

Podczas wprowadzania Kąty zanurzeniaWspomniałem, że aby usunąć część formowaną wtryskowo z formy, musimy zaprojektować kąt pochylenia. Warunkiem wstępnym jest jednak wcześniejsze określenie linii podziału. Przypomina to konieczność przecięcia arbuza na co najmniej dwie połówki, aby zjeść znajdujący się w środku miąższ.
W projektowaniu produktu szczegóły decydują o sukcesie lub porażce, a projekt linii podziału jest jednym z kluczowych szczegółów.
Starannie zaprojektowana linia podziału może nie tylko zwiększyć wartość estetyczną produktu, ale także w pewnym stopniu określić jego żywotność i koszt produkcji.

Znaczenie linii rozstania
Podział oznacza podzielenie rdzenia formy na kilka modułów. Powierzchnia styku między tymi modułami nazywana jest linią podziału, znaną również jako powierzchnia podziału. W wąskim znaczeniu linia podziału odnosi się do powierzchni podziału na największym konturze części z tworzywa sztucznego, która oddziela wnękę i rdzeń lub przednią i tylną formę. W szerokim znaczeniu linia podziału obejmuje również lokalne linie podziału części z tworzywa sztucznego (takie jak linie podziału otworów) oraz linie podziału wszystkich modułów biorących udział w formowaniu (takich jak suwaki), podnośniki kątowe, wkładki, kołki wyrzutnika itp.).
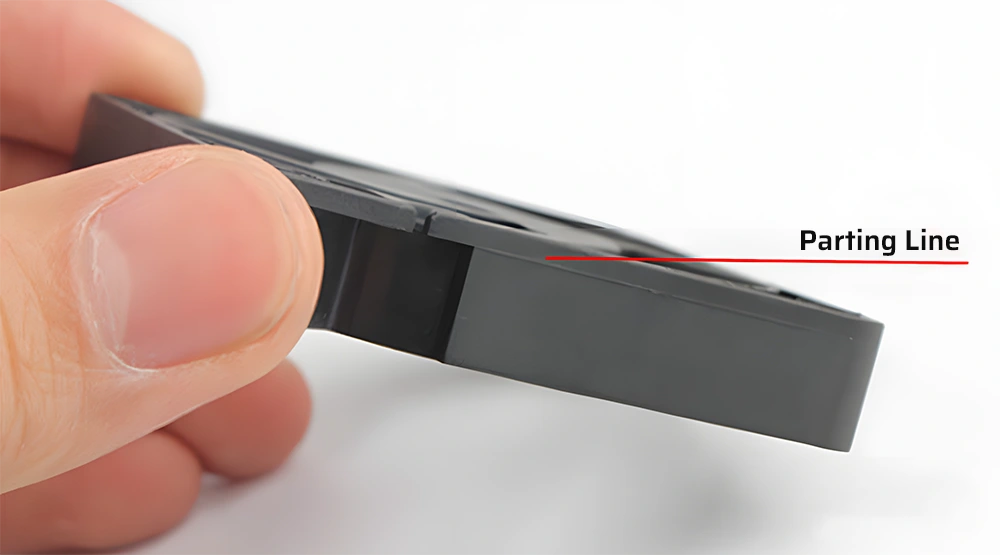
Granica, w której linia podziału przecina powierzchnię części z tworzywa sztucznego, nazywana jest linią podziału (PL). Ponieważ niemożliwe jest osiągnięcie całkowicie bezszczelinowego kontaktu między modułami formującymi, szczelina ta jest przenoszona na część z tworzywa sztucznego po formowaniu, tworząc ślad resztkowy przypominający błysk. Ponieważ wygląda on jak linia, nazywany jest linią podziału, znaną również jako linia formy.
Grubość linii podziału wpływa na wygląd i funkcjonalność części z tworzywa sztucznego, dlatego należy zwrócić na nią szczególną uwagę podczas projektowania konstrukcji.
Rodzaje linii podziału
Zazwyczaj odnosimy się do linii podziału na największym konturze części z tworzywa sztucznego jako głównej linii podziału, podczas gdy inne są pomocniczymi liniami podziału.
Pionowa linia podziału
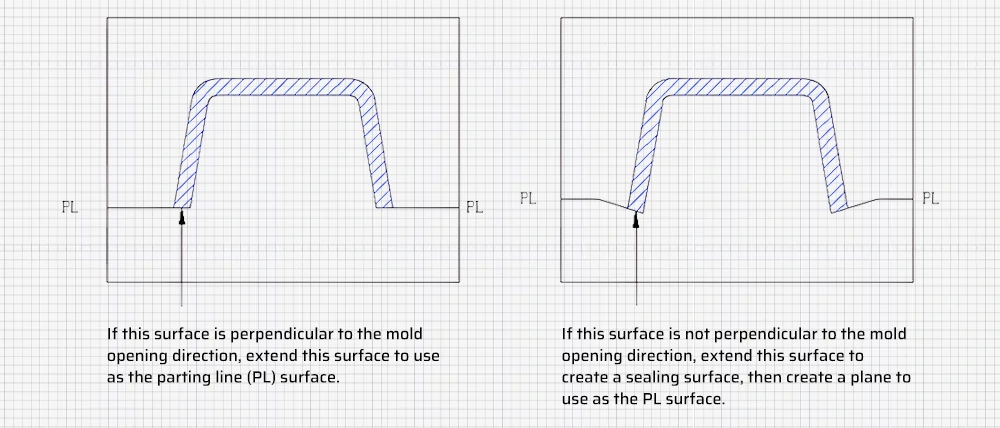
Jest to powszechny i prosty typ, który jest płaszczyzną prostopadłą do kierunku otwierania formy.
