

在文章"什么是注塑成型在 "注塑成型 "一文中,我提到了注塑成型过程中不可或缺的两个工具:注塑模具和注塑机。今天,让我们来了解一些世界顶级品牌的注塑机。我们还将全面介绍注塑机的一些主要参数和类型。

小贴士点击" "。注塑模具"了解更多有关另一种不可或缺的工具的信息。
全球十大注塑机品牌
主要注塑机品牌
世界各地有许多注塑机供应商,其中包括当地或全球知名的供应商。让我们先列举一些比较知名的注塑机供应商:
奥地利: Engel, Wittmann Battenfeld
瑞士: Netstal(克朗斯股份公司)
德国: 克劳斯玛菲、住友(SHI)德马格、阿博格
意大利: 内格里-博西
美国: Milacron
加拿大 哈士奇
日本: 日精、JSW、发那科、东洋、东芝、川口、三菱、住友、索迪克、新泻
中国: 海天、陈行、Yizumi、FCS、Borche

10 大注塑机品牌
评选十大注塑机制造商涉及众多标准,而公司收入往往是人们首先想到的指标。我花了一整天时间收集这些供应商的年度财务报告数据。许多网络文章提到的公司收入数据与真实数据有很大出入。而且,很多注塑企业的官方最新年报还是过去几年的,有的甚至可以追溯到 2018 年之前,参考价值不高。
此外,每家公司的业务结构各不相同,无法准确反映其注塑机的实际能力。
考虑到品牌注塑机的生产质量、注塑速度、射出比、锁模力和吨位型号等综合因素,笔者整理出了一份能真实反映其实力的十大品牌注塑机排行榜。
1.恩格尔
官方网站: https://www.engelglobal.com/

1945 年,路德维希-恩格尔(Ludwig Engel)在奥地利成立了恩格尔公司,开始了其发展历程。1952 年,公司推出了第一台注塑机。从那时起,它已发展成为全球汽车、电子、包装和医疗等各行业高端解决方案的领先供应商。它提供多种工艺解决方案。
| 公司基金会 | 1945 年,路德维希-恩格尔 |
| 管理层 | Stefan Engleder(首席执行官)、Gerhard Stangl(首席运营官)、Simon Zeilberger(首席财务官)、Gerhard Dimmler(首席技术官) |
| 现有员工 | 全球约 7 400 个 |
| 出口配额 | 约 95% |
主要生产型号:
- 电子麦克风 用于近乎标准应用的紧凑型系统。
- 二重奏 两层注塑成型系统,适用于要求苛刻的大型部件。
- 电子胜利 用于精密零件的无拉杆机床。
- e-duo: 适用于大型精密部件
2.赫斯基
官方网站: https://www.husky.co/

赫斯基通过提供模具、系统和服务来满足其核心市场客户的需求。它设计并制造各种类型的注塑机、, 热流道, 机器人、模具和集成系统。.
主要生产型号:
- HYPET5E® 系统
- hycap™4 系统
- hylectric 4.0® 系统
- nexpet™ 系统
3.克劳斯玛菲
官方网站: https://www.kraussmaffei.com/

克劳斯玛菲品牌的历史可追溯到 1838 年,由施瓦本人在慕尼黑创立。1930 年,克劳斯与玛菲合并。2016 年 1 月,公司被中国化工集团收购。它拥有五大注塑机系列:AX、CX、EX、GX 和 MX,锁模力从 35 吨到 5500 吨不等。动力源包括液压、混合动力和全电力驱动。
主要生产型号:
- CX 160-750: 用于汽车和包装应用的高性能注塑系统。
- GX 650: 两层注塑系统可实现高精度和高生产率。
- MX 850: 混合注塑系统应用广泛。
- PX 320-2000: 用于薄壁包装的高性能注塑系统。
4.阿尔堡
官方网站: https://www.arburg.com/

