

I perni di espulsione sono comunemente utilizzati nel sistema di espulsione di stampi a iniezione. Come il base dello stamponon sono tipicamente un punto focale per il produttori di stampi o stabilimenti di stampaggio a iniezione. Pertanto, la maggior parte dei produttori di stampi acquista esternamente i perni di espulsione.
I perni di espulsione sono un elemento di conoscenza che i progettisti di prodotti industriali devono padroneggiare perché i prodotti stampati a iniezione di solito lasciano un segno di perno di espulsione dopo il completamento dello stampaggio a iniezione. Di conseguenza, i progettisti di prodotti devono considerare la posizione dell'espulsore dei prodotti in plastica quando progettano i prodotti. Ora inizieremo a parlare dei perni di espulsione delle parti stampate a iniezione.

Che cos'è il perno di espulsione?
Il perno di espulsione è un componente cilindrico utilizzato nello stampaggio a iniezione per rimuovere i pezzi finiti dal nucleo dello stampo. Di solito è realizzato in lega d'acciaio e costruito per resistere a pressioni elevate e a movimenti ripetitivi.
Posizionato nella piastra di espulsione dello stampo/diaframma, il perno di espulsione si estende nella nucleo dello stampo e applica una forza per spingere fuori la parte stampata quando lo stampo si apre. I perni di espulsione variano per dimensioni, forma e configurazione per adattarsi a diversi progetti di stampi e geometrie di pezzi. Il loro posizionamento preciso e il loro funzionamento efficace sono essenziali per un'espulsione efficiente dei pezzi e per le prestazioni complessive dello stampo.
Qual è il numero abituale di perni di espulsione in uno stampo?
Impatto della quantità di pin di espulsione sulla qualità e sull'efficienza produttiva dei pezzi stampati ad iniezione
La quantità di perni di espulsione influisce in modo significativo sia sulla qualità dei pezzi stampati a iniezione che sull'efficienza della produzione. Una quantità insufficiente di perni di espulsione può causare difetti quali vuoti e segni di lavandino all'interno dei pezzi stampati, riducendo così la qualità del prodotto. Al contrario, un numero eccessivo di perni di espulsione non solo aumenta i costi di produzione dello stampo, ma riduce anche l'efficienza della produzione di stampaggio a iniezione, causando potenzialmente rallentamenti o addirittura inceppamenti della macchina.
Metodi per stimare il numero di perni di espulsione
Per stimare il numero di perni di espulsione necessari sono necessarie diverse fasi:
1. Analisi della struttura e dei requisiti di lavorazione delle parti stampate a iniezione: È fondamentale comprendere la struttura dei pezzi stampati, comprese le caratteristiche come lo spessore delle pareti, i fori, le sporgenze e i requisiti di lavorazione, come la necessità di rimuovere il supporto e la punzonatura. Questi fattori influenzano in modo significativo il numero necessario di perni di espulsione.
2. Determinazione della pressione di iniezione della macchina: In base al modello e alle specifiche della macchina di stampaggio a iniezione, è necessario determinare la pressione di iniezione della macchina. La pressione di iniezione è uno dei fattori chiave che influenzano il numero di perni di espulsione.
3. Calcolo dell'area della cavità dello stampo: In base alla struttura dei pezzi stampati e alla pressione di iniezione, calcolare l'area della cavità dello stampo necessaria. L'area della cavità dello stampo è un importante punto di riferimento per stabilire il limite superiore del numero di perni di espulsione.
4. Stima del numero di perni di espulsione: Combinando i dati di cui sopra con l'esperienza pratica, si può stimare il numero appropriato di perni di espulsione. In generale, il numero di perni di espulsione dovrebbe essere maggiore o uguale all'area della cavità dello stampo divisa per la pressione di iniezione, ulteriormente divisa per il valore della pressione dei perni di espulsione. Tuttavia, è essenziale evitare una disposizione eccessivamente densa dei perni di espulsione per evitare tassi di scarto eccessivi.
Materiali comuni utilizzati per i perni di espulsione negli stampi
I perni di espulsione degli stampi sono in genere realizzati in acciaio rapido e sottoposti a un successivo trattamento termico. Sul mercato sono disponibili diversi tipi di acciaio, tra cui quelli comunemente utilizzati sono SKD61 e SKH51.
Questi perni hanno in genere una durezza compresa tra 50 e 55 gradi e sono sottoposti a trattamenti di tempra superficiale e nitrurazione.
