

数控铣削是一种广泛应用于现代工业生产的制造工艺。该技术属于 减材制造 该工艺通过从实心坯料上切除材料,以获得所需的几何形状或尺寸。与过去那些受人工控制影响较大的加工工艺不同,数控铣削是一种计算机控制的工艺,通过计算机指令来控制切削工具的运动。.

数控铣床简介
数控铣削是一种加工工艺,其中固定不动的工件由计算机程序控制的旋转切削刀具进行切削。缩写词CNC代表“计算机数控”(Computer Numerical Control),反映了控制机床运动和操作的数字指令。.
在常规的数控铣削设置中,高速旋转的刀具切削固定在移动工作台上工件。机床控制器解读数字程序——该程序通常用 G 代码——并控制机床轴按照指定的刀具路径移动。随后,刀具切入工件,逐步切除材料,从而形成所需的形状。.
数控铣床由计算机控制,可以在最少的人工控制下加工出高度精细的零件。机床的多维运动允许创建特征,如槽、凹槽、轮廓和三维表面的精细细节。.
数控铣削的精度是其显著特征之一。现代数控加工中心配备了先进的体积误差补偿算法,能够始终如一地满足定位公差要求,其公差范围为 ±2 至 ±5 微米. 这种极高的几何精度对于高性能工程工艺至关重要,在这些工艺中,微米级精度是不可妥协的 [1].
精度、灵活性和可扩展性使数控铣床成为当今制造业的基础技术。.
数控铣床的历史和演变
数控铣床的历史可以追溯到手动控制的传统铣床。过去,机械师通过手转和机械杠杆上的运动来控制刀具的移动。虽然专业操作人员可以提供一些出色的结果,但速度很慢,而且可能会受到人为错误的影响。.
二十世纪四五十年代数控技术的出现是机械加工技术的巨大成就。早期的数控机床使用打孔卡或纸带编码指令来指导机床运动。这些系统不仅帮助制造商实现了重复加工过程的自动化,还提高了加工的一致性。.
