

Nelle nostre precedenti discussioni, abbiamo esplorato il concetto di materozze dello stampo come parte integrante del sistema di alimentazione. Oggi analizziamo la struttura successiva di questo sistema: la guida dello stampo e la sottocorsa. Come la materozza, molti progettisti di stampi spesso trascurano la struttura delle guide e delle sottocorse a causa dei loro standard di progettazione fissi e relativamente semplici. Se volete diventare progettisti di stampi di alto livello e fornire stampi di alta qualità in grado di soddisfare i clienti, dovete conoscere ogni dettaglio.
Che cosa sono i corridori e i sub-runner?
Come di consueto, per una migliore comprensione di questo articolo, esaminiamo prima l'intero sistema di alimentazione. Il sistema di alimentazione comprende le strutture che trasferiscono la plastica fusa dal cilindro della macchina per lo stampaggio a iniezione nella cavità dello stampo. Dopo l'espulsione della plastica fusa dall'ugello della macchina, la plastica fusa passa attraverso il canale di colata, il canale di scorrimento, il canale secondario e il canale di distribuzione. cancelloe infine riempie la cavità per formare parti in plastica.
Il canale di colata è quindi il passaggio tra il canale di colata e la porta, che funge da sezione di transizione in cui la plastica fusa fluisce dal canale di colata alla cavità, responsabile di reindirizzare agevolmente il flusso della colata. Negli stampi a più cavità, svolge un ruolo di distribuzione della massa fusa in ciascuna cavità. Vale la pena di notare che negli stampi a cavità singola, i canali di scorrimento generalmente non sono inclusi, il che è legato al layout della cavità.

Linee guida per la progettazione di guide per stampi
La forma della sezione trasversale del canale dello stampo
Sezione trasversale rettangolare:
I canali di scorrimento di forma rettangolare sono molto diffusi. Offrono vantaggi quali la facilità di produzione, la semplicità di progettazione degli stampi e la distribuzione uniforme del flusso. Le dimensioni della sezione trasversale rettangolare possono essere regolate in base ai requisiti specifici di stampaggio del pezzo.
Sezione trasversale trapezoidale:
I canali di scorrimento di forma trapezoidale sono un'altra opzione nella progettazione dei canali di scorrimento dello stampo. Questa forma favorisce un flusso migliore e riduce la caduta di pressione, migliorando il riempimento delle cavità dello stampo. L'estremità più larga del trapezio è in genere collegata al canale di colata, mentre l'estremità più stretta è collegata alla porta.
Sezione circolare:
In alcuni casi, le guide di scorrimento di forma circolare possono essere la prima scelta. Queste guide offrono eccellenti caratteristiche di flusso e sono particolarmente adatte per pezzi con geometrie complesse o quando è richiesto un flusso bilanciato. Il diametro della sezione trasversale circolare deve essere determinato con attenzione per garantire un flusso ottimale e ridurre al minimo le perdite di pressione.
Sezione trasversale semicircolare:
Il canale di scorrimento a forma semicircolare è caratterizzato da un profilo a mezzo cerchio. Questa forma favorisce un flusso regolare del materiale e aiuta a ridurre al minimo le perdite di carico. Viene spesso utilizzata quando il flusso bilanciato e la riduzione della perdita di pressione sono fondamentali. Il diametro della sezione trasversale semicircolare deve essere opportunamente dimensionato per soddisfare i requisiti di flusso dello specifico processo di stampaggio a iniezione.
Sezione trasversale a U:
Un canale di colata a U ha un fondo curvo e due pareti verticali che formano la forma di una "U". Questo design facilita un flusso efficiente del materiale e consente una più facile separazione del sistema di guide dalla parte stampata. La sezione trasversale a U è comunemente utilizzata quando si desidera una facile rimozione del sistema di guide o quando la chiusura è situata nella parte inferiore del pezzo.
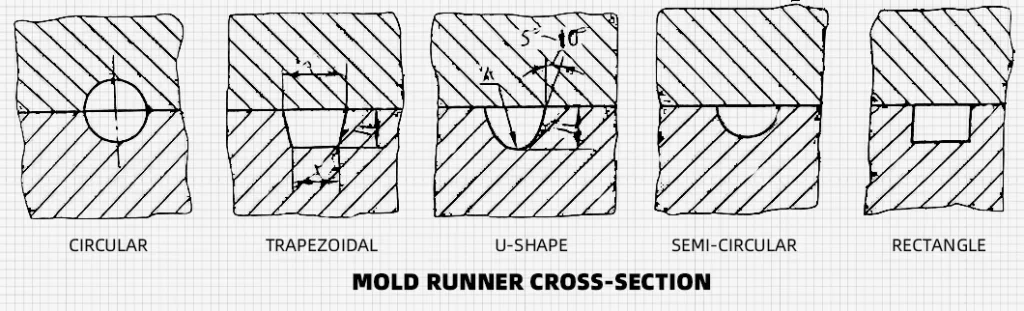
La scelta della forma della sezione trasversale dipende da fattori quali le proprietà del materiale, la progettazione del pezzo, il layout dello stampo e i requisiti di produzione. Ogni forma ha i suoi vantaggi e viene scelta in base alle esigenze specifiche del processo di stampaggio.
