

对工程师来说,磨削不仅是为了使产品更光滑,更是为了使产品更好。从智能手机的光滑表面到汽车发动机部件的精确配合,磨削是无数产品背后的英雄。这一细致入微的工艺在确保产品达到最高质量、光洁度和精度标准方面发挥着至关重要的作用。磨削包括使用研磨工具去除工件上的材料,以制造出符合特定规格的光滑、形状精确的表面。
在充满活力的工程领域,磨削不仅仅是一种修饰。它是生产过程中必须满足要求的重要步骤。在注塑成型行业,磨削对生产出表面光滑的零件大有裨益。许多行业,如汽车和模具行业,都依赖于实现严格的公差和出色的表面光洁度。
在本文中,我们将探讨磨削原理、磨削工艺的类型、磨削工艺的应用以及磨削工艺在将原材料转化为精密产品过程中的整体意义。最后,您将对磨削在当代工程中的重要作用有一个扎实的了解。因此,这将有助于制造出更好、更可靠的部件。
什么是研磨?
磨削是一种使用研磨材料帮助去除工件表面微小材料的加工过程。这就像是对工件进行细致的修整。其目的是达到特定的尺寸、形状或光洁度,以满足精确的工程规格要求。
与车削或铣削等其他加工工艺不同,磨削的表面光洁度和精度最高可提高十倍。随着自动化 CNC 系统等技术的进步,现代磨床也在不断发展,其精度极高。
历史概述
多年来,磨削技术有了长足的发展。在 19第 在上个世纪,人们使用简单原始的工具和石头来研磨和塑造物体,这是一种手工工艺。要达到理想的效果,需要大量的手工操作和相当高的技能。因此,这种工艺是劳动密集型的。这些机器使用旋转的石头磨削和塑造金属。后来,随着动力驱动机器的出现,一种更加机械化的工艺出现了,它采用了更加精密的机器。
磨床的工作原理
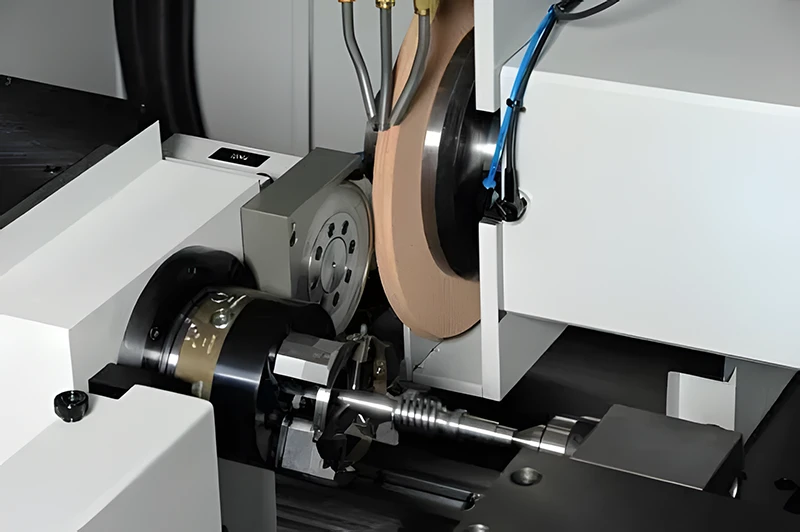
磨削的核心是用砂轮或砂带与工作表面接触时进行旋转。大多数砂轮由氧化铝或金刚石制成。砂轮上的一些磨粒被粘合剂粘合在一起。这些磨粒就像微小的切削工具,可以剪切掉工件上的小碎屑。在加工过程中,工具的磨削面会与工件接触。当两者在压力下相对运动时,工具上的锋利边缘就会产生切削作用 (塑性变形)。 其中一些颗粒可能会在这些表面之间滚动或滑动,从而导致滑动(弹性变形)。
虽然这些颗粒产生的切削作用很小,但却能均匀地去除其表面的一层薄薄的金属。同样,在磨削压力的作用下,工件逐渐实现了高尺寸精度和低表面粗糙度。这是由于钝化磨粒挤压了加工表面的峰值点。
使用立体酸和氧化铬等磨料时,可能会发生化学反应。加工表面会形成一层氧化物薄膜。不过,在磨削过程中很容易被磨掉。在整个磨削过程中,氧化膜会不断产生和去除,通过无数次循环往复使处理过的表面变得平滑。
由于摩擦,这些磨粒经常受到磨损,从材料中去除的量也随之减少。通过修整程序将磨粒从表面去除,以恢复砂轮的正常切割能力。然后,对粘合物质进行玻璃化处理,使其强化和硬化,然后对砂轮进行修整。
材料
磨削通常涉及多种材料,特别是那些坚硬或需要精细加工的材料。这些材料包括钢、铝等金属、陶瓷和复合材料。对于精密度要求极高的玻璃和硅等易碎材料,磨削也是首选。
这种工艺适用于生产多种表面,可以是圆柱形、圆形,甚至是平面。
磨料选择和使用的主要考虑因素
除了选择合适的砂轮之外,还要充分利用磨削工具。对于初学者来说,必须选择合适的研磨材料。
使用磨料的条件取决于以下几点;
- 正在加工的材料类型。
- 使用的磨料类型。
- 磨料的速度。
- 压力有多大?
