
阳极氧化是一种电化学钝化,用于加厚金属(主要是铝)表面的天然氧化物涂层。在铝阳极氧化过程中,金属在电解池中充当阳极,通常被置于酸性电解液中,通过受控电流驱动氧化。这会产生一层厚厚的、吸附性的氧化物--主要是氧化铝--它是基板的一部分,而不是涂层。.
阳极氧化工艺可改善各种重要的性能特征。阳极氧化工艺可提高表面硬度和耐磨性,因此适用于需要重复机械接触的模具和夹具。注塑模具中的阳极氧化铝零件具有更好的脱模性能,减少咬合。阳极氧化表面在功能上可设计成电气绝缘或导电,这正是电子外壳和散热器所需要的。在医疗和食品接触领域,阳极氧化可提高耐腐蚀性和清洁度。从美学角度来看,多孔氧化层能够吸收染料,因此有多种持久的颜色和表面效果可供选择。.

哪些材料可以进行阳极氧化处理?
最常见的阳极氧化材料是铝及其合金,因为它们具有形成氧化物的天然趋势 [1]. .对铝进行阳极氧化处理的典型合金包括 6061、6063 和 7075,根据合金元素(包括硅或铜)的不同,最终处理效果也不同。钛和镁的特殊阳极氧化可产生特殊的氧化膜,既可以是功能性的,也可以是装饰性的。.
钢、铜和黄铜等金属之所以无法进行传统意义上的阳极氧化,是因为它们在阳极环境中无法形成稳定的保护氧化层。虽然它们可以承受其他表面处理,如电镀或钝化,但实际的阳极氧化金属工艺大多仅限于铝、钛、镁和其他一些活性金属。.
标准阳极氧化工艺流程
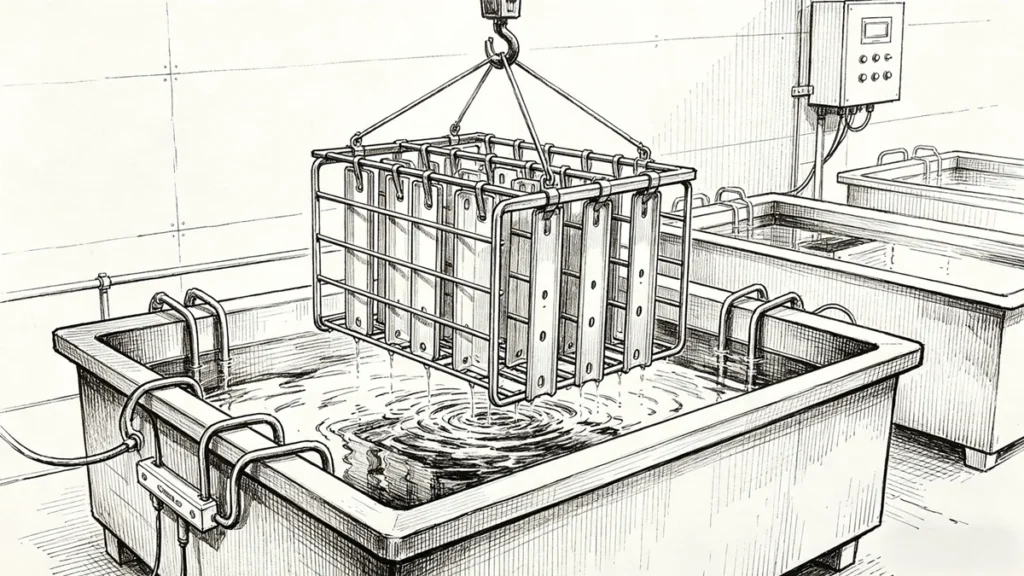
系统化的阳极氧化程序可保持氧化物生长速度一致和表面光洁。首先要进行预处理,包括用碱性或溶剂型溶液清洗金属,以去除油、污垢和加工残留物。然后进行蚀刻,形成薄薄的表面层,再进行脱盐处理,以获得均匀的亚光表面,最后进行阳极氧化处理,以去除可能破坏阳极氧化工艺的任何残留合金元素。.
