
Oprócz podstawa formy wspomniany wcześniej, inny kluczowy element formy wtryskowej to system karmienia.
System podawania (system podawania), znany również jako system prowadnic, kieruje stopione tworzywo sztuczne z dyszy wtryskarki do wtryskarki. gniazdo formy. Jego rolą jest zapewnienie płynnego i uporządkowanego wypełniania wnęki oraz przenoszenie ciśnienia wtrysku w celu uzyskania dobrze ustrukturyzowanych części z tworzywa sztucznego podczas napełniania i zestalania.
Ogólnie rzecz biorąc, formy z konwencjonalnymi systemami podawania są również określane jako formy zimnokanałowe, choć rzadko są tak wyraźnie nazywane.
Składniki i funkcje systemu żywienia
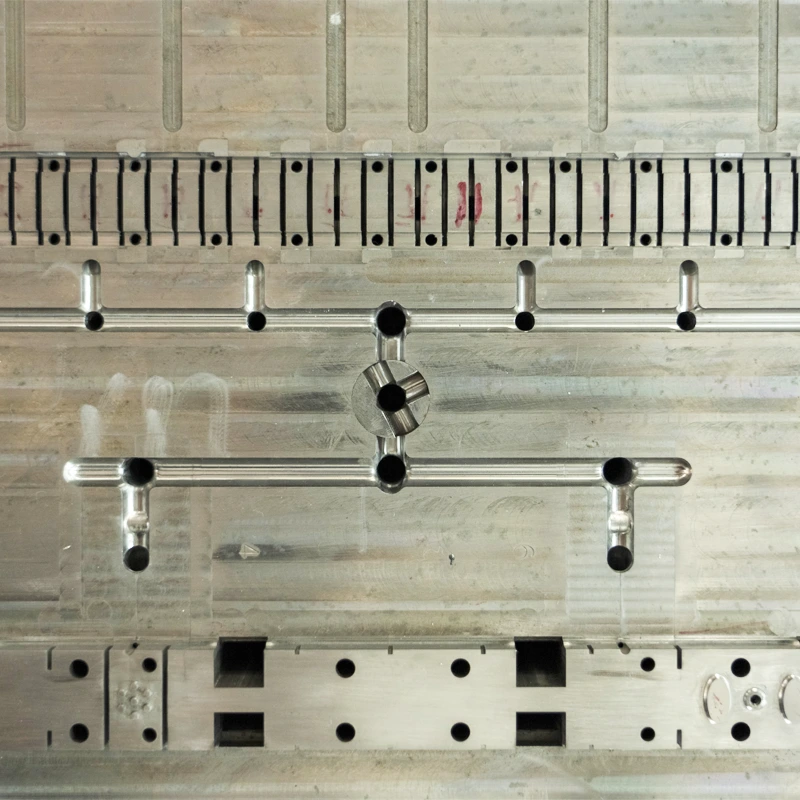
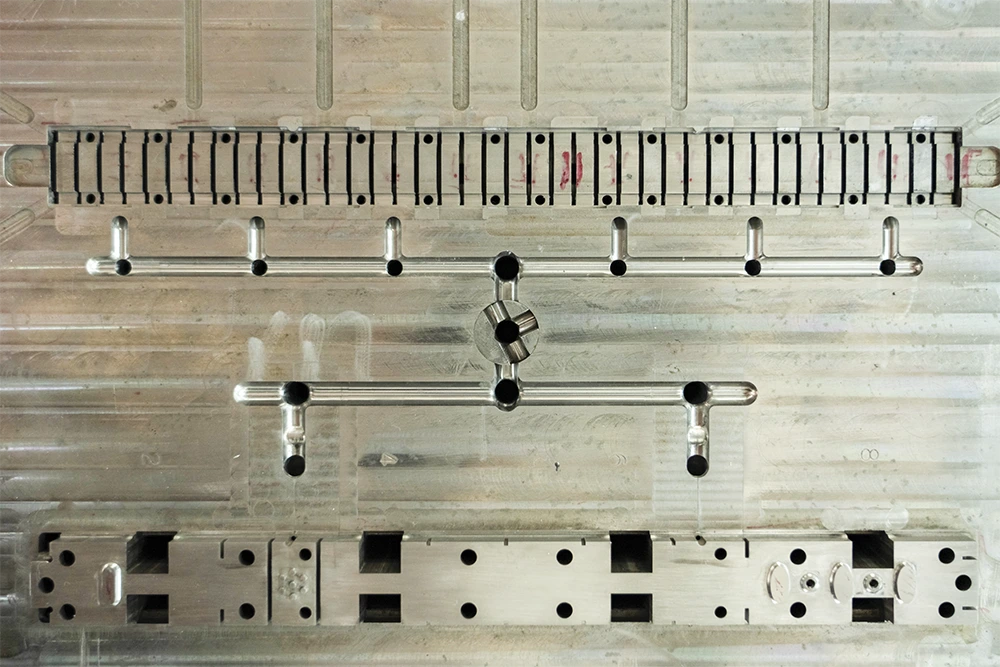
Konstrukcja układu podającego ma znaczący wpływ na wygląd, właściwości fizyczne, dokładność wymiarową i cykl formowania produktu końcowego. System podawania składa się głównie z następujących struktur:

Wlew: Początkowy kanał, w którym roztopione tworzywo sztuczne jest kierowane z dyszy wtryskarki. Jest on odpowiedzialny za transport stopionego tworzywa sztucznego do prowadnic.