Stopniowa linia podziału:
Zgodnie ze specyficzną sytuacją niektórych części z tworzyw sztucznych, tworzymy linię podziału w kształcie schodkowym.
W przypadku stopniowanych linii podziału, ponieważ jedna strona wnęki przenosi większą siłę, po obu stronach wnęki generowana jest mimośrodowa siła wtrysku, powodująca względny poślizg między rdzeniem a wnęką. Kierunek ślizgania pokazano poniżej. Dlatego najpierw należy wybrać linię podziału na płytkim stopniu.
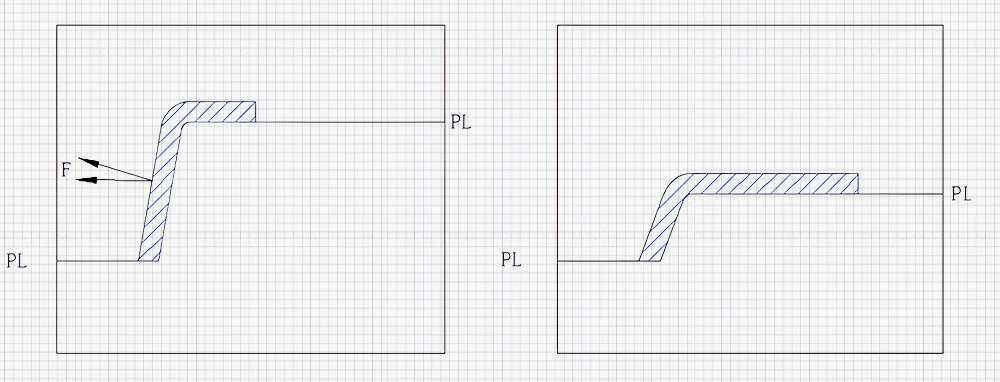
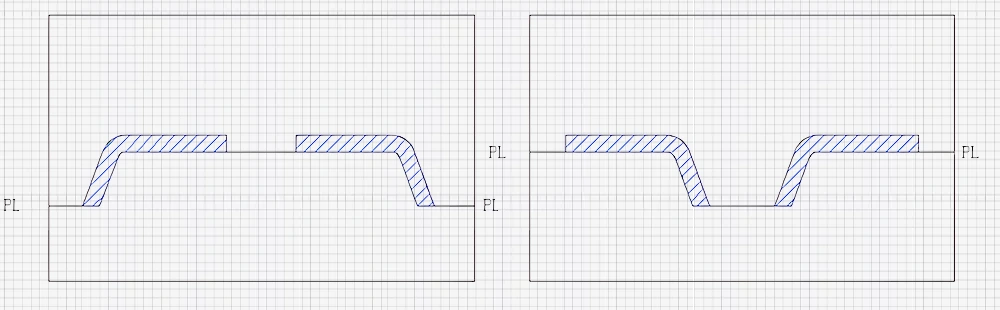
Rozmieść dwie wnęki symetrycznie, aby zrównoważyć siłę wtrysku po obu stronach formy, dzięki czemu struktura formy będzie zwarta.
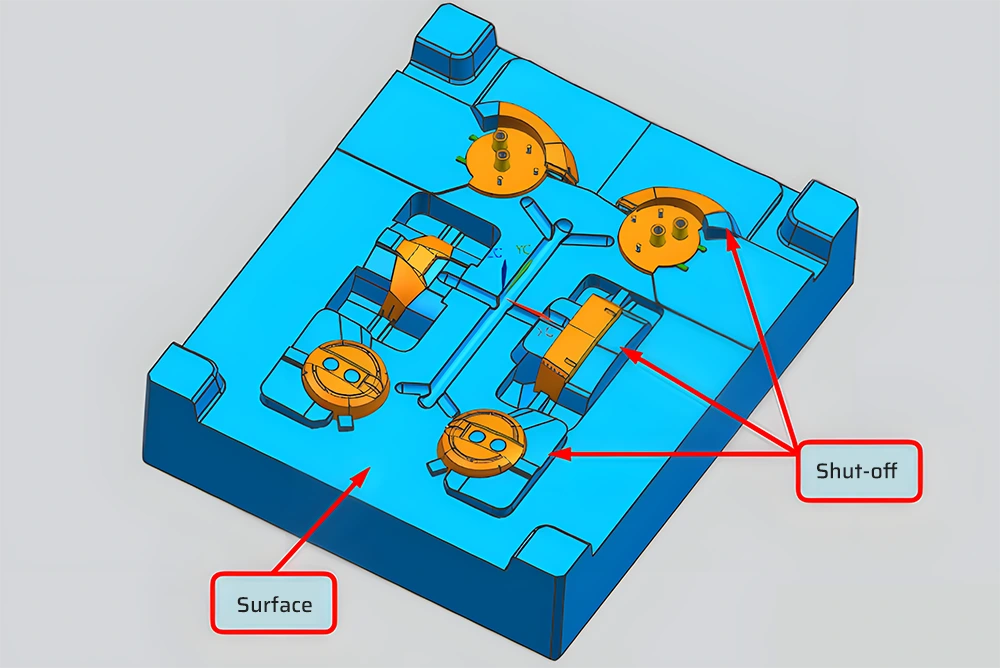
Jeśli różnica kroków stopniowanej linii podziału jest zbyt duża, należy rozważyć zaprojektowanie wyłączniki i lokalnie tworząc schodkową linię podziału.
