

Les goupilles d'éjection sont couramment utilisées dans le système d'éjection des moules d'injection. Comme le fond de mouleils ne sont généralement pas au centre de l'attention de l'une ou l'autre des parties prenantes. fabricants de moules ou les usines de moulage par injection. C'est pourquoi la plupart des fabricants de moules achètent des goupilles d'éjection à l'extérieur.
Les broches d'éjection sont un élément de connaissance que les concepteurs de produits industriels doivent maîtriser car les produits moulés par injection laissent généralement une marque de broche d'éjection une fois le moulage par injection terminé. Par conséquent, les concepteurs de produits doivent tenir compte de la position des éjecteurs des produits en plastique lors de la conception des produits. Nous allons maintenant nous pencher sur les goupilles d'éjection des pièces moulées par injection.

Qu'est-ce que la goupille d'éjection ?
Une broche d'éjection est un composant cylindrique utilisé dans le moulage par injection pour retirer les pièces finies du noyau du moule. Il est généralement fabriqué en alliage d'acier et conçu pour résister à des pressions élevées et à des mouvements répétitifs.
Positionnée dans la plaque d'éjection du moule, la goupille d'éjection s'étend dans le moule. noyau du moule et applique une force pour pousser la pièce moulée vers l'extérieur lorsque le moule s'ouvre. Les broches d'éjection varient en taille, en forme et en configuration pour s'adapter aux différentes conceptions de moules et géométries de pièces. Leur positionnement précis et leur fonctionnement efficace sont essentiels à l'éjection efficace des pièces et aux performances globales du moule.
Quel est le nombre habituel de goupilles d'éjection dans un moule ?
Impact de la quantité de goupilles d'éjection sur la qualité et l'efficacité de la production de pièces moulées par injection
La quantité de goupilles d'éjection influe considérablement sur la qualité des pièces moulées par injection et sur l'efficacité de la production. Une quantité insuffisante de goupilles d'éjection peut entraîner des défauts tels que des vides et des marques d'évier dans les pièces moulées, réduisant ainsi la qualité du produit. Inversement, un nombre excessif de broches d'éjection augmente non seulement les coûts de fabrication des moules, mais diminue également l'efficacité de la production de moulage par injection, ce qui peut entraîner un ralentissement des opérations de la machine, voire un blocage.
Méthodes d'estimation du nombre de broches d'éjection
L'estimation du nombre de goupilles d'éjection nécessaires se fait en plusieurs étapes :
1. Analyse de la structure et des exigences de traitement des pièces moulées par injection : Il est essentiel de comprendre la structure des pièces moulées, y compris les caractéristiques telles que l'épaisseur de la paroi, les trous, les saillies, et les exigences de traitement telles que la nécessité d'enlever le support et de poinçonner. Ces facteurs influencent considérablement le nombre de goupilles d'éjection nécessaires.
2. Détermination de la pression d'injection de la machine : En fonction du modèle et des spécifications de la machine de moulage par injection, la pression d'injection de la machine doit être déterminée. La pression d'injection est l'un des facteurs clés qui influencent le nombre de broches d'éjection.
3. Calcul de la surface de l'empreinte du moule : Sur la base de la structure des pièces moulées et de la pression d'injection, calculez la surface de l'empreinte nécessaire. La surface de la cavité du moule est une donnée de référence importante pour établir la limite supérieure du nombre de broches d'éjection.
4. Estimation du nombre de broches d'éjection : En combinant les données ci-dessus avec l'expérience pratique, il est possible d'estimer le nombre approprié de broches d'éjection. En règle générale, le nombre de broches d'éjection doit être supérieur ou égal à la surface de la cavité du moule divisée par la pression d'injection, elle-même divisée par la valeur de la pression de la broche d'éjection. Toutefois, il est essentiel d'éviter les dispositions trop denses de broches d'éjection afin d'éviter des taux de rebut excessifs.
Matériaux couramment utilisés pour les broches d'éjection dans les moules
Les goupilles d'éjection des moules sont généralement fabriquées en acier rapide et subissent un traitement thermique ultérieur. Différentes nuances sont disponibles sur le marché, les plus couramment utilisées étant le SKD61 et le SKH51.
Ces goupilles ont généralement une dureté comprise entre 50 et 55 degrés et subissent des traitements de trempe superficielle et de nitruration.
Il existe également des goupilles d'éjection en acier rapide ordinaire, qui sont utilisées dans des applications moins exigeantes. Les prix des goupilles d'éjection varient considérablement sur le marché, celles des fabricants de marque étant plus chères.
