

Ya he hablado anteriormente del sistema de colada y de la disposición de las cavidades de los moldes de inyección. Entre ellas, tres estructuras cruciales del molde son el bebedero, corredory puerta. Desarrollaré cada uno de ellos en tres artículos separados. Los conocimientos relativos a las matrices son relativamente limitados; este artículo hará hincapié en los principios de diseño de las matrices.
Comprender el bebedero es especialmente valioso para diseñadores de moldes y profesionales del moldeo y la inyección. Los diseñadores de productos solo necesitan unos conocimientos básicos.
¿Qué es un bebedero?
Para comprender mejor este concepto, recapitulemos el sistema de colada de los moldes: es el canal de flujo a través del cual el plástico, inyectado por la boquilla de la máquina de inyección, entra en la cavidad. Está formado por el bebedero, los canales, las compuertas y los pozos fríos. Su función principal es garantizar un llenado suave y ordenado de la cavidad con plástico fundido, transfiriendo eficazmente la presión de inyección durante el llenado y la solidificación para obtener piezas de plástico bien estructuradas.

El bebedero marca la parte inicial de la entrada del plástico en todo el sistema de colada. Se extiende desde el punto de contacto con la boquilla del molde hasta los canales. Esta sección es por donde fluye por primera vez el plástico fundido tras entrar en el molde.
Principios de diseño del bebedero de molde
Varios diseños de bebederos
Los bebederos vienen en varias formas de diseño, incluyendo los tipos verticales, de inclinación simple y de inclinación doble.
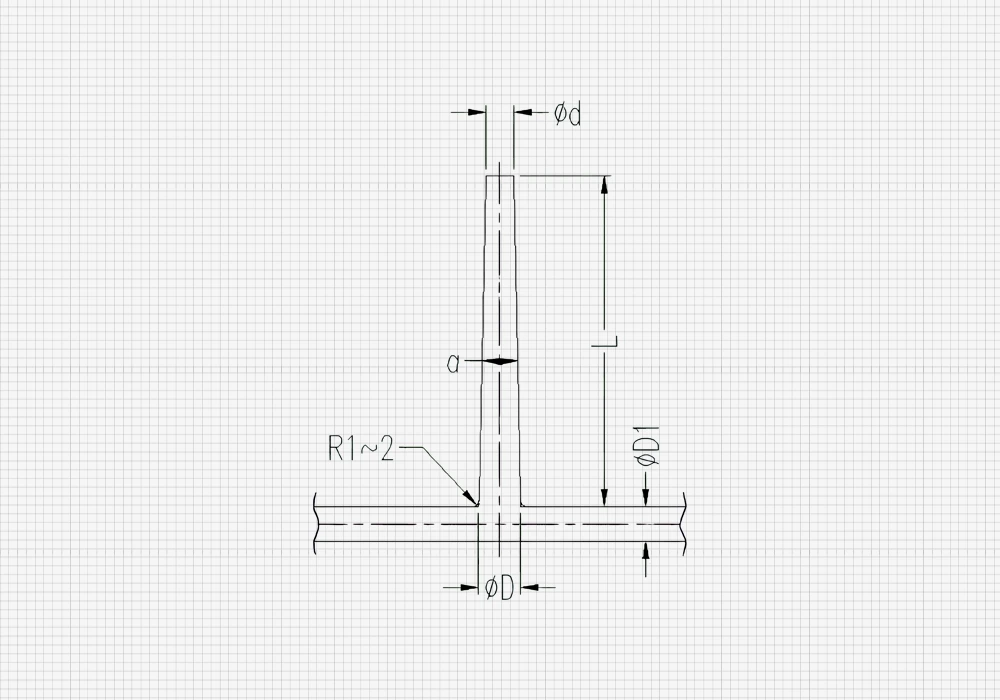
Diseño de bebederos verticales:
- El diámetro en el extremo más pequeño (d) es el tamaño, normalmente 0,25 mm mayor que el diámetro de la boquilla.
- La longitud (L) depende de la estructura del molde, normalmente no supera los 150 mm.
- El ángulo de conicidad (a) suele estar entre 2° y 4°.