以下一般准则可为每种应用提供适当的磨料条件。
- 研磨应使用比工件物质更硬的研磨材料。研磨抛光材料则比工件软。
- 较高的速度和较低的压力与较粗的磨料有关。
- 较低的速度和较高的压力与较细的磨料有关。
- 打磨时使用低脆性磨料,抛光时使用高脆性磨料。
- 研磨适用于莫氏硬度为 9 或 10 的研磨材料。
如果磨料条件不对,可能会导致质量不佳、磨料磨损以及产生大量热量,而这些都是你宁愿避免的。
磨削技术规格
任何磨削操作的成功在很大程度上取决于适当的技术要求,以便在磨削时获得最佳效果。
研磨材料
砂轮的选择会影响磨削操作。
制造商根据不同材料的独特性能,为特定用途选择不同的材料。
- 金刚石轮 用于玻璃、陶瓷和硬质合金等硬度较高的材料
- 氧化铝车轮: 由于兼顾了切削能力和韧性,因此是钢和金属合金的首选。.
- 陶瓷氧化铝车轮: 磨削高强度钢和合金
- 碳化硅轮 适用于铸铁、非金属和有色金属。.
- 立方氮化硼 (CBN) 砂轮: 用于工具钢、某些合金钢和高速钢。.
速度和进给量
砂轮的转速对加工过程非常有效。转速越高,加工过程越快,但同时温度也会升高,导致工件热变形。工件应与砂轮同步移动,以获得最佳效果。工件进入砂轮的速度会影响精度和表面光洁度。
车轮等级和结构
磨粒的间距(结构))会影响材料从工件上去除的速度和加工质量。硬度(等级),即磨粒之间的结合强度,取决于被磨材料的类型。较硬的砂轮适用于较软的材料,而较软的砂轮适用于较硬的材料。
研磨压力
加工过程中施加的压力会影响磨削精度。它还会影响砂轮磨损和材料去除率。
冷却液应用
使用正确的冷却剂并正确使用可减少发热。它还能润滑表面。此外,它还能洗去磨屑和切屑,延长砂轮的使用寿命。
粘合材料
磨粒由影响砂轮性能的材料结合在一起。这些材料可能是树脂、玻璃或金属。
机器参数
马力、主轴转速和机床刚性(负载下的抗变形能力)等因素都会对精度和质量水平产生重大影响。
磨削工艺类型
表面磨削
当砂轮与工件的平面接触时,就会产生光滑的表面效果。该过程在平面磨床上进行。操作员将工件放在工作台上,工件在旋转的砂轮下水平移动。该工艺非常适合加工平面、刃磨工具和获得最佳平面度。
平面磨床的速度范围为 5,500-6,500 fpm(28-33 m/s),材料去除率约为每秒 1 英寸³,具体取决于磨料和工件硬度。
外圆磨削
外圆磨削是制造圆形零件的理想工具。工件在接近砂轮时会旋转,从而实现高精度的圆柱表面。这种工艺尤其适用于制造车轴、轴和其他圆柱形设计。外圆磨床的运行速度在 5000-6500 fpm(25-33m/s)之间,去除率为每秒 1 英寸³。
无心磨削
在无心磨削中,工件不是机械固定的,而是支撑在砂轮和导轮之间。
这种方法可以高速、稳定地磨削圆柱形零件,无需支撑架。它通常用于磨削不需要以下条件的圆柱形零件 装置 无心磨削的磨削速度可高达 4500-6000 fpm(23-30m/s),材料去除率约为 1 英寸/秒。无心磨削的工作速度约为 4500-6000 fpm(23-30m/s),材料去除率约为每秒 1 英寸³。
内部磨削
顾名思义,制造商使用这种方法对内表面进行精加工。小砂轮旋转磨削工件(无论是圆柱形还是圆锥形)的内部,以达到所需的光滑度。这种方法非常适合精加工圆柱体、镗孔和生产精确的内部几何形状。它的高速运转速度约为 6500-9500 fpm(33-48m/s),材料去除率约为每秒 0.5-1 英寸³。