基本的阳极氧化工艺是将零件放入电解液槽中,然后通入直流电。铝原子与阳极释放的氧离子反应,生成氧化铝。电流密度、温度和时间是控制氧化层厚度和结构的一些工艺参数。.
阳极氧化后,如果需要着色,可以对多孔氧化层进行染色。封孔是最后一道工序,使用热水或蒸汽对氧化层进行保湿并封孔。这道工序的重要性在于使其具有耐腐蚀性,并能固定所使用的颜色。.
阳极氧化工艺的五种主要类型
硫酸阳极氧化
最常见的铝阳极氧化类型是硫酸阳极氧化。它能产生相当薄的多孔氧化物表面,非常适合染色和装饰工艺。它常见于消费电子产品、建筑构件和一般工业部件。它的优点是成本效益高,用途广泛,但耐磨性一般,比不上较硬的涂层。.
硬质阳极氧化
III 型阳极氧化(也称为硬质阳极氧化)利用降低的温度和增加的电流密度。这就形成了一层粗糙、高密度的氧化物涂层,非常坚硬耐磨 [2]. .它通常用于航空航天零件、汽车零件和高磨损工具。不过,它的成本也较高,并可能导致表面颜色变深或变浅。.
铬酸阳极氧化
铬酸阳极氧化能形成较薄的氧化层,具有更好的耐腐蚀性,并能减少尺寸变形。铬酸阳极氧化在抗疲劳性要求较高的航空航天领域很受欢迎。铬酸阳极氧化工艺不适合用于装饰性应用,而且由于六价铬的存在,铬酸阳极氧化工艺还涉及到环境问题。.
草酸阳极氧化
草酸阳极氧化是一种不太流行的工艺,与硫酸阳极氧化相比,它的表面更耐腐蚀、更坚硬。在某些情况下,它被用于需要提高耐用性的工业应用中。这种工艺比较复杂,也不太流行。.
钛和镁的特殊阳极氧化处理
钛阳极氧化与铝阳极氧化截然不同。它不是形成一层厚厚的保护层,而是形成薄薄的氧化层,产生不含染料的干涉色。这在医疗植入物和装饰应用中得到广泛应用。镁阳极氧化主要是为了提高耐腐蚀性,因为镁的反应性很强,很容易降解。.
影响质量的关键工艺参数
化学、电气和冶金变量之间的密切关系决定了阳极氧化的性能和一致性。在铝的工业阳极氧化过程中,尤其是在航空航天零件、成型工具和电子外壳等高规格工作中,需要对这些参数进行精细控制。.
电解质成分
对阳极氧化工艺影响最大的因素之一是电解液成分。在使用硫酸进行阳极氧化时,制造商使用的硫酸浓度为 150-220 克/升,但也可以使用更高浓度的硫酸,这将导致镀层更薄、更多孔。较低的浓度更有可能产生较厚的镀层,但其均匀性可能较差。有机酸或润湿剂可稳定工艺并提高表面光洁度。控制污染也是至关重要的;应检查浴槽中的溶解铝量,因为过多的溶解铝会降低涂层质量,导致烧焦或点蚀等缺陷。.
材料成分和合金效应
材料的成分也增加了复杂性。合金元素使不同的铝合金对阳极氧化产生不同的反应 [3]. .例如,一般来说,6000 系列合金(Al-Mg-Si)会形成均匀美观的氧化层,可以进行阳极氧化处理。相反,2000 系列合金(Al-Cu)由于含有铜,可能会产生颜色较深、耐腐蚀性较差的表面,而高硅铸造合金可能会产生不均匀的着色和较低的涂层完整性。最终的阳极氧化表面还会受到晶粒结构、先前的热处理和机加工表面光洁度的影响。.
