

Rubber speelt een belangrijke rol in ons dagelijks leven, van huishoudelijke producten zoals flessendoppen die het morsen van vloeistoffen voorkomen tot auto-onderdelen zoals rubberen bussen die trillingen absorberen of banden. Een van de manieren waarop fabrikanten dit elastische materiaal van zijn ruwe, onbruikbare vorm omzetten in waardevolle producten is door middel van spuitgieten van rubber.
Deze techniek is veelzijdig en nuttig bij de productie van een grote verscheidenheid aan rubberen onderdelen. Vandaag de dag kiezen de meeste fabrikanten van rubberproducten spuitgieten met rubber als hun primaire techniek, vooral bij de productie van grote volumes. De wereldwijde markt van de rubber spuitgietindustrie in 2025 bedraagt $304,4 miljard. Er wordt echter verwacht dat de markt in 2035 meer dan $481,6 miljard zal bedragen. De Aziatisch-Pacifische regio kent een explosieve groei van de autoproductie, wat deels verantwoordelijk is voor deze groei.
Hoewel het maken van rubber producten met spuitgieten wijd en zijd is omarmd, brengt het unieke uitdagingen met zich mee, vooral in de materiaalselectie en de juiste beheersing van het spuitgietproces om defecten zoals kromtrekken volledig te elimineren of tot een minimum te beperken. Deze beginnersgids voor ontwerpers en ingenieurs vertelt je alles wat je moet weten over het proces en behandelt de vaak gemelde pijnpunten.
Wat is rubber spuitgieten?
Spuitgieten met behulp van rubber is een productietechniek waarbij producten worden gemaakt door verhit rubber onder hoge druk in een mal - meestal van staal of aluminium - te spuiten. Dit productieproces is snel, met cyclustijden die variëren van 10 seconden tot 2 of meer minuten, afhankelijk van de complexiteit en grootte van de productgeometrie. De keuze van het juiste materiaal (rubber en matrijstype) is cruciaal voor het succes van de hele operatie.