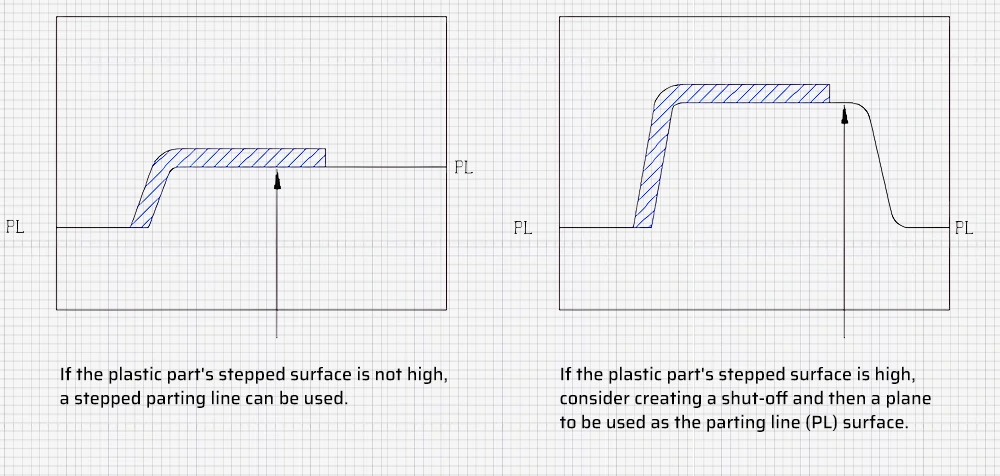
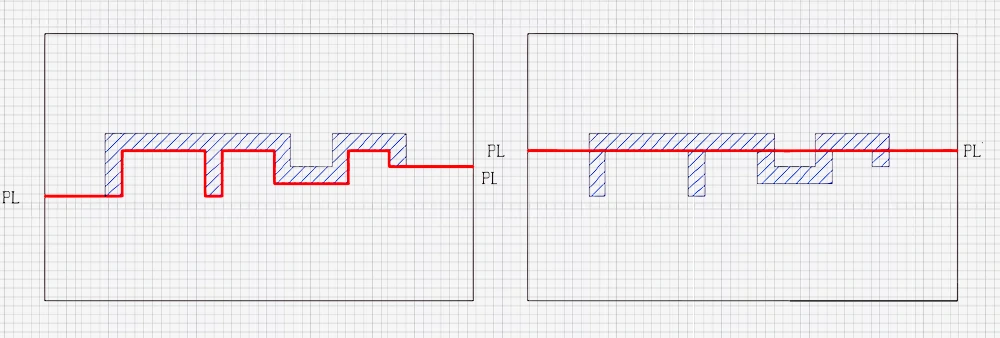
Niektóre części mają wiele stopniowanych powierzchni. Jeśli zaprojektujemy linię podziału tak, aby podążała za schodkowym kształtem, staje się to skomplikowane. Aby uprościć linię podziału, należy rozważyć utworzenie z niej płaszczyzny, ale spowoduje to powstanie linii formy na powierzchni części. Dlatego ta metoda jest stosowana głównie w przypadku części wewnętrznych.
Skośna linia podziału
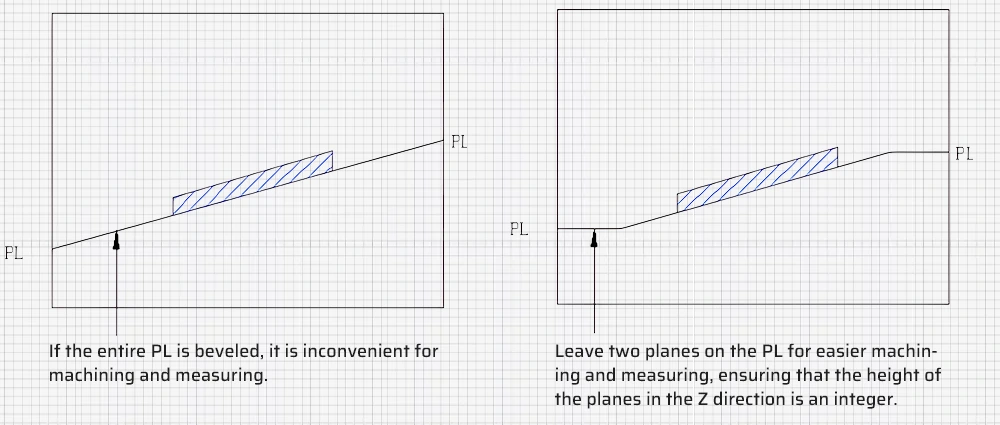
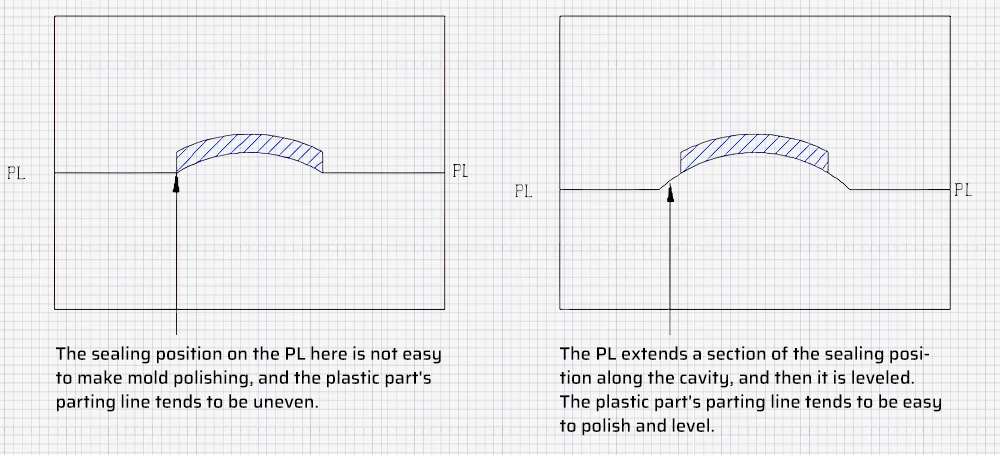
Linia podziału formowanej części jest ścięta. Najpierw należy wykonać uszczelnienie wzdłuż ściętej powierzchni, aby ułatwić polerowanie formy, a następnie wypoziomować ją w celu łatwiejszej obróbki i pozycjonowania.
