

Los pasadores eyectores se utilizan habitualmente en el sistema eyector de moldes de inyección. Como el base del molde, no suelen ser un punto focal ni para la fabricantes de moldes o fábricas de moldeo por inyección. Por ello, la mayoría de los fabricantes de moldes adquieren los pasadores eyectores externamente.
Las espigas eyectoras son un conocimiento que los diseñadores de productos industriales deben dominar porque los productos moldeados por inyección suelen dejar una marca de espiga eyectora una vez finalizado el moldeo por inyección. Por ello, los diseñadores de productos deben tener en cuenta la posición del expulsor de los productos de plástico a la hora de diseñar los productos. A continuación, empezaremos con los pivotes eyectores de las piezas moldeadas por inyección.

¿Qué es el pasador eyector?
Un perno eyector es un componente cilíndrico utilizado en el moldeo por inyección para extraer las piezas acabadas del núcleo del molde. Suele estar fabricado con una aleación de acero y construido para soportar altas presiones y movimientos repetitivos.
Posicionado en la placa eyectora en el molde/matriz, el pasador eyector se extiende en el núcleo del molde y aplica fuerza para empujar la pieza moldeada hacia fuera cuando se abre el molde. Los pasadores eyectores varían en tamaño, forma y configuración para adaptarse a los distintos diseños de molde y geometrías de pieza. Su colocación precisa y su funcionamiento eficaz son esenciales para la expulsión eficiente de la pieza y el rendimiento general del molde.
¿Cuál es el número habitual de expulsores en un molde?
Impacto de la cantidad de pasadores eyectores en la calidad y la eficiencia de la producción de piezas moldeadas por inyección
La cantidad de pasadores eyectores afecta significativamente tanto a la calidad de las piezas moldeadas por inyección como a la eficacia de la producción. Una cantidad insuficiente de espigas eyectoras puede provocar defectos como huecos y marcas de hundimiento dentro de las piezas moldeadas, reduciendo así la calidad del producto. A la inversa, un número excesivo de pasadores eyectores no sólo aumenta los costes de fabricación del molde, sino que también disminuye la eficacia de la producción de moldeo por inyección, pudiendo provocar acciones de ralentización de la máquina o incluso atascos.
Métodos para estimar el número de clavijas eyectoras
Para calcular el número necesario de pasadores expulsores hay que seguir varios pasos:
1. Análisis de la estructura y los requisitos de procesamiento de las piezas moldeadas por inyección: Es crucial comprender la estructura de las piezas moldeadas, incluidas características como el grosor de las paredes, los orificios, los salientes y los requisitos de procesamiento, como la necesidad de retirar el soporte y el punzonado. Estos factores influyen significativamente en el número necesario de pernos expulsores.
2. Determinación de la presión de inyección de la máquina: En función del modelo y las especificaciones de la máquina de moldeo por inyección, es necesario determinar la presión de inyección de la máquina. La presión de inyección es uno de los factores clave que influyen en el número de expulsores.
3. Cálculo del área de la cavidad del molde: Utilizando la estructura de las piezas moldeadas y la presión de inyección, calcule el área necesaria de la cavidad del molde. El área de la cavidad del molde sirve como dato de referencia importante para establecer el límite superior del número de expulsores.
4. Estimación del número de clavijas eyectoras: Combinando los datos anteriores con la experiencia práctica, calcule el número adecuado de pasadores eyectores. Por lo general, el número de pasadores eyectores debe ser mayor o igual que el área de la cavidad del molde dividida por la presión de inyección, dividida a su vez por el valor de la presión del pasador eyector. Sin embargo, es esencial evitar disposiciones demasiado densas de los pines eyectores para prevenir tasas de desecho excesivas.
Materiales comunes utilizados para los pasadores eyectores en los moldes
Los pasadores eyectores de los moldes se fabrican normalmente con acero rápido y se someten a un tratamiento térmico posterior. Existen varios grados disponibles en el mercado, siendo los más utilizados el SKD61 y el SKH51.
Estos pasadores suelen tener una dureza que oscila entre 50 y 55 grados y se someten a tratamientos de endurecimiento superficial y nitruración.
Además, hay pasadores eyectores fabricados con acero común de alta velocidad, que se utilizan en aplicaciones menos exigentes. Los precios de los pasadores eyectores varían considerablemente en el mercado, siendo más caros los de fabricantes de marca.
