

在前面的讨论中,我们探讨了 模具浇口 是供料系统不可分割的一部分。今天,让我们来深入了解该系统的下一个结构--模具流道和副流道。与浇口一样,许多 模具设计师 由于流道和副流道的设计标准固定且相对简单,因此往往会忽略它们的结构。如果您想成为一流的模具设计师,并提供令客户满意的高质量模具,请掌握每一个细节。
什么是 Runner 和 Sub-Runner?
像往常一样,为了更好地理解本文,让我们首先回顾一下整个喂料系统。供料系统包括将熔融塑料从挤出机机筒中输送出来的结构。 注塑机 进入 模腔.熔融塑料从机器的喷嘴喷出后,依次经过浇道、流道、副流道,然后再从流道喷出。 闸门最后填充空腔,形成塑料零件。
因此,流道是浇口和浇口之间的通道,是熔融塑料从浇口流入型腔的过渡段,负责平稳地改变熔体的流向。在多型腔模具中,它起着将熔体分配到每个型腔的作用。值得注意的是,在单腔模具中,一般不包括流道,这与型腔的布局有关。

模具流道设计指南
模具流道横截面的形状
横截面为矩形:
矩形流道很常见。这种流道具有易于制造、模具设计简单和流体分布均匀等优点。矩形截面的尺寸可根据零件的具体成型要求进行调整。
梯形横截面
梯形流道是模具流道设计的另一种选择。这种形状有助于提高流动性和减少压降,从而改善模腔的填充。梯形流道较宽的一端通常连接浇口,较窄的一端连接浇口。
圆形横截面:
在某些情况下,圆形流道可能是首选。这些流道具有出色的流动特性,尤其适用于几何形状复杂的部件或需要平衡流动的情况。应仔细确定圆形横截面的直径,以确保最佳的流动性并将压力损失降至最低。
半圆形横截面:
半圆形流道具有半圆轮廓。这种形状可促进材料顺畅流动,并有助于将压降降至最低。当平衡流动和减少压力损失至关重要时,通常会使用这种流道。半圆形截面的直径大小应适当,以满足特定注塑工艺的流动要求。
U 型横截面:
U 型流道的底部呈弧形,两面垂直壁形成 "U "形。这种设计有利于材料的高效流动,并使流道系统更容易与成型部件分离。当希望流道系统易于拆卸或浇口位于部件底部时,通常会采用 U 型横截面。
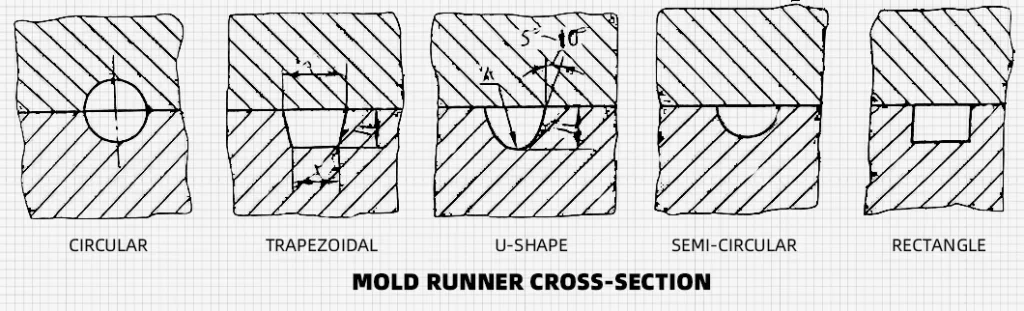
截面形状的选择取决于材料特性、零件设计、模具布局和生产要求等因素。每种形状都有其优点,并根据成型工艺的具体需求进行选择。
模具流道和分流道的尺寸
模具流道的形状和尺寸取决于多种因素,包括产品设计、模具结构和注塑成型工艺的具体要求。虽然产品尺寸和壁厚可能会影响流道设计,但并不能准确地说横截面较大的流道就一定能更有效地促进填充过程。材料流动行为、部件几何形状、浇口位置和工艺参数决定了最佳流道设计。
