
我们在关于" "的文章中提到了 "模具基地"。injec模具部件",它是 注塑模具.今天,我们将对模具底座的一些材料进行研究,并详细介绍其工艺和选择。
本文讨论的内容并非产品设计师需要掌握的内容,而是针对那些在产品设计领域工作的人。 造型 和注塑行业。请根据自己的学习需求自行判断。
究竟什么是模底?
模座是模具的关键部分,通常由金属制成,用于支撑和固定模具的各个部件。
模具底座的作用是按照设计要求组装和定位模具的所有部件,确保模具在加工或使用过程中的稳定性和精度。
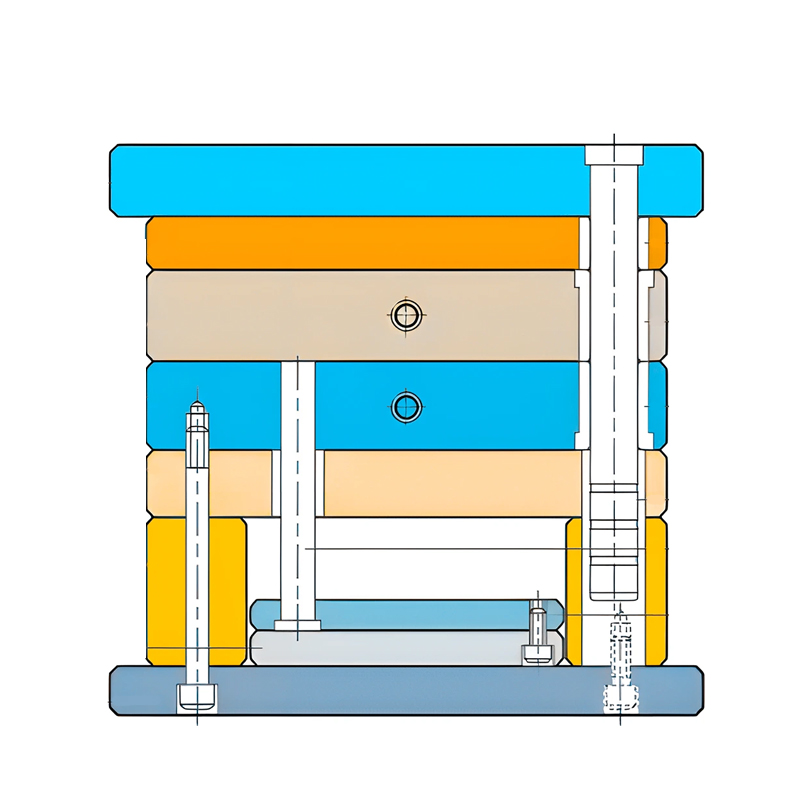
它主要包括以下部分 上夹板/后夹板、A 板/B 板和间隔块等。这些部件共同确保了模具的稳定性和可靠性。有些模座还包括顶出系统、导向系统、预复位系统等,以满足不同的模具加工需求。
虽然模具底座是模具结构的基础部分,但它却不可或缺。它不仅是模具加工精度的保证,也是模具正常运行的关键。
模底的组成
由于模底和模具本身在加工过程中存在很大差异,因此模底的成分至关重要。 模具制造商 通常会选择向专业生产商订购模胚,充分利用双方的生产优势,提高整体生产质量和效率。
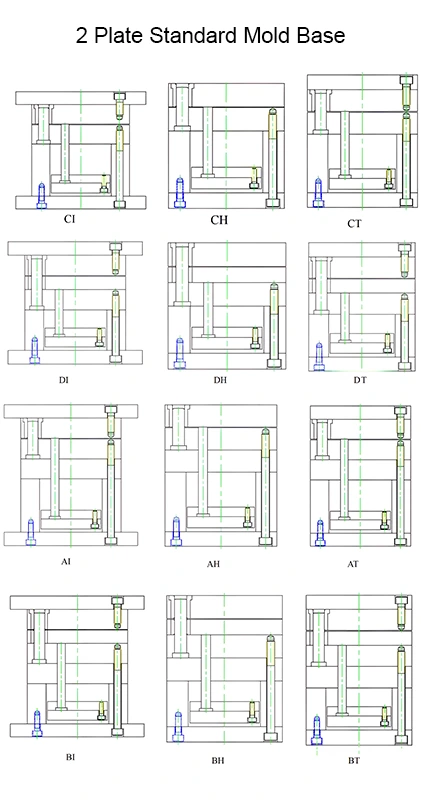
多年来,模胚制造业已日趋成熟。模具制造商现在可以选择购买根据特定模具要求定制的模胚,或从各种标准化模胚产品中进行选择。标准模胚设计多样化,交货时间短,可立即使用,为模具制造商提供了更大的灵活性。因此,标准模胚的使用越来越普及。
简单来说,模座包括预成型系统、导向系统和顶出系统。
通常情况下,模座配有顶夹板、A 板、B 板、C 板(间隔块)、后夹板、顶出销板和顶出挡板(顶出销板和顶出挡板通常被归类为顶出系统),以及导向销(通常被归类为导向系统)、回位销和其他组件。
顶部夹板:
支撑并固定模座和进料系统。
一个盘子
修复了 模芯 或采用优质材料直接成型。
剥离板:
用于不适于使用以下设备弹射的产品 退弹销 或扁平顶针。脱料板顶出用于透明和外观部件。
B 盘:
固定模芯,还能延长流道。
支撑板(并非每个模座都有):
如果下模需要承受很大的压力,而其厚度可能不够,则需要使用支撑板来增强模具强度。
C 板(间隔块):
支撑模座,与产品顶出有关。间隔块的高度与产品的高度有关。
后夹板:
用于将模具安装到 注塑机.
