズで、通常はノズルの直径より0.25mm大きい。
- 長さ(L)は金型の構造によって異なり、通常は150mmを超えない。
- テーパー角(a)は通常2°から4°の間である。
- D > D1 + (1~2mm)
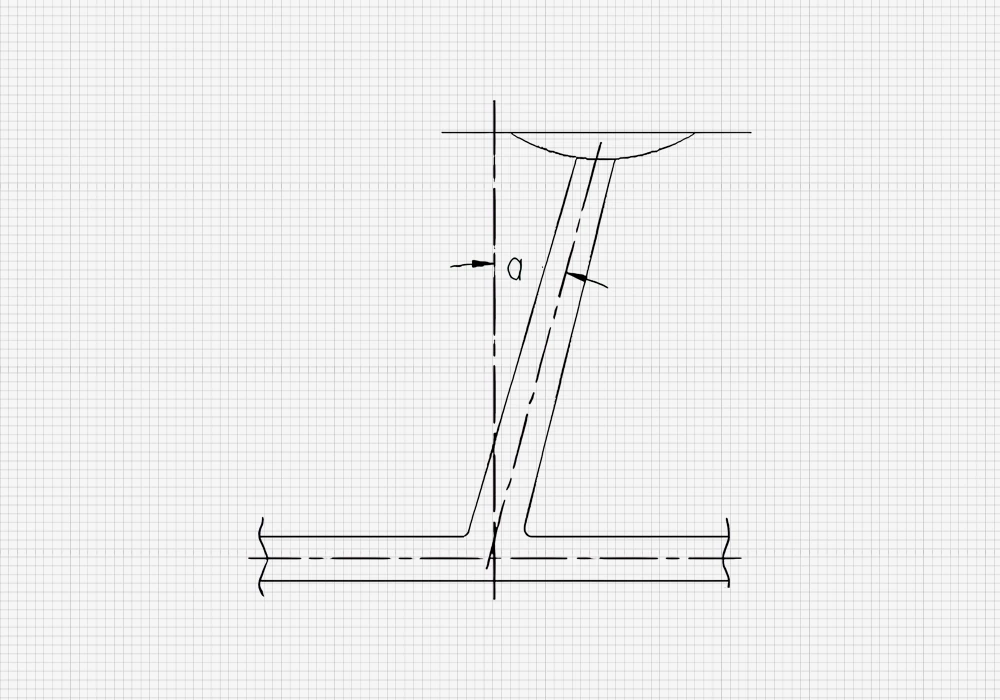
単一傾斜スプルーの設計:
- 傾斜角度(a)はプラスチックの特性によって異なり、プラスチックによっては30°に達するものもある。
- それ以外の場合は、通常20°までで、設計の経験に基づいて10°~20°の範囲内でコントロールされる。
- その他の設計パラメータは垂直スプルーと同様である。
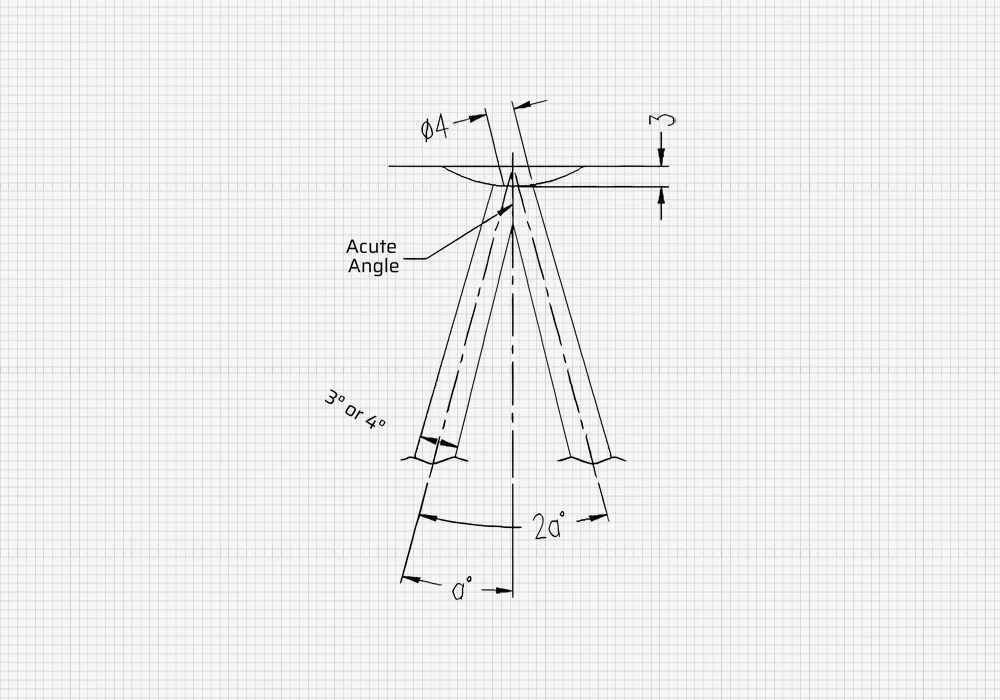
ダブルチルト・スプルーの設計:
- 樹脂の流動空間が広く、大きなキャビティに素早く充填でき、金型構造を簡素化できるのが特徴。
- 2つのスプルー接合部の鋭利なエッジが、型開きを助ける。
- その他の設計パラメータはシングルチルトスプルーと同じである。
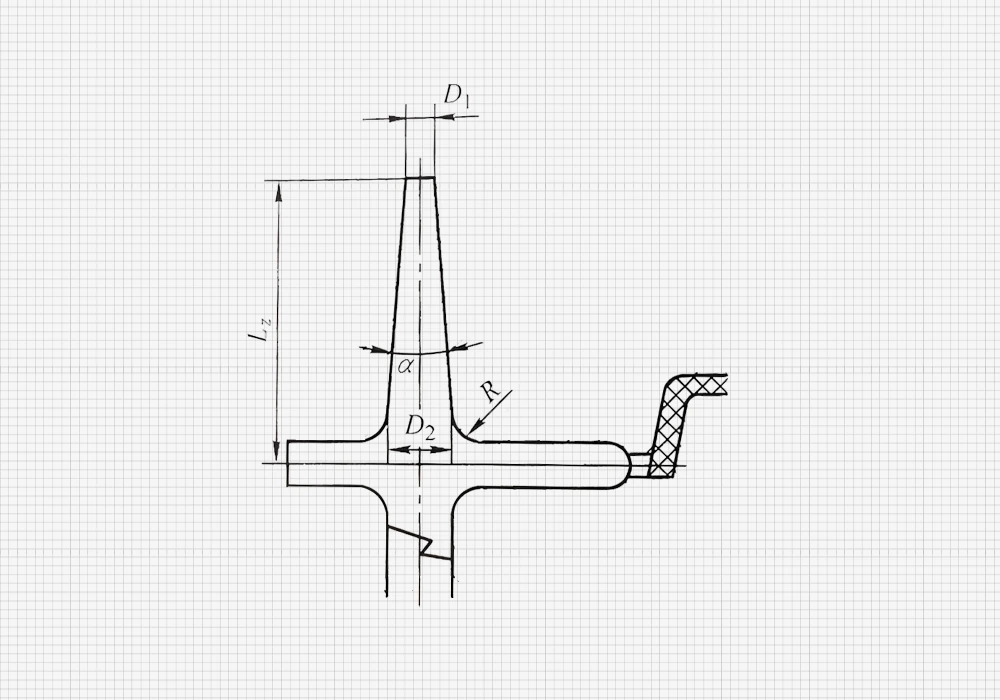
スプルーの形状
固化した材料をスプルーから引き抜きやすくするため、スプルーは通常、テーパー角αが2°から4°の範囲で円錐状に設計されている。流動性の悪いプラスチックの場合、αは6°から10°にすることができ、内壁の表面粗さは一般的にRa 0.8μm程度です。一般的に、入口直径は4~8 mmの範囲である。メルトフローが良好で製品が小さい場合は、直径を小さくするのが好ましいが、そうでない場合は直径を大きくするのがよい。