Goupilles d'éjection chinoises SKD61 :
Il s'agit des goupilles d'éjection les plus courantes, dont la dureté et la résistance à la chaleur sont moyennes. Elles conviennent aux moules pour lesquels les exigences en matière de précision et de dureté ne sont pas trop élevées, et elles sont relativement plus abordables.
Goupilles d'éjection SKD61 nitrurées taïwanaises :
Ces goupilles offrent une dureté et une résistance à la chaleur accrues par rapport au matériau SKD61 ordinaire. Elles sont appréciées par de nombreux clients et leur prix est légèrement supérieur à celui des goupilles chinoises SKD61.
Goupilles d'éjection japonaises SKD61 nitrurées sous vide :
Ces goupilles subissent un traitement thermique dans un four de nitruration sous vide, ce qui permet d'obtenir un matériau SKD61 de haute qualité, d'une dureté et d'une résistance à la chaleur excellentes et d'une dureté interne et externe homogène. Elles constituent un excellent choix pour les moules ayant des exigences élevées en matière de goupilles d'éjection en raison de la qualité supérieure de leur matière première, mais leur prix est plus élevé que celui des options précédentes.
Goupilles d'éjection SKH-51 :
Fabriquées en acier rapide, les goupilles d'éjection SKH51 sont choisies par les usines de moulage lorsqu'elles sont soumises à des exigences élevées. SKH51 est un acier rapide contenant du tungstène connu pour son excellente résistance à la chaleur, sa ténacité et sa dureté, ce qui en fait un choix idéal pour les applications exigeantes.
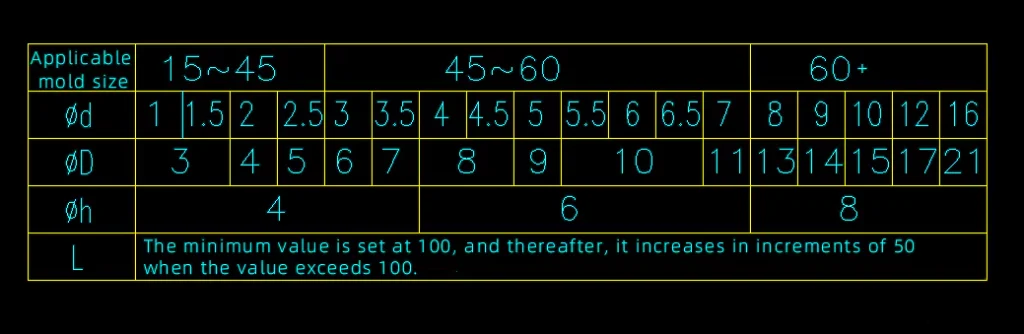
Plusieurs tailles de goupilles d'éjection couramment utilisées.
Principes de conception des éjecteurs et des systèmes d'éjection
Il convient de mentionner que les fournisseurs de moules peuvent recevoir des goupilles d'éjection de leur fournisseur, mais il est néanmoins très important d'accorder suffisamment d'attention aux considérations relatives à la conception des goupilles d'éjection lorsque l'entreprise conçoit le moule. La conception joue un rôle crucial dans l'obtention de la meilleure fonction d'éjection du moule sans causer de problèmes tels que le collage ou l'endommagement de la pièce. Voici les principes fondamentaux de la conception visuelle :
1. Optimisation du positionnement des broches d'éjection pour une meilleure efficacité de la conception des moules
Avant la conception du moule, la position de la broche d'éjection est un sujet de préoccupation, favorisant autant que possible sa disposition à proximité des nervures ou des points où une force d'éjection élevée est attendue. À cet égard, ce positionnement stratégique est un facteur important dans l'utilisation des forces avec tous les points critiques afin qu'il soit possible d'éjecter la pièce moulée facilement et avec précision. Ainsi, on obtiendra une éjection efficace et fiable sans causer de dommages ou de déformation de la pièce. En plaçant ces positions sélectionnées sur la conception du moule, le résultat pourrait améliorer le processus d'éjection et augmenter le succès global du moulage par injection.