Zakrzywiona linia podziału
Podobnie jak w przypadku ukośnej linii podziału, najpierw wykonaj uszczelnienie, a następnie wypoziomuj je.
Jednak nie każda linia podziału musi rozciągać się wzdłuż krzywej. Na przykład część pokazana poniżej, jeśli zostanie przedłużona, utworzy ostry narożnik. W tym przypadku wgłębienie jest ostre jak stalowy nóż, a linia podziału może być bezpośrednio przedłużona.
Kompleksowa linia rozstania
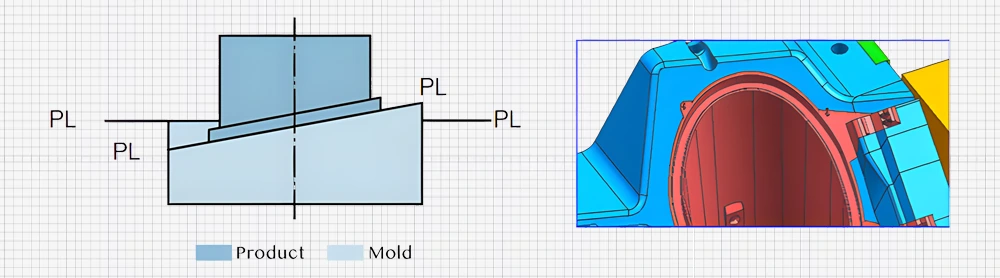
Ten typ łączy pionowe i zakrzywione linie podziału lub skośne i zakrzywione linie podziału, tworząc kompleksową linię podziału.
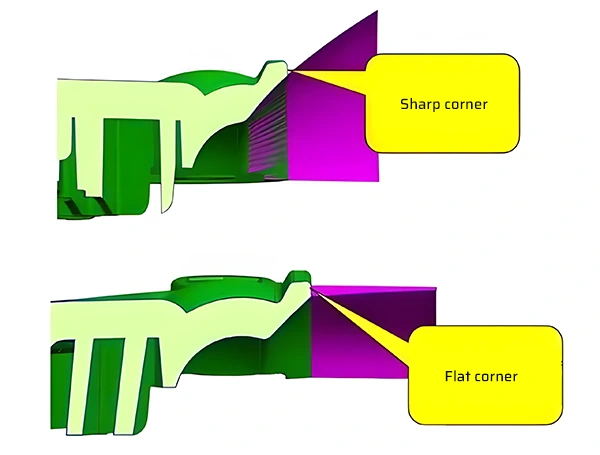
W przypadku kompleksowych linii podziału należy zwrócić szczególną uwagę na wygładzenie powierzchni uszczelniającej w rogach dwóch linii podziału, aby uniknąć tworzenia ostrych punktów. Należy wybrać powierzchnię uszczelniającą, która zwiększa wytrzymałość formy i zapobiega powstawaniu wypływek na plastikowej części. Wygładzenie zmniejsza również występowanie stopni i ostrych narożników, poprawiając przetwarzalność linii podziału i umożliwiając bezpośrednie Obróbka CNC zamiast Obróbka elektroerozyjna.
Zasady projektowania linii podziału
1. Wybór linii rozdzielającej powinien spełniać wymagania dotyczące rozformowywania:
Główna linia podziału powinna znajdować się na największym konturze występu części w kierunku rozformowywania. Upraszcza to strukturę formy. W przeciwnym razie komplikuje to strukturę formy, wymagając dodatkowych mechanizmów, takich jak suwaki.
2. Wybór linii podziału powinien ułatwiać płynne rozformowywanie
Ponieważ system wyrzutnika wtryskarki znajduje się po stronie rdzenia, linia podziału powinna idealnie pozostawiać część po stronie rdzenia po otwarciu formy. Wspomaga to mechanizm wyrzucający po stronie rdzenia. Ustawienie mechanizmu wyrzutnika po stronie wnęki komplikuje strukturę formy.
3. Wybór linii cięcia powinien zapewniać dokładność wymiarową i jakość powierzchni:
1. W przypadku części o wysokich wymaganiach współosiowości, podczas wybierania linii podziału należy umieścić części o wysokich wymaganiach współosiowości po tej samej stronie formy.