上世纪七八十年代发明的计算机技术催生了计算机数控系统。数控控制器取代了机械指令系统,使机器能够读取软件生成的数字指令。.
这一技术革新极大地提高了铣床的强度。使用 CAD 和 CAM 软件可以生成复杂的刀具路径,从而使工程师能够以更高的精度和效率加工复杂的零件。.
如今的数控铣床集成了先进的传感器、高速主轴、自动换刀装置和网络控制系统。这些机床更有可能集成到智能生产系统中,在设计和生产之间轻松传输数字信息。.
数控铣床有哪些部件?
数控铣床由复杂的机械和电子元件组成,共同执行高精度加工操作。.
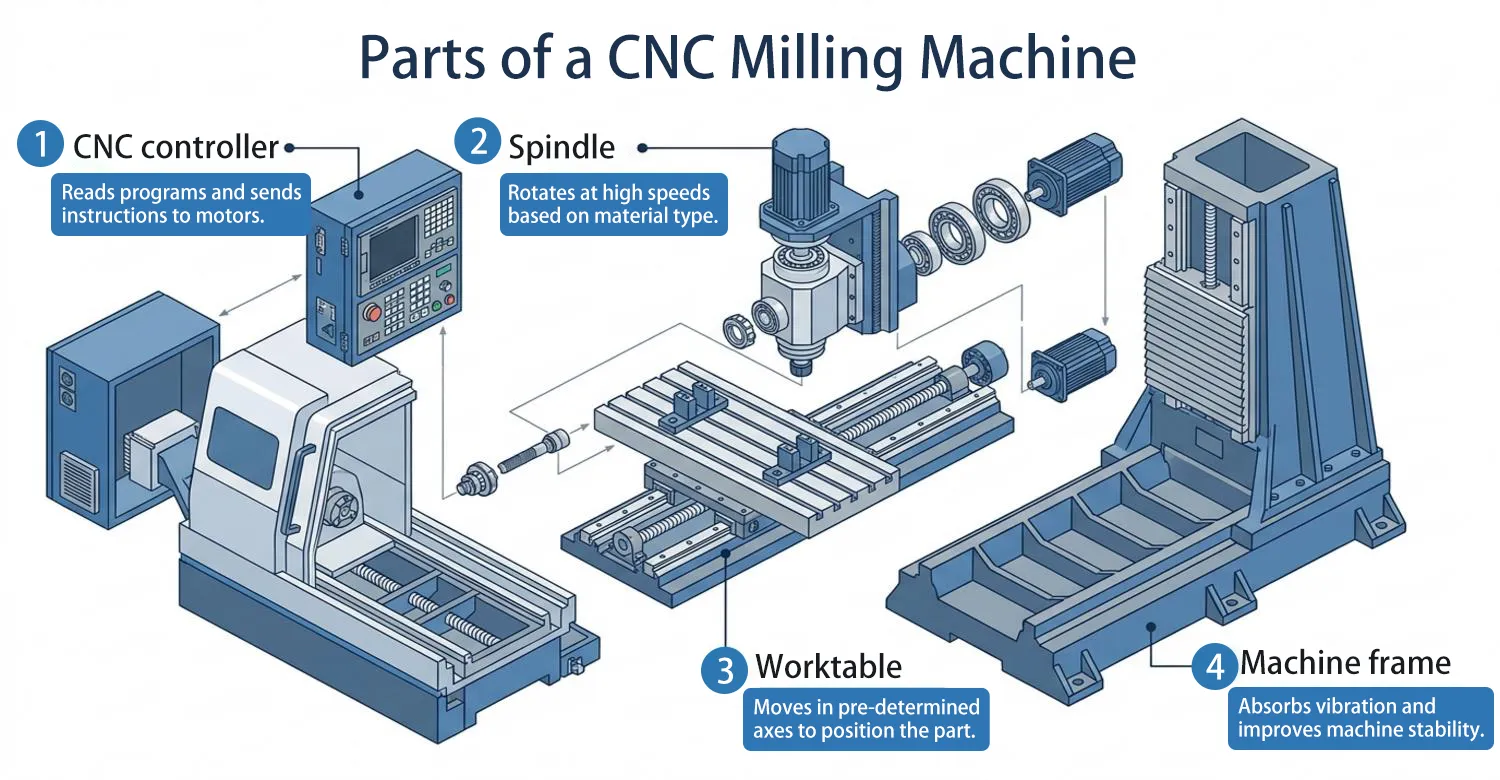
机床机架是铣削系统的结构基础。它由铸铁或钢等硬化材料组成,可吸收切削时产生的振动,提高机床的稳定性。.
主轴的作用是固定并驱动切削刀具旋转。主轴转速会根据被加工材料和切削刀具的不同而有所变化。高速加工(HSM)中使用的高性能主轴通常在 20,000 和 40,000 转/分. 这种快速旋转能大幅降低切削力和热变形,从而显著提高材料去除率(MRR)并获得更优异的表面光洁度 [2].
工作台是加工过程中固定工件的地方。材料被夹具、夹具或夹钳夹住、固定或紧固,然后工作台按预定轴线移动,使工件与切削工具就位。机床有一个中央处理单元,称为 CNC 控制器。它读取加工程序,计算刀具的移动,并向移动机床轴的电机发送指令。.
现代机床还包括自动换刀装置,可在机床执行加工循环时在多个切削刀具之间进行切换。这种自动化可在一次装夹中制造出复杂的零件。.
数控铣床有哪些类型?