阿博格是一家德国机械制造公司,是世界上最重要的注塑机制造商。阿博格注塑机的应用遍及汽车、通信和娱乐电子、医疗技术、家用电器和包装等各个领域,用于生产塑料部件。
阿博格在全球拥有约 3700 名员工,在 36 个 ARBURG 工作地点开展业务,贸易伙伴遍布 100 多个国家。
主要生产型号:
- Allrounder 370 S: 精密部件注塑系统
- Freeformer 200-3X: 快速成型制造 功能部件和原型的系统。
- Multilift V: 用于注塑机的机器人自动化系统。
- SELOGICA: 注塑机控制系统
5.德马格
官方网站: https://www.sumitomo-shi-demag.eu/

德马格是德国德马格塑料集团旗下的注塑机品牌。2008 年,该品牌被住友收购。
德马格在德国、美国、日本和中国设有四个生产基地,拥有 2000 多名专家和员工。公司开发并制造一系列全电动、混合动力和液压注塑机,锁模力从 180 kN 到 20,000 kN 不等。Sumitomo (SHI) Demag 的产品遍布全球市场。
主要生产型号:
- EL-Exis SP: 高性能注塑系统,应用广泛。
- Systec SP: 混合注塑系统可实现高精度和高生产率。
- IntElect: 精密部件注塑系统
- Ergotech: 注塑系统应用广泛。
6.住友
官方网站: https://www.shi.co.jp/

住友注塑机是住友重机械株式会社的产品,以高质量、高产量、高效率和低噪音著称。它们采用精密控制、高速加热和节能液压系统,在提高生产效率、质量和可靠性的同时,还兼顾了环保。
主要生产型号:
- SE-HSZ 系列
- SE-HDZ 系列
- SED-CI 系列
- SDI 系列
- SE-DUZ 系列
7.威特曼-巴顿菲尔德
官方网站: https://www.wittmann-group.com/

Wittmann Battenfeld 于 1876 年在捷克共和国成立,专业生产液压、电动、微型和多色注塑机。
Wittmann-Battenfeld 的专长主要在于重量仅为几克或更轻的成型应用。这些机器被认为是当前市场上领先的精密成型解决方案,具有高速度和高精度的特点。
主要生产型号:
- 智能供电
- 宏电力
- 微型电源
- EcoPower Xpress
- 立式 R 系列
8.内斯特尔
官方网站: https://www.netstal.com/

Netstal 于 1857 年在瑞士成立,最初是一家铸造机械公司。1945 年,公司涉足注塑成型领域。公司总部位于格拉鲁斯州的纳菲尔斯。1992 年,Netstal 被克劳斯玛菲收购。
其注塑成型技术主要应用于饮料、包装和医疗技术行业,尤其是技术要求高的薄壁塑料部件的生产。Netstal 在全球范围内提供最先进的注塑成型解决方案,其机器在技术、制造和产品质量方面均处于领先地位。
主要生产型号:
- 伊利昂 1750 年: 高性能注塑系统,应用广泛。
- EVOS 3500: 混合注塑系统可实现高精度和高生产率。
- PET-Line 2400-4000R: PET 瓶坯注塑系统。
- SynErgy 1750: 用于高性能应用的注塑系统。
9.Milacron 公司
官方网站: https://www.milacron.com/
Milacron 是一家总部位于美国的公司,提供全套注塑成型、吹塑成型和辅助设备。此外,他们还提供塑料加工机械和热流道解决方案以及流体技术。
主要生产型号:
- 麦格纳 T 伺服器
- 麦格纳 V 伺服器
- 麦格纳拨动伺服器
- 麦格纳垂直
- Maxima 伺服器
10.Fanuc
官方网站: https://www.fanuc.com/