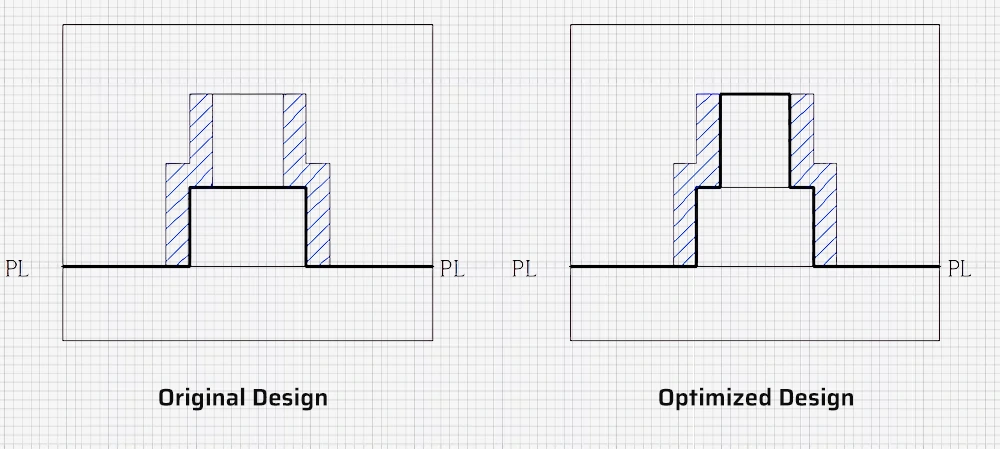
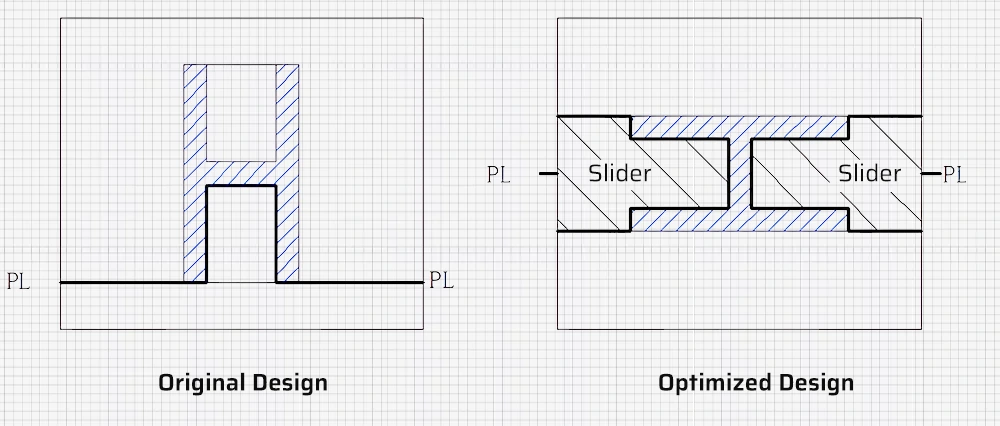
Na przykład, otwór schodkowy na środku poniższej ilustracji wymaga wysokiej współosiowości. W oryginalnym projekcie otwór schodkowy jest tworzony przez dwa rdzenie z rdzenia i wnęki. Zapewnienie współosiowości tych rdzeni po montażu formy jest trudne. W zoptymalizowanym projekcie otwór stopniowany jest tworzony przez pojedynczy rdzeń, co zapewnia dokładność obróbki.
Podobnie, w przypadku części z wymaganiami współosiowości dla zewnętrznego okręgu, umieść części z wymaganiami współosiowości po tej samej stronie formy.
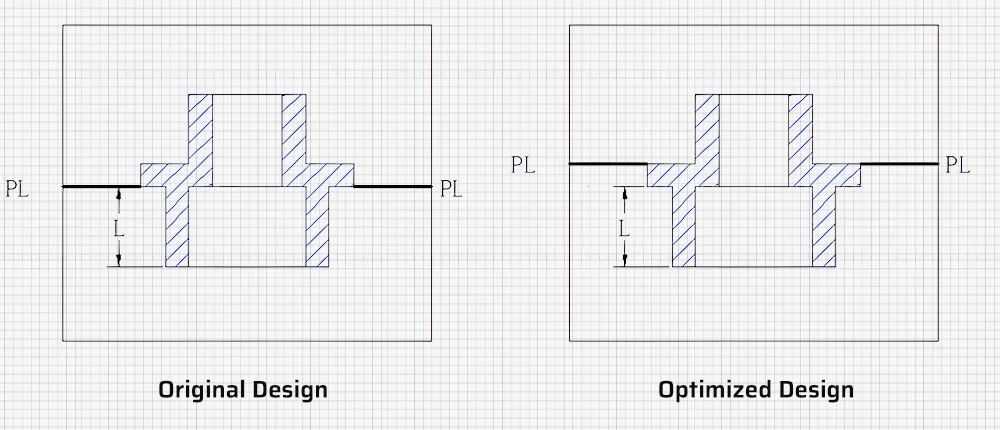
2. Na dokładność wymiarową rozmiarów związanych z linią podziału w kierunku zamykania formy wpływa tendencja linii podziału do rozszerzania się podczas wtrysku. W oryginalnym projekcie rozmiar L jest trudny do zapewnienia. W zoptymalizowanym projekcie rozmiar jest niezwiązany z linią podziału, co ułatwia zapewnienie dokładności.