Inoltre, esistono perni di espulsione realizzati in acciaio rapido ordinario, che vengono utilizzati in applicazioni meno impegnative. I prezzi dei perni di espulsione variano notevolmente sul mercato, con quelli dei produttori di marca più costosi.
Perni di espulsione SKD61 cinesi:
Sono i più comuni perni di espulsione disponibili, con durezza e resistenza al calore medie. Sono adatti per stampi in cui i requisiti di precisione e durezza non sono troppo elevati e sono relativamente più economici.
Perni di espulsione SKD61 taiwanesi nitrurati:
Questi perni offrono una maggiore durezza e resistenza al calore rispetto al normale materiale SKD61. Sono preferiti da molti clienti e hanno un prezzo leggermente superiore a quello dei perni SKD61 cinesi.
Perni di espulsione giapponesi SKD61 nitrurati sotto vuoto:
Questi perni sono sottoposti a trattamento termico in un forno di nitrurazione sottovuoto, ottenendo un materiale SKD61 di alta qualità con eccellente durezza, resistenza al calore e consistenza della durezza interna ed esterna. Sono una scelta eccellente per gli stampi con elevati requisiti per i perni di espulsione, grazie alla qualità superiore della materia prima, ma hanno un prezzo più elevato rispetto alle opzioni precedenti.
Perni di espulsione SKH-51:
Realizzati in acciaio ad alta velocità, i perni di espulsione SKH51 sono scelti dalle fabbriche di stampi quando i requisiti sono elevati. L'SKH51 è un acciaio ad alta velocità contenente tungsteno, noto per le sue eccellenti caratteristiche di resistenza al calore, tenacità e durezza, che lo rendono la scelta ideale per le applicazioni più impegnative.
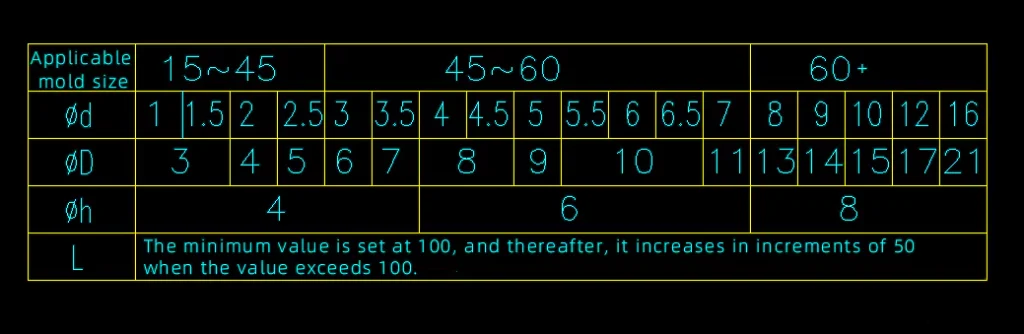
Diverse misure di spine di espulsione comunemente utilizzate.
Principi di progettazione per perni di espulsione e sistemi di espulsione
Vale la pena menzionare il fatto che i fornitori di stampi possono ricevere i perni di espulsione dai loro fornitori, ma è comunque molto importante prestare sufficiente attenzione alle considerazioni sulla progettazione dei perni di espulsione quando l'azienda progetta lo stampo. Il design gioca un ruolo cruciale nel fornire la migliore funzione di stampo di espulsione senza causare problemi come l'incollaggio o il danneggiamento dei pezzi. Ecco i principi fondamentali di progettazione visiva:
1. Ottimizzazione del posizionamento del perno di espulsione per l'efficienza della progettazione dello stampo
Prima della progettazione dello stampo, la posizione del perno di espulsione è una questione di preoccupazione, favorendo il più possibile la sua disposizione vicino alle nervature o ai punti in cui si prevede un'elevata forza di espulsione. A questo proposito, questo posizionamento di scopo strategico è un fattore importante nell'uso delle forze con tutti i punti critici, in modo che sia possibile espellere il pezzo stampato con facilità e precisione. In questo modo si otterrà un'espulsione efficace e affidabile senza causare danni o deformazioni del pezzo. La collocazione di queste posizioni selezionate nel progetto dello stampo consente di migliorare il processo di espulsione e di aumentare il successo complessivo dello stampaggio a iniezione.