2. Maintien de l'autorisation
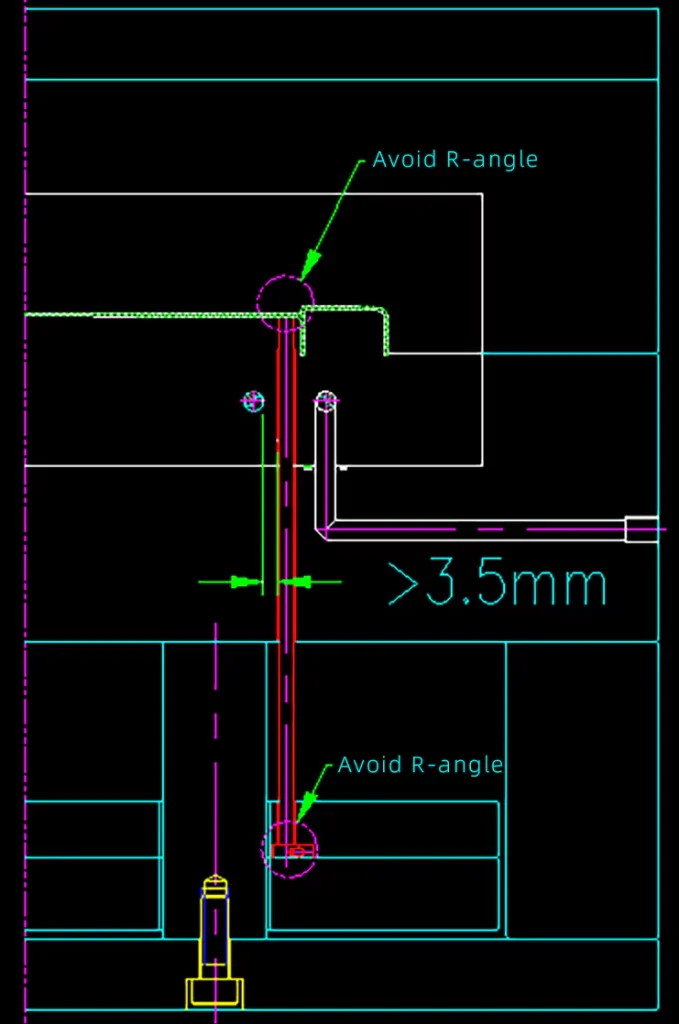
Pour garantir un fonctionnement correct et éviter toute interférence, il est recommandé de maintenir une distance minimale de 3,5 mm entre la ligne de flottaison et la broche d'éjection. Cette distance permet un dégagement suffisant et empêche tout contact ou collision potentiel entre la tige d'éjection et la ligne de flottaison au cours du processus d'éjection. En maintenant cette distance, la conception du moule peut accueillir efficacement les composants nécessaires et favoriser une éjection fluide et efficace sans compromettre l'intégrité ou les performances du moule ou de la pièce injectée. (Veuillez vous référer à l'image suivante).
3. Assurer un alignement correct
Pour assurer un fonctionnement efficace et éviter toute interférence, il est important de positionner la goupille d'éjection de manière à ce que la coupelle d'éjection ne passe pas à travers le trou de la plaque d'éjection lorsqu'elle est proche du pilier de support. Ce principe garantit que la coupelle d'éjection reste correctement alignée et n'entrave pas le mouvement de la plaque d'éjection. En respectant cette considération de conception, le moule peut fonctionner en douceur, permettant une éjection efficace de la pièce moulée sans complications ou dysfonctionnements potentiels. (Veuillez vous référer à l'image suivante).