Pasadores eyectores SKD61 chinos:
Son los pasadores expulsores más comunes que existen, con una dureza y una resistencia al calor medias. Son adecuados para moldes en los que los requisitos de precisión y dureza no son demasiado elevados, y son relativamente más asequibles.
Pasadores eyectores SKD61 nitrurados de Taiwán:
Estos pasadores ofrecen una mayor dureza y resistencia al calor en comparación con el material SKD61 normal. Cuentan con el favor de muchos clientes y su precio es ligeramente superior al de los pasadores SKD61 chinos.
Pasadores eyectores japoneses SKD61 nitrurados al vacío:
Estos pasadores se someten a un tratamiento térmico en un horno de nitruración al vacío, lo que da como resultado un material SKD61 de alta calidad con una excelente dureza, resistencia al calor y consistencia en la dureza interna y externa. Son una opción excelente para moldes con altos requisitos de pasadores eyectores debido a su calidad superior de materia prima, pero tienen un precio más elevado en comparación con las opciones anteriores.
Pasadores eyectores SKH-51:
Fabricados en acero de alta velocidad, los pasadores eyectores SKH51 son elegidos por las fábricas de moldes cuando se exigen grandes requisitos a los pasadores. El SKH51 es un acero rápido con contenido de tungsteno conocido por su excelente resistencia al calor, tenacidad y dureza, lo que lo convierte en la opción ideal para aplicaciones exigentes.
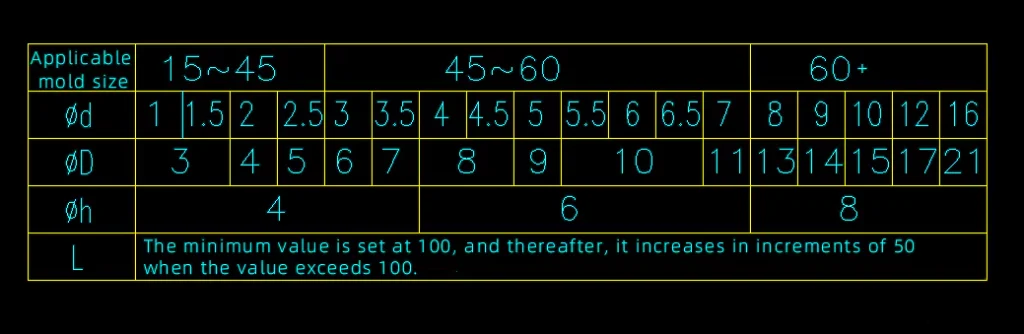
Varios tamaños de pasadores eyectores de uso común.
Principios de diseño para pernos eyectores y sistemas eyectores
Vale la pena mencionar el hecho de que los proveedores de moldes pueden recibir los pasadores de expulsión de su proveedor pero, aun así, es muy importante prestar suficiente atención a las consideraciones de diseño de los pasadores de expulsión cuando la empresa está diseñando el molde. El diseño desempeña un papel crucial a la hora de proporcionar la mejor función del molde de expulsión sin causar problemas como que la pieza se pegue o se dañe. He aquí los principios fundamentales del diseño visual:
1. Optimización de la colocación del pasador eyector para la eficiencia del diseño del molde
Antes del diseño del molde, la posición del perno eyector es un tema de preocupación, favoreciendo en la medida de lo posible su disposición cerca de las nervaduras o puntos con alta fuerza de eyección esperada. A este respecto, este posicionamiento de propósito estratégico es un factor importante en el uso de fuerzas con todos los puntos críticos para que sea posible expulsar la pieza moldeada con facilidad y precisión. De este modo, se conseguirá una expulsión eficaz y fiable sin causar daños ni deformaciones en la pieza. Al fijar estas posiciones seleccionadas en el diseño del molde, el resultado podría mejorar el proceso de expulsión y aumentar el éxito general del moldeo por inyección.