2. Mantenimento dell'autorizzazione
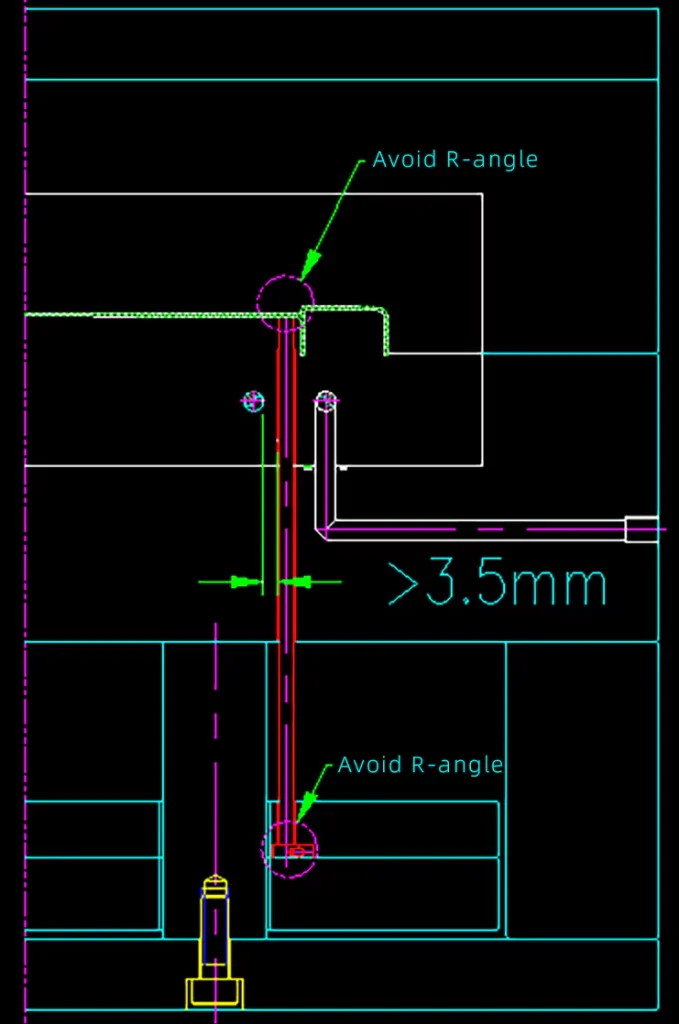
Per garantire il corretto funzionamento ed evitare qualsiasi interferenza, si raccomanda di mantenere una distanza minima di 3,5 mm tra la linea di galleggiamento e il perno di espulsione. Questa distanza consente uno spazio sufficiente e impedisce qualsiasi contatto o collisione potenziale tra il perno di espulsione e la linea di galleggiamento durante il processo di espulsione. Mantenendo questa distanza, il design dello stampo può ospitare efficacemente i componenti necessari e promuovere un'espulsione regolare ed efficiente senza compromettere l'integrità o le prestazioni dello stampo o del pezzo iniettato. (Vedere l'immagine seguente).
3. Assicurare il corretto allineamento
Per garantire un funzionamento efficace ed evitare qualsiasi interferenza, è importante posizionare il perno di espulsione in modo tale che la coppa di espulsione non passi attraverso il foro della piastra di espulsione quando questa è vicina alla colonna di supporto. Questo principio garantisce che la coppa di espulsione rimanga correttamente allineata e non ostacoli il movimento della piastra di espulsione. Rispettando questa considerazione progettuale, lo stampo può funzionare senza problemi, consentendo un'espulsione efficiente del pezzo stampato senza potenziali complicazioni o malfunzionamenti. (Fare riferimento all'immagine seguente).
