

顶针通常用于以下设备的顶出系统中 注塑模具.就像 模座它们通常不是以下两种情况的焦点 模具制造商 或注塑工厂。因此,大多数模具制造商都从外部购买顶针。
顶针是工业产品设计师需要掌握的一门知识,因为注塑产品在注塑完成后通常会留下顶针痕迹。因此,产品设计师在设计产品时需要考虑塑料产品的顶针位置。下面,我们将开始介绍注塑模具零件的顶针。

什么是弹出针?
顶针是注塑成型中使用的圆柱形部件,用于将成品部件从模芯中取出。它通常由合金钢制成,具有耐高压和重复运动的特点。
顶针安装在模具中的顶出板上,顶针伸入模具中。 模芯 当模具打开时,顶针会施加力将成型部件推出。顶针的尺寸、形状和配置各不相同,以适应不同的模具设计和零件几何形状。顶针的精确位置和有效操作对零件的高效顶出和整体模具性能至关重要。
模具中顶针的数量通常是多少?
顶针数量对注塑成型零件质量和生产效率的影响
顶针的数量会严重影响注塑件的质量和生产效率。顶针数量不足会导致缺陷,如空洞和缺陷。 沉痕 从而降低产品质量。相反,顶针数量过多不仅会增加模具制造成本,还会降低注塑生产效率,可能导致机器动作迟缓甚至卡死。
估算顶针数量的方法
估算所需的顶针数量需要几个步骤:
1.分析注塑成型零件的结构和加工要求: 了解成型零件的结构,包括壁厚、孔洞、突出物等特征,以及加工要求(如需要去除支撑和冲孔)至关重要。这些因素对所需的顶针数量有很大影响。
2.确定机器注塑压力: 根据注塑机的型号和规格,需要确定注塑机的注塑压力。注塑压力是影响顶针数量的关键因素之一。
3.计算模腔面积: 根据成型零件的结构和注塑压力,计算所需的模腔面积。模腔面积是确定顶针数量上限的重要参考数据。
4.估算顶针数量: 结合上述数据和实际经验,估算出合适的顶针数量。一般来说,顶针数量应大于或等于模具型腔面积除以注塑压力,再除以顶针压力值。不过,必须避免顶针排列过密,以防废品率过高。
模具顶针的常用材料
