
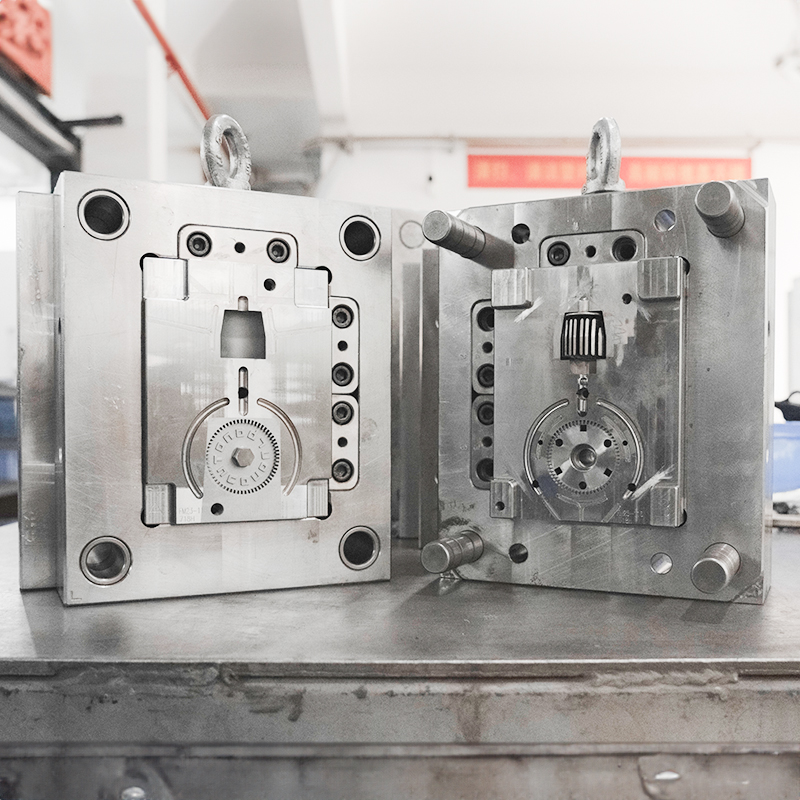
在 注塑所谓 "模芯和模腔",是指用于模具核心关键操作的精密部件。型芯和型腔的结构通常极为复杂,因此制造难度大、成本高,人工成本往往远远超过材料成本。型芯和型腔材料的选择直接影响模具的成本和使用寿命。

对于产品设计师或需要 模具制造服务 或 塑料零件批量生产服务采购包括模具设计、模具部件(主要是型芯和型腔)制造、模具组装、模具用于注塑生产的可行性、质量控制和生产效率等方面。
对于模具制造商来说,在完成模具设计后,制造部门的主要工作重点是型芯和型腔。这就突出了型芯和型腔在模具构成中的重要性。
今天,让我们来探讨模具组成中最关键的部分--型芯和型腔。
什么是 "芯 "和 "腔"?
模芯和模腔包括模腔和模芯,两者紧密结合形成整体形状和内部结构。 模具结构.模腔主要负责形成产品的内部形状和结构,并控制产品的精度。相反,模芯主要形成产品的外部形状和结构,完成产品的整体成型。
岩芯和岩腔的区别
除了上述主要功能外,空腔与内核的区别还体现在以下几个方面:
注射过程中的程序差异
在注塑过程中,型芯和型腔的程序步骤存在一些差异。塑料颗粒通过模腔进入模具中的一个封闭空间(注意,这个封闭空间由两部分组成,但大多数情况下,这个空间被视为模腔的一部分,因此也被许多人称为模腔)。
此时,模芯与型腔紧密贴合。当熔融塑料冷却成固态时,型芯被拉开,型芯上的产品通过顶出系统顶出。请注意,在整个过程中,模腔是静止的,而模芯是运动的。
压差耐久性
由于形状和功能的不同,型芯和型腔承受的压力也不同。型腔通常需要承受较高的压力,因为它需要在成型过程中使产品材料完全充满模腔,并确保产品内部结构的完整性。型芯承受的压力较低,主要是为了使产品具有完美的外观。
型腔和型芯材料选择
磁芯和磁芯腔的材料选择也有一些区别。由于型腔需要承受更大的压力和磨损,因此通常需要合金钢或硬质合金等耐磨性更强的材料。型芯可以使用铝合金等相对较软的材料,以便在产品成型过程中更好地填充和冷却。
使用周期和维护的可变性
磁芯和磁芯腔的使用周期和维护也有所不同。由于空腔承受的压力和磨损较大,其使用寿命通常较短。制造公司通常会定期更换型腔,以确保产品质量和生产效率。相比之下,型芯受到的磨损和压力较小,因此使用寿命相对较长。
如何区分岩心和岩腔?