此外,流道的长度并不直接影响塑料的粘度。粘度主要取决于材料特性和加工条件。
| 材料 | 流道直径(毫米) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRYLIC | 1.6~10 |
| 加利福尼亚州 | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| 个人电脑 | 4.8~10 |
| PE | 4.8~9.5 |
| 聚丙烯 | 1.6~10 |
设计良好的流道可极大地影响注塑成型工艺的整体性能和效率:
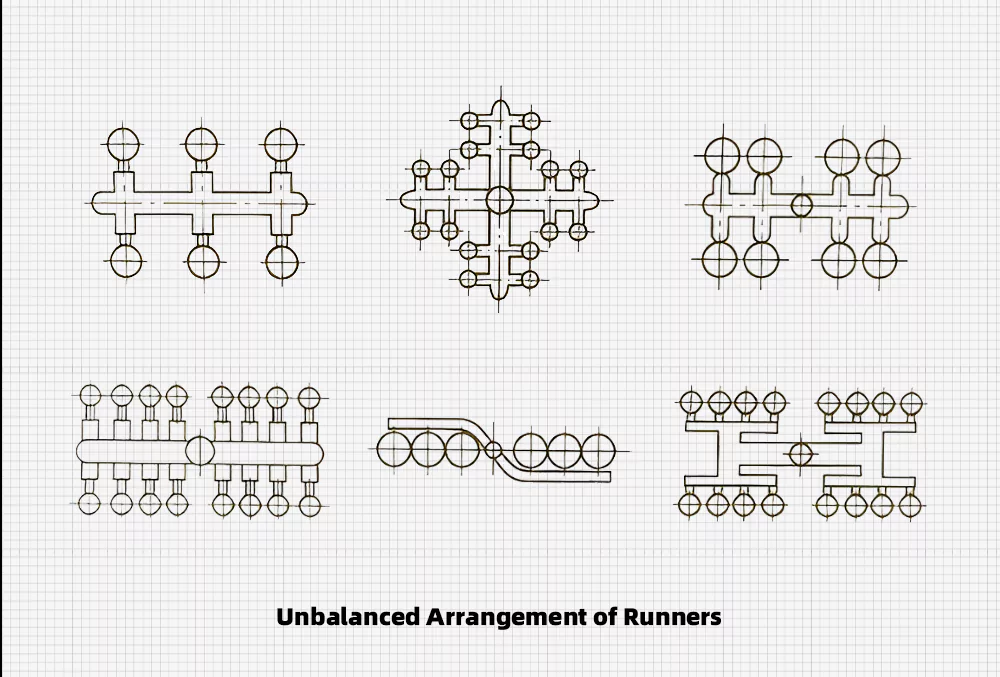
模具流道和分流道布置
有两种类型的模具流道布置:平衡型和非平衡型。在平衡流道系统中,从浇口到每个型腔的流道长度、形状和横截面尺寸都设计为相等。这有助于在每个模腔内实现热平衡和塑料流动平衡,从而保证零件质量的一致性。另一方面,不平衡流道系统允许塑料在不同时间进入每个型腔,从而导致填充过程的变化,并可能生产出不同的零件。不过,非平衡流道系统也有一些优点,例如模腔排列更紧凑、模板尺寸更小、流道总长度更短。
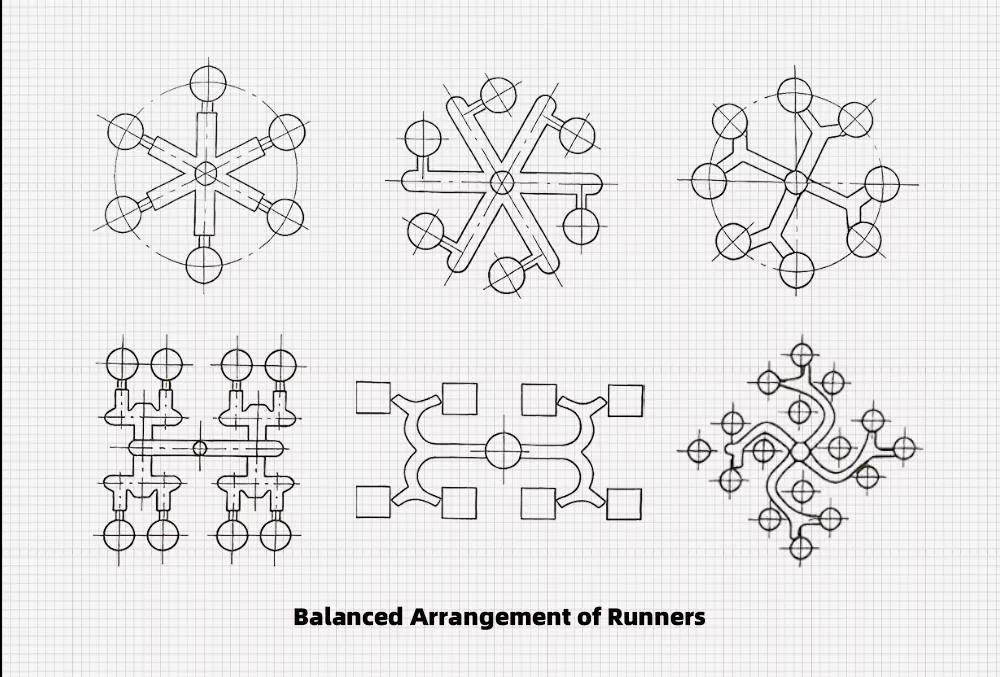
无论流道系统是平衡的还是不平衡的,都必须确保型腔与模座中心对称。这可确保型腔和流道的投影中心与注塑机锁模力的中心保持一致。这样可以避免在注塑过程中产生额外的倾斜力矩。
平衡流道系统的优点是可以实现稳定的喷射和 保持压力 在所有型腔中的均匀性。这对于需要在生产所有产品时保持一致的多模腔模具尤其有利。
流道和副流道的设计原则
- 确保熔融塑料以最短的距离和最小的热压损失迅速进入模腔。
- 使熔体在相同的温度和压力条件下从不同的浇口同时进入模腔。
- 虽然较大的横截面积有利于成型并确保足够的包装压力,但考虑到节省材料,应尽量缩小横截面积,以减少塑料消耗,同时缩短冷却时间。
- 为了节省材料和帮助冷却,应努力将流道的表面积与体积比降到最低。
- 流道的表面粗糙度不应太低,以防止将冷材料拖入型腔;通常,Ra 值为 1.6 μm 即可。
- 流道和浇口通常用斜坡和弧形连接,在减少流动阻力的同时促进熔融塑料的流动和填充。
是否有必要在流道设计中设计副流道
当需要在模腔内将熔融塑料流向分为不同方向时,通常会使用副流道。它可以将塑料流导向零件的特定区域或部件,从而有助于复杂或多腔模具的填充。
然而,在某些情况下,简单的流道设计而不使用副流道可能就足以达到所需的模具填充和零件质量。是否使用副流道取决于零件设计和注塑成型工艺的具体要求。