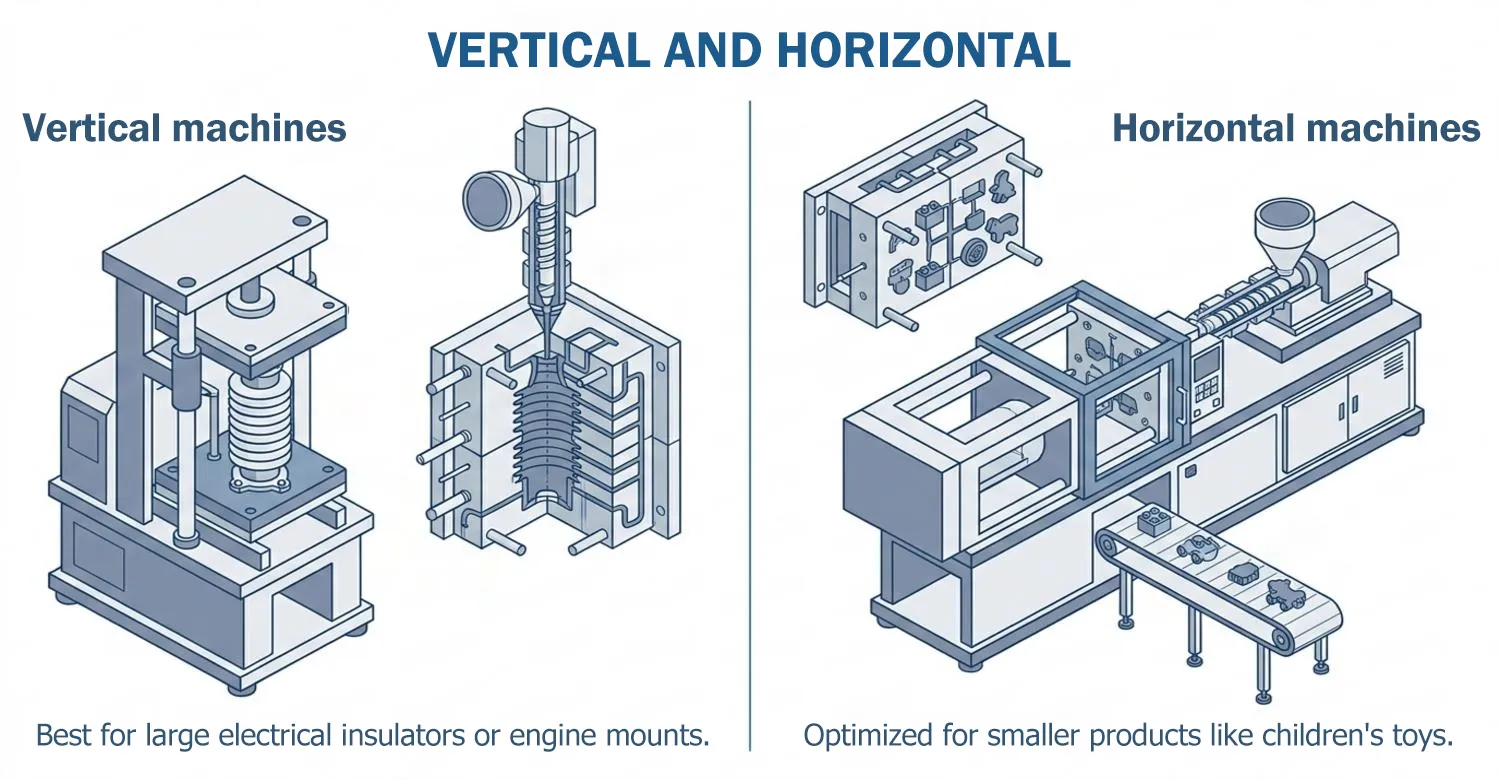
Er zijn bijvoorbeeld twee soorten spuitgietmachines: verticale en horizontale. Hoewel ze dezelfde functie hebben, verschilt de manier waarop het rubber in hun holtes wordt geïnjecteerd. Dit verschil heeft ook invloed op hoe je ze kunt gebruiken. Verticale machines hebben bijvoorbeeld de voorkeur voor grotere producten zoals elektrische isolatoren of motorsteunen, vaak met aanpassingen in de vorm van speciale inzetstukken. Horizontale machines zijn het beste voor kleinere producten zoals kinderspeelgoed.
Voordelen van rubber spuitgieten ten opzichte van andere methodes
Transfer molding en compression molding zijn twee andere technieken die worden gebruikt om rubber te vormen tot de gewenste producten. Alle verschillende technieken hebben hun sterke en zwakke punten. Compressievormen is bijvoorbeeld beter geschikt voor rubber met een hoge consistentie (HCR). Het materiaal wordt in een open mal geplaatst. De mal wordt afgedekt en onder hoge hitte en druk samengeperst. Hoewel gebruikers van dit materiaal vaak meer geld besparen op gereedschapskosten, is het niet aan te raden voor precisieproducten met complexe geometrieën. Ook is de cyclustijd redelijk lang vergeleken met die van spuitgegoten rubber.
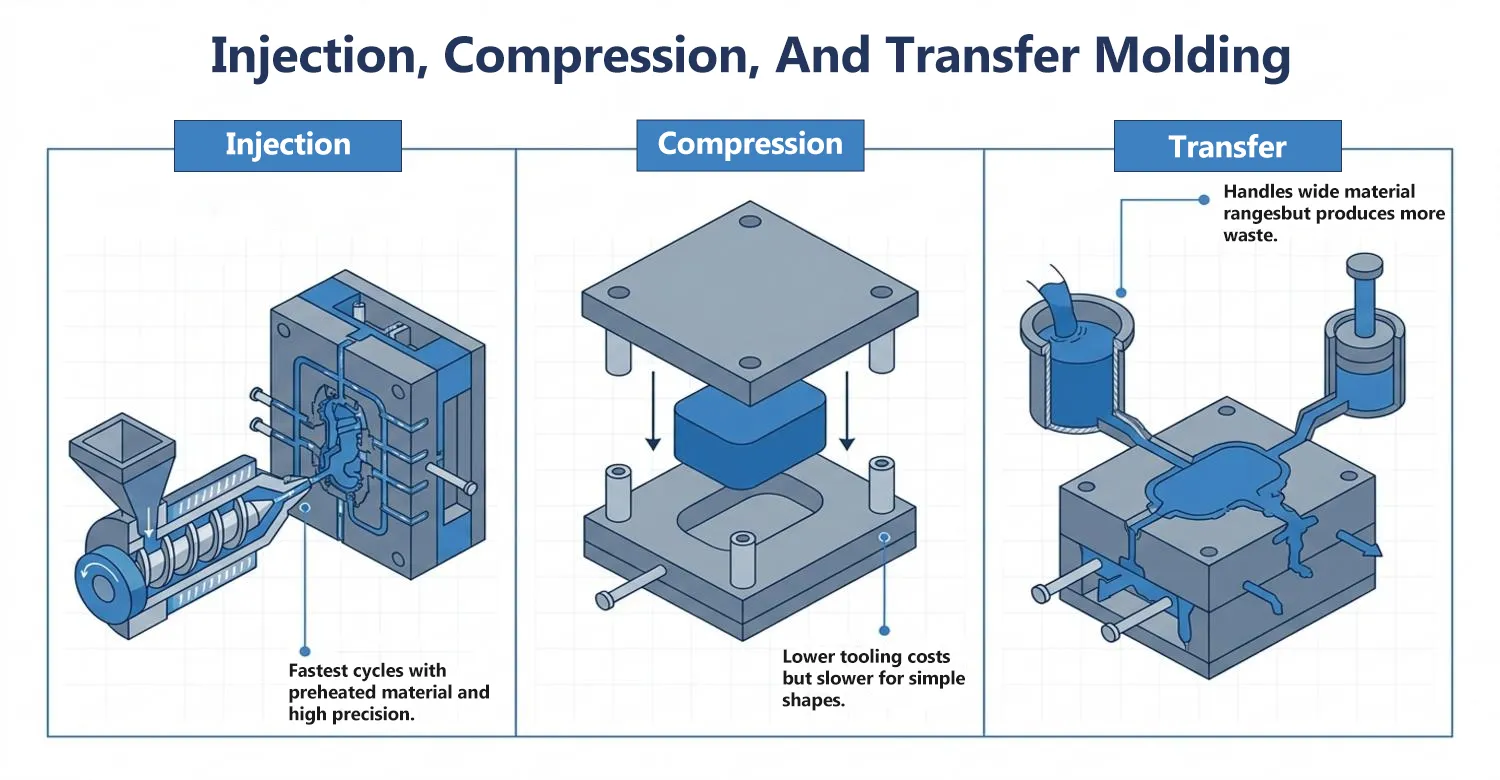
Transfer molding is een meer robuuste rubbervormtechniek waarbij het ruwe materiaal in een kamer (vaak een pot genoemd) wordt geplaatst en met behulp van een plunjer in de vormholte wordt geperst. Bij deze procedure kan vrijwel elk rubbermateriaal worden gebruikt. Het grootste nadeel is dat er een grotere berg materiaalafval overblijft.