搅拌和溶液循环
电解槽中溶液的搅拌和循环可以忽略,但对于确保离子和温度的均匀分布是必要的。搅拌不充分可能会造成局部热梯度,从而导致涂层厚度不均匀或缺陷。同样,良好的夹具和电气接触可确保电流在工件上均匀分布,尤其是在工件形状或横截面变化复杂的情况下。.
阳极氧化时间和工艺优化
最后,时间也是一个相互影响的控制因素。阳极氧化时间越长,氧化层就越厚,但超过一定限度后,溶解和生长就会达到平衡,阻碍进一步生长。随着时间的推移,这也可能导致涂层质量下降,如过度蚀刻或孔隙增大。因此,工艺优化需要在时间与现有密度、温度和电解液化学成分之间进行权衡,以获得所需的涂层特性。.
铝阳极氧化有哪些优势?
铝阳极氧化具有一系列机械、化学和美学特性,因此被各种行业用作最受欢迎的表面处理方法。阳极氧化处理的主要优势之一是可以形成一种涂层,这种涂层是基材的一部分。阳极氧化层不会像油漆或电镀层那样剥落或分层,因此在恶劣环境中更加耐用。.
在机械性能方面,阳极氧化层(尤其是通过硬阳极氧化形成的阳极氧化层)在表面硬度和耐磨性方面具有显著优势。这在模具和夹具等工具部件中尤其有用,因为在这些部件中,反复接触和摩擦会导致未经处理的铝降解。 [4]. .氧化层还具有很强的耐腐蚀性,尤其是在密封良好的情况下,因此在户外和海洋世界中得到广泛应用。.
另一个强大的优点是功能性。阳极层多孔结构的二次处理可以通过染色、密封或润滑剂不均匀浸渍来实现。这样就可以定制电绝缘、热管理或装饰性表面。在电子产品中,阳极氧化铝具有电绝缘和导热的优点,这是大多数其他类型的涂层难以体现的特性。.
阳极氧化材料美观大方,具有表面硬度和耐磨性。.
铝阳极氧化有哪些缺点?
阳极氧化有一些缺点。仅限于某些金属是其固有的局限性之一。虽然铝阳极氧化是一种高效的工艺,但却无法应用于钢、铜合金或大多数其他工程金属。这就限制了它在混合材料组件中的应用。.
涂层虽然坚硬,但与基体金属相比也相当脆。在受到强烈冲击或严重变形时,氧化层可能会开裂,从而影响美观和保护质量。因此,阳极氧化表面不适合在机械冲击或弯曲较大的情况下使用。.
限制因素还可能是工艺复杂性和成本。必须精确控制众多参数(如电解液化学成分、温度和电输入),才能获得一致和高质量的结果。特别是硬质阳极氧化,需要消耗大量能源的专用设备和冷却系统,从而提高了运营成本。.
根据阳极氧化工艺的性质,可能存在环境和监管问题。铬酸阳极氧化工艺就是一个使用危险化学品的例子,需要严格处理、处置和跟踪。硫酸系统中的废物处理和用水量也需要妥善处理,以确保达到环保要求。.
质量检测标准和方法
质量检验 阳极氧化是一项非常重要的工艺,可确保最终阳极氧化涂层既实用又美观。由于阳极氧化可应用于高性能设备,如航空航天零件、高精度工具和电子外壳,因此检验工作必须严格和标准化。.
涂层厚度测量
涂层厚度是衡量质量的主要指标之一,使用无损涡流工具进行测量。这种设备在生产环境中很常见,因为它快速而精确。为了进一步检查,可以使用横截面显微镜,即安装阳极氧化部件的碎片,对其进行抛光,然后在显微镜下进行检查,以直接测量氧化层的厚度并评估其结构。根据用途的不同,对厚度也有要求,装饰性阳极氧化通常在 5-25 微米之间,而硬质阳极氧化则在 25-100 微米或更大。.