顶针板:
固定弹出销。
顶出器固定板:
控制顶针的移动。
返回引脚:
当模腔和模芯关闭时,顶针会缩回。如果顶针没有缩回,可能会与产品/模腔发生碰撞,造成损坏。

常用模胚材料
钢:
钢是最常用的材料之一 模具材料包括 45# 钢、55# 钢、65# 钢和 50Mn 等类型。它具有很高的强度、韧性和耐磨性,能够承受巨大的负荷和冲击。它适用于大型、高精度 注塑模具加工.不过,钢材也有其缺点,比如相对较重和容易生锈。
铝合金:
铝合金以轻质、高强度和耐腐蚀而著称,因此适用于中小型精密模具制造。常用的铝合金包括铝硅合金、铝镁合金和铝锰合金。铝合金具有密度低、导热性和导电性好的特点,是减轻模具重量和提高生产效率的理想材料。
模座材料的选择应综合考虑模具的尺寸、精度和负载要求。对于模座强度和稳定性要求较高的应用,应使用钢材料。对于需要减轻模具重量并具有高导热性要求的应用,如小型精密模具,可选择铝合金或塑料材料作为模座。
标准模座的制造
在之前的讨论中,我们提到大多数模具制造商都将精力集中在模腔和型芯的设计与加工上,通常会将标准模胚外包,以提高工厂的生产效率。只有在特殊情况下,模具供应商才会对模座进行定制精密加工。
让我们来关注一下标准模胚的加工。
标准模胚的主要加工步骤
1.底面加工,确保尺寸精度。
2.对齐工件基准面,检查二维和三维表面余量。
3.二维和三维表面的粗加工,包括非安装平面和非工作平面(如安全平台面、缓冲器安装面和侧基准面)。
4.半精加工前,确保侧基准面的精度。
5.二维和三维表面的半精加工,各种安装和工作表面(包括止动安装和接触面、刀片安装和背面、弹簧安装和接触面、各种行程止动工作表面等)的精密加工。导轨表面和孔的半精加工。为加工基准孔和高度基准面的精密加工留出余量,并记录数据。
6.检查和审查加工精度。
7.装配工装配操作。
8.在完成加工和对齐加工基准孔底座之前,检查刀片余量。
9.精加工二维和三维表面和孔位,精密加工工艺基准孔和高度基准,精加工导向表面和孔。
10.检查和审查加工精度。
模胚加工的主要特点
1.高精度要求:
模具通常由模腔、模芯和模座组成,其中有些是多件组装模块。因此,模腔和模芯的组合 嵌件 和模腔以及模块组装都需要高精度。精密模具通常能达到 M 级的尺寸精度。
2.复杂表面:
有些产品,如汽车覆盖件、飞机部件、玩具和家用电器,其表面由多条曲线组成,因此模具型腔表面非常复杂。有些曲线需要用数学方法进行处理。
3.小批量生产:
模具不是大批量生产的,通常只生产一件。
4.处理步骤繁多:
模具加工通常包括铣削、镗孔、钻孔、铰孔和螺纹加工。
5.重复生产:
模具是有寿命的。当模具超过使用寿命时,就需要更换,因此模具生产往往具有重复性。
优秀的模具材料,硬度高:
模具的主要材料通常是优质合金钢,尤其是高寿命模具,从毛坯锻造、加工到热处理都有严格的要求。因此,加工工艺的制定不容忽视,热处理变形是加工中的一个严重问题。
影响模胚加工的设备因素
鉴于上述诸多特点,机床的选择必须尽可能满足加工要求,例如 强大的数控机床 功能、高机械精度、良好的刚性、良好的热稳定性和轮廓建模能力。
1.基础和支持:
模夹板是模具安装的基础,提供支撑、保护并连接关键部件(模芯)。
2.模胚标准化
由于模座不参与成型,因此其形状不会随产品的变化而变化,而是与产品的尺寸和结构相关。这就实现了模座的标准化,方便了加工。模胚制造商可以提前准备好各种尺寸和规格的模胚部件(模板、导柱),并根据客户需求进行组装。著名的标准包括 DME, 双叶, 哈斯科等等。
3.选择合适的模胚加工设备
标准模胚加工设备主要包括铣床、磨床和钻床,其中铣床和磨床可用于加工模胚。 打磨 提供符合特定尺寸的六个抛光表面。钻孔机可钻出不需要的精密孔,如螺丝孔、吊装孔、钻孔和攻丝。标准模具底座的基本要求是便于顺利开模。