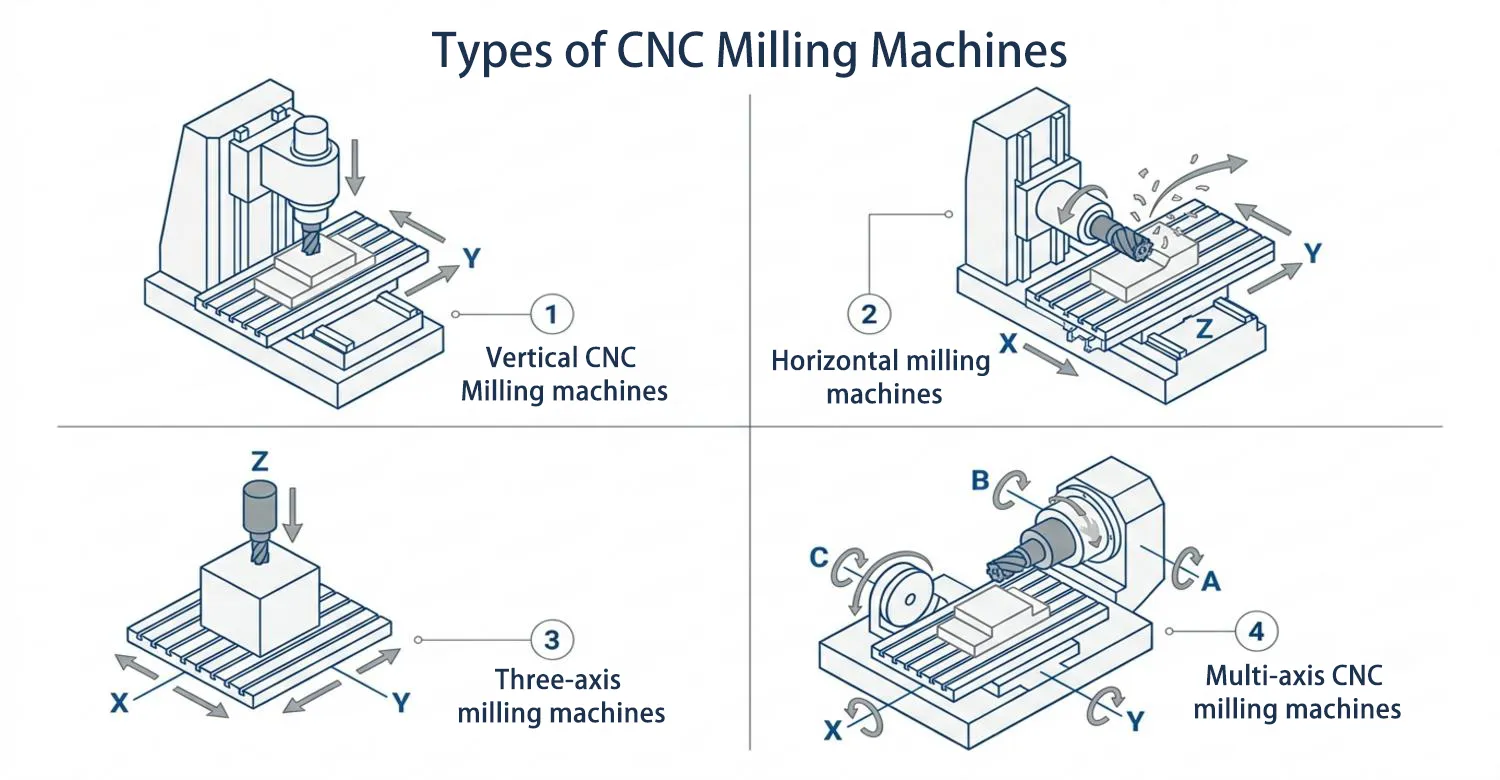
立式数控铣床
立式数控铣床的主轴与工作台成直角。这种垂直于工件方向的切削工具适合加工平面、槽和型腔。.
这些机器被广泛应用于 机械加工厂 由于其用途广泛且占地面积相对较小,立式加工中心被广泛应用于原型制作、小批量生产和通用加工领域。.
卧式数控铣床
卧式铣床的主轴与工作台平行。这种设计可使机床运行过程中产生的切屑远离切削区,从而提高切削效率并降低发热量。.
卧式机床因其刚性和处理重型工件的能力而被用于大规模工业生产。.
三轴数控铣床
三轴铣床在 X、Y 和 Z 轴上旋转。这些机器能够生产各种部件,是生产工厂最常用的数控铣削系统。.
虽然它们用途广泛,但在使用三轴机床系统时,几何形状复杂的系统可能不只需要一次设置。.
多轴数控铣床
四轴和五轴数控铣床配有额外的旋转轴,允许切削工具或工件在加工过程中倾斜和旋转。这样就能以更少的设置加工更复杂的部件。.
