

Os pinos ejectores são normalmente utilizados no sistema ejetor de moldes de injeção. Como o porta-moldes, não são normalmente um ponto focal para fabricantes de moldes ou fábricas de moldagem por injeção. Por conseguinte, a maioria dos fabricantes de moldes adquire os pinos ejectores externamente.
Os pinos ejectores são um conhecimento que os designers de produtos industriais têm de dominar porque os produtos moldados por injeção deixam normalmente uma marca de pino ejetor após a conclusão da moldagem por injeção. Como resultado, os designers de produtos precisam de considerar a posição do ejetor dos produtos de plástico ao projetar produtos. Agora, vamos iniciar os pinos ejectores das peças do molde de injeção.

O que é o pino ejetor?
Um pino ejetor é um componente cilíndrico utilizado na moldagem por injeção para retirar as peças acabadas do núcleo do molde. É normalmente fabricado em liga de aço e construído para altas pressões e durabilidade de movimentos repetitivos.
Posicionado na placa de ejeção no molde/matriz, o pino de ejeção estende-se para dentro do núcleo do molde e aplica força para empurrar a peça moldada para fora quando o molde abre. Os pinos ejectores variam em tamanho, forma e configuração para se adaptarem a diferentes designs de moldes e geometrias de peças. A sua colocação precisa e o seu funcionamento eficaz são essenciais para uma ejeção eficiente da peça e para o desempenho global do molde.
Qual é o número habitual de pinos ejectores num molde?
Impacto da quantidade de pinos ejectores na qualidade e eficiência da produção de peças moldadas por injeção
A quantidade de pinos ejectores afecta significativamente tanto a qualidade das peças moldadas por injeção como a eficiência da produção. A insuficiência de pinos ejectores pode levar a defeitos como vazios e marcas de afundamento nas peças moldadas, reduzindo assim a qualidade do produto. Por outro lado, um número excessivo de pinos ejectores não só aumenta os custos de fabrico do molde, como também diminui a eficiência da produção de moldagem por injeção, podendo causar acções lentas da máquina ou mesmo encravamentos.
Métodos para estimar o número de pinos ejectores
A estimativa do número necessário de pinos ejectores é feita em várias etapas:
1. Analisar a estrutura e os requisitos de processamento de peças moldadas por injeção: É crucial compreender a estrutura das peças moldadas, incluindo caraterísticas como a espessura da parede, orifícios, saliências e requisitos de processamento, como a necessidade de remoção de suporte e perfuração. Estes factores influenciam significativamente o número necessário de pinos ejectores.
2. Determinação da pressão de injeção da máquina: Com base no modelo e nas especificações da máquina de moldagem por injeção, é necessário determinar a pressão de injeção da máquina. A pressão de injeção é um dos principais factores que influenciam o número de pinos ejectores.
3. Cálculo da área da cavidade do molde: Utilizando a estrutura das peças moldadas e a pressão de injeção, calcular a área da cavidade do molde necessária. A área da cavidade do molde serve como um importante ponto de referência para estabelecer o limite superior do número de pinos ejectores.
4. Estimativa do número de pinos ejectores: Combinando os dados acima referidos com a experiência prática, estimar o número adequado de pinos ejectores. Geralmente, o número de pinos ejectores deve ser maior ou igual à área da cavidade do molde dividida pela pressão de injeção, dividida pelo valor da pressão do pino ejetor. No entanto, é essencial evitar disposições de pinos ejectores demasiado densas para evitar taxas de refugo excessivas.
Materiais comuns utilizados para pinos ejectores em moldes
Os pinos ejectores dos moldes são normalmente fabricados em aço rápido e submetidos a um tratamento térmico subsequente. Existem vários tipos de aço disponíveis no mercado, sendo os mais utilizados o SKD61 e o SKH51.
Estes pinos têm normalmente uma dureza que varia entre 50 e 55 graus e são submetidos a tratamentos de endurecimento superficial e de nitruração.
Além disso, existem pinos ejectores feitos de aço rápido comum, que são utilizados em aplicações menos exigentes. Os preços dos pinos ejectores variam significativamente no mercado, sendo mais caros os dos fabricantes de marca.
