

I’ve previously discussed the pouring system and cavity layout of injection molds. Among them, three crucial mold structures are the sprue, runner, and gate. I’ll elaborate on each in three separate articles. The knowledge regarding sprues is relatively limited; this article will emphasize the design principles of sprues.
Understanding the sprue is particularly valuable for mold designers and professionals in molding and injection. Product designers need only a basic understanding.
What Is A Sprue?
To grasp this concept better, let’s recap the pouring system of molds: it’s the flow channel through which plastic, injected from the nozzle of the injection machine, enters the cavity. It consists of the sprue, runners, gates, and cold wells. Its primary function is to ensure a smooth and orderly filling of the cavity with molten plastic, transferring injection pressure effectively during filling and solidification to obtain well-structured plastic parts.

The sprue marks the initial part of the plastic’s entry into the entire pouring system. It extends from the contact point with the mold’s nozzle to the runners. This section is where the molten plastic first flows into after entering the mold.
Design Principles Of The Mold Sprue
Various Designs of Sprues
Sprues come in several design forms, including vertical, single-tilt, and double-tilt types.
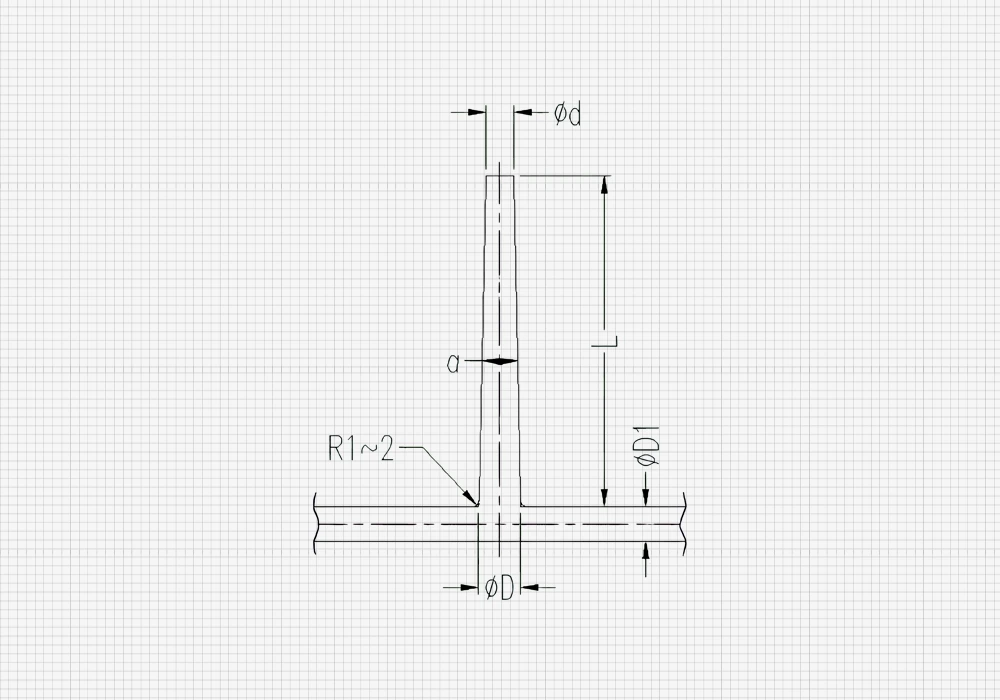
Design of Vertical Sprues:
- The diameter at the smaller end (d) is the size, typically 0.25mm larger than the nozzle’s diameter.
- The length (L) depends on the mold’s structure, usually not exceeding 150mm.
- The taper angle (a) is typically between 2° to 4°.
- D > D1 + (1~2mm)
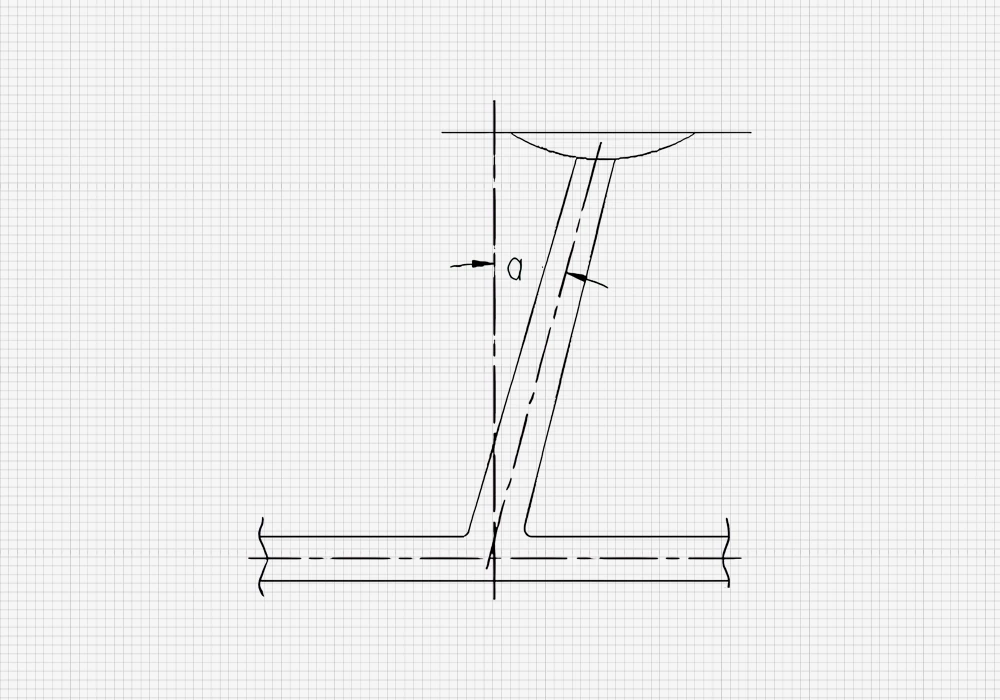
Design of Single-Tilt Sprues:
- The tilt angle (a) depends on plastic properties; for some plastics, it can reach up to 30°.