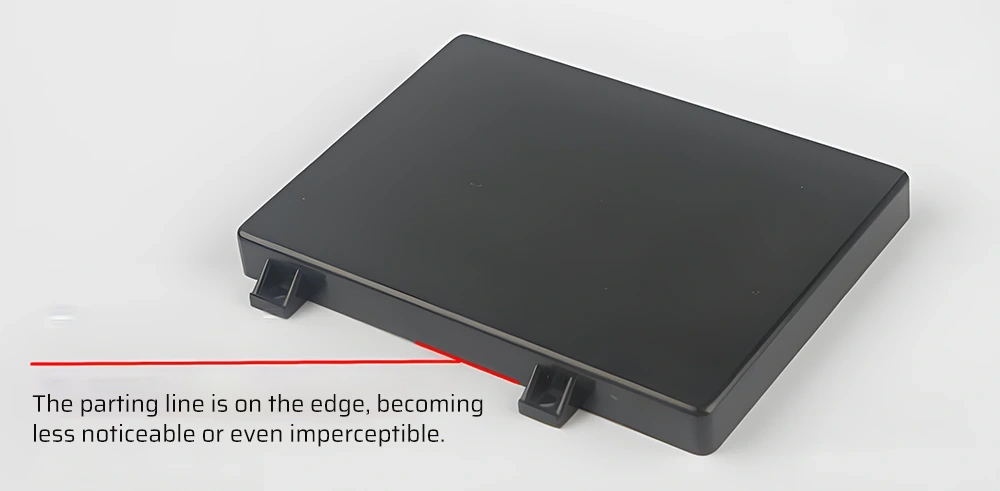
3. W przypadku części wymagających wysokiej jakości powierzchni, przy wyborze linii podziału należy wziąć pod uwagę wpływ linii podziału na wygląd.
4. Wybór linii podziału powinien ułatwić przetwarzanie formy
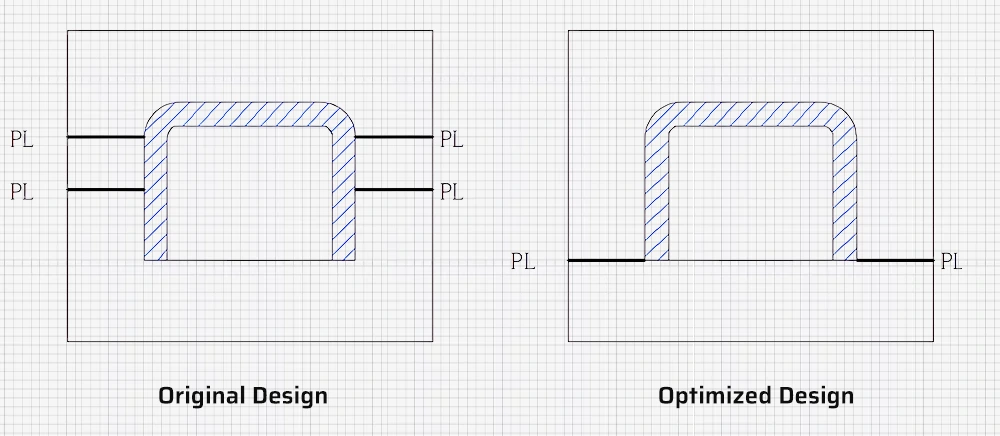
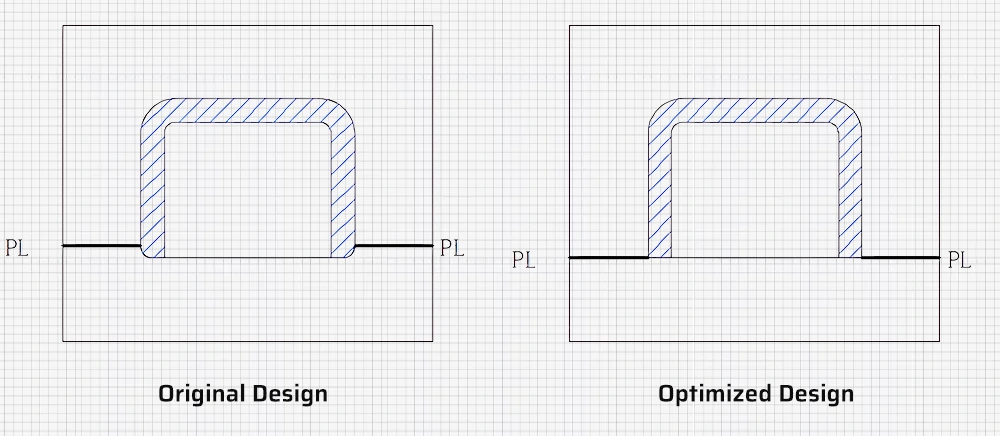
W projektowaniu form, im prostsza linia podziału, tym łatwiejsza obróbka i większa gwarancja dokładności obróbki. W oryginalnym projekcie linia podziału znajduje się na małym zaokrągleniu, co utrudnia obróbkę i późniejsze oszczędzanie formy. Zoptymalizowana konstrukcja usuwa zaokrąglenie z linii podziału.