Pinos ejectores chineses SKD61:
Estes são os pinos ejectores mais comuns disponíveis, com dureza e resistência ao calor médias. São adequados para moldes em que os requisitos de precisão e dureza não são demasiado elevados e são relativamente mais económicos.
Pinos ejectores SKD61 nitretados de Taiwan:
Estes pinos oferecem maior dureza e resistência ao calor em comparação com o material SKD61 normal. São preferidos por muitos clientes e têm um preço ligeiramente superior ao dos pinos SKD61 chineses.
Pinos ejectores SKD61 nitretados a vácuo japoneses:
Estes pinos são submetidos a um tratamento térmico num forno de nitretação a vácuo, resultando num material SKD61 de alta qualidade com excelente dureza, resistência ao calor e consistência na dureza interna e externa. São uma excelente escolha para moldes com elevados requisitos para pinos ejectores devido à sua qualidade superior de matéria-prima, mas têm um preço mais elevado em comparação com as opções anteriores.
Pinos ejectores SKH-51:
Fabricados em aço de alta velocidade, os pinos ejectores SKH51 são escolhidos pelas fábricas de moldes quando são colocados requisitos elevados nos pinos. O SKH51 é um aço rápido com tungsténio, conhecido pela sua excelente resistência ao calor, tenacidade e dureza, o que o torna a escolha ideal para aplicações exigentes.
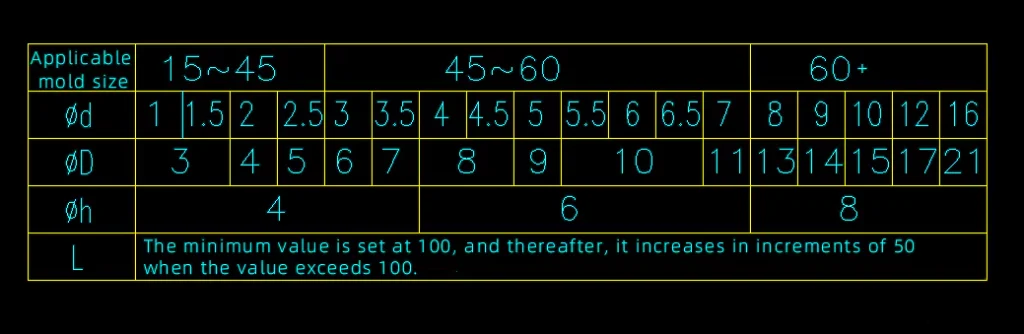
Vários tamanhos de pinos ejectores normalmente utilizados.
Princípios de conceção para pinos ejectores e sistemas de ejectores
Vale a pena mencionar o facto de os fornecedores de moldes poderem receber pinos ejectores do seu fornecedor, mas, ainda assim, é muito importante prestar atenção suficiente às considerações de conceção dos pinos ejectores quando a empresa está a conceber o molde. O design desempenha um papel crucial no fornecimento da melhor função de molde de ejeção sem causar quaisquer problemas como a colagem ou danos nas peças. Aqui estão os princípios fundamentais do design visual:
1. Otimização da Colocação do Pino Ejetor para Eficiência do Design do Molde
Antes do projeto do molde, a posição do pino ejetor é motivo de preocupação, favorecendo ao máximo sua disposição próxima a nervuras ou pontos com alta força de ejeção esperada. Neste sentido, este posicionamento de finalidade estratégica é um fator importante na utilização de forças com todos os pontos críticos para que seja possível ejetar a peça moldada de forma fácil e precisa. Desta forma, conseguir-se-á uma ejeção eficaz e fiável sem causar danos ou deformações na peça. Ao colocar estas posições selecionadas no desenho do molde, o resultado pode melhorar o processo de ejeção e aumentar o sucesso global da moldagem por injeção.
2. Manutenção da desobstrução
Para garantir o funcionamento adequado e evitar qualquer interferência, recomenda-se que seja mantida uma distância mínima de 3,5 mm entre a linha de água e o pino ejetor. Esta distância permite uma folga suficiente e evita qualquer potencial contacto ou colisão entre o pino ejetor e a linha de água durante o processo de ejeção. Ao manter esta distância, o desenho do molde pode acomodar eficazmente os componentes necessários e promover uma ejeção suave e eficiente sem comprometer a integridade ou o desempenho do molde ou da peça injectada. (Por favor, consulte a imagem seguinte).