4. Ottimizzazione dell'orientamento del perno di espulsione per migliorare le prestazioni
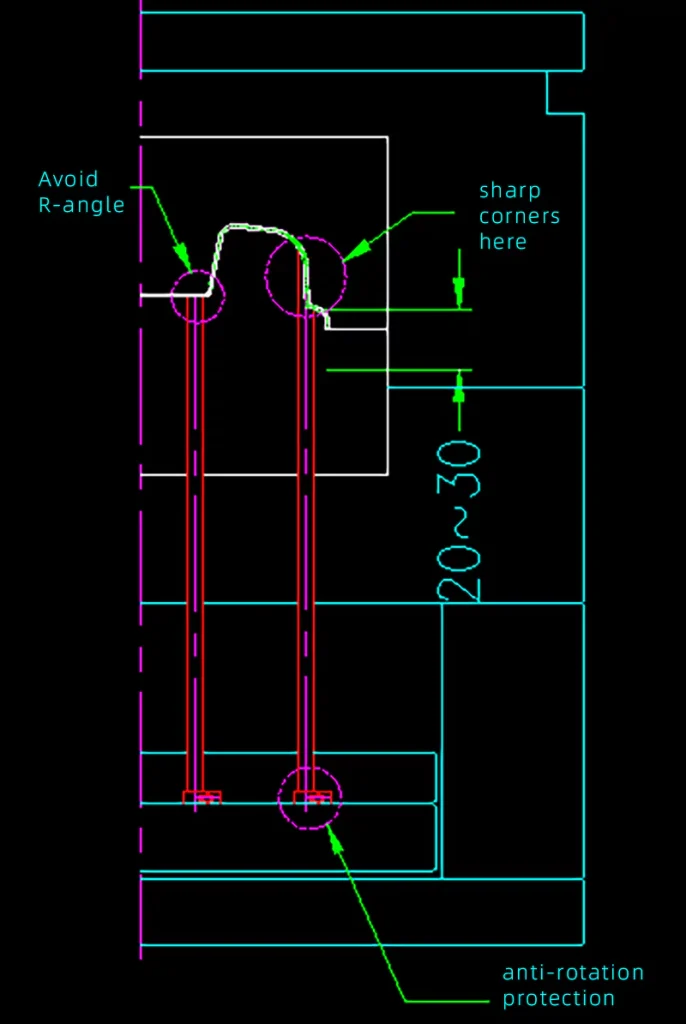
Per ottimizzare le prestazioni e la durata del perno di espulsione, si raccomanda di posizionarlo in piano, evitando aree con angoli R, angoli acuti, pendenze elevate e posizioni troppo vicine alla posizione del gate. Assicurando un posizionamento piatto e adeguato, il perno di espulsione può esercitare una forza di espulsione costante ed efficiente senza incontrare ostacoli inutili o potenziali danni allo stampo o alla parte espulsa. Questa considerazione progettuale migliora la funzionalità e l'affidabilità complessiva dello stampo, contribuendo a rendere più fluidi i processi di stampaggio a iniezione e a migliorare la qualità del prodotto. (Fare riferimento all'immagine seguente).
5. Garantire la stabilità
Quando l'espulsore è posizionato su una superficie curva, è essenziale incorporare una protezione antirotazione per la coppa. Questo design impedisce la rotazione indesiderata della coppa durante il processo di espulsione, assicurando che rimanga correttamente allineata e agganciata alla parte espulsa. La coppa può resistere efficacemente alle forze di rotazione e mantenere l'orientamento previsto incorporando meccanismi o caratteristiche anti-rotazione, come perni di guida o sedi per chiavette. Questo principio di progettazione contribuisce a migliorare l'affidabilità e la precisione del sistema di espulsione, riducendo al minimo il rischio di disallineamento o di danni durante il funzionamento dello stampo. (Vedere l'immagine seguente).
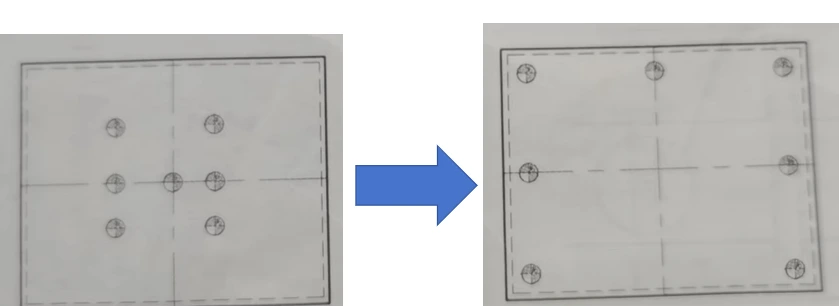
6. Miglioramento della distribuzione della forza di espulsione
Per una distribuzione uniforme delle forze di espulsione, si consiglia di distribuire uniformemente i perni di espulsione sullo stampo. Tuttavia, quando la superficie di espulsione del prodotto non ha requisiti estetici specifici e si trova in una posizione adeguata, è preferibile utilizzare perni di espulsione più grandi. Questa scelta aiuta a distribuire la forza di espulsione in modo più efficace e garantisce una corretta espulsione del pezzo stampato. Utilizzando strategicamente perni di espulsione più grandi, la progettazione dello stampo può ottimizzare le prestazioni di espulsione e migliorare l'efficienza complessiva del processo di stampaggio a iniezione. (Vedere l'immagine seguente).