多轴加工广泛应用于 航空航天零部件制造 和 医疗器械制造, ,这些产品需要形状复杂且公差要求严格的零部件。.
表 1:常见数控铣床类型比较
| 机器类型 | 主轴方向 | 典型轴 | 常见应用 |
|---|---|---|---|
| 立式铣床 | 垂直 | 3-5 轴 | 普通机械加工、原型制作 |
| 卧式铣床 | 横向 | 3-4 轴 | 重型材料清除、生产 |
| 3 轴数控机床 | 垂直或水平 | X、Y、Z | 标准加工操作 |
| 5 轴数控机床 | 多方位 | X、Y、Z + 旋转 | 航空航天部件,复杂几何形状 |
数控铣削加工工作流程
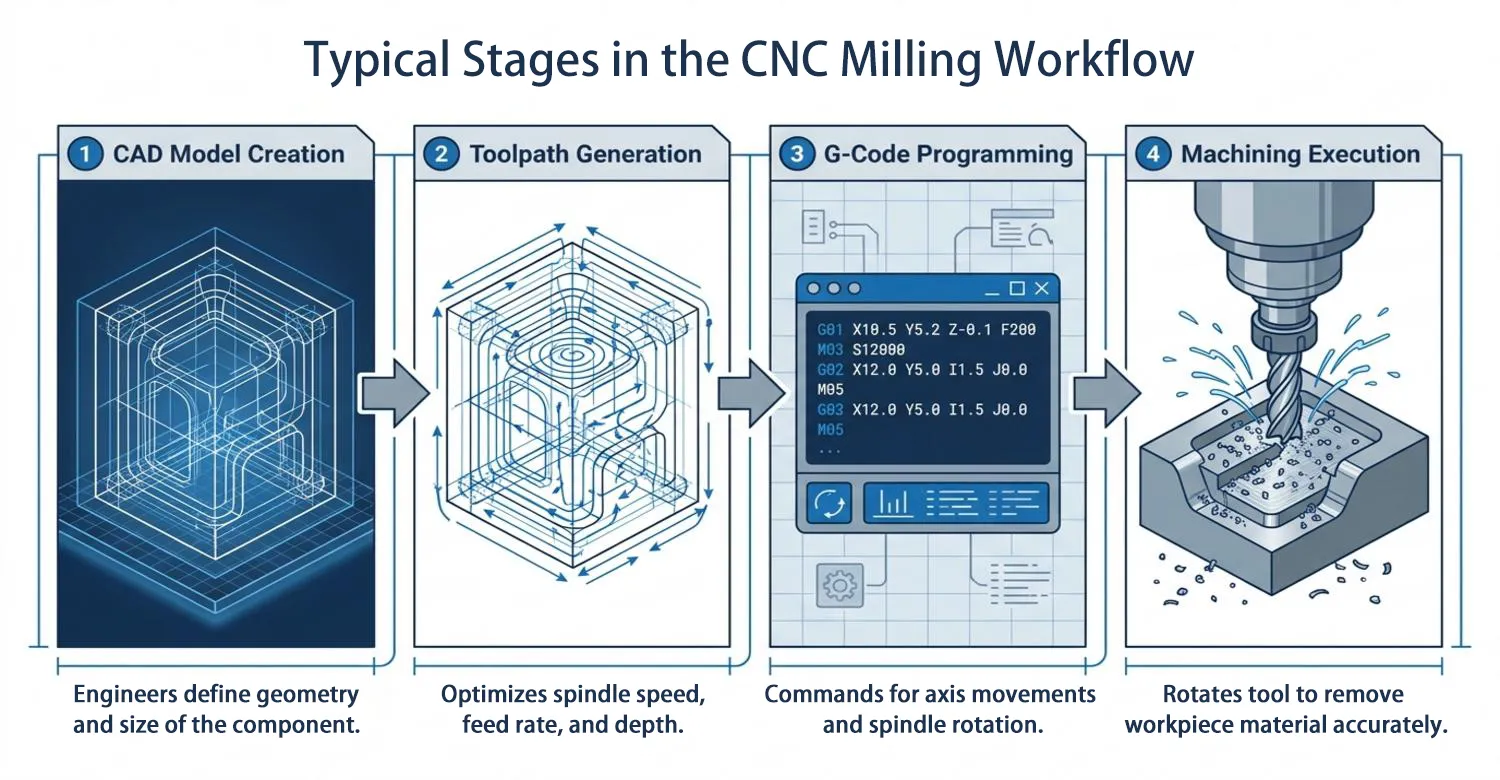
数控铣削过程是一个计算机化的系统过程,通过该过程将设计思想转化为最终的实际物理组件。该过程的每个阶段都有助于提高最终产品的精度和效率。.