- D > D1 + (1~2mm)
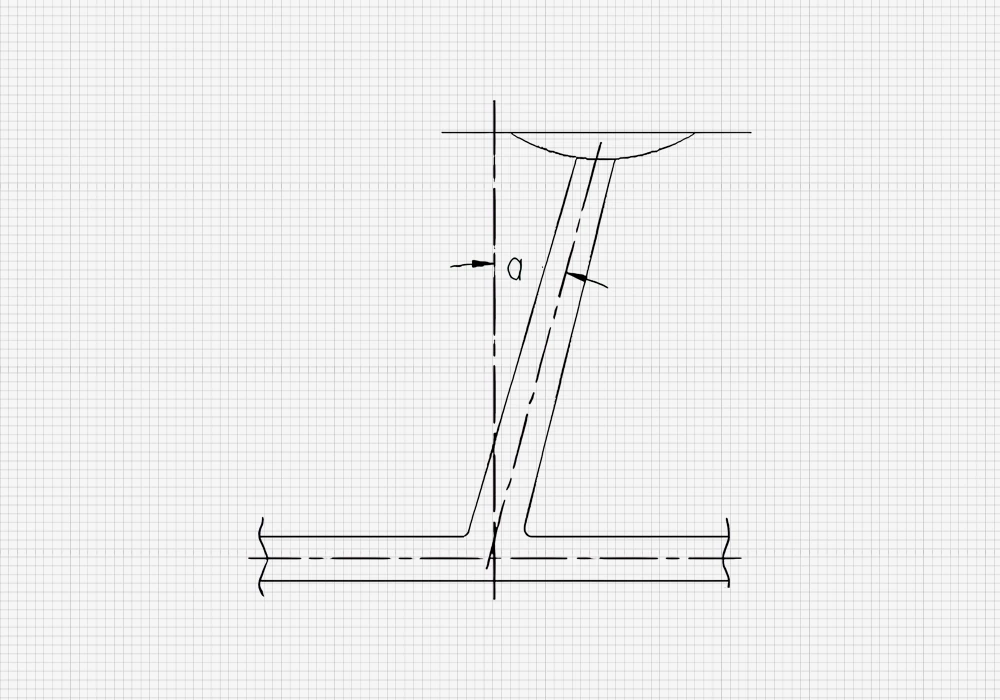
Diseño de bebederos de inclinación única:
- El ángulo de inclinación (a) depende de las propiedades del plástico; para algunos plásticos, puede alcanzar hasta 30°.
- Para otros, suele ser de hasta 20°, normalmente controlados entre 10°~20° en función de la experiencia de diseño.
- Otros parámetros de diseño son similares a los de los bebederos verticales.
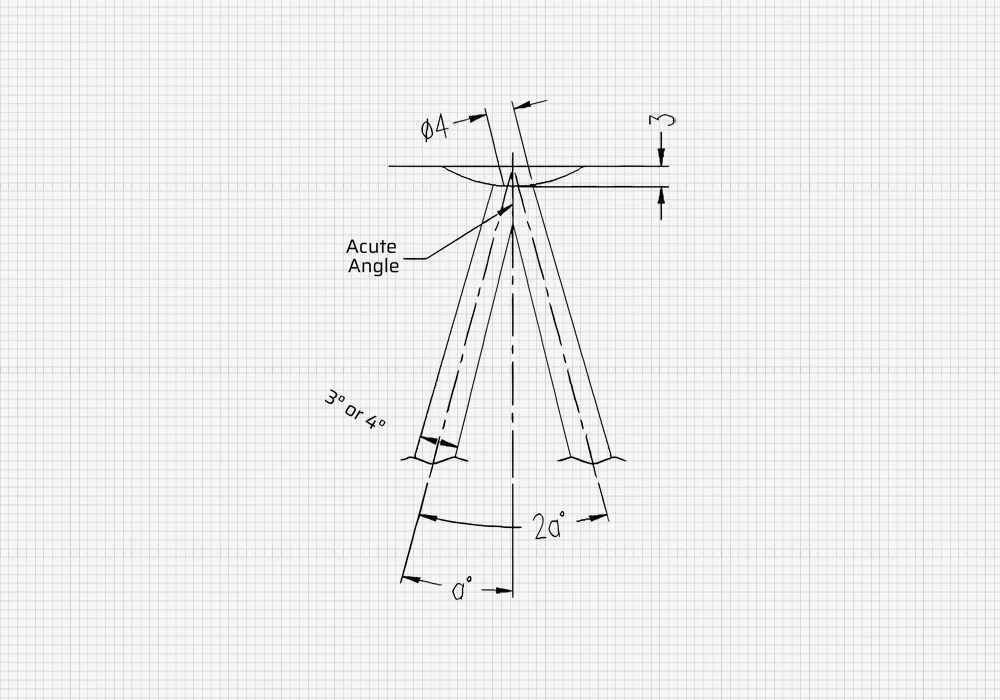
Diseño de bebederos de doble inclinación:
- Se caracteriza por un amplio espacio de flujo de plástico, llenando rápidamente grandes cavidades y simplificando la estructura del molde.