3. Garantir o alinhamento correto
Para garantir um funcionamento eficaz e evitar qualquer interferência, é importante posicionar o pino ejetor de modo a que o copo ejetor não passe através do orifício da placa ejectora quando esta estiver perto do pilar de suporte. Este princípio assegura que o copo ejetor permanece corretamente alinhado e não obstrui o movimento da placa ejectora. Ao aderir a esta consideração de design, o molde pode funcionar suavemente, permitindo uma ejeção eficiente da peça moldada sem quaisquer potenciais complicações ou avarias. (Consulte a imagem seguinte).
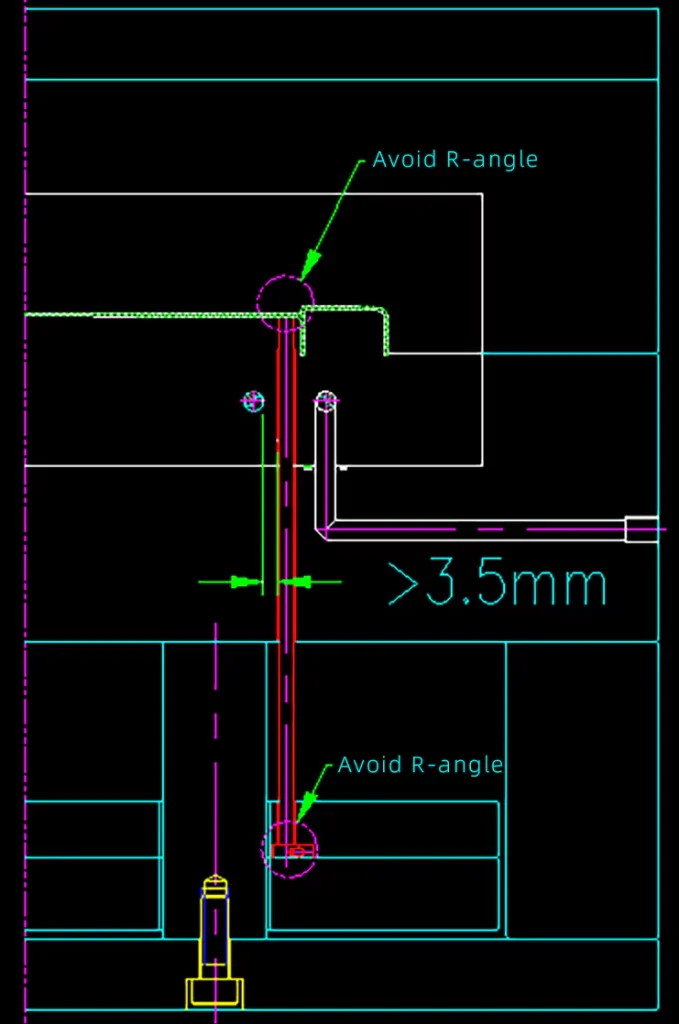
4. Otimização da orientação do pino ejetor para um melhor desempenho
Para otimizar o desempenho e a durabilidade do pino ejetor, recomenda-se que seja posicionado numa orientação plana, evitando áreas com ângulos R, ângulos agudos, declives acentuados e locais demasiado próximos da posição da porta. Ao assegurar um posicionamento plano e adequado, o pino ejetor pode exercer uma força de ejeção consistente e eficiente sem encontrar obstruções desnecessárias ou potenciais danos no molde ou na peça ejectada. Esta consideração de design melhora a funcionalidade geral e a fiabilidade do molde, contribuindo para processos de moldagem por injeção mais suaves e para uma melhor qualidade do produto. (Consulte a imagem seguinte).