2. Mantener la autorización
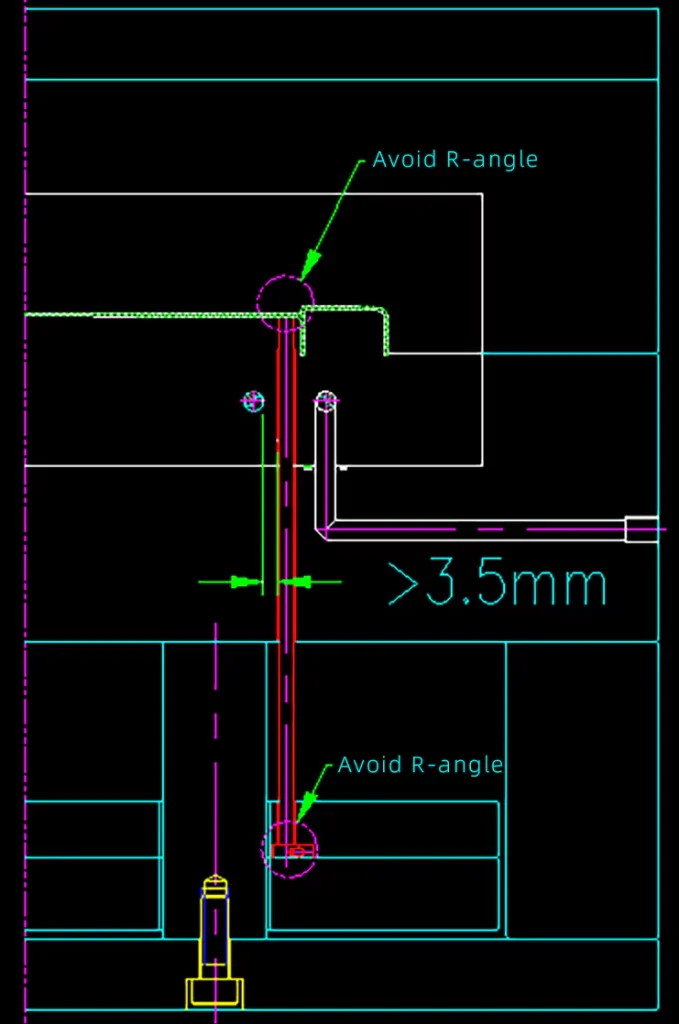
Para garantizar un funcionamiento correcto y evitar cualquier interferencia, se recomienda mantener una distancia mínima de 3,5 mm entre la línea de flotación y el pasador eyector. Esta distancia permite una holgura suficiente y evita cualquier posible contacto o colisión entre el pasador eyector y la línea de flotación durante el proceso de expulsión. Al mantener esta distancia, el diseño del molde puede acomodar eficazmente los componentes necesarios y promover una expulsión suave y eficaz sin comprometer la integridad o el rendimiento del molde o de la pieza inyectada. (Consulte la siguiente imagen).
3. Garantizar una alineación adecuada
Para garantizar un funcionamiento eficaz y evitar cualquier interferencia, es importante colocar el pasador eyector de forma que la copa eyectora no pase por el orificio de la placa eyectora cuando se encuentre cerca del pilar de apoyo. Este principio garantiza que la copa eyectora permanezca correctamente alineada y no obstruya el movimiento de la placa eyectora. Si se tiene en cuenta esta consideración de diseño, el molde puede funcionar sin problemas, lo que permite una expulsión eficaz de la pieza moldeada sin posibles complicaciones ni fallos de funcionamiento. (Consulte la siguiente imagen).