CAD 模型创建
数控铣削工作流程始于使用计算机辅助设计软件生成三维数字模型。在这一阶段,工程师要确定部件的几何形状、尺寸及其特征。这些数字模型是制造的蓝图,可确保将设计精确地转化为加工指令。.
使用 CAM 软件生成刀具路径
CAM系统会生成精密的刀具路径,从而控制切削刀具在工件周围的精确运动。先进的CAM系统通常采用动态或摆线铣削算法,以保持恒定的刀具切入角。这种优化措施可将粗加工时间缩短多达 40% 至 50% 同时通过防止严重的机械载荷突增,显著延长了刀具的使用寿命 [3].
工程师指定的一些加工参数包括主轴转速、进给速度和切削深度。对这些参数进行优化后,可以有效地剥离材料并延长刀具寿命。.
G 代码编程
创建刀具路径后,CAM 软件会将刀具路径转换为机器可读代码(G 代码)。根据这些代码,可以发出轴移动、主轴旋转和其他机床操作的命令。.
然后将 G 代码软件传输到数控铣床控制器。.
机器设置
在启动机床之前,操作员要安装切削工具并将工件夹紧在工作台上,为机床做好准备。然后将机床校准到加工操作所需的正确坐标。正确的机床设置可确保加工程序得到良好执行。.
加工执行
程序启动后,数控铣床会自动按照编程的刀具路径进行加工。这是一种切削过程,涉及切削刀具的高速旋转和机床轴的高精度运动,以去除工件材料。.
这个过程一直持续到创建出所需的零件最终几何形状为止。.
表 2:数控铣削工作流程中的典型阶段
| 工作流程阶段 | 说明 | 使用的主要工具 |
|---|---|---|
| CAD 设计 | 创建数字化零件几何形状 | CAD 软件 |
| CAM 编程 | 刀具路径生成和加工策略 | CAM 软件 |
| 生成 G 代码 | 将刀具路径转换为机器指令 | 后处理器 |
| 机器设置 | 工件夹紧和工具安装 | 夹具和工具 |
| 机械加工 | 自动材料清除 | 数控铣床 |
常见的数控铣削操作有哪些?
数控机床可以完成许多任务,这使得制造商可以在工件上添加许多几何特征。每种操作都有一些加工策略,决定了切削工具和材料之间的关系。.