模具中的顶针通常由高速钢制成,并经过后续热处理。市场上有各种牌号,常用的有 SKD61 和 SKH51。
这些销子的硬度通常在 50 到 55 度之间,并经过表面硬化和氮化处理。
此外,还有由普通高速钢制成的顶针,用于要求不高的应用。顶针在市场上的价格差异很大,品牌制造商生产的顶针价格更高。
中国 SKD61 弹射栓:
这是最常见的顶针,硬度和耐热性一般。它们适用于精度和硬度要求不太高的模具,而且价格相对较低。
台湾氮化 SKD61 顶针:
与普通 SKD61 材料相比,这些栓的硬度和耐热性都有所提高。它们受到许多客户的青睐,价格略高于中国的 SKD61 销钉。
日本真空氮化 SKD61 顶针:
这些销钉在真空氮化炉中经过热处理,可获得高质量的 SKD61 材料,具有极佳的硬度、耐热性和内外硬度一致性。由于原材料质量上乘,它们是对顶针要求较高的模具的绝佳选择,但与前几种产品相比,价格较高。
SKH-51 弹射栓:
SKH51 顶针由高速钢制成,是对顶针有高要求的模具厂的首选。SKH51 是一种含钨高速钢,以其出色的耐热性、韧性和硬度而著称,是高要求应用的理想选择。
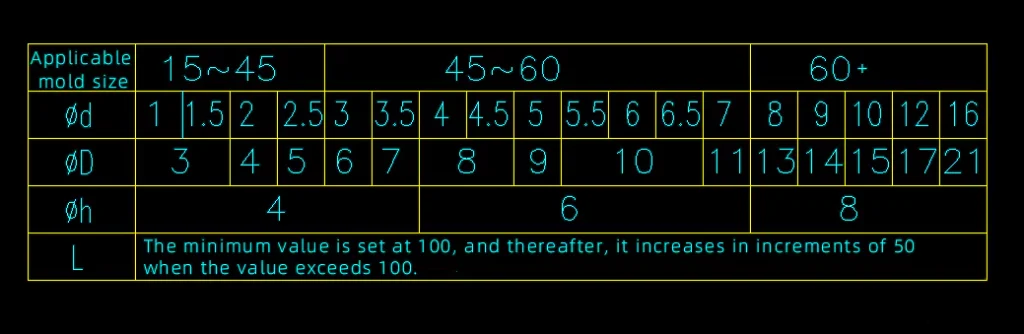
多种尺寸的常用顶针。
顶针和顶针系统的设计原则
值得一提的是,模具供应商可以从其供应商处获得顶针,但在公司设计模具时,对顶针的设计考虑因素给予足够的重视仍然非常重要。设计在提供最佳顶出模具功能而不造成任何部件粘连或损坏等问题方面起着至关重要的作用。以下是基本的视觉设计原则:
1.优化顶针位置,提高模具设计效率
在模具设计之前,顶针的位置是一个值得关注的问题,应尽可能将其安排在肋骨附近或预期顶出力较大的点上。在这方面,这种具有战略目的的定位是利用所有关键点的力量的一个重要因素,从而可以轻松而精确地顶出成型零件。因此,这将实现有效、可靠的顶出,而不会导致零件损坏或变形。通过在模具设计中对这些选定位置进行销钉定位,可以改善顶出过程,提高注塑成型的整体成功率。