Fanuc Corporation 成立于 1956 年,是全球数控系统研究和制造领域的领导者。该公司生产全电动注塑机,在全球电动注塑机市场处于领先地位。
主要生产型号:
- Roboshot Alpha-SiA 系列
- 机器人 S-2000i 系列
- 机器人 S-2000i-B 系列
- Roboshot S-2000i-B-Servo 系列
- 机器人 S-2000i-B-Servo Alpha
注塑机类型
我们可以看到,每个品牌的注塑机都有不同的规格和型号。让我们来看看注塑机的各种类型。
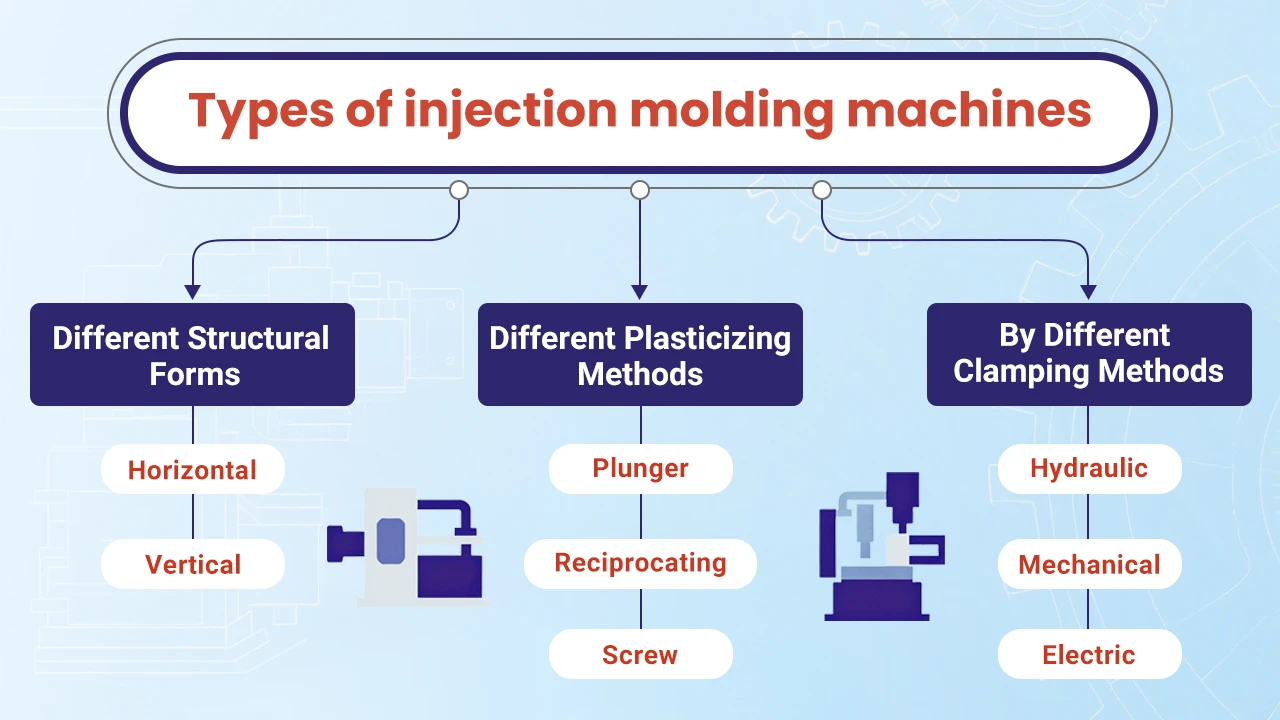
通过不同的夹紧方法:
注塑机根据其锁模方法进行分类,包括液压、机械和电动类型。
液压 在 Nissei Plastic Industrial Co., Ltd. 于 1983 年推出第一台全电动注塑机之前,液压机一直是注塑商的唯一选择。
机械 机械式机器使用拨动系统来确定机器夹钳一侧的吨位。
电 事实证明,电动注塑机更安静、更快速、更精确,但价格也更昂贵。
不同的塑化方法
注塑机根据塑化方法进行分类,包括柱塞式注塑机、往复式注塑机和螺杆式注塑机。
柱塞: 这种机器的混合和塑化性能较差,通常需要安装穿梭装置。目前已很少使用。
往复式: 这种类型依靠螺杆进行塑化和注射,具有良好的混合和塑化性能。这是目前最常用的类型。
螺丝 这种类型依靠螺杆进行塑化,柱塞进行注射,两个过程分离。
不同的结构形式:
注塑成型机根据其结构形式进行分类,包括卧式注塑成型机和立式注塑成型机。
横向 在这种类型中,锁模单元和注塑单元位于同一水平中心线上,模具水平打开。卧式注塑机外形低矮,易于操作和维护。其重心低,可确保安装稳定。
此外,重力还有助于自动顶出成型产品,从而轻松实现全自动操作。目前,这种类型在市场上得到了广泛应用。