4. Optimización de la orientación del pasador eyector para mejorar el rendimiento
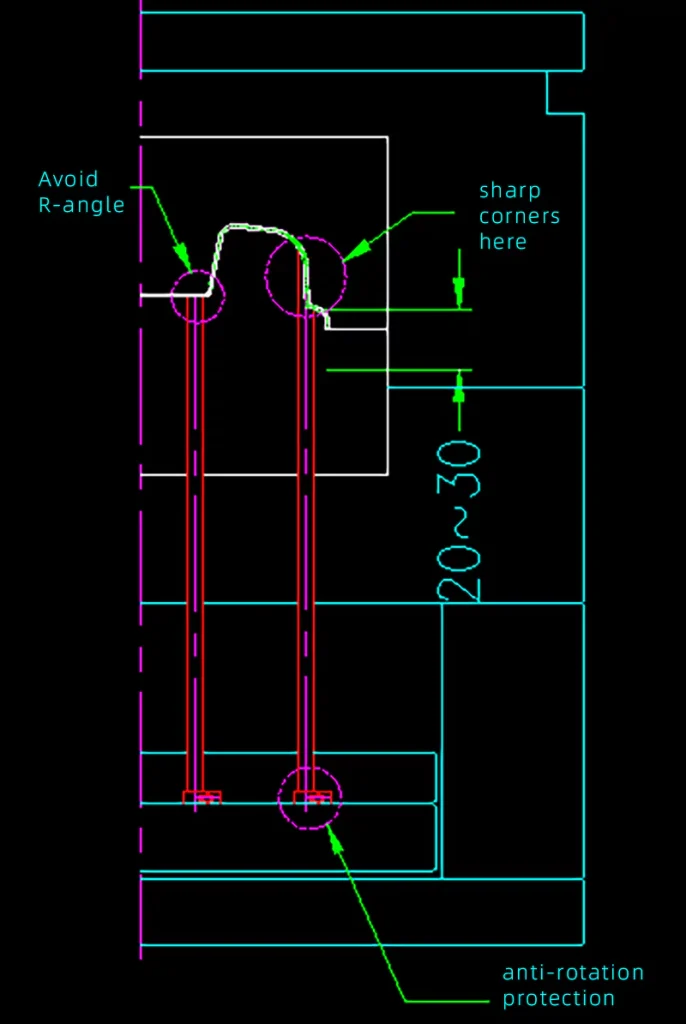
Para optimizar el rendimiento y la durabilidad del pasador eyector, se recomienda colocarlo en una orientación plana, evitando zonas con ángulos R, ángulos agudos, pendientes pronunciadas y ubicaciones demasiado cercanas a la posición de la compuerta. Al garantizar una colocación plana y adecuada, el pasador eyector puede ejercer una fuerza de expulsión constante y eficaz sin encontrar obstrucciones innecesarias ni posibles daños en el molde o la pieza expulsada. Esta consideración de diseño mejora la funcionalidad y fiabilidad general del molde, contribuyendo a unos procesos de moldeo por inyección más fluidos y a una mejor calidad del producto. (Consulte la siguiente imagen).
5. Garantizar la estabilidad
Cuando el eyector se coloca sobre una superficie curva, es esencial incorporar una protección antirrotación para la copa. Este diseño impide la rotación no deseada de la copa durante el proceso de expulsión, garantizando que permanezca correctamente alineada y encajada con la pieza expulsada. La copa puede resistir eficazmente las fuerzas de rotación y mantener su orientación prevista incorporando mecanismos o características antirrotación, como pasadores guía o chaveteros. Este principio de diseño ayuda a mejorar la fiabilidad y precisión del sistema de expulsión, minimizando el riesgo de desalineación o daños durante el funcionamiento del molde. (Consulte la siguiente imagen).
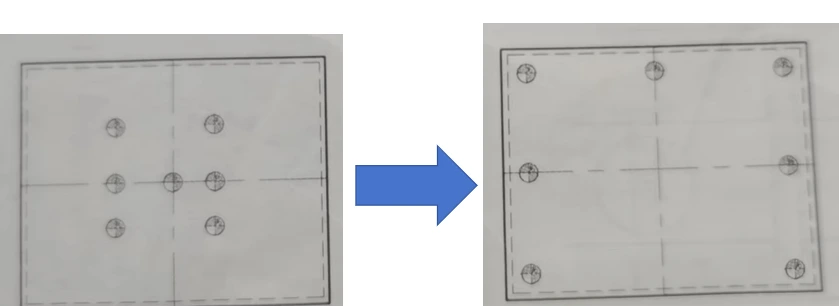
6. Mejora de la distribución de la fuerza de eyección
Para una distribución uniforme de las fuerzas de expulsión, se recomienda distribuir uniformemente las clavijas eyectoras por todo el molde. Sin embargo, cuando la superficie de expulsión del producto no tiene ningún requisito específico de aspecto y está situada en una posición adecuada, es preferible utilizar pasadores eyectores más grandes. Esta elección ayuda a distribuir la fuerza de expulsión de forma más eficaz y garantiza una expulsión adecuada de la pieza moldeada. Utilizando estratégicamente pasadores eyectores más grandes, el diseño del molde puede optimizar el rendimiento de la eyección y mejorar la eficacia general del proceso de moldeo por inyección. (Consulte la siguiente imagen).