- For others, it’s usually up to 20°, typically controlled within 10°~20° based on design experience.
- Other design parameters are similar to vertical sprues.
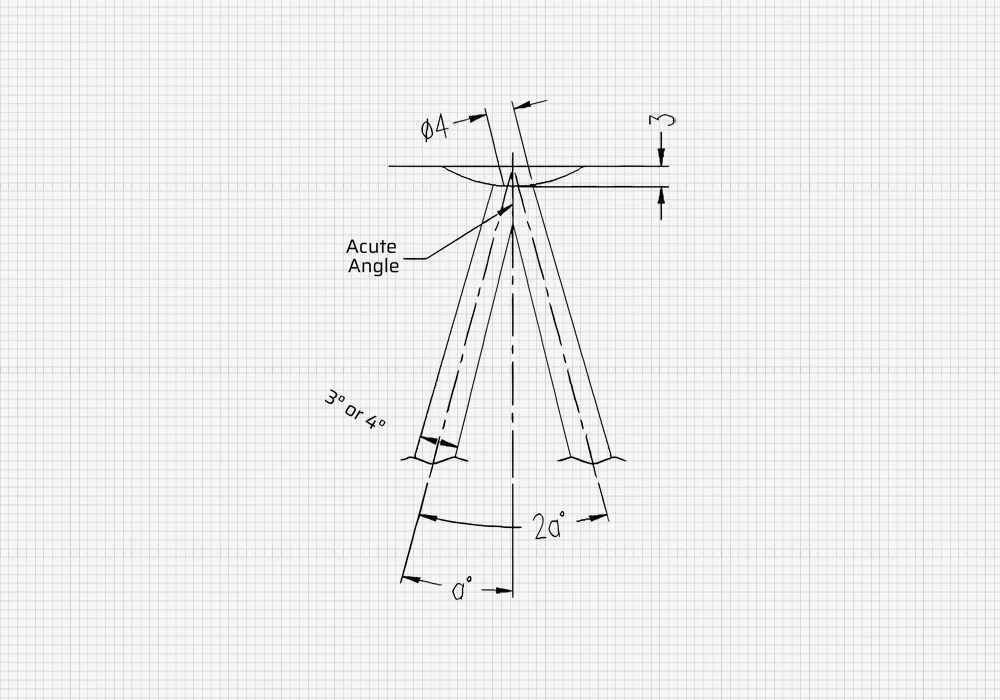
Design of Double-Tilt Sprues:
- Characterized by ample plastic flow space, quickly filling large cavities, and simplifying mold structure.
- Sharp edges at the junction of the two sprues aid in mold opening.
- Other design parameters are the same as for single-tilt sprues.
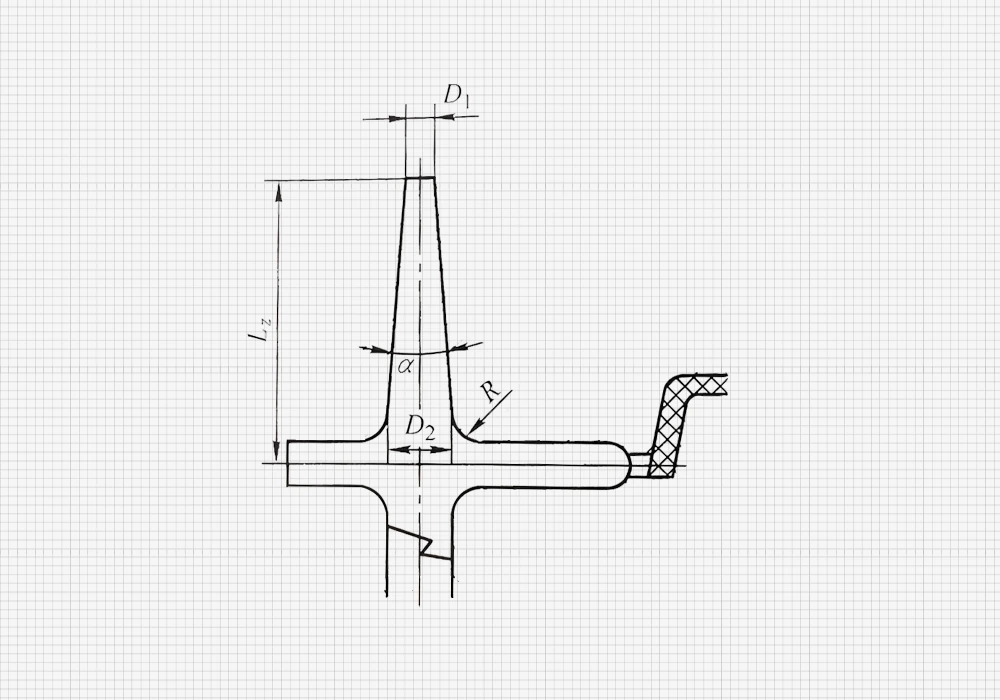
Shape of the Sprue
To facilitate pulling solidified material from the sprue, it’s typically designed conically with a taper angle α ranging from 2° to 4°. For plastics with poor flowability, α can be 6° to 10°, with an inner wall surface roughness generally around Ra 0.8 μm. Typically, the inlet diameter ranges from 4 to 8 mm. If the melt flow is good and the product is small, we prefer a smaller diameter; otherwise, better to choose a larger diameter.
