

Nas nossas discussões anteriores, explorámos o conceito de moldes como parte integrante do sistema de alimentação. Hoje, vamos aprofundar a estrutura seguinte deste sistema - o corredor e o sub-corredor do molde. Tal como o sprue, muitos projectistas de moldes muitas vezes ignoram a estrutura dos canais e subcanais devido aos seus padrões de conceção fixos e relativamente simples. Se quiser tornar-se um designer de moldes de topo e fornecer moldes de alta qualidade que satisfaçam os clientes, domine todos os pormenores.
O que é o corredor e o sub-corredor?
Como de costume, vamos primeiro rever todo o sistema de alimentação para uma melhor compreensão deste artigo. O sistema de alimentação é composto por estruturas que transferem o plástico derretido do cilindro da máquina de moldagem por injeção no cavidade do molde. Depois de ejetar o plástico derretido do bocal da máquina, o plástico derretido passa através do canal de entrada, do canal de saída, do sub-canal e do portãoe, finalmente, preenche a cavidade para formar peças de plástico.
Assim, o canal é a passagem entre o canal de entrada e a porta, servindo como secção de transição onde o plástico fundido flui do canal de entrada para a cavidade, responsável por redirecionar suavemente o fluxo da massa fundida. Nos moldes com várias cavidades, desempenha um papel na distribuição da massa fundida por cada cavidade. É de notar que nos moldes de cavidade única, os canais não são geralmente incluídos, o que está relacionado com a disposição da cavidade.

Directrizes de conceção para os canais de moldes
A forma da secção transversal do canal do molde
Secção transversal retangular:
Os canais de forma retangular são comuns. Oferecem vantagens como a facilidade de fabrico, a simplicidade de conceção das ferramentas e a distribuição uniforme do fluxo. As dimensões da secção transversal retangular podem ser ajustadas com base nos requisitos específicos de moldagem da peça.
Secção transversal trapezoidal:
As corrediças de formato trapezoidal são outra opção no design das corrediças do molde. Esta forma ajuda a promover um melhor fluxo e reduz a queda de pressão, resultando num melhor preenchimento das cavidades do molde. A extremidade mais larga do trapézio é normalmente ligada ao canal de entrada, enquanto a extremidade mais estreita é ligada à porta.
Secção transversal circular:
Nalguns casos, os canais circulares podem ser a primeira escolha. Estes canais oferecem excelentes características de fluxo e são particularmente adequados para peças com geometrias complexas ou quando é necessário um fluxo equilibrado. O diâmetro da secção transversal circular deve ser cuidadosamente determinado para garantir um fluxo ótimo e minimizar a perda de pressão.
Secção transversal semicircular:
Um rotor de forma semi-circular apresenta um perfil de meio-círculo. Esta forma promove um fluxo de material suave e ajuda a minimizar a queda de pressão. É frequentemente utilizado quando o fluxo equilibrado e a perda de pressão reduzida são críticos. O diâmetro da secção transversal semi-circular deve ser adequadamente dimensionado para acomodar os requisitos de fluxo do processo específico de moldagem por injeção.
Secção transversal em forma de U:
Um corredor em forma de U tem um fundo curvo e duas paredes verticais que formam a forma de um "U". Esta conceção facilita o fluxo eficiente do material e permite uma separação mais fácil do sistema de canais da peça moldada. A secção transversal em forma de "U" é normalmente utilizada quando se pretende uma remoção fácil do sistema de canais ou quando a porta está localizada na parte inferior da peça.
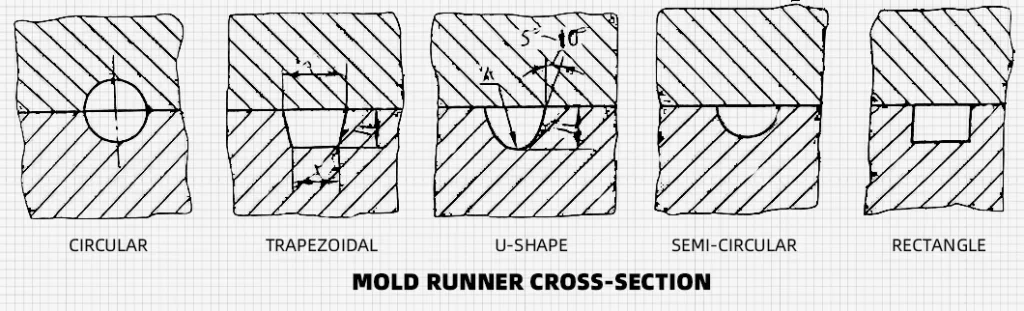
A seleção da forma da secção transversal depende de factores como as propriedades do material, o design da peça, a disposição do molde e os requisitos de produção. Cada forma tem as suas vantagens e é escolhida com base nas necessidades específicas do processo de moldagem.