垂直 这种类型的锁模单元和注塑单元位于同一垂直中心线上,模具垂直打开。因此,它占用的地面空间更小,更容易安装部件。模具装载和卸载更加方便,落入料斗的材料塑化更加均匀。
然而,成型的塑料制品不易自动顶出,必须手动取出,因此难以实现全自动操作。立式注塑机适用于小型注塑机,尤其是 60 克以下的注塑机。
注塑机的工作原理
注塑机的工作原理类似于注射器。它利用螺杆(或柱塞)的推力将熔融塑料注入以下部位 封闭模腔从而在凝固后形成产品。
注塑成型是一个循环过程,包括计量进料、熔化、注塑、冷却和顶出。回收塑料零件后,模具再次关闭,进行下一个循环。
首先,颗粒状或粉末状塑料被添加到料筒中,通过螺杆的旋转和料筒外壁加热。然后,机器将模具和注塑座向前移动,使喷嘴与模具浇口对准。压力油被引入注塑筒,驱动螺杆向前,以高压和高速将熔融材料注入冷却封闭的模具中。经过一段时间的保压和冷却后,产品从模具中取出。保压可防止材料回流,确保产品密度和尺寸公差。
注塑机的部件
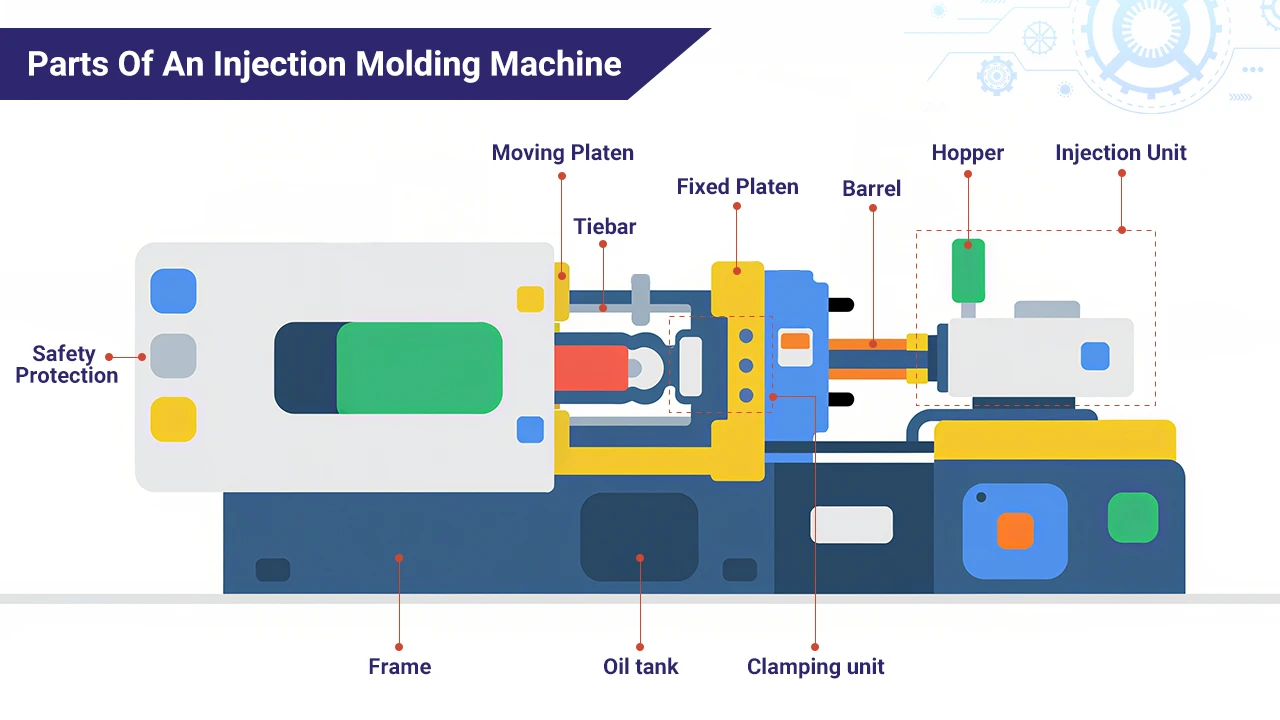
注塑机主要由以下单元组成:
注塑单元
该核心部件将熔融塑料材料注入模具。它包括塑化装置和动力传输装置。塑化装置包括进料装置、料筒、螺杆和喷嘴组件,而动力传输装置包括注塑油缸、注塑座、移动油缸和螺杆驱动装置。
夹紧装置
该系统用于固定模具。模具闭合后,它能提供足够的锁模力来抵抗熔融塑料进入模腔所产生的压力,防止模具开裂和产品缺陷。
液压装置
这一重要的动力源由液压泵、液压马达、压力阀等组成。它将液压流体的压力转化为机械能,促进各种机器操作。
电气控制单元:
这一关键控制系统包括 PLC、触摸屏、电气元件等。它可以实现注塑机的精确控制和数据反馈。
供暖和制冷装置:
该系统控制模具中塑料的温度,由加热器、冷却水回路、冷却风扇等组成。
润滑装置
该系统可减少机器运行过程中的摩擦和磨损。
安全保护和监控装置
该系统可确保操作人员的安全和设备的正常运行。
注塑机主要技术参数