Le dimensioni dei canali e dei sotto canali dello stampo
La forma e le dimensioni delle guide di scorrimento dello stampo dipendono da vari fattori, tra cui il design del prodotto, la costruzione dello stampo e i requisiti specifici del processo di stampaggio a iniezione. Sebbene le dimensioni del prodotto e lo spessore delle pareti possano influenzare la progettazione delle guide di scorrimento, non è esatto affermare che le guide di scorrimento di sezione maggiore siano sempre più efficaci nel facilitare il processo di riempimento. Il comportamento del flusso del materiale, la geometria del pezzo, la posizione della porta e i parametri di processo determinano il design ottimale della guida di scorrimento.
Inoltre, la lunghezza del canale non influisce direttamente sulla viscosità della plastica. Le proprietà del materiale e le condizioni di lavorazione determinano principalmente la viscosità.
| I materiali | Diametro delle guide (mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRILICO | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Un canale di colata ben progettato può avere un impatto significativo sulle prestazioni e sull'efficienza complessiva del processo di stampaggio a iniezione:
Disposizione dei canali e dei sotto canali dello stampo
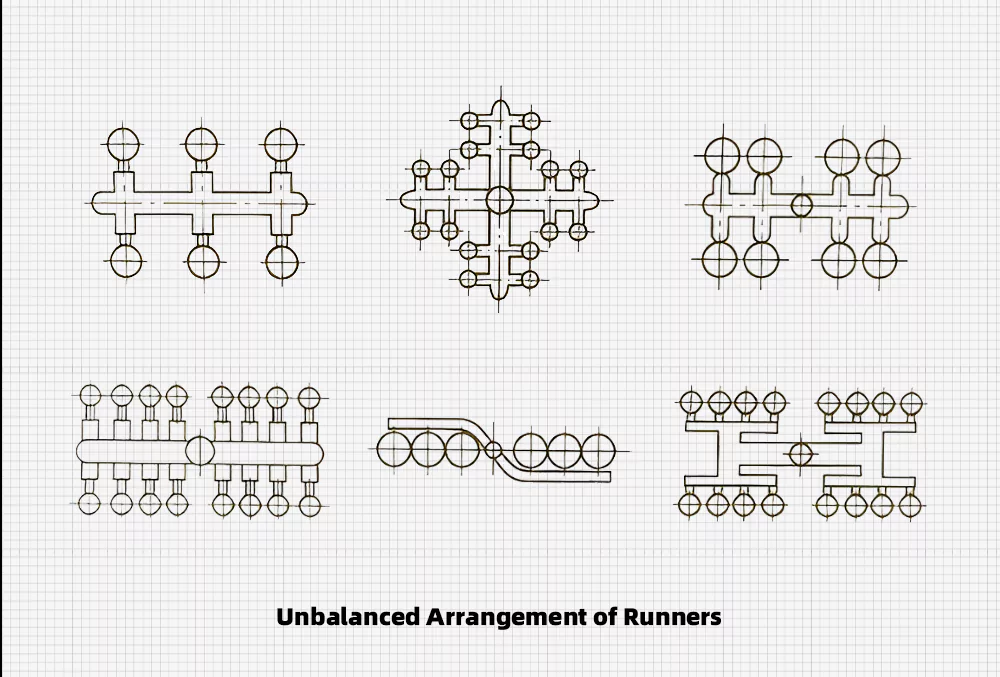
Esistono due tipi di canali di colata: bilanciati e non bilanciati. In un sistema di canali bilanciati, la lunghezza, la forma e le dimensioni della sezione trasversale dei canali dal canale di colata a ciascuna cavità sono progettate per essere uguali. Ciò consente di ottenere l'equilibrio termico e il flusso di plastica in ogni cavità, con conseguente qualità costante del pezzo. D'altro canto, un sistema di canali non bilanciati consente alla plastica di entrare in ciascuna cavità in tempi diversi, con conseguenti variazioni nel processo di riempimento e la potenziale produzione di pezzi diversi. Tuttavia, i sistemi a canale sbilanciato possono offrire vantaggi quali disposizioni più compatte delle cavità, dimensioni ridotte delle sagome e lunghezza complessiva del canale ridotta.