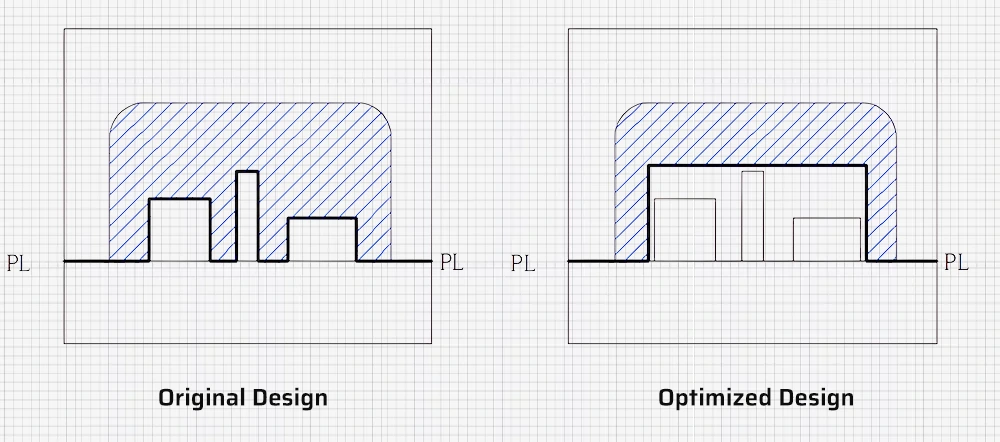
W przypadku wielu odcięć po tej samej stronie należy rozważyć połączenie ich w jedno duże odcięcie, aby uprościć strukturę linii podziału i ułatwić obróbkę.
5. Wybór linii podziału powinien ułatwiać odpowietrzanie
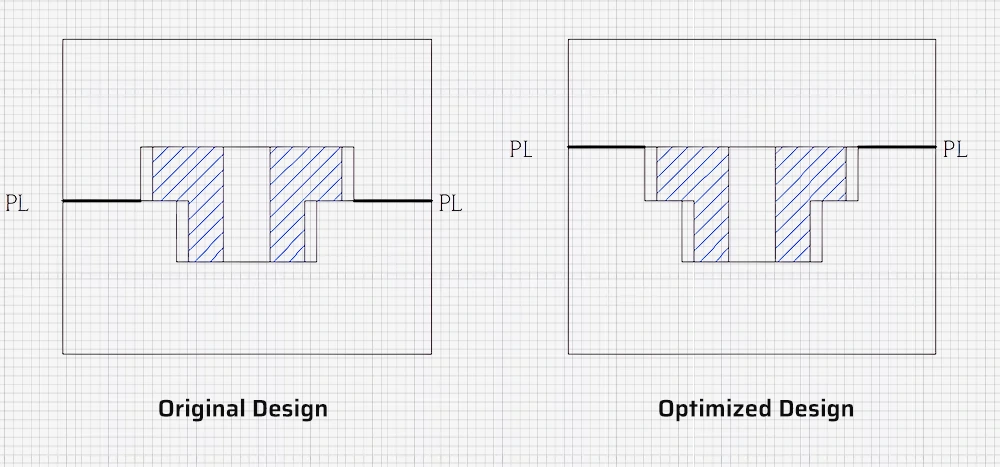
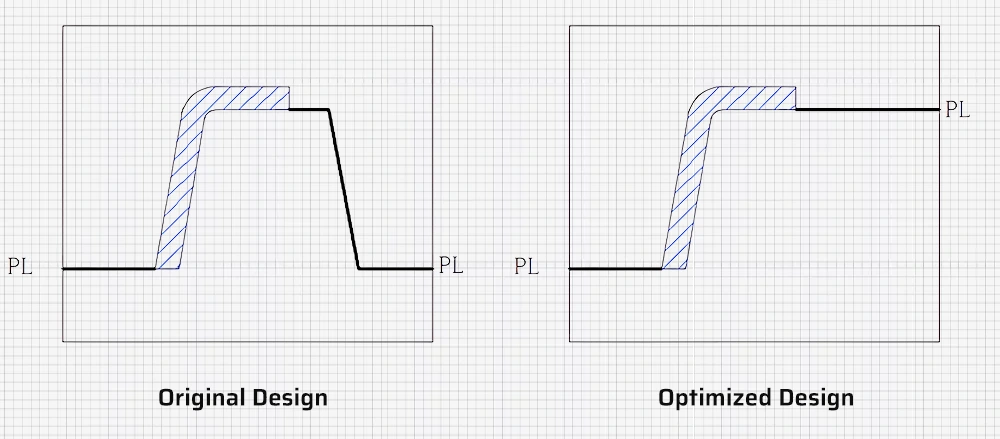
Aby zapewnić dobre odpowietrzanie wnęki, należy w miarę możliwości ustawić linię podziału na końcu kierunku przepływu stopionego tworzywa sztucznego. W oryginalnym projekcie stopione tworzywo sztuczne wypełnia wnękę i uszczelnia linię podziału, utrudniając odpowietrzenie gazu na głębokim końcu wnęki. Zoptymalizowana konstrukcja linii podziału na końcu przepływu stopionego tworzywa zapewnia dobre warunki odpowietrzania.