注射量
定义为 PS 塑料 注入模具。当塑料制品的材料不同于 PS 时,注塑量的计算公式为 m = cb/1.05(其中 b 为塑料的密度,c 为 PS 塑料所代表的注塑量)。建议将产品总重量控制在注塑量的 85% 以内。对于无定形塑料,可取最大值,而对于高粘度塑料,则最好取较小值。
夹紧力
定义为模具闭合、熔体注入型腔时模板对模具施加的最终锁模力。锁模力通常通过型腔内平均压力乘以型腔投影面积计算得出。型腔内的平均压力通常为 20-40 兆帕。
小贴士点击" "。夹紧力"了解更多信息。
注塑压力和注塑速率
注塑机规格中的注塑压力是指注塑时料筒内的最高压力,而不是注塑系统油的最高压力。注塑压力与油压之间的关系与螺杆横截面积与注射缸面积之比成反比。
喷射率是指单位时间内从喷嘴喷射出的熔融材料的数量,理论值是机筒内横截面积和速度的乘积。
小贴士点击" "。注塑速度和注塑压力"了解更多信息。
模具厚度和最大开模行程
注塑机的规格一般包括最大和最小模具厚度,代表注塑机可容纳的模具厚度。
注塑机的开模行程是有限的,取出产品所需的开模距离必须小于注塑机的最大开模行程。对于单件表面注塑模具,开模行程为 S >= H1 + H2 + 5~10(mm),其中 H1 为脱模距离(通常等于模芯高度),H2 为产品高度(包括浇口系统)。
对于三板注塑模具,需要根据固定模具和浇口板之间的分隔距离来增加开模距离。
模具安装部件的相关尺寸
模具的长宽尺寸应与注塑机模板的尺寸和拉杆间距相匹配,以确保模具顺利安装在模板上。
在定位过程中,应考虑的因素包括
- 将模具上主流道的中心与料筒喷嘴的中心线对齐。
- 利用间隙配合,将模具上定位环的尺寸与注塑机固定模板上定位孔的尺寸对准。
- 将注塑机喷嘴的球面半径与接触模具上主流道起始处的球面半径对齐。
- 根据注塑机移动模具上螺纹孔的排列,匹配前后模脚尺寸。
射血行程
应根据产品的形状和模具的设计结构合理选择顶出行程。一般来说,机器的顶出行程是固定的,在订购机器时,最好选择较大的顶出行程,以适应更多的产品。
结论
以上详细介绍了注塑机的一些相关知识。但是,我们还没有深入了解注塑机的价格。假设您是一位商人,计划投资购买注塑机用于 注塑服务.在这种情况下,建议访问不同品牌的官方网站或咨询当地经销商以比较价格。
对于注塑机工厂来说,每台购买的注塑机品牌都会有相关的公司人员现场指导使用。由于注塑机需要定期维护,工厂在考虑精度的同时,也会考虑机器维护的便利性。因此,以上排名并不是您购买注塑机的最终标准。