2.保持净空
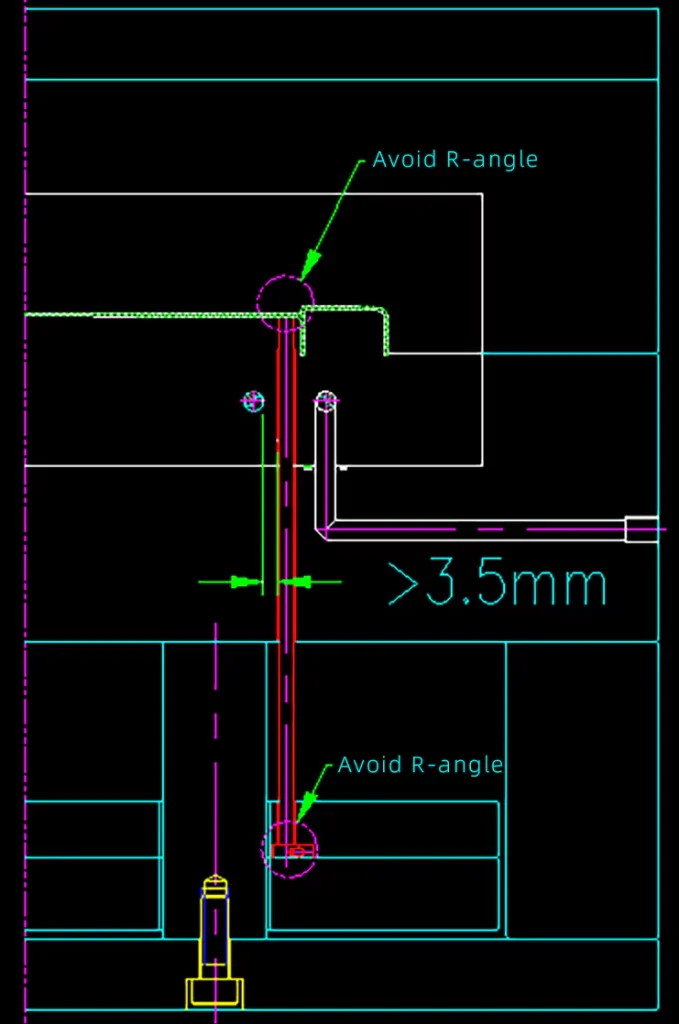
为确保正常功能并避免任何干扰,建议在水线和顶针之间保持至少 3.5 毫米的距离。这一距离可留出足够的间隙,防止顶针和水线在顶出过程中发生任何潜在的接触或碰撞。通过保持这一距离,模具设计可以有效地容纳必要的部件,并促进顺利、高效的顶出,而不会影响模具或注塑部件的完整性或性能。(请参考下图)。
3.确保正确对齐
为确保有效操作并防止出现任何干扰,顶出销的位置必须确保顶出杯在靠近支撑柱时不会穿过顶出板的孔。这一原则可确保顶出杯保持正确对齐,并且不会阻碍顶出板的移动。遵循这一设计原则,模具就能顺利运作,有效顶出成型零件,而不会出现任何潜在的并发症或故障。(请参考下图)。
4.优化顶针方向以提高性能
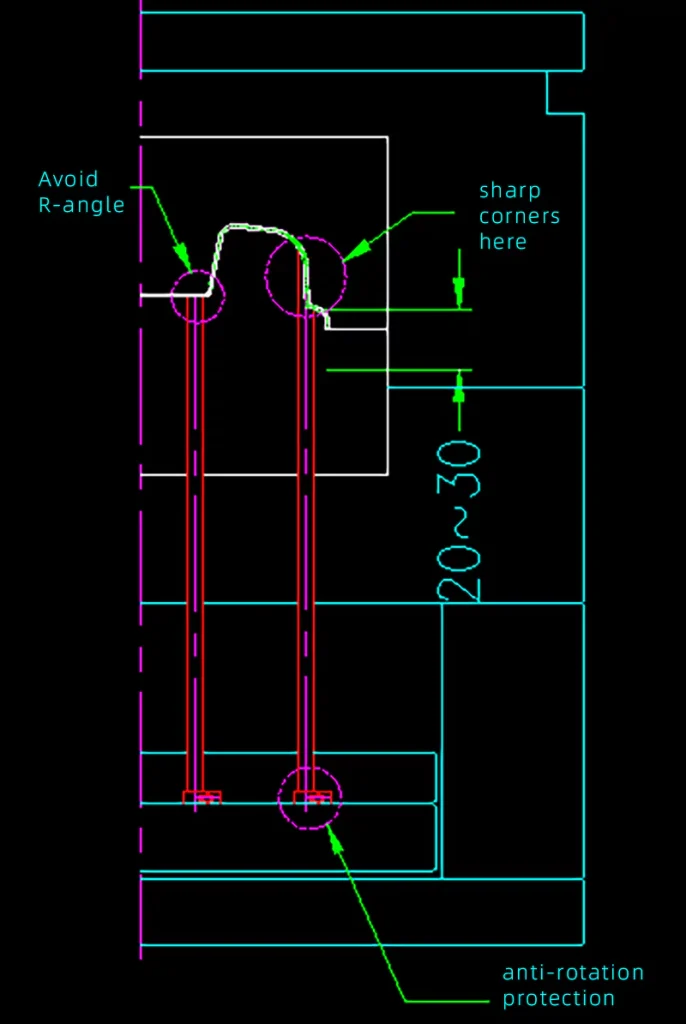
为优化顶针的性能和耐用性,建议将其放置在平坦的方向,避免放置在有 R 角、锐角、陡坡的区域,以及太靠近浇口位置的位置。通过确保平整和合适的位置,顶针可以施加一致和有效的顶出力,而不会遇到不必要的障碍物或对模具或顶出部件造成潜在的损坏。这种设计考虑增强了模具的整体功能性和可靠性,有助于实现更顺畅的注塑成型流程和提高产品质量。(请参考下图)
5.确保稳定
当顶出装置安装在曲面上时,必须为顶出杯安装防旋转保护装置。这种设计可防止顶杯在顶出过程中发生意外旋转,确保顶杯与顶出的工件保持正确对齐和啮合。通过采用防旋转机构或特征(如导向销或键槽),冲杯可有效抵抗旋转力并保持其预定方向。这一设计原理有助于提高顶出系统的可靠性和准确性,最大限度地降低模具运行过程中发生错位或损坏的风险。(请参考下图)。
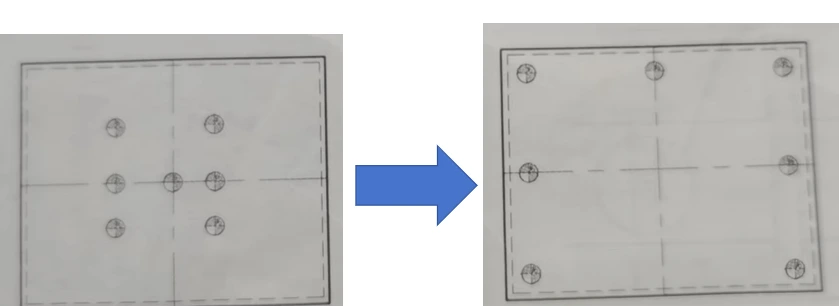
6.加强弹射力分布