O tamanho dos canais e sub-canais do molde
A forma e o tamanho das corrediças do molde dependem de vários factores, incluindo o design do produto, a construção do molde e os requisitos específicos do processo de moldagem por injeção. Embora o tamanho do produto e a espessura da parede possam influenciar o design da corrediça, não é exato dizer que corrediças de maior secção transversal são sempre mais eficazes para facilitar o processo de enchimento. O comportamento do fluxo de material, a geometria da peça, a localização da porta e os parâmetros do processo determinam a conceção ideal do canal.
Além disso, o comprimento do canal não afecta diretamente a viscosidade do plástico. As propriedades do material e as condições de processamento determinam principalmente a viscosidade.
| Materiais | Diâmetro dos corredores (mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRÍLICO | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Um canal bem concebido pode ter um impacto significativo no desempenho global e na eficiência do processo de moldagem por injeção:
Disposição dos canais e sub-canais do molde
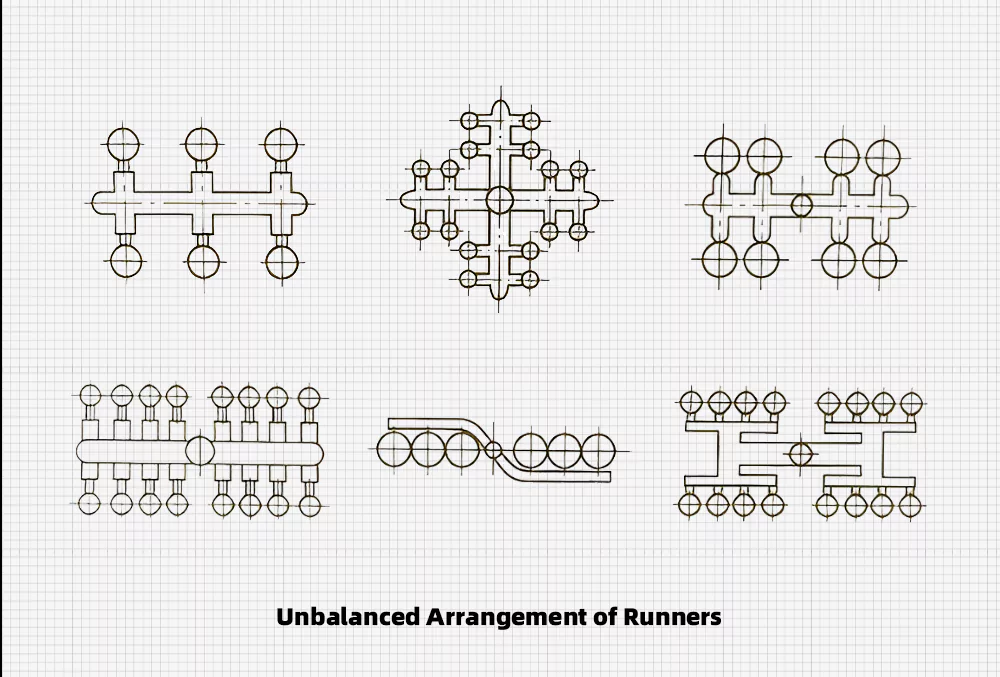
Existem dois tipos de disposições de canais de molde: equilibrados e desequilibrados. Num sistema de canais equilibrados, o comprimento, a forma e as dimensões da secção transversal dos canais, desde o jito até cada cavidade, são concebidos para serem iguais. Isto ajuda a alcançar o equilíbrio térmico e o equilíbrio do fluxo de plástico em cada cavidade, resultando numa peça de qualidade consistente. Por outro lado, um sistema de canais desbalanceados permite que o plástico entre em cada cavidade em momentos diferentes, levando a variações no processo de enchimento e potencialmente produzindo peças diferentes. No entanto, os sistemas de canais desbalanceados podem oferecer vantagens, tais como arranjos de cavidades mais compactos, tamanho reduzido do molde e comprimento total do canal mais curto.