区分核心和空腔的方法主要包括
观察外观:
模腔通常看起来比较光滑,有明显的突起和凹槽,而模芯往往看起来比较粗糙,有孔和切割痕迹。模腔和模芯的外观可能没有明显的差异,这取决于模具的类型和用途。
检测和测试方法:
通过检测和测试,包括定位、夹紧和压力测试,确定空腔和岩心的作用和位置。
观察结构:
型芯和型腔的结构各不相同;型腔通常包含便于拆卸和组装的按钮或夹子等部件,而型芯则包括零件接头和模套等关键部件。
检查分模线和榫销:
核心和空腔的形状不同,用于 分线 这有助于确认它们的位置。
观测重量和材料
腔体一般比芯体轻,通常使用耐磨性和硬度要求较高的材料,如工具钢或合金钢,而芯体通常使用铸铁、钢或合金。
检查标记:
拆卸模具后,请注意型芯和型腔部件上的标记。例如,型腔可能标有 "F "或"1",而型芯可能标有 "R "或"2"。
观察产品形状和定位:
通过观察产品的形状以及型腔和型芯的配合面和定位销,可以初步判断它们的位置。
这些方法可以单独使用,也可以结合使用,以更准确地区分岩心和岩洞。
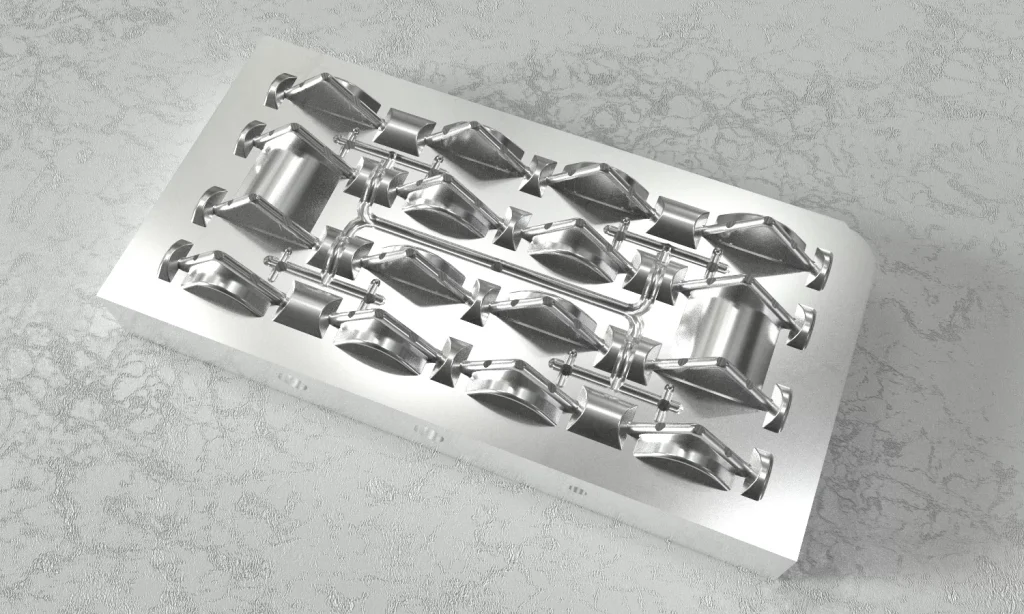
模腔和模芯的制造
模腔和模芯的制作和加工过程既有相似之处,也有一些不同之处,具体如下:
1.材料准备
在开始加工之前,必须准备好所需的材料。模芯和型腔材料的类型和尺寸取决于模具的类型和规格。此外,还需要各种工具、 装置必须准备好加工所需的材料和辅助材料。
2.传统铣削
初步加工在铣床上完成,包括钻冷却孔、螺纹孔、钻孔和攻丝螺丝孔、钻孔和扩孔 退弹销 孔、模具编号、基准角等。这些步骤必须根据图纸要求精确进行,以确保型芯和型腔的形状和尺寸符合设计要求。
3.数控加工
粗加工是在 数控加工中心在形状和特征上下功夫。 数控加工 有效完成复杂形状的切割,同时确保精度和表面质量。
4.热处理加工
型腔和型芯按照设计要求进行热处理加工,以达到所需的硬度和耐磨性。在热处理过程中,必须控制温度、时间和冷却速度等参数,以确保结果符合规格要求。
5. 磨削
精加工是在磨床上进行的,包括将六面角度磨削到符合框架尺寸的精密尺寸等。外部尺寸的精度要求非常严格,必须进行精密磨削和精加工。如果型芯或型腔是一个整体,其外部尺寸应比图纸尺寸小 0.03 毫米-0.05 毫米。如果是两块,两块的外部尺寸之和应比图纸尺寸小 0.03mm-0.05mm,垂直度为 0.01,平行度为 0.01。