| The diameter of the sprue’s inlet and outlet | ||||||||||||||
| Injection volume of injection molding machine/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| The diameter of the sprue’s inlet and outlet | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Coordination Between Machine Nozzle and Sprue Bushing
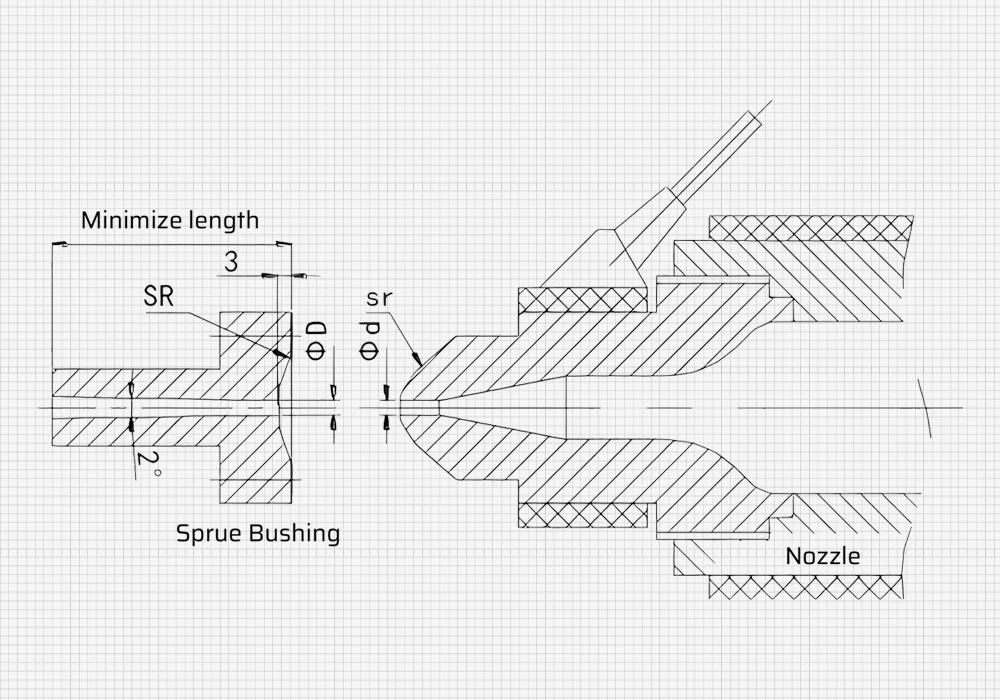
The spherical SR of the mold’s sprue bushing should be 1-2mm larger than the machine nozzle’s SR. You can check the machine’s nozzle SR against its specifications.
| Injection Molding Machine Tonnage | <130t | <350t | >350t |
| Arc of the nozzle | Check Injection Molding Machine Specifications | ||
| Sprue Bushing | 12 | 14 | 23 |
Note: For molds with hot runners or extended nozzles, we must ensure compliance with these regulations before purchase.
During mold design, check the length the machine nozzle can extend into the mold. Any need for extended nozzles should be addressed beforehand.
Determining the Sprue Bushing Hole Diameter
| Injection Molding Machine Tonnage | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
The value of D for the sprue bushing should be 0.5mm larger than the machine nozzle’s d value.
Measures for Shortening the Sprue:
(1) In two-plate mold structures, the sprue bushing must be recessed into the A plate (excluding special customer requirements).
(2) For three-plate mold structures, if the length of the sprue exceeds 25mm (including 25mm), it’s better to use a larger sprue bushing.
(3) For products with appearance and other special requirements, hot runners should be used.
Conclusion
The sprue and runner are relatively simple structures in the feeding system. Following the above design guidelines should prevent any issues. If you encounter any problems in mold design, feel free to leave a comment in the section below. In the next article, we’ll discuss runners.