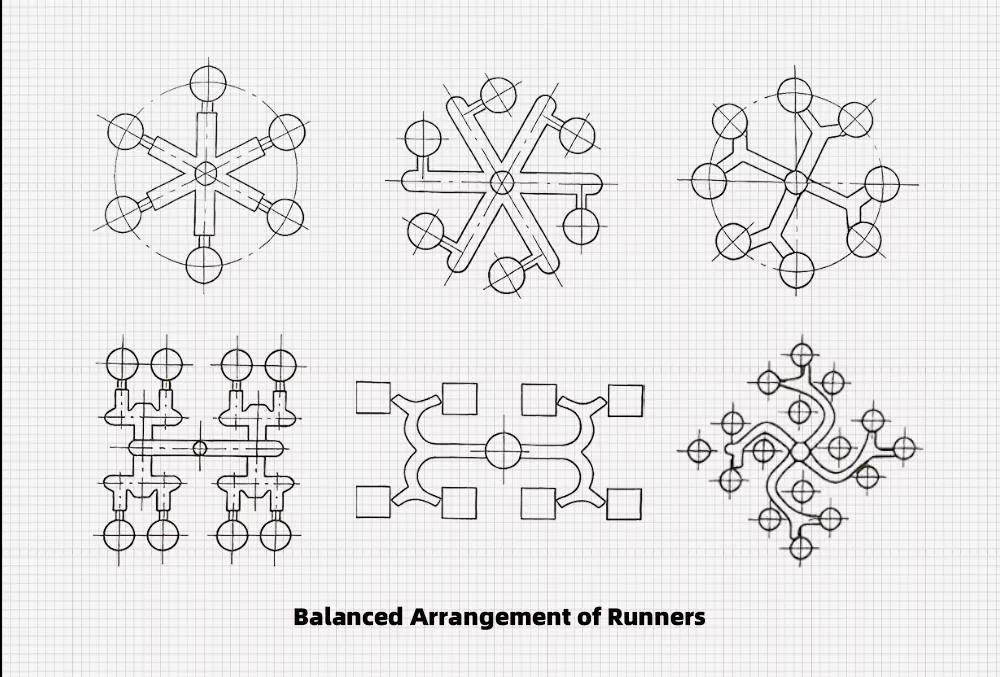
Che il sistema di guide sia bilanciato o sbilanciato, è importante garantire che le cavità siano simmetriche rispetto al centro della base dello stampo. In questo modo si garantisce che il centro proiettato delle cavità e dei canali di scorrimento sia allineato con il centro della forza di chiusura della pressa di iniezione. In questo modo è possibile evitare ulteriori momenti di ribaltamento durante l'iniezione.
Un sistema a canale bilanciato è vantaggioso in quanto consente di ottenere un'iniezione costante e di pressione di mantenimento in tutte le cavità. Ciò è particolarmente vantaggioso per gli stampi a più cavità in cui si desidera mantenere l'uniformità nella produzione di tutti i prodotti.
Principi di progettazione di corridori e sottocorrenti
- Assicurarsi che la plastica fusa entri rapidamente nella cavità con la distanza più breve e la minima perdita di pressione termica.
- Consente l'alimentazione simultanea della colata nella cavità da diverse porte in condizioni di temperatura e pressione identiche.
- Sebbene le sezioni trasversali più grandi facilitino lo stampaggio e garantiscano un'adeguata pressione di imballaggio, in considerazione del risparmio di materiale, è opportuno puntare su sezioni trasversali più piccole per ridurre al minimo il consumo di plastica, riducendo anche il tempo di raffreddamento.
- Per preservare il materiale e favorire il raffreddamento, è necessario cercare di ridurre al minimo il rapporto superficie/volume dei corridori.
- La rugosità superficiale delle guide non deve essere troppo bassa per evitare di trascinare il materiale freddo nella cavità; in genere, un valore Ra di 1,6 μm è sufficiente.
- Le guide e le porte sono solitamente collegate con pendenze e archi, favorendo il flusso e il riempimento della plastica fusa e riducendo la resistenza al flusso.
È necessario progettare il sottocursore nella progettazione del canale di stampaggio?
Un sub-runner viene solitamente utilizzato quando è necessario dividere il flusso di plastica fusa in diverse direzioni all'interno della cavità dello stampo. Può facilitare il riempimento di stampi complessi o a più cavità, indirizzando il flusso verso aree o componenti specifici del pezzo.
Tuttavia, in alcuni casi, un semplice design del canale di colata senza un canale secondario può essere sufficiente per ottenere il riempimento dello stampo e la qualità del pezzo desiderati. La scelta di incorporare o meno un canale secondario dipende dai requisiti specifici del progetto del pezzo e del processo di stampaggio a iniezione.