表面硬度测试
另一个重要参数是表面硬度,尤其是在耐磨应用中。阳极氧化层的机械强度可通过显微硬度测试(维氏硬度或努氏硬度测试)来确定。通过这些测试可以了解涂层的耐磨性和抗变形能力,这对于反复机械接触的部件尤为重要。.
印章质量评估
密封件的质量是一个重要问题,它对耐腐蚀性和耐用性有直接影响。密封效果可通过多种方式进行评估。染料染色测试是将染料置于阳极氧化表面,任何未完全封闭的孔隙都会因染料被表面吸收而显现出来。另一种常见的程序是导入测试,用于测试氧化层的特性,以评估孔隙封闭的有效性。此外,还可进行沸水浸泡测试,将部件置于热水中,然后检查其表面质量。.
附着力验证
附着力测试不像涂层工艺那么重要,但也可用于验证氧化层的完整性。由于阳极氧化层是基体材料的一部分,因此不需要经常进行附着力测试,但在质量保证过程中,尤其是关键零件的质量保证过程中,可以采用划痕测试等机械方法。.
外观检查
表面外观检测是美学应用中的一个重要因素。可在受控照明条件下进行目视检查,以确定颜色的均匀性、表面光洁度、光泽度以及是否存在条纹或烧伤等缺陷。在彩色阳极氧化过程中,可以使用分光光度计来定量确定生产批次的颜色一致性,并确保加工批次严格遵守设计规范。.
过程控制和行业标准
现代质量体系包括过程控制、记录和可追溯性。电解液成分、温度记录、电流密度图和每批处理时间都记录在生产记录中。统计过程控制技术通常用于检查变异性和提供统一的产出。关于装饰性阳极氧化的 ISO 7599 和关于硬质阳极氧化的 ISO 10074 等国际标准详细规定了涂层性能、测试和验收标准。.
常见缺陷及其补救措施
由于清洁不当、电流分布不均或合金选择不当,阳极氧化过程中也可能出现缺陷。 [5]. .降低电流密度或加强搅拌可缓解局部温度升高和烧蚀表面粗糙的问题。着色不均可能是由于表面处理不当或合金不均匀造成的,这些问题可以通过改进预处理控制来解决。.
电解液污染或密封不当会导致点蚀和腐蚀缺陷。经常进行槽液维护和适当的密封程序是重要的补救措施。条纹和斑点与电接触不一致或支架设计不当有关。.
阳极氧化与其他表面处理的比较
阳极氧化与电镀、喷涂和氮化形成鲜明对比。阳极氧化优于电镀,因为阳极氧化是对基体进行改性,而不是单独沉积一层金属,从而提高了附着力和使用寿命。喷涂可灵活选择材料,但硬度和耐磨性不如阳极氧化表面。.
氮化工艺通常用于钢材,通过氮的扩散提高表面硬度,但对铝材则不适用。阳极氧化技术适用于需要耐腐蚀、适度耐磨和美观的铝制零件。当需要极高的硬度、厚涂层,或必须应用于非反应性金属时,则不适合使用阳极氧化技术。.
在工业实践中,选择阳极氧化的依据是材料与性能要求的兼容性和成本。就铝基系统而言,铝的阳极氧化仍然是最有效、最通用的表面工程解决方案之一。.
参考资料
[1] Velling, A. (2021, March 02). 阳极氧化铝. https://fractory.com/aluminium-anodising/
[2] Protolabs (2026)。. 什么是阳极氧化,它是如何工作的? https://www.hubs.com/knowledge-base/what-is-anodizing/
[3] O'Neill, B. (2025, December). 阳极氧化工艺详解. https://www.wevolver.com/article/the-anodizing-process-explained
[4] Geomiq (2026)。. 铝阳极氧化工艺和优点。. https://geomiq.com/blog/aluminium-anodising-process-and-benefits/
[5] HLH Rapid (2025)。. 阳极氧化工艺详解. https://hlhrapid.com/knowledge/the-anodizing-process-explained/