6.数控精加工
对于精度要求较高的模芯和模腔,必须进行数控精加工。数控加工中心可完成高精度切割工作,如雕刻文字和模具编号。
7.线切割
线切割技术用于加工 镶嵌 洞、 摘挂机 孔、顶针孔、浇口孔等。
8.放电加工(EDM)
电火花加工技术 用于型芯和型腔,如细槽和窄槽。
9.模具抛光
对模芯和型腔的表面进行抛光,以获得更好的表面质量并满足粗糙度要求。抛光时必须注意抛光的方向和区域,以免损坏其他区域。对于需要镜面效果的区域,应在试模后先进行粗抛光,然后再进行精抛光。
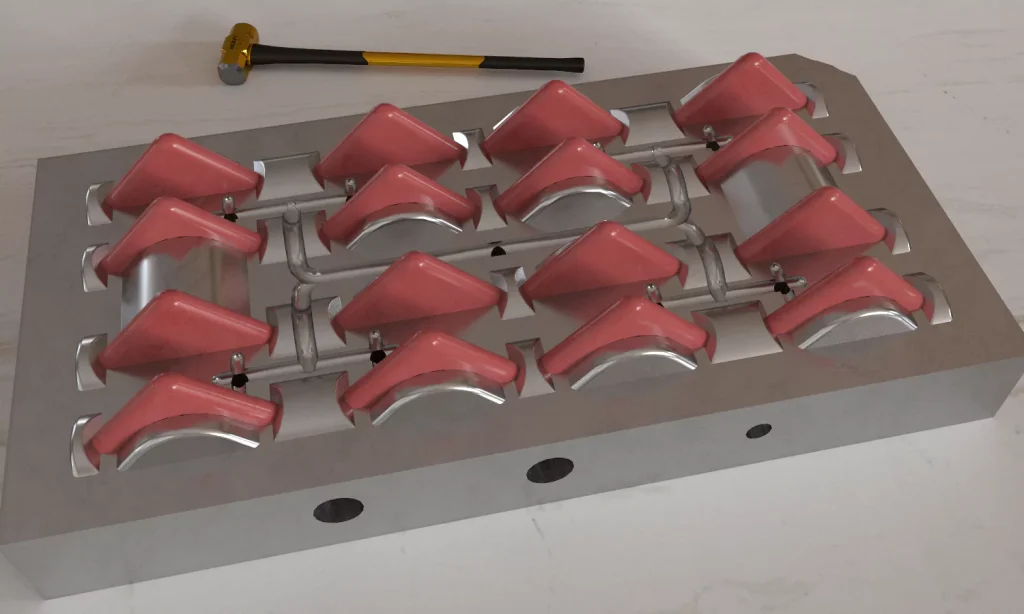
10.装配
所有部件组装成一个完整的模具。在组装过程中,必须注意配合精度和紧固要求,以确保模具在使用中稳定可靠。
11.试模:
最后,还要进行试模试验,以验证模具的加工质量和性能。试模检查模具的浇口系统是否清晰,冷却水道是否正常工作,以及成型产品是否符合设计要求。试模过程中发现的任何问题都必须及时调整和修复,以确保模具能够投入生产使用。
模具设计中的型芯和型腔设计考虑因素
模具制造中的型芯和型腔设计非常复杂,是每个模具制造商的核心技术之一。要在本文中详细描述复杂的型芯和型腔设计是一项挑战,以下是一些参考建议,供专业人士参考:
设计基础
在确定型芯和型腔的厚度时,应考虑添加冷却通道后所需的基本厚度以及保持型芯和型腔强度所需的厚度。型芯和型腔强度的主要考虑因素是其承受注塑压力的能力,而不会导致模具变形,从而导致产品飞边。
芯材和空腔强度的设计应考虑到这一点:
a.注射压力
b.产品投影面积
c.产品高度
d.产品厚度
e.产品形状
f.产品投影形状
g.模腔总数。
设置安全尺寸
在设计模具时,首先必须估算型芯的尺寸,然后再估算模座的尺寸。估算尺寸的关键在于如何确定安全距离。安全距离的选择会极大地影响模具成本!根据产品特性确定型腔和型芯的厚度和尺寸,确保其宽度适合两个模脚之间的距离。型芯或型腔的长度不应超过到回位销的距离。
| 产品尺寸(毫米) | 安全距离(毫米) |
| <20 | 25 |
| 20-60 | 30 |