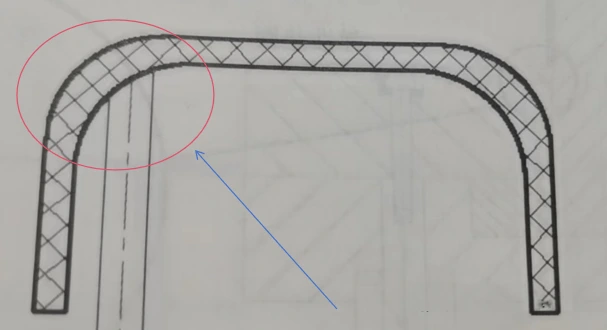
7. Cómo abordar configuraciones complejas de costillas
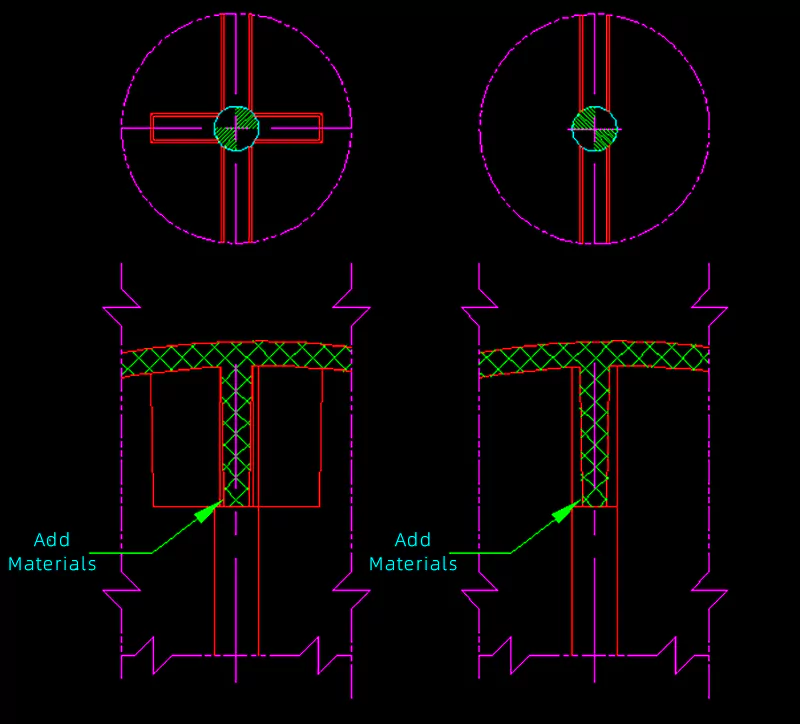
Para acomodar las nervaduras en forma de cruz o más profundas sin causar marcas de hundimiento ni afectar al producto, se puede añadir material adicional utilizando el método ilustrado en la figura C. Este enfoque permite rellenar adecuadamente las cavidades del molde y garantiza que el producto moldeado resultante conserve las dimensiones previstas y su integridad estructural. Aplicando estratégicamente esta técnica, el diseño del molde puede abordar eficazmente los retos que plantean las configuraciones complejas de las nervaduras y producir piezas moldeadas de alta calidad. (Consulte la siguiente imagen).
8. Minimizar el número de tamaños
Minimizar el número de tamaños de pasadores de expulsión utilizados en un juego de moldes
9. Garantizar una expulsión fácil
Para evitar dificultades a la hora de extraer el producto y garantizar una expulsión fácil, es aconsejable evitar colocar el pasador expulsor demasiado cerca del borde del producto, especialmente cuando la contracción del producto es importante.
Si algunas de las sugerencias anteriores sobre el diseño del pasador eyector le parecen demasiado complicadas, puede tener en cuenta los siguientes consejos sencillos:
1. Coloque las clavijas eyectoras en las zonas en las que resulte difícil extraer el producto del molde, y asegúrese de que están distribuidas uniformemente para que ejerzan una fuerza uniforme sobre el producto, evitando que se deforme durante la expulsión.
2. Cuando la superficie expulsada por el perno eyector no es plana, sino inclinada o curva, se necesita un tratamiento antirrotación para el perno eyector.
Fractura de los pernos eyectores
Cómo solucionar la rotura de los pasadores eyectores
1. Si el pasador está fracturado pero no atascado, simplemente sáquelo del molde.
2. En el caso de un pasador atascado, utilice una broca para hacer un agujero y, a continuación, extraiga la parte restante. Este método es adecuado para los pasadores expulsores de material blando.