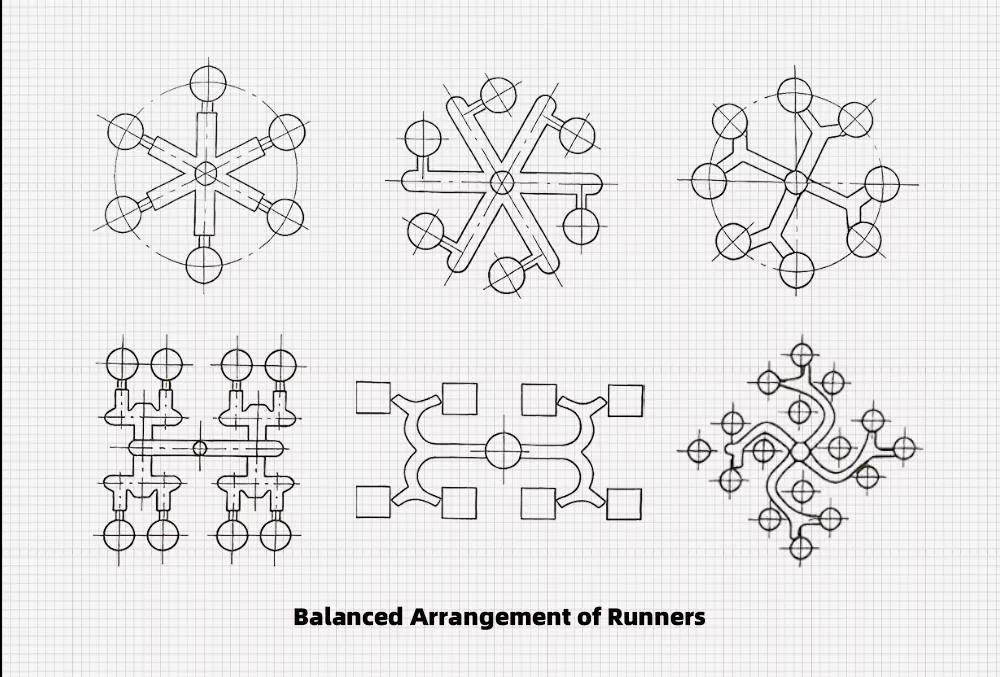
Quer o sistema de canais seja equilibrado ou desequilibrado, é importante assegurar que as cavidades sejam simétricas em relação ao centro da base do molde. Isto assegura que o centro projetado das cavidades e dos canais se alinhe com o centro da força de aperto da máquina de injeção. Ao fazê-lo, podemos evitar momentos de inclinação adicionais durante uma injeção.
Um sistema de canais balanceados é vantajoso porque permite uma injeção consistente e pressão de retenção em todas as cavidades. Isto é particularmente benéfico para moldes com várias cavidades onde se pretende manter a uniformidade na produção de todos os produtos.
Princípios de conceção de corredores e sub-corredores
- Assegurar que o plástico fundido entra rapidamente na cavidade com a distância mais curta e a perda mínima de pressão térmica.
- Permitir a alimentação simultânea da massa fundida na cavidade a partir de várias portas em condições idênticas de temperatura e pressão.
- Embora as áreas de secção transversal maiores facilitem a moldagem e garantam uma pressão de enchimento adequada, tendo em conta a poupança de material, procure áreas de secção transversal mais pequenas para minimizar o consumo de plástico, o que também reduz o tempo de arrefecimento.
- Para conservar o material e facilitar o arrefecimento, procure obter uma relação superfície/volume mínima nas corrediças.
- A rugosidade da superfície das corrediças não deve ser demasiado baixa para evitar o arrastamento de material frio para a cavidade; normalmente, um valor Ra de 1,6 μm é suficiente.
- As corrediças e as comportas são normalmente ligadas com declives e arcos, promovendo o fluxo e o enchimento do plástico fundido e reduzindo a resistência ao fluxo.
É necessário projetar o sub-corredor no projeto do corredor do molde?
Um sub-canal é normalmente utilizado quando é necessário dividir o fluxo de plástico fundido em diferentes direcções dentro da cavidade do molde. Pode ajudar a facilitar o enchimento de moldes complexos ou com várias cavidades, direccionando o fluxo para áreas ou componentes específicos da peça.
No entanto, nalguns casos, um design simples de canal sem um sub-canal pode ser suficiente para atingir o enchimento do molde e a qualidade da peça pretendidos. A incorporação ou não de um sub-canal depende dos requisitos específicos do desenho da peça e do processo de moldagem por injeção.