| スプルーの入口と出口の直径 | ||||||||||||||
| 射出成形機の射出量/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| スプルーの入口と出口の直径 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE、PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS、AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU、PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
マシンノズルとスプルーブッシングの調整
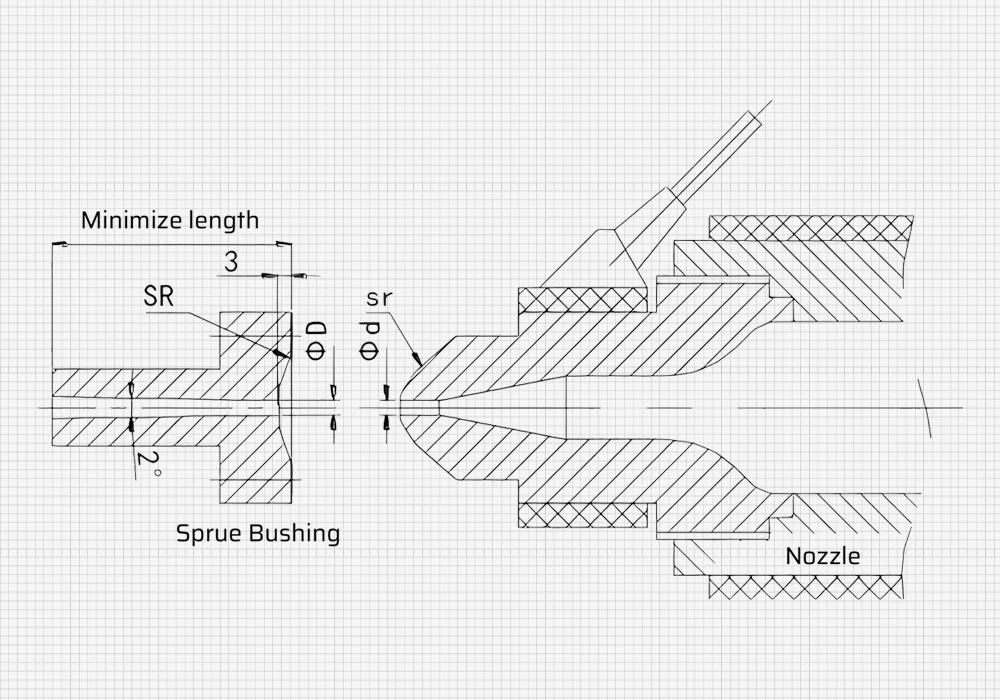
金型のスプルブッシュの球面SRは、機械のノズルのSRより1~2mm大きいことが必要です。機械のノズルのSRを仕様と照らし合わせてみてください。
| 射出成形機のトン数 | <130t | <350t | >350t |
| ノズルの弧 | 射出成形機の仕様をチェック | ||
| スプルーブッシング | 12 | 14 | 23 |
注 ホットランナー付き金型 または延長ノズルを購入する前に、これらの規制に準拠していることを確認する必要があります。.
金型設計の際には、機械ノズルが金型内に延びる長さをチェックする。ノズルを延長する必要がある場合は、事前に対処する必要があります。
スプルーブッシング穴径の決定
| 射出成形機のトン数 | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS、HI-PS、POM、PE、PP、PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC、PPS、PPE | 3 | 3.5 | 4 | 5 | 6 | |
スプルブッシュのD値は、マシンノズルのd値より0.5mm大きくする。
スプルーを短くするための措置:
(1) 2プレート金型構造では、スプルブッシングはAプレートにはめ込まなければならない(特別な顧客要求を除く)。
(2)3プレート金型構造の場合、スプルーの長さが25mm(25mmを含む)を超える場合は、より大きなスプルーブッシュを使用した方がよい。
(3) 外観やその他の特別な要求がある製品については、ホットランナーを使用する。
結論
スプルーとランナーは、供給システムの中では比較的単純な構造である。上記の設計ガイドラインに従うことで、問題を防ぐことができるはずです。金型設計で何か問題が発生した場合は、遠慮なく下の欄にコメントを残してください。次回はランナーについて説明します。