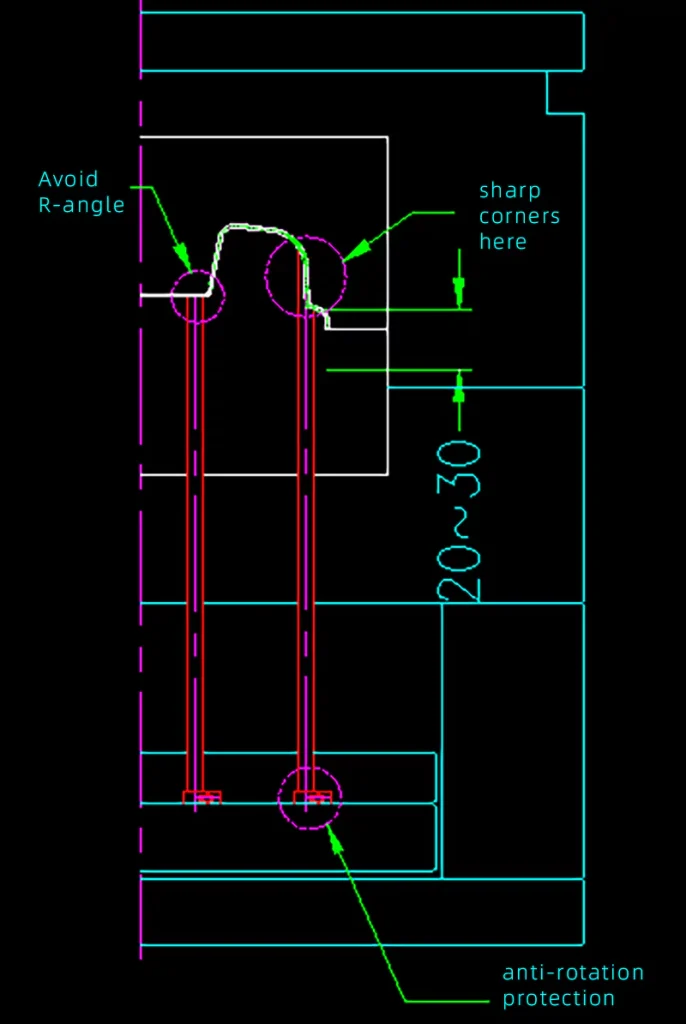
5. Garantir a estabilidade
Quando o ejetor está posicionado numa superfície curva, é essencial incorporar uma proteção anti-rotação para o copo. Esta conceção evita a rotação indesejada do copo durante o processo de ejeção, assegurando que este se mantém corretamente alinhado e encaixado na peça ejectada. O copo pode resistir eficazmente às forças de rotação e manter a orientação pretendida através da incorporação de mecanismos ou caraterísticas anti-rotação, tais como pinos-guia ou ranhuras de chaveta. Este princípio de conceção ajuda a aumentar a fiabilidade e a precisão do sistema de ejeção, minimizando o risco de desalinhamento ou danos durante o funcionamento do molde. (Por favor, consulte a imagem seguinte).
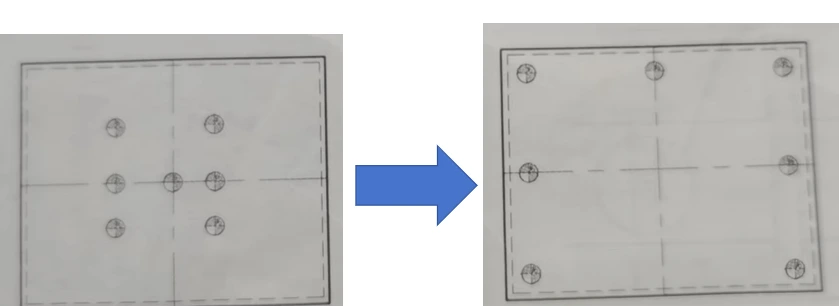
6. Melhorar a distribuição da força de ejeção
Para uma distribuição uniforme das forças de ejeção, recomenda-se que os pinos ejectores sejam distribuídos uniformemente pelo molde. No entanto, quando a superfície de ejeção do produto não tem quaisquer requisitos de aparência específicos e está localizada numa posição adequada, é preferível utilizar pinos ejectores maiores. Esta escolha ajuda a distribuir a força de ejeção de forma mais eficaz e assegura a ejeção adequada da peça moldada. Ao utilizar estrategicamente pinos ejectores maiores, o desenho do molde pode otimizar o desempenho da ejeção e melhorar a eficiência global do processo de moldagem por injeção. (Consulte a imagem seguinte).