4. Optimisation de l'orientation de la broche d'éjection pour de meilleures performances
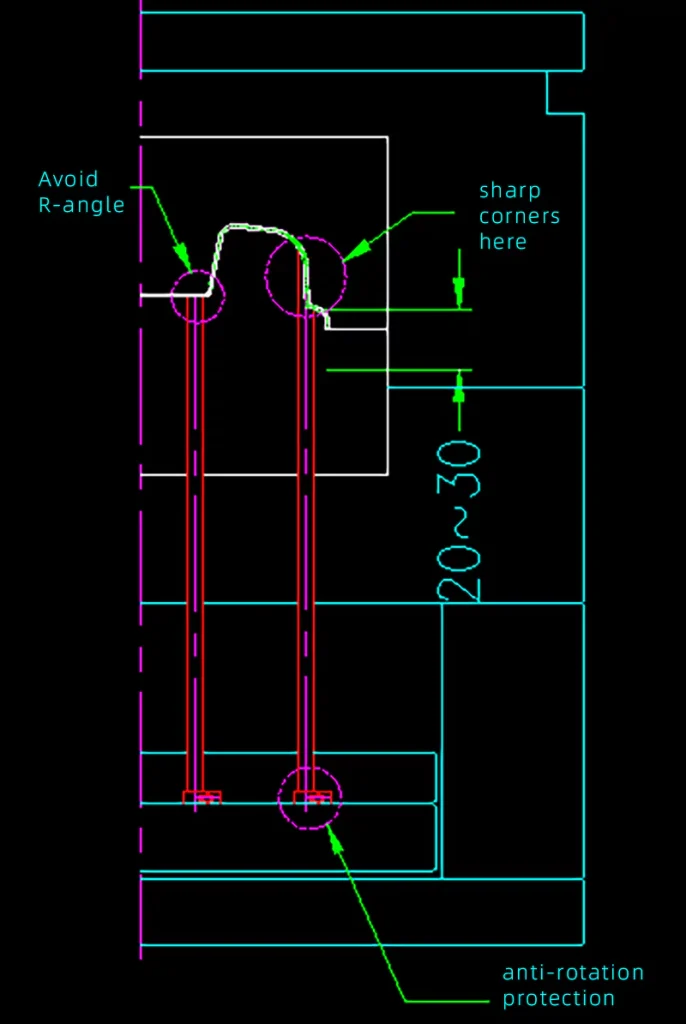
Pour optimiser les performances et la durabilité de la broche d'éjection, il est recommandé de la placer dans une orientation plane, en évitant les zones présentant des angles R, des angles aigus, des pentes raides et des emplacements trop proches de la position de l'obturateur. En assurant un positionnement plat et approprié, la broche d'éjection peut exercer une force d'éjection cohérente et efficace sans rencontrer d'obstacles inutiles ou de dommages potentiels au moule ou à la pièce éjectée. Cette conception améliore la fonctionnalité et la fiabilité globales du moule, contribuant ainsi à des processus de moulage par injection plus fluides et à une meilleure qualité des produits. (Veuillez vous référer à l'image suivante)
5. Assurer la stabilité
Lorsque l'éjecteur est positionné sur une surface courbe, il est essentiel d'incorporer une protection anti-rotation pour la coupelle. Cette conception empêche la rotation indésirable de la coupelle pendant le processus d'éjection, garantissant qu'elle reste correctement alignée et engagée avec la pièce éjectée. La coupelle peut résister efficacement aux forces de rotation et maintenir son orientation prévue en incorporant des mécanismes ou des caractéristiques anti-rotation, tels que des goupilles de guidage ou des rainures de clavette. Ce principe de conception contribue à améliorer la fiabilité et la précision du système d'éjection, en minimisant le risque de désalignement ou d'endommagement pendant le fonctionnement du moule. (Veuillez vous référer à l'image suivante.)
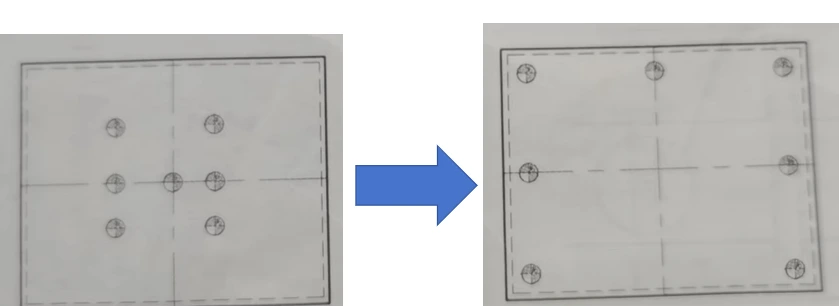
6. Améliorer la répartition de la force d'éjection
Pour une répartition uniforme des forces d'éjection, il est recommandé de répartir uniformément les broches d'éjection sur le moule. Toutefois, lorsque la surface d'éjection du produit n'a pas d'exigences particulières en matière d'apparence et qu'elle est située à un endroit approprié, il est préférable d'utiliser des broches d'éjection plus grandes. Ce choix permet de mieux répartir la force d'éjection et de garantir une éjection correcte de la pièce moulée. En utilisant stratégiquement des broches d'éjection plus grandes, la conception du moule peut optimiser les performances d'éjection et améliorer l'efficacité globale du processus de moulage par injection. (Veuillez vous référer à l'image suivante)