斜进给磨削
与普通磨削工艺不同,渐进进给磨削非常适合深切削和复杂形状的加工。在这一过程中,砂轮在工件上缓慢移动,一次就能磨掉大量材料,从而减少了多次磨削的需要。极慢的进给速度和较深的切削深度使其适用于生产专用工具和刃磨切削工具。磨床的运行速度通常约为 4000-600 fpm(20-30m/s),材料去除率为 1 英寸/立方英尺(约 20-30 秒)。
夹具磨削
夹具磨削可使模具、夹具和夹具更加完美。这种方法在要求极高精确度的情况下效果最佳。它尤其擅长磨削复杂的形状和孔洞,精度高,光洁度好。
齿轮磨削
齿轮磨削技术可加工出表面光滑的精密齿轮。它通常用于那些需要满足严格的精度要求并拥有高质量表面的齿轮。常用于航空航天和汽车工业中要求低噪音和高效率运行的齿轮制造。运行速度约为 3,500 至 4,500 fpm(18 至 23 m/s),材料去除率约为每 30 秒 1 in³。
螺纹磨削
螺纹磨削用于生产 线程 螺母、螺钉和各种紧固件。它在制作均匀、精确的螺纹方面表现出色。是紧固件高精度螺纹的理想选择,适用于需要严格公差和平滑螺纹表面的场合。操作速度在 2000-250000fpm (10-13m/)之间,去除率为每 30-40 秒 1 英寸³。
切入式磨削
切入式磨削专门用于加工圆柱形表面,是外圆磨削的一个分支。在这一过程中,砂轮径向插入工件,沿着工件的整个长度完成一次磨削。磨床的运行速度约为 6500 fpm(33m/s),材料去除率为每 20 秒 1 英寸³。这种方法通常用于磨削汽车零件、圆柱滚子和轴承滚道,是高精度圆柱精加工的理想选择。
成型磨削
成型磨削非常适合需要精确轮廓或外形的工件,因为它使用成型砂轮来生成复杂的形状。用于制造具有独特形状的工件,如齿轮滚刀和涡轮叶片。工作速度约为 3,500-4,500 fpm(18-23 m/s),材料去除率为 30-40 秒内 1 英寸³。
轮廓磨削
超硬磨料加工
超硬加工使用硬度和切削力更高的金刚石或立方氮化硼(CBN)砂轮。工作速度超过 6,500 英尺/分钟(33 米/秒),去除率为 10 至 15 秒 1 英寸³。
这种技术在磨削碳化物、陶瓷和硬化钢等韧性极强的材料方面表现出色。它广泛应用于汽车和航空航天工业精密部件的生产。
除了我们讨论过的各种类型外,还有大量其他磨削技术,每种技术都适合特定的要求,具体取决于材料的种类、精度和所需的表面抛光度。
磨削工艺的优缺点
| 优势 | 缺点 |
|---|---|
| 高精度和准确性 | 设备成本高 |
| 改善表面光洁度 | 复杂的设置和操作 |
| 加工硬质材料的能力 | 有限的材料去除率 |
| 多功能性(用于各种材料) | 热损坏风险(如果未对热量进行管理) |
| 复杂形状制造(槽、凹槽) | 昂贵的车轮更换 |
| 一致性和可重复性(使用数控机床) | 噪音和粉尘产生 |
| 发热量有限(使用冷却剂) | |
| 无毛刺形成。 |
结论
磨削是制造业中不可或缺的灵活工艺。对磨削工艺的细致了解是工程师和制造商改善运营的关键。未来,随着技术的发展,更好的磨削工具和磨削工艺的出现,世界制造业将有更多的选择。