3. Otra opción es taladrar un orificio de descarga y realizar un corte de alambre para extraer el pasador roto.
4. Si es posible, considere la posibilidad de anular el pasador eyector si no afecta al proceso de expulsión. Este paso puede tomarse para evitar mayores complicaciones.
Recuerde evaluar la situación cuidadosamente. Elija el método adecuado en función de las circunstancias específicas para resolver eficazmente el problema del pasador eyector roto.
Cómo evitar la fractura de los pasadores eyectores
Aumente la resistencia de los pasadores expulsores
1. Opte por pasadores eyectores de alta calidad fabricados con buenos materiales. Elija pasadores eyectores que hayan sido sometidos a tratamiento térmico y nitruración superficial para mejorar su resistencia y durabilidad.
2. Aumente el diámetro exterior del pasador eyector de sección única. Si hay espacio suficiente en el molde, puede aumentar el diámetro del orificio correspondiente del núcleo del molde, de la placa B y del orificio de la placa de retención del expulsor para proporcionar un mejor apoyo y estabilidad.
3. Considere la posibilidad de utilizar pasadores eyectores de doble sección en lugar de los de sección única. Los pasadores eyectores de doble sección ofrecen una mayor resistencia y elasticidad, reduciendo el riesgo de fractura en comparación con sus homólogos de sección simple.
Expulsión mejorada y resistencia a la expulsión reducida
1. Aumente el número de clavijas eyectoras en las zonas donde la rotura es más probable, especialmente en las regiones con espacio limitado. Al distribuir la fuerza de expulsión entre varios pasadores, se reduce la tensión sobre cada uno de ellos, lo que minimiza el riesgo de rotura.
2. Mejore el acabado de la superficie alrededor del molde macho y la zona de la ranura de la costilla. Pulir estas superficies o incorporar una pendiente de desmoldeo puede facilitar una expulsión más suave, reduciendo la tensión sobre los pasadores expulsores y disminuyendo la probabilidad de rotura.
El aceite del perno eyector
Para los fabricantes de moldes de inyección, hay otro punto a tener en cuenta. Durante el proceso de moldeo por inyección, el pasador eyector y el orificio del pasador eyector rozan entre sí. Si el pasador eyector no se lubrica frecuentemente con aceite para pasadores eyectores, el pasador eyector se quemará o desgastará. Además, el orificio del pasador eyector se desgastará y agrandará, dando lugar a rebabas y afectando a la calidad del producto (o del ensamblaje).
A veces es necesario procesar las rebabas en la posición del pasador expulsor, e incluso puede producirse la rotura de la aguja, lo que dificulta el buen desarrollo de la producción.
Por lo tanto, se recomienda a los fabricantes de moldes de inyección que rocíen regularmente y a tiempo aceite para pasadores eyectores en los pasadores eyectores para lubricarlos y protegerlos.
El uso de aceite para pernos eyectores
El aceite para pasadores eyectores es generalmente un lubricante de alta calidad para raíles guía, con una película de aceite resistente y sin pérdidas, excelente lubricación, antioxidante y antideslizante, utilizado para la lubricación de pasadores eyectores de moldes de plástico (varillas de empuje).
Ocasiones de uso
Durante el proceso de desmoldeo, si el pasador eyector encuentra demasiada resistencia o se retrae mal, debe rociarse aceite para pasadores eyectores. Se debe asignar diariamente a una persona para que rocíe el aceite para pasadores eyectores en los pasadores eyectores. Esto debe hacerse a horas programadas, al menos una vez por turno, para la lubricación/protección.
Palabras finales
El conocimiento sobre el uso de pasadores eyectores en moldes y moldeo por inyección es un tema profundo. Requiere mucho tiempo para dominarlo. Los conocimientos sobre pasadores eyectores tratados en este artículo son relativamente básicos. Hay muchos temas avanzados que no hemos tratado, como la coordinación entre los pasadores eyectores y las correderas, así como la integración de los pasadores eyectores con elevadoresentre otros.
Para los diseñadores de productos, quizá comprender el principio de funcionamiento y los fundamentos de la disposición de los pasadores expulsores ya sea suficiente. Este conocimiento puede ayudarles a evitar algunos diseños deficientes relacionados con la apariencia de los productos de plástico en el diseño industrial. Eso es todo por hoy. Si le interesan los moldes y quiere seguir hablando de ellos, no dude en enviarme un correo electrónico a [email protected].