为使顶出力分布均匀,建议在模具上均匀分布顶针。但是,如果产品顶出表面没有任何特定的外观要求,并且位于合适的位置,则最好使用较大的顶针。这种选择有助于更有效地分配顶出力,并确保成型部件的正确顶出。通过战略性地使用较大的顶针,模具设计可以优化顶出性能,提高注塑成型工艺的整体效率。(请参考下图)。
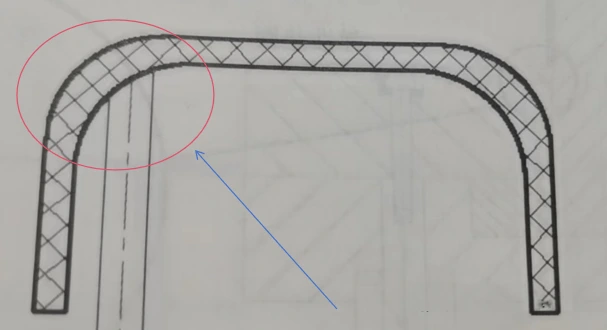
7.解决复杂的肋骨配置问题
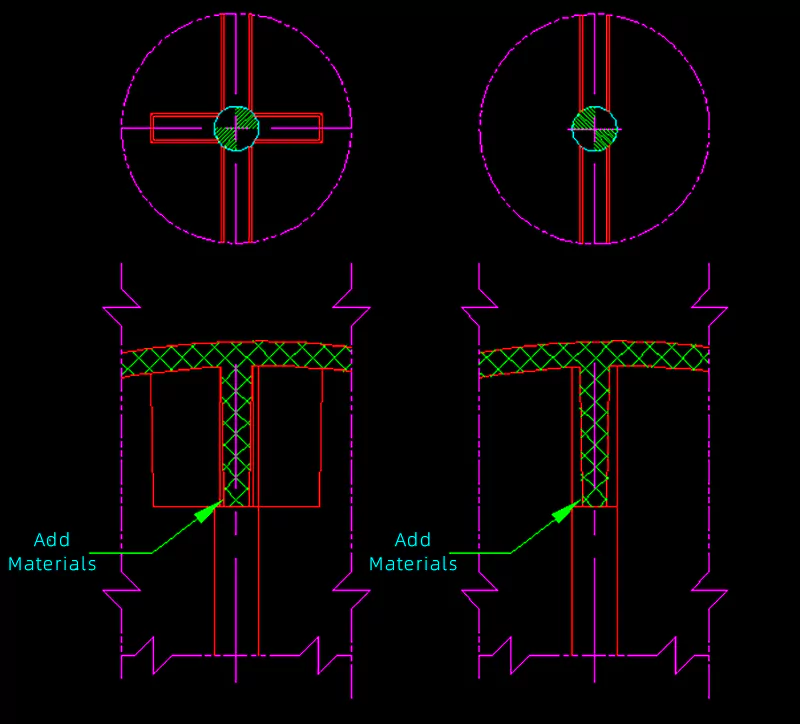
为了在不造成凹痕或影响产品的情况下容纳十字形或更深的肋条,可采用图 C 所示的方法添加额外的材料。通过战略性地应用这一技术,模具设计可以有效地应对复杂肋配置带来的挑战,并生产出高质量的模塑件。(请参考下图)。
8.最小化尺寸数量
尽量减少一套模具中使用的顶针尺寸数量
9.确保轻松弹射
为防止难以取出产品并确保轻松顶出,建议避免将顶针放在离产品边缘太近的地方,尤其是在产品收缩较大时。
如果您觉得上述一些顶针设计建议过于复杂,您可以考虑以下简单的建议:
1.将顶针放置在产品难以从模具中取出的区域,并确保顶针均匀分布,以便对产品施加均匀的力,避免顶出过程中发生变形。
2.如果顶针顶出的表面不是平面,而是倾斜或弯曲的,则需要对顶针进行防旋转处理。
顶针断裂
如何处理断裂的顶针
1.如果销钉断裂但未卡住,只需将其从模具中敲出即可。
2.如果销钉被卡住,可用钻头钻出一个孔,然后将剩余部分敲出。此方法适用于软材料顶针。
3.另一种方法是钻一个放电孔,然后进行线切割,取出断针。
4.如果可能,在不影响弹射过程的情况下,考虑取消弹射销。采取这一步骤可避免进一步的并发症。
切记要仔细评估情况。根据具体情况选择适当的方法,有效解决弹针断裂问题。
如何避免顶针断裂
增加顶针的强度
1.选择用优质材料制成的高质量顶针。选择经过热处理和表面氮化处理的顶针,以提高其强度和耐用性。