- Los bordes afilados en la unión de los dos bebederos ayudan a la apertura del molde.
- Los demás parámetros de diseño son los mismos que para las matrices de inclinación simple.
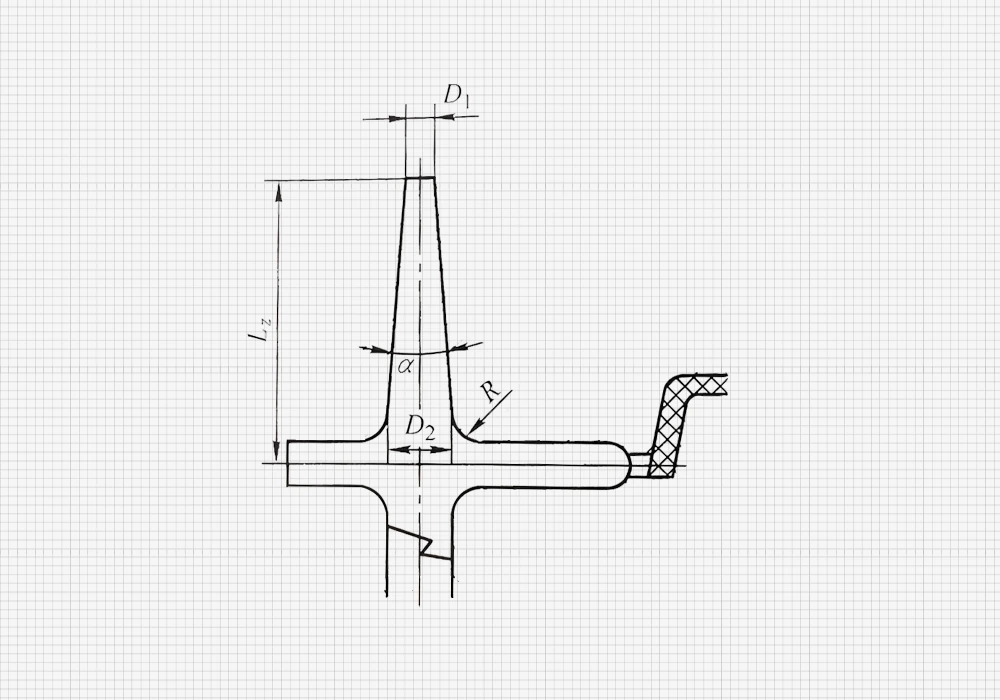
Forma del bebedero
Para facilitar la extracción del material solidificado del bebedero, suele diseñarse de forma cónica con un ángulo de conicidad α que oscila entre 2° y 4°. Para los plásticos con poca fluidez, α puede ser de 6° a 10°, con una rugosidad de la superficie de la pared interior generalmente en torno a Ra 0,8 μm. Normalmente, el diámetro de entrada oscila entre 4 y 8 mm. Si el flujo de la masa fundida es bueno y el producto es pequeño, preferimos un diámetro menor; en caso contrario, mejor elegir un diámetro mayor.