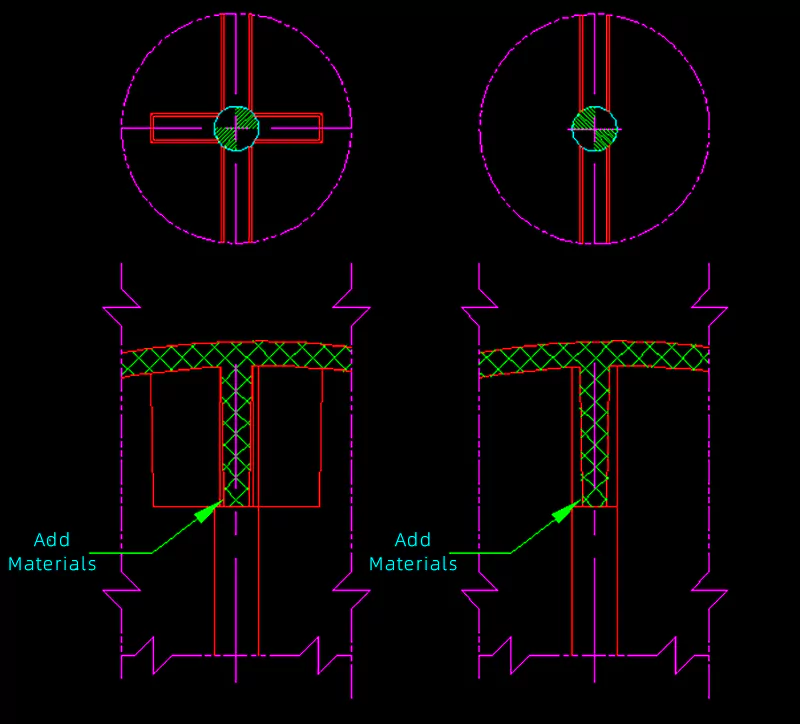
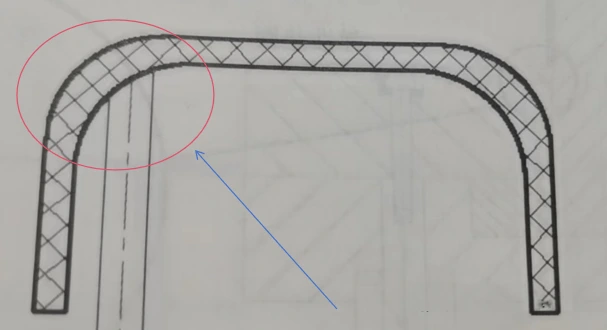
7. Abordagem de configurações complexas de nervuras
Para acomodar nervuras em forma de cruz ou mais profundas sem causar marcas de afundamento ou afetar o produto, pode ser adicionado material adicional utilizando o método ilustrado na Figura C. Esta abordagem permite o preenchimento adequado das cavidades do molde e assegura que o produto moldado resultante mantém as dimensões pretendidas e a integridade estrutural. Ao aplicar estrategicamente esta técnica, o projeto do molde pode efetivamente enfrentar os desafios colocados por configurações complexas de nervuras e produzir peças moldadas de alta qualidade. (Consulte a imagem seguinte).
8. Minimizar o número de tamanhos
Minimizar o número de tamanhos de pinos ejectores utilizados num conjunto de moldes
9. Garantir uma ejeção fácil
Para evitar dificuldades na remoção do produto e assegurar uma fácil ejeção, é aconselhável evitar colocar o pino ejetor demasiado perto da borda do produto, especialmente quando o encolhimento do produto é significativo.
Se considerar que algumas das sugestões de conceção do pino ejetor acima referidas são demasiado complicadas, pode considerar o seguinte conselho simples:
1. Colocar os pinos ejectores nas áreas onde é difícil retirar o produto do molde e assegurar que estão distribuídos uniformemente para exercer uma força uniforme sobre o produto, evitando a deformação durante a ejeção.
2. Quando a superfície a ser ejectada pelo pino ejetor não é plana, mas sim inclinada ou curva, é necessário um tratamento anti-rotação para o pino ejetor.
Fratura dos pinos ejectores
Como lidar com pinos ejectores partidos
1. Se o pino estiver fracturado mas não encravado, basta retirá-lo do molde.
2. No caso de um pino encravado, utilizar uma broca para fazer um furo e, em seguida, retirar a parte restante. Este método é adequado para pinos ejectores de material macio.