2.增大单节顶针的外径。如果模具有足够的空间,可以增大相应模芯孔、B 板和顶出固定板孔的直径,以提供更好的支撑和稳定性。
3.考虑使用双节顶针而不是单节顶针。双节顶针具有更高的强度和韧性,与单节顶针相比,可降低断裂风险。
增强弹射能力,减少弹射阻力
1.在容易发生破损的区域,尤其是空间有限的区域,增加顶针的数量。通过将弹射力分散到多个销钉上,可以减少每个销钉上的应力,从而将破损风险降至最低。
2.提高阳模周围和肋槽区域的表面光洁度。对这些表面进行抛光或加入脱模斜坡,可使顶出更加顺畅,减少顶针的应力,降低断裂的可能性。
顶针油
对于注塑制造商来说,还有一点需要注意。在注塑过程中,顶针和顶针孔会相互摩擦。如果不经常使用顶针油润滑顶针,顶针就会烧坏或磨损。此外,顶针孔也会磨损和变大,从而产生毛刺,影响产品质量(或装配)。
有时需要对顶针位置的毛刺进行处理,甚至会出现断针现象,阻碍生产的顺利进行。
因此,建议注塑制造商定期、及时地在顶针上喷洒顶针油,以起到润滑和保护作用。
顶针油的使用
顶针油一般是一种优质导轨润滑油,油膜坚韧不流失,具有优异的润滑、防锈和防蠕变性能,用于润滑塑料模具的顶针(推杆)。
使用场合
在脱模过程中,如果顶针遇到的阻力过大或缩回不良,则应喷洒顶针油。应每天安排专人向顶针喷射顶针油。这项工作应在规定的时间进行,每班至少一次,以起到润滑/保护作用。
最后的话
在模具和注塑成型中使用顶针是一门深奥的学问。需要花费大量时间才能掌握。本文讨论的顶针知识相对比较基础。还有许多高级话题我们没有涉及,例如顶针与滑块之间的协调,以及顶针与注塑模具的整合。 升降机等等。
对于产品设计师来说,也许了解顶针的工作原理和布局基础知识就已经足够了。这些知识可以帮助他们在工业设计中避免一些与塑料产品外观相关的不良设计。今天的分享就到这里。如果您对模具感兴趣并希望进一步讨论,请随时发邮件至 [email protected].