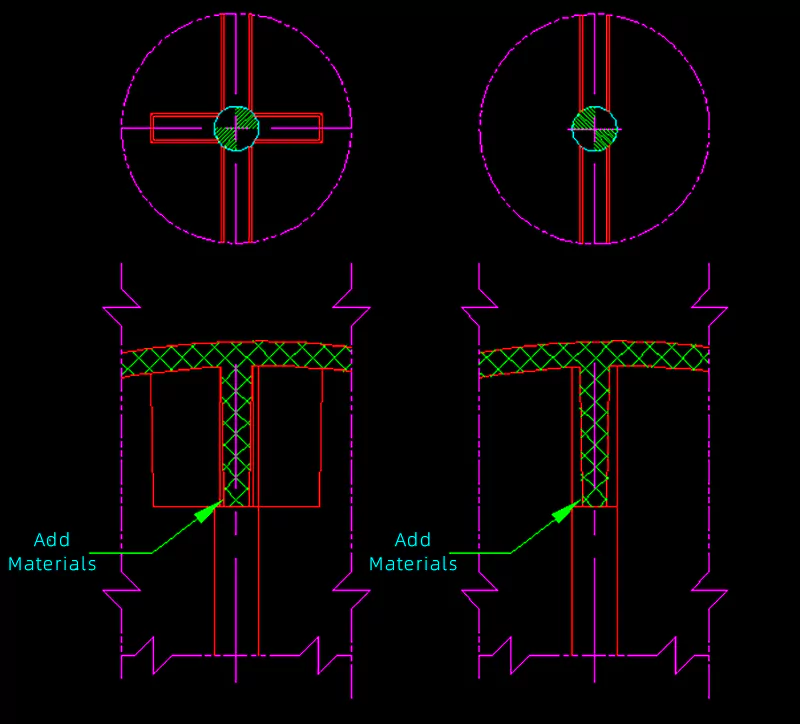
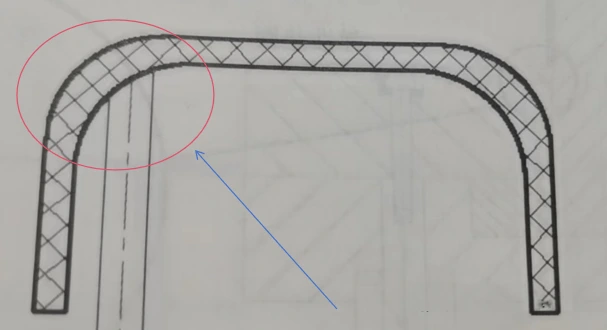
7. Affrontare le configurazioni complesse delle costole
Per accogliere nervature a forma di croce o più profonde senza causare segni di affossamento o alterare il prodotto, è possibile aggiungere ulteriore materiale utilizzando il metodo illustrato nella Figura C. Questo approccio consente di riempire correttamente le cavità dello stampo e garantisce che il prodotto stampato mantenga le dimensioni previste e l'integrità strutturale. Applicando strategicamente questa tecnica, la progettazione dello stampo può affrontare efficacemente le sfide poste dalle configurazioni complesse delle nervature e produrre pezzi stampati di alta qualità. (Vedere l'immagine seguente).
8. Minimizzare il numero di dimensioni
Ridurre al minimo il numero di dimensioni dei perni di espulsione utilizzati in una serie di stampi.
9. Garantire una facile espulsione
Per evitare difficoltà nel rimuovere il prodotto e garantire una facile espulsione, è consigliabile evitare di posizionare il perno di espulsione troppo vicino al bordo del prodotto, soprattutto quando il ritiro del prodotto è significativo.
Se alcuni dei suggerimenti per la progettazione del perno di espulsione di cui sopra vi sembrano troppo complicati, potete prendere in considerazione i seguenti semplici consigli:
1. Posizionare i perni di espulsione nelle aree in cui è difficile rimuovere il prodotto dallo stampo e assicurarsi che siano distribuiti in modo uniforme per esercitare una forza uniforme sul prodotto, evitando deformazioni durante l'espulsione.
2. Quando la superficie espulsa dal perno di espulsione non è piana, ma inclinata o curva, è necessario un trattamento antirotazione del perno di espulsione.
Frattura dei perni di espulsione
Come gestire i perni di espulsione rotti
1. Se il perno è rotto ma non incastrato, è sufficiente estrarlo dallo stampo.
2. Nel caso di un perno inceppato, utilizzare una punta di trapano per praticare un foro e quindi estrarre la parte rimanente. Questo metodo è adatto ai perni di espulsione in materiale morbido.
3. Un'altra opzione è quella di praticare un foro di scarico ed eseguire il taglio del filo per rimuovere il perno rotto.