3. Outra opção é efetuar um furo de descarga e cortar o fio para retirar a cavilha partida.
4. Se possível, considere a possibilidade de cancelar o pino ejetor se tal não afetar o processo de ejeção. Esta medida pode ser tomada para evitar mais complicações.
Não se esqueça de avaliar cuidadosamente a situação. Escolha o método adequado com base nas circunstâncias específicas para resolver eficazmente o problema do pino ejetor partido.
Como evitar a fratura dos pinos ejectores
Aumentar a resistência dos pinos ejectores
1. Opte por pinos ejectores de alta qualidade feitos de bons materiais. Escolha pinos ejectores que tenham sido submetidos a um tratamento térmico e a uma nitretação da superfície para aumentar a sua resistência e durabilidade.
2. Aumente o diâmetro exterior do pino ejetor de secção única. Se houver espaço suficiente no molde, pode aumentar o diâmetro do orifício do núcleo do molde correspondente, da placa B e do orifício da placa de retenção do ejetor para proporcionar um melhor suporte e estabilidade.
3. Considere a utilização de pinos ejectores de secção dupla em vez de pinos de secção simples. Os pinos ejectores de secção dupla oferecem maior resistência e resiliência, reduzindo o risco de fratura em comparação com os seus homólogos de secção simples.
Ejeção melhorada e resistência à ejeção reduzida
1. Aumente o número de pinos ejectores em áreas onde a quebra é mais provável, especialmente em regiões com espaço limitado. Ao distribuir a força de ejeção por vários pinos, a tensão em cada pino é reduzida, minimizando o risco de quebra.
2. Melhorar o acabamento da superfície à volta do molde macho e da área da ranhura da nervura. O polimento destas superfícies ou a incorporação de um declive de desmoldagem pode facilitar uma ejeção mais suave, reduzindo a tensão nos pinos ejectores e diminuindo a probabilidade de quebra.
O óleo do pino ejetor
Para os fabricantes de moldagem por injeção, há outro ponto a ter em conta. Durante o processo de moldagem por injeção, o pino ejetor e o orifício do pino ejetor esfregam-se um contra o outro. Se o pino ejetor não for lubrificado frequentemente com óleo para pinos ejectores, o pino ejetor queimar-se-á ou desgastar-se-á. Além disso, o orifício do pino ejetor irá desgastar-se e alargar-se, dando origem a rebarbas e afectando a qualidade do produto (ou montagem).
Por vezes, é necessário processar as rebarbas na posição do pino ejetor, podendo mesmo ocorrer a quebra da agulha, o que dificulta o bom andamento da produção.
Por conseguinte, recomenda-se aos fabricantes de moldes de injeção que pulverizem regularmente e atempadamente óleo para pinos ejectores para lubrificação e proteção.
A utilização de óleo para pinos ejectores
O óleo para pinos ejectores é geralmente um lubrificante para carris de guia de alta qualidade, com uma película de óleo resistente e sem perdas, excelente lubrificação, anti-ferrugem e desempenho anti-rasgo, utilizado para a lubrificação de pinos ejectores de moldes de plástico (varetas).
Ocasiões de utilização
Durante o processo de desmoldagem, se o pino ejetor enfrentar demasiada resistência ou se retrair mal, deve ser pulverizado óleo para pinos ejectores. Deve ser designada diariamente uma pessoa para pulverizar o óleo do ejetor nos pinos ejectores. Isto deve acontecer em horários programados, pelo menos uma vez por turno, para lubrificação/proteção.
Palavras finais
O conhecimento sobre a utilização de pinos ejectores em moldes e moldagem por injeção é um assunto profundo. Requer muito tempo para ser dominado. Os conhecimentos sobre pinos ejectores abordados neste artigo são relativamente básicos. Existem muitos tópicos avançados que não abordámos, tais como a coordenação entre os pinos ejectores e os cursores, bem como a integração dos pinos ejectores com elevadores, entre outros.
Para os designers de produtos, talvez seja suficiente compreender o princípio de funcionamento e as noções básicas de disposição dos pinos ejectores. Este conhecimento pode ajudá-los a evitar algumas más concepções relacionadas com o aspeto dos produtos de plástico no design industrial. É tudo para a partilha de hoje. Se estiver interessado em moldes e quiser falar mais sobre o assunto, não hesite em enviar-me um e-mail para [email protected].