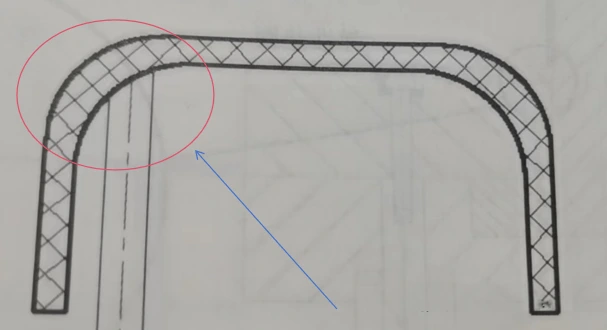
7. La prise en compte des configurations complexes des côtes
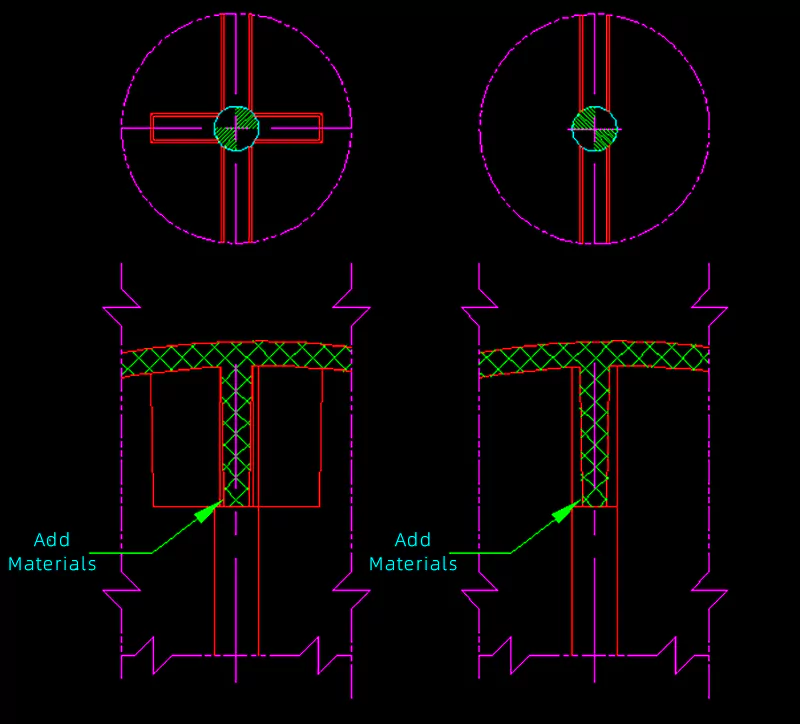
Pour accommoder les nervures en forme de croix ou plus profondes sans causer de marques d'enfoncement ou affecter le produit, il est possible d'ajouter du matériau supplémentaire en utilisant la méthode illustrée à la figure C. Cette approche permet de remplir correctement les cavités du moule et de s'assurer que le produit moulé qui en résulte conserve les dimensions et l'intégrité structurelle voulues. En appliquant stratégiquement cette technique, la conception du moule peut répondre efficacement aux défis posés par les configurations complexes des nervures et produire des pièces moulées de haute qualité. (Voir l'image suivante)
8. Minimiser le nombre de tailles
Minimiser le nombre de tailles de goupilles d'éjection utilisées dans un ensemble de moules
9. Faciliter l'éjection
Pour éviter les difficultés de retrait du produit et assurer une éjection facile, il est conseillé d'éviter de placer la broche d'éjection trop près du bord du produit, surtout lorsque le rétrécissement du produit est important.
Si vous trouvez que certaines des suggestions de conception de la broche d'éjection ci-dessus sont trop compliquées, vous pouvez envisager les conseils simples suivants :
1. Placer les goupilles d'éjection dans les zones où il est difficile de retirer le produit du moule et veiller à ce qu'elles soient uniformément réparties afin d'exercer une force uniforme sur le produit et d'éviter toute déformation lors de l'éjection.
2. Lorsque la surface éjectée par la broche d'éjection n'est pas plane, mais plutôt inclinée ou incurvée, un traitement anti-rotation est nécessaire pour la broche d'éjection.
Fracture des broches d'éjection
Comment traiter les goupilles d'éjection cassées
1. Si la goupille est cassée mais non bloquée, il suffit de la faire sortir du moule.
2. Dans le cas d'une goupille bloquée, utilisez un foret pour percer un trou, puis éliminez la partie restante. Cette méthode convient aux goupilles d'éjection en matériaux souples.
3. Une autre option consiste à percer un trou de décharge et à couper le fil pour retirer la goupille cassée.
4. Si possible, envisagez d'annuler la goupille d'éjection si cela n'affecte pas le processus d'éjection. Cette mesure peut être prise pour éviter d'autres complications.