4.导向销孔的精度:
模具制作是否顺畅与四个导向销孔的精度直接相关,通常需要数控立式加工中心快速钻孔,然后镗孔,以达到精度要求。
5.耐用性和安全性:精心设计模具零件
模具加工中的各种部件应具有足够的强度和刚度,以防止在使用过程中损坏和变形,紧固部件应包括防松措施,以避免意外伤害。
6.维护安全的加工环境
加工过程中不得产生废料或抛射工件,以免分散操作人员的注意力或对其造成伤害。
7.降低噪音,确保模具处理安全
应尽量减少注塑成型过程中的噪音和振动。设计应标明模具重量,以便于安装和安全。重量超过 20 千克的部件应有起重和搬运措施,以减轻劳动强度。安装或拆卸加工件应方便、安全,以防受伤。
影响模座结构的因素
空腔布局:
由模座的几何特征、尺寸精度要求、批量大小、制造难度和成本决定,包括型腔的数量和布局。
分界线 决心:
该职位应有利于模座加工、排气、脱模和成型操作,以及塑料零件的表面质量。
门禁系统和通风系统:
浇口系统(主流道、副流道和浇口形状、位置、尺寸)和排气系统(排气方式、排气槽位置、尺寸)的确定。
弹射方法:
选择顶出方法(顶针、顶出套筒、推板、复合顶出),并决定侧凹加工方法和抽芯方法。
温度系统:
确定冷却和加热方法,包括冷却/加热槽的形状和位置,以及加热元件的安装位置。
壁厚和尺寸
根据模座的材料、强度计算或经验数据,确定模座部件的厚度和外部尺寸、外部结构以及所有连接、定位和导向部件的位置。
结构
确定主要成型零件和结构部件的结构形式。
分析和计算:
为了确保模制件的工作尺寸,必须对模座各部分的强度进行仔细分析和计算。
有些模胚可以在 10 天内完成加工,有些则可能需要一个月,不一定能按时完成最初规定的数量。不过,模胚加工行业的总体趋势是简化流程,许多操作不需要人工干预,而是采用高科技生产方法。这种方法既节省时间,又能确保加工后的模胚更准确地达到生产设计标准。
模胚加工越复杂,生产出来的产品销售价格就越高,因为 数控加工成本 明显高于其他产品。
由于模具制造商一般不会自己加工模胚,因此,扎实了解如何正确选择模胚至关重要。虽然模胚行业有一定的标准,但模胚种类繁多,无法在此一一介绍。我们只能简要介绍一下选择模胚的方法和步骤。
标准模胚的选择方法和步骤
选择方法
测试所选模具基础模型的适应性:
对于所选模具,应检查其与注塑机的关系,如闭模高度、开模行程等。如果不合适,就需要重新选择。
标准模座有多种尺寸,因此选择合适的尺寸非常重要。如果尺寸太小,模座可能没有足够的强度或刚度,或者没有足够的空间放置螺钉、销和导套(导柱)。如果尺寸过大,不仅会增加成本,还需要更大型号的注塑机。
选择步骤
1.确定模座装配形式
根据塑件的结构要求,确定模具的结构装配形式。
2.确定空腔壁厚
使用壁厚公式或根据经验计算空腔的壁厚。计算空腔板的圆周尺寸。
3.钢板周长尺寸
计算出的空腔板圆周尺寸应接近标准尺寸,通常需要进行大幅调整。此外,在进行修正时,应确保壁厚位置有足够的空间安装其他部件,如导套。如果没有足够的空间,则应增加壁厚尺寸。
4.确定板的厚度。
根据空腔深度计算底板厚度,并按照标准尺寸进行校正。
5.选择模座尺寸
根据确定的型腔板圆周尺寸和所需的板厚,选择模座。
尾注
讨论模具底座似乎有点枯燥,但对于模具制造或注塑成型人员来说,它既是基础,也是不可或缺的。就像摩天大楼必须从坚实的地基开始才能巍然屹立一样,建立一个坚实的基础对创造一个出色的结构至关重要。
我是 FirstMold 的资深模具和注塑专家 Lee Young。欢迎您与我联系,交流模具制造或注塑成型方面的知识。我们也期待着与本公司的合作订单~接下来,我们将深入探讨模具其他组件的细节。敬请期待