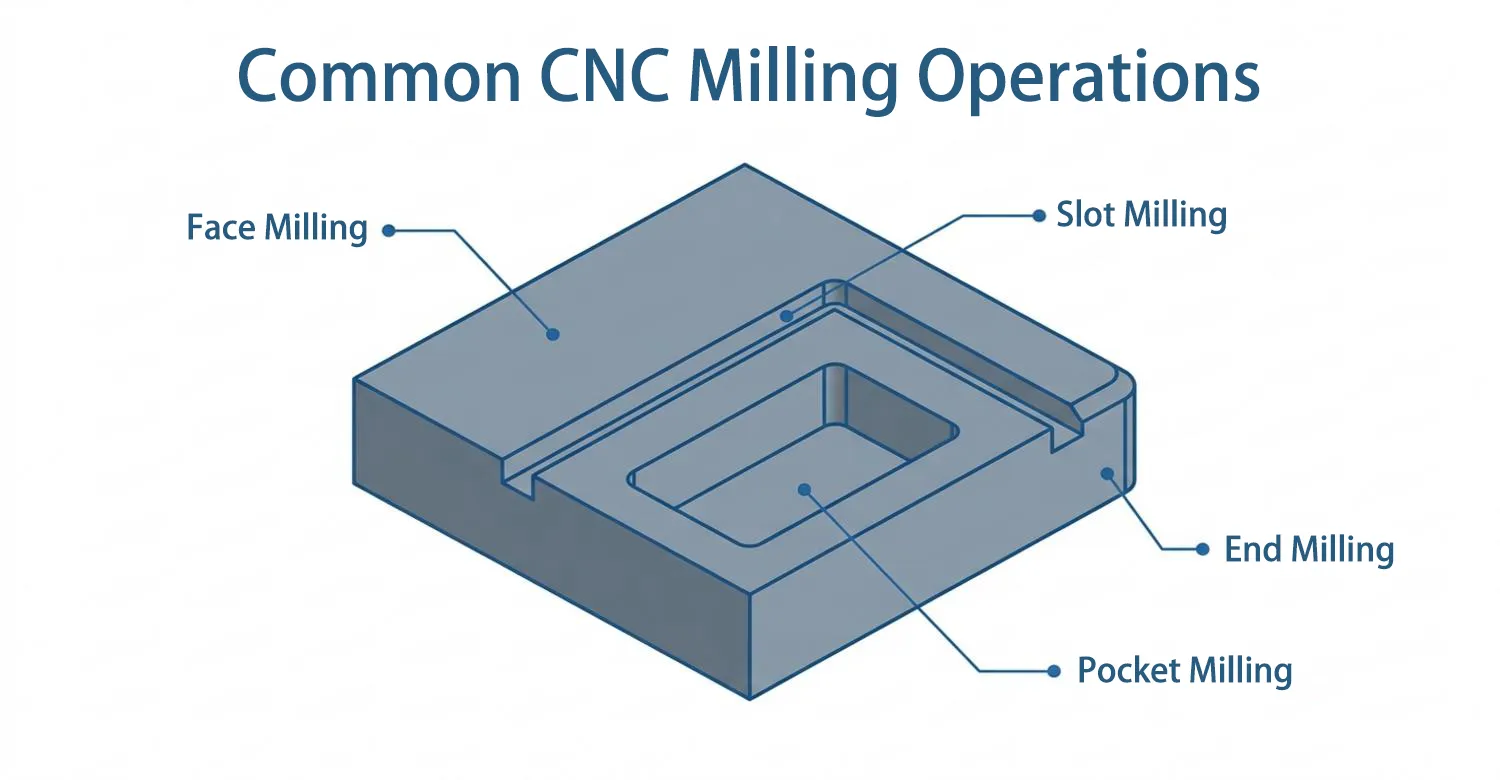
端面铣削
面铣(去除工件上表面的材料)形成一个平面。在此过程中,面铣旋转,而工件在其下方移动,逐渐削去薄层材料。.
端面铣削还用于在对毛坯进行后续加工前对其进行预处理。此外,该工艺还应用于生产平面的机械部件,例如机床底座、安装板和结构支架。.
端面铣削
端铣是使用两侧和顶端都有锋利刃口的切削工具进行的。这使得刀具可以垂直和水平切削,从而实现极其多样化的加工。.
这种工艺通常能加工出槽、凹槽、轮廓和复杂的三维轮廓。端铣通常用于制造模具、冲模、外壳和其他需要复杂内部特性的产品部件。.
槽铣
槽铣的目的是在工件上切割出狭窄的通道。这些通道可用作工作通道,如机械组件上的键槽、导轨或轨道。.
其他行业,如汽车制造和工业机械行业,往往采用槽铣加工来生产需要精确对准特征的零件。该操作还能加工出用于连接环或滑动机械的凹槽。.
轮廓铣削
轮廓铣削是在工件上加工出弯曲或凹凸表面的过程。切削工具遵循复杂的三维路线,该路线与计算机模型中提供的形状相关联。.