6. Wybór linii podziału powinien uwzględniać rozmiar formy
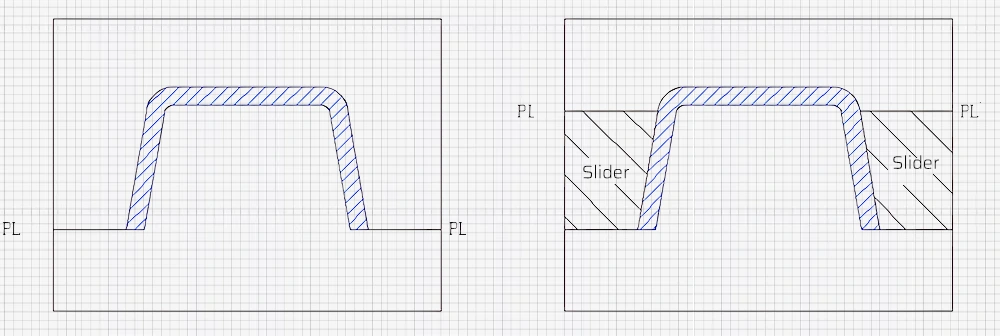
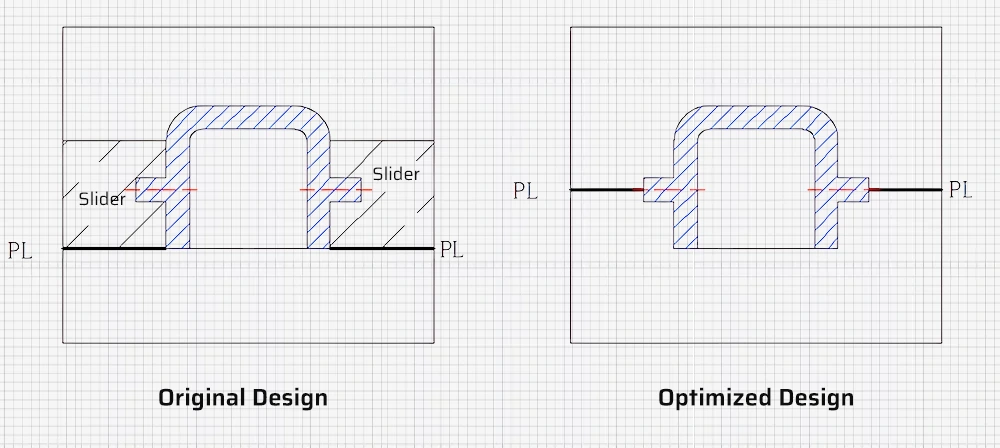
Wybór linii podziału wpływa na rozmiar formy. W oryginalnym projekcie wysokość formy jest wyższa, z głębszą wnęką i rdzeniem, co wymaga dłuższego czasu przetwarzania i może wymagać większej wtryskarki do małych części. Zoptymalizowana konstrukcja obniża wysokość formy, z płytszą wnęką i rdzeniem, ułatwiając przetwarzanie i zmniejszając wpływ rozformowywania na rozmiar części. Wadą jest to, że niektóre części mogą wymagać suwaka, co zwiększa szerokość i długość formy.
7. Wybór linii podziału powinien uprościć strukturę formy:
Unikaj mechanizmów ciągnięcia rdzenia (suwaków) w przypadku struktur bocznych o niskich wymaganiach dotyczących precyzji, aby uprościć strukturę formy, zmniejszyć rozmiar formy i obniżyć koszty formy.
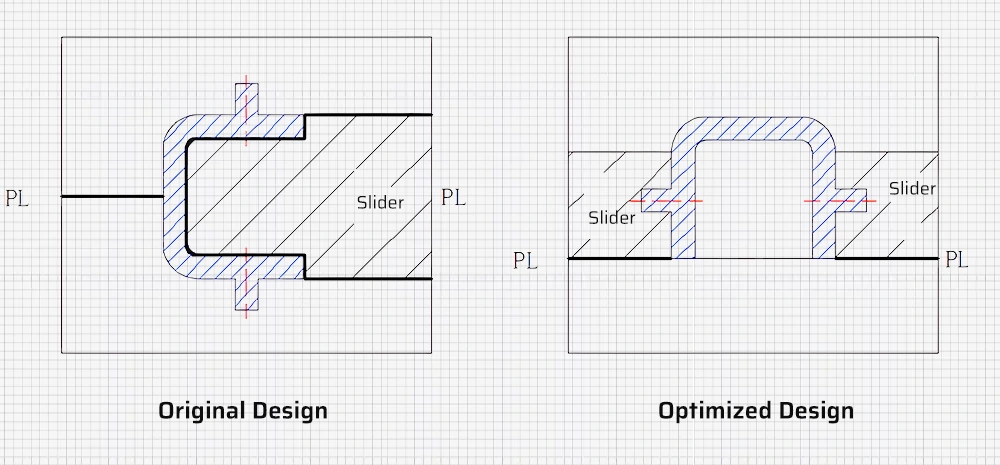
Jeśli nie można uniknąć stosowania mechanizmów ciągnięcia rdzenia (suwaków), należy wybrać najkrótszą odległość ciągnięcia rdzenia w celu zmniejszenia rozmiaru formy. Upewnij się, że duży rdzeń znajduje się w kierunku otwierania formy ze względu na dużą siłę zacisku. Umieszczenie go w mechanizmie bocznym jest niekorzystne dla rozformowywania.
Podsumowanie
Chociaż wybór i projektowanie linii podziału odbywa się głównie na etapie projektowania formy, inżynierowie konstrukcyjni muszą wziąć pod uwagę ogólny kierunek na etapie projektowania strukturalnego, szczególnie w przypadku części z łatwo określonymi liniami podziału. Jeśli wpływ linii podziału na strukturę (dokładność wymiarowa, luz pasowania, jakość wyglądu itp.) jest brany pod uwagę podczas projektowania strukturalnego, częste modyfikacje po tym etapie nie są możliwe. DFM oraz testy form można uniknąć.
Na wybór linii rozdzielającej mogą mieć wpływ także inne czynniki, a każdy schemat linii rozdzielającej ma swoje wady i zalety. Linię rozdzielającą należy wybrać w oparciu o rzeczywiste wymagania dotyczące części, aby spełnić bieżące potrzeby w zakresie części.