| 60-80 | 35 |
| 80-300 | 40 |
| 300-600 | 45 |
上述数据可作为标准考虑因素,但实际上,每个行业甚至每个零件都可能有其特定的设计标准。如果您想了解更详细的设计信息,建议您访问我们的模具设计页面。
材料选择
模芯和型腔材料的选择直接影响模具的寿命和价格。从生产产品的角度来看,如果产品需求量小,选择高质量的模芯和型腔材料会增加模具成本,导致公司支出增加,而如果需求量小,则会造成浪费。
反之,如果产品需求量大,而选择了劣质的模腔和型芯材料。在这种情况下,模具可能无法满足生产要求,需要更换新模具,降低生产效率,同样也会增加模具成本。要合理选择模芯材料,关键是要了解常用的材料及其特点,根据实际工作经验选择不同的材料非常重要。
常用材料: P20738、738H、718、718H、NAK80、2316、2316A、S136 等。硬化模具使用的材料包括 2344、8407、SKD11、SKD61 等。
材料特性
P20
一般适用于要求高硬度、高韧性和高耐磨性的塑料模具。氮化可提高模具的使用寿命。它适用于 PS、PE、PP 和 ABS 等热塑性塑料,无需添加阻燃剂,是一种价格相对较低的常用模芯材料。
738
与 P20 相比,738H 的各种性能都有所改进,效果更好,模具寿命也相应更长。
NAK80
具有出色的放电加工和抛光性能,常用于生产要求高透明度的塑料制品。
2316
适用于加工高酸度塑料的模具,具有高抛光性和耐酸性,常用于 PVC 塑料材料成型的模具。
2344
通常用于硬塑料模具,其模具寿命可达 100 万次循环。不过,由于模具成本较高,它只适用于高产量的塑料产品。其他硬质模具材料如 8407、SKD11 等也是如此。
总结
与型芯和型腔相关的内容与模具行业的从业人员息息相关。鉴于它们在模具结构中的重要性,即使您不从事模具制造或注塑成型工作,对它们有基本的了解也会对您未来的产品设计有所帮助。
型芯和型腔是决定最终成型产品的形状、结构和质量的基本组成部分。了解它们的工作原理和设计注意事项,可以提高您设计产品的能力,使产品不仅具有功能性和美观性,而且具有可制造性和成本效益。这些知识有助于缩小设计概念与生产实际之间的差距,从而使项目和创新更加成功。