4. Se possibile, considerare l'annullamento del perno di espulsione se non influisce sul processo di espulsione. Questo passo può essere fatto per evitare ulteriori complicazioni.
Ricordate di valutare attentamente la situazione. Scegliete il metodo appropriato in base alle circostanze specifiche per risolvere efficacemente il problema del perno di espulsione rotto.
Come evitare la rottura dei perni di espulsione
Aumentare la resistenza dei perni di espulsione
1. Scegliere perni di espulsione di alta qualità e realizzati con buoni materiali. Scegliere perni di espulsione sottoposti a trattamento termico e nitrurazione superficiale per migliorarne la resistenza e la durata.
2. Aumentare il diametro esterno del perno di espulsione a sezione singola. Se lo spazio nello stampo è sufficiente, è possibile aumentare il diametro del foro del nucleo dello stampo, della piastra B e del foro della piastra di ritegno dell'espulsore per garantire un supporto e una stabilità migliori.
3. Considerare l'utilizzo di perni di espulsione a doppia sezione anziché a sezione singola. I perni di espulsione a doppia sezione offrono maggiore resistenza e resilienza, riducendo il rischio di frattura rispetto ai loro omologhi a sezione singola.
Espulsione migliorata e resistenza all'espulsione ridotta
1. Aumentare il numero di perni di espulsione nelle aree in cui la rottura è più probabile, soprattutto in quelle con spazio limitato. Distribuendo la forza di espulsione tra più perni, si riduce la sollecitazione su ciascun perno, minimizzando il rischio di rottura.
2. Migliorare la finitura superficiale intorno allo stampo maschio e all'area della scanalatura della nervatura. La lucidatura di queste superfici o l'incorporazione di una pendenza di demold può facilitare un'espulsione più fluida, riducendo lo sforzo sui perni di espulsione e diminuendo la probabilità di rottura.
L'olio per il perno di espulsione
Per i produttori di stampi a iniezione, c'è un altro punto da tenere presente. Durante il processo di stampaggio a iniezione, il perno di espulsione e il foro del perno di espulsione si sfregano l'uno contro l'altro. Se il perno di espulsione non viene lubrificato frequentemente con olio per perni di espulsione, il perno di espulsione si brucia o si usura. Inoltre, il foro del perno di espulsione si consuma e si allarga, causando bave e compromettendo la qualità del prodotto (o dell'assemblaggio).
A volte è necessario lavorare le bave nella posizione del perno di espulsione e può verificarsi persino la rottura dell'ago, ostacolando il regolare svolgimento della produzione.
Pertanto, si raccomanda ai produttori di stampi a iniezione di spruzzare regolarmente e tempestivamente olio per perni di espulsione sui perni di espulsione per lubrificarli e proteggerli.
Uso dell'olio per spine di espulsione
L'olio per perni di espulsione è generalmente un lubrificante per guide di alta qualità, con un film d'olio tenace e senza perdite, eccellenti prestazioni di lubrificazione, antiruggine e antiscricchiolio, utilizzato per la lubrificazione dei perni di espulsione degli stampi in plastica (aste di spinta).
Occasioni d'uso
Durante il processo di sformatura, se il perno di espulsione incontra troppa resistenza o si ritrae male, è necessario spruzzare olio per perni di espulsione. Una persona deve essere incaricata quotidianamente di spruzzare l'olio per perni di espulsione sui perni di espulsione. Questa operazione deve avvenire a orari prestabiliti, almeno una volta per turno, a scopo di lubrificazione/protezione.
Parole finali
La conoscenza dell'uso dei perni di espulsione negli stampi e nello stampaggio a iniezione è un argomento profondo. La sua padronanza richiede molto tempo. Le conoscenze sui perni di espulsione discusse in questo articolo sono relativamente basilari. Ci sono molti argomenti avanzati che non abbiamo trattato, come il coordinamento tra i perni di espulsione e i cursori, nonché l'integrazione dei perni di espulsione con i sistemi di stampaggio a iniezione. sollevatori, tra gli altri.
Per i progettisti di prodotti, forse è già sufficiente comprendere il principio di funzionamento e le basi del layout dei perni di espulsione. Questa conoscenza può aiutarli a evitare alcuni progetti scadenti legati all'aspetto dei prodotti in plastica nel design industriale. Questo è tutto per la giornata di oggi. Se siete interessati agli stampi e desiderate discuterne ulteriormente, scrivetemi pure all'indirizzo e-mail [email protected].