这一点尤为重要,特别是在航空航天和模具制造领域。涡轮叶片、模具以及像这样细节极其丰富的建筑模型,也可能需要进行轮廓铣削: 北京“鸟巢”的手工模型
袖珍铣削
袋铣工艺需要在工件内部切割已知区域,形成袋状空腔。部件也可安装在空腔内,或减轻部件的总体重量,但仍保留其结构。.
口袋铣削广泛应用于航空航天结构件、机械外壳以及复杂的热管理部件,例如 钢制通风散热器. 通过有针对性地去除内部材料,工程师们得以在强度和重量之间取得最佳平衡。.
数控铣削中的刀具
切削刀具是数控铣削系统的基本要素,因为它们决定了从工件上去除材料的效率。刀具的几何形状、材料结构和表面光洁度决定了加工性能和使用寿命。.

立铣刀是数控铣削中用途最广泛的工具。所使用的刃口使其能够完成仿形、开槽和袋铣等工作。根据加工要求,立铣刀有多种形状和尺寸。.
球头立铣刀的端部呈圆形,因此能够切削光滑的曲面。球头立铣刀可用于制造模具和加工轮廓光滑的复杂表面。.
面铣刀往往是较大的工具,用于从平面上去除材料。大多数铣刀都有可更换的硬质合金旋转刀片,使用后可进行车削或更换,这有助于延长刀具的使用寿命并降低运营成本。.
制造切削工具的材料至关重要。例如,硬质合金工具即使在高温下也不会失去硬度,在用于重型加工时也不会损坏,因此很受欢迎。另一种形式的附加涂层,如氮化钛和氮化钛铝,也能提高刀具的切削性能和使用寿命。.
在漫长的生产过程中,正确的切削工具将最大限度地提高加工效率,改善表面光洁度,并减少切削工具的磨损。.
数控铣床有哪些优势?
数控铣的优点很多,这使其成为现代工程中最可靠的制造工艺之一。数控铣的最大优势之一就是精确性。这是通过使用数字指令实现的;因此,数控机床可以重复生产公差非常小、生产差异非常大的零件。.
另一大显著优势在于其多功能性。数控铣床能够加工从平面到复杂形状的各种几何形态。这得益于其灵活性,使制造商能够使用同一套设备既生产原型零件,又能进行大批量生产。.
自动化还能提高生产率。一旦设置好机床和安装好加工程序,机床就可以在不需要很多操作员的情况下运行。这种能力不仅提高了生产过程的效率,还有助于排除人为错误的风险。.
数控铣削还与现代数字制造系统高度兼容。CAD 和 CAM 软件的集成可以帮助工程师在设计和生产之间架起桥梁,节省大量的产品开发时间。.
数控铣床有哪些局限性?
尽管有这些优点,数控铣床也有其局限性。最突出的问题之一就是材料浪费。考虑到该工艺是将材料从实体块上切割下来,原始材料的很大一部分会变成切屑或废料。.
另一个限制因素是机器和工具的成本相对较高。数控铣床需要大量资本投资。高科技多轴数控机床的成本可能过高。.
对于几何形状复杂的工件,三轴机床可能也需要多次装夹或使用专用夹具。虽然多轴机床可以解决这一问题,但它们需要复杂的编程,且运营成本高昂。尽管如此,专业 数控铣削服务 由于其可靠性、精度和灵活性,它至今仍是制造业中最有效且应用最广泛的解决方案之一。.
参考资料
[1] Schwenke, H., Knapp, W., Haitjema, H., Weckenmann, A., Schmitt, R., & Delbressine, F. (2008). 机床的几何误差测量与补偿——最新进展。. 《CIRP年鉴》, 57(2), 660-675. https://doi.org/10.1016/j.cirp.2008.09.008
[2] Fallböhmer, P., Rodríguez, C. A., Özel, T., & Altan, T. (2000). 用于模具制造的铸铁和合金钢的高速加工。. 《材料加工技术杂志》, 98(1), 104-115. https://doi.org/10.1016/S0924-0136(99)00311-8
[3] Otkur, M. 与 Lazoglu, I. (2007). 螺旋铣削。. 《国际机床与制造杂志》, 47(9), 1324-1332. https://doi.org/10.1016/j.ijmachtools.2006.08.002