N'oubliez pas d'évaluer soigneusement la situation. Choisissez la méthode appropriée en fonction des circonstances spécifiques pour résoudre efficacement le problème de la goupille d'éjection cassée.
Comment éviter la rupture des broches d'éjection ?
Augmentation de la résistance des goupilles d'éjection
1. Optez pour des goupilles d'éjection de haute qualité, fabriquées à partir de matériaux de qualité. Choisissez des éjecteurs qui ont subi un traitement thermique et une nitruration de surface pour améliorer leur résistance et leur durabilité.
2. Augmenter le diamètre extérieur de la broche d'éjection à section unique. S'il y a suffisamment d'espace dans le moule, vous pouvez augmenter le diamètre du trou correspondant du noyau du moule, de la plaque B et du trou de la plaque de retenue de l'éjecteur afin d'assurer un meilleur soutien et une meilleure stabilité.
3. Envisagez d'utiliser des goupilles d'éjection à double section plutôt que des goupilles à simple section. Les goupilles d'éjection à double section offrent une résistance et une résilience accrues, ce qui réduit le risque de fracture par rapport aux goupilles à section unique.
Amélioration de l'éjection et réduction de la résistance à l'éjection
1. Augmenter le nombre de goupilles d'éjection dans les zones où le risque de rupture est plus élevé, en particulier dans les régions où l'espace est limité. En répartissant la force d'éjection entre plusieurs goupilles, la contrainte exercée sur chaque goupille est réduite, ce qui minimise le risque de rupture.
2. Améliorer la finition de la surface autour du moule mâle et de la zone de la gorge de la nervure. Le polissage de ces surfaces ou l'incorporation d'une pente de démoulage peut faciliter une éjection plus douce, réduisant la tension sur les broches d'éjection et diminuant la probabilité de rupture.
L'huile de l'éjecteur
Pour les fabricants de moules à injection, il y a un autre point à noter. Au cours du processus de moulage par injection, la goupille d'éjection et le trou de la goupille d'éjection frottent l'un contre l'autre. Si la goupille d'éjection n'est pas fréquemment lubrifiée avec de l'huile pour goupille d'éjection, la goupille d'éjection brûlera ou s'usera. En outre, le trou de la goupille d'éjection s'use et s'élargit, ce qui entraîne des bavures et affecte la qualité du produit (ou de l'assemblage).
Il est parfois nécessaire de traiter les bavures à la position de la broche d'éjection, et il peut même arriver que l'aiguille se brise, ce qui entrave le bon déroulement de la production.
Il est donc recommandé aux fabricants de moules par injection de pulvériser régulièrement et en temps voulu de l'huile sur les broches d'éjection pour les lubrifier et les protéger.
Utilisation de l'huile pour goupilles d'éjection
L'huile pour goupilles d'éjection est généralement un lubrifiant de haute qualité pour rail de guidage, avec un film d'huile résistant et sans perte, d'excellentes performances en matière de lubrification, d'antirouille et d'anti-fluage, utilisé pour la lubrification des goupilles d'éjection des moules en plastique (tiges de poussée).
Occasions d'utilisation
Au cours du processus de démoulage, si la goupille d'éjection rencontre une trop grande résistance ou se rétracte mal, il convient de pulvériser de l'huile pour goupilles d'éjection. Une personne doit être désignée chaque jour pour pulvériser l'huile sur les goupilles d'éjection. Cette opération doit avoir lieu à des moments programmés, au moins une fois par équipe, à des fins de lubrification/protection.
Dernières paroles
La connaissance de l'utilisation des goupilles d'éjection dans les moules et le moulage par injection est un sujet profond. Il faut beaucoup de temps pour le maîtriser. Les connaissances sur les goupilles d'éjection abordées dans cet article sont relativement basiques. Il existe de nombreux sujets avancés que nous n'avons pas abordés, tels que la coordination entre les éjecteurs et les coulisseaux, ainsi que l'intégration des éjecteurs dans les moules à injection. élévateursentre autres.
Pour les concepteurs de produits, il est peut-être déjà suffisant de comprendre le principe de fonctionnement et les bases de l'agencement des goupilles éjectables. Ces connaissances peuvent les aider à éviter certaines mauvaises conceptions liées à l'apparence des produits en plastique dans le design industriel. C'est tout pour aujourd'hui. Si les moules vous intéressent et que vous souhaitez en discuter plus avant, n'hésitez pas à m'envoyer un courriel à l'adresse suivante [email protected].