Biegacz i podbiegacz: Kanały przejściowe, które prowadzą stopiony materiał i rozprowadzają go do różnych bram po otrzymaniu go z wlewu.
Brama: Krótkie kanały, które przyspieszają przepływ stopionego materiału do wnęki.
Dobrze zimny ślimak: Przechowuje zimny materiał, aby zapobiec jego przedostaniu się do wnęki i wpłynięciu na jakość formowanej części.
Zasady projektowania systemu zasilania
1. Zapewnienie jakości części plastikowych
W miarę możliwości należy unikać śladów spawów. Obecność śladów spoin wpływa głównie na wygląd, sprawiając, że powierzchnia produktu jest słaba. Wytrzymałość będzie również niska w miejscach występowania śladów spawów.
Unikać nadmiernego pakowania i niewystarczającego ciśnienia pakowania. Zły projekt układu wtryskowego lub niewłaściwe warunki pracy mogą skutkować zbyt długim czasem pakowania lub nadmiernym ciśnieniem stopionego materiału we wnęce. Nadmierne upakowanie zwiększa gęstość produktu, zwiększa naprężenia wewnętrzne i prowadzi do zapłonu.
Unikaj takich kwestii jak krótki strzał, błysk, wychwytywanie powietrza, linie spawania, ślady, strumieniowanie, naprężenia szczątkowe, wypaczenie, zmiana rdzenia itp.
Zapewniają dobry wygląd produktu, ułatwiają usuwanie bramek podczas wykańczania i zapewniają, że ślady po bramkach nie wpływają na wygląd i zastosowanie plastikowych części.

2. Wydajność produkcji
Zminimalizowanie potrzeby obróbki końcowej w jak największym stopniu, skrócenie cyklu formowania i poprawa wydajności produkcji.
3. Materiały z tworzyw sztucznych
Należy unikać stosowania zbyt długich lub zbyt małych kanałów przepływowych dla tworzyw sztucznych o wysokiej lepkości lub krótkim stosunku L/t.
4. Usuwanie pozostałości po zestaleniu
Wygodne i niezawodne usuwanie pozostałości po zestaleniu z układu zasilania.
Rozważ odpowiednie pozycje wyrzutu, aby uniknąć deformacji wyprasek podczas wyrzutu.
5. Zimny materiał
Zaprojektuj odpowiednie studzienki na zimny materiał i rowki przelewowe, aby zapobiec bezpośredniemu przedostawaniu się zimnego materiału do wnęki i wpływaniu na jakość napełniania.
6. Napełnianie odpadami:
Zminimalizuj i skróć przekrój i długość systemu podawania, aby zmniejszyć zużycie plastiku i rozmiar formy.
7. Rozpraszanie ciepła i spadek ciśnienia
Ścieżka przepływu powinna być krótka i mieć odpowiedni przekrój poprzeczny.
Unikaj zakrętów ścieżki przepływu i nagłych zmian kierunku przepływu (używaj zaokrąglonych narożników do zmiany kierunku).
Chropowatość powierzchni powinna być niska podczas przetwarzania ścieżki przepływu.
Multi-gating może zmniejszyć spadek ciśnienia i wymagane ciśnienie wtrysku, ale może prowadzić do powstania linii spawu.
8. Osiągnięcie jednoczesnego napełniania w jak największym stopniu
W przypadku wielu wnęk w jednej formie należy upewnić się, że stopiony materiał wpływający do każdej wnęki może dotrzeć jednocześnie i że ciśnienie na wejściu do każdej wnęki jest równe.
Podsumowując
System podawania jest krytycznym aspektem form wtryskowych. Aby uzyskać bardziej szczegółowe informacje na temat wlewu, prowadnicy i bramy, należy kliknąć odpowiednie hiperłącza w tym artykule. Zachęcamy do kontaktu z nami pod adresem [email protected] W celu uzyskania dalszych informacji technicznych lub jeśli potrzebujesz usług w zakresie produkcji form lub części, odwiedź naszą stronę internetową wycena formowania wtryskowego strona.