| El diámetro de la entrada y la salida del bebedero | ||||||||||||||
| Volumen de inyección de la máquina de moldeo por inyección/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| El diámetro de la entrada y la salida del bebedero | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Coordinación entre la boquilla de la máquina y el casquillo del bebedero
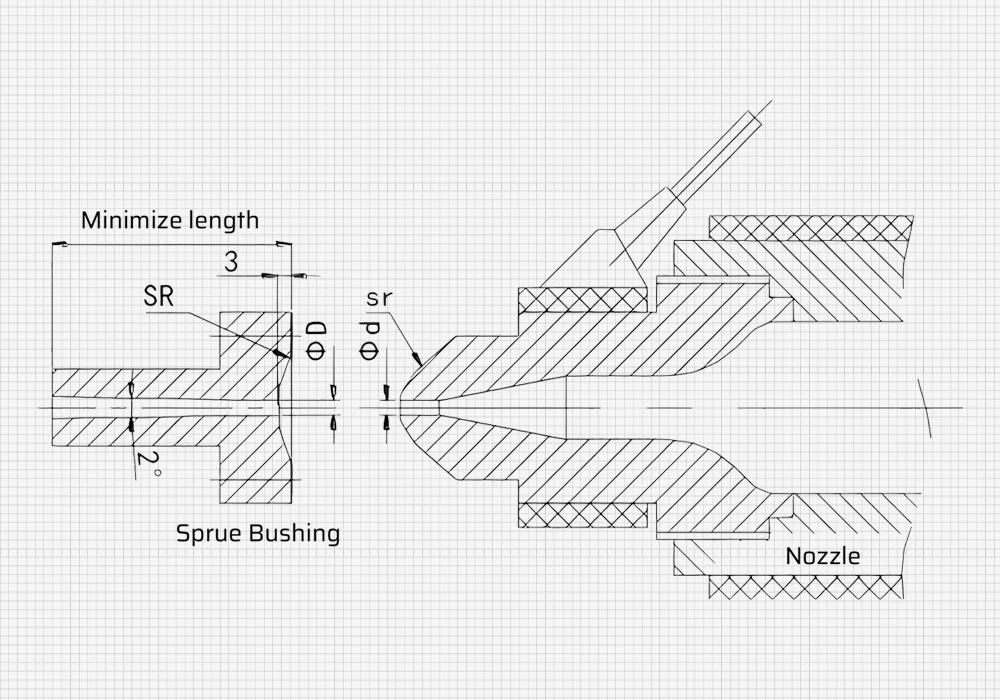
La SR esférica del casquillo del bebedero del molde debe ser 1-2 mm mayor que la SR de la boquilla de la máquina. Puede comprobar la SR de la boquilla de la máquina comparándola con sus especificaciones.
| Tonelaje de la máquina de moldeo por inyección | <130t | <350t | >350t |
| Arco de la boquilla | Comprobar las especificaciones de la máquina de moldeo por inyección | ||
| Casquillo del bebedero | 12 | 14 | 23 |
Nota: Para moldes con canales calientes o boquillas extendidas, debemos asegurarnos del cumplimiento de esta normativa antes de la compra.
Durante el diseño del molde, compruebe la longitud que puede alcanzar la boquilla de la máquina dentro del molde. Cualquier necesidad de boquillas extendidas debe abordarse de antemano.
Determinación del diámetro del agujero del bebedero
| Tonelaje de la máquina de moldeo por inyección | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
El valor de D para el casquillo del bebedero debe ser 0,5 mm mayor que el valor d de la boquilla de la máquina.
Medidas para acortar el bebedero:
(1) En las estructuras de moldes de dos placas, el casquillo del bebedero debe empotrarse en la placa A (salvo requisitos especiales del cliente).
(2) Para estructuras de molde de tres placas, si la longitud del bebedero supera los 25 mm (incluidos 25 mm), es mejor utilizar un casquillo de bebedero más grande.
(3) Para los productos con aspecto y otros requisitos especiales, deben utilizarse canales calientes.
Conclusión
El bebedero y la canaleta son estructuras relativamente sencillas en el sistema de alimentación. Seguir las pautas de diseño anteriores debería evitar cualquier problema. Si encuentra algún problema en el diseño del molde, no dude en dejar un comentario en la sección de abajo. En el próximo artículo hablaremos de las correderas.