En hoewel de cyclustijd beter is dan bij compressievormen, is het langzamer als je het naast elkaar legt. De reden waarom spuitgieten en transfervormen snellere productiecycli hebben dan persen, is dat het materiaal voorverwarmd wordt voor het vormen, in tegenstelling tot persen, waar het verwarmen en vormen gelijktijdig gebeuren.
Belangrijkste verschillen tussen spuitgieten, persen en transporteren
| Factor | Injectie | Compressie | Overdracht |
|---|---|---|---|
| Gereedschap | Het duurt 8 tot 10 weken om een spuitgietmatrijs te ontwerpen en te maken | Duurt 6 tot 8 weken, afhankelijk van complexiteit en aantal caviteiten | Meestal duurt het 6 tot 8 weken om te ontwerpen en te maken |
| Materiaal | Beste met vloeibaar rubbermengsel, bijv. vloeibaar siliconenrubber (LSR) | Diverse soorten rubber, waaronder HCR en materialen die moeilijk vloeien | Werkt met een breed scala aan rubber |
| Productiecapaciteit | Hoog volume | Laag tot gemiddeld volume | Middelgroot volume |
| Productgeometrie | Creëert complexe vormen | Eenvoudiger vormen | Complexe vormen |
| Cyclustijd | 2 seconden tot 2 minuten | 30 seconden tot meer dan 5 minuten | 60 seconden tot 5 minuten |
| Precisie | Hoge precisie | Lage precisie | Gemiddelde precisie |
| Kosten | Hoge initiële gereedschapskosten | Lagere initiële gereedschapskosten | Lagere initiële gereedschapskosten |
| Arbeid | Kan worden geautomatiseerd | Intensief handwerk | Halfautomatisch. Initieel laden van materiaal gebeurt handmatig |
| Afval | Minimaal afval | Minimaal afval | Meer verspilling |
Rubber spuitgieten workflow
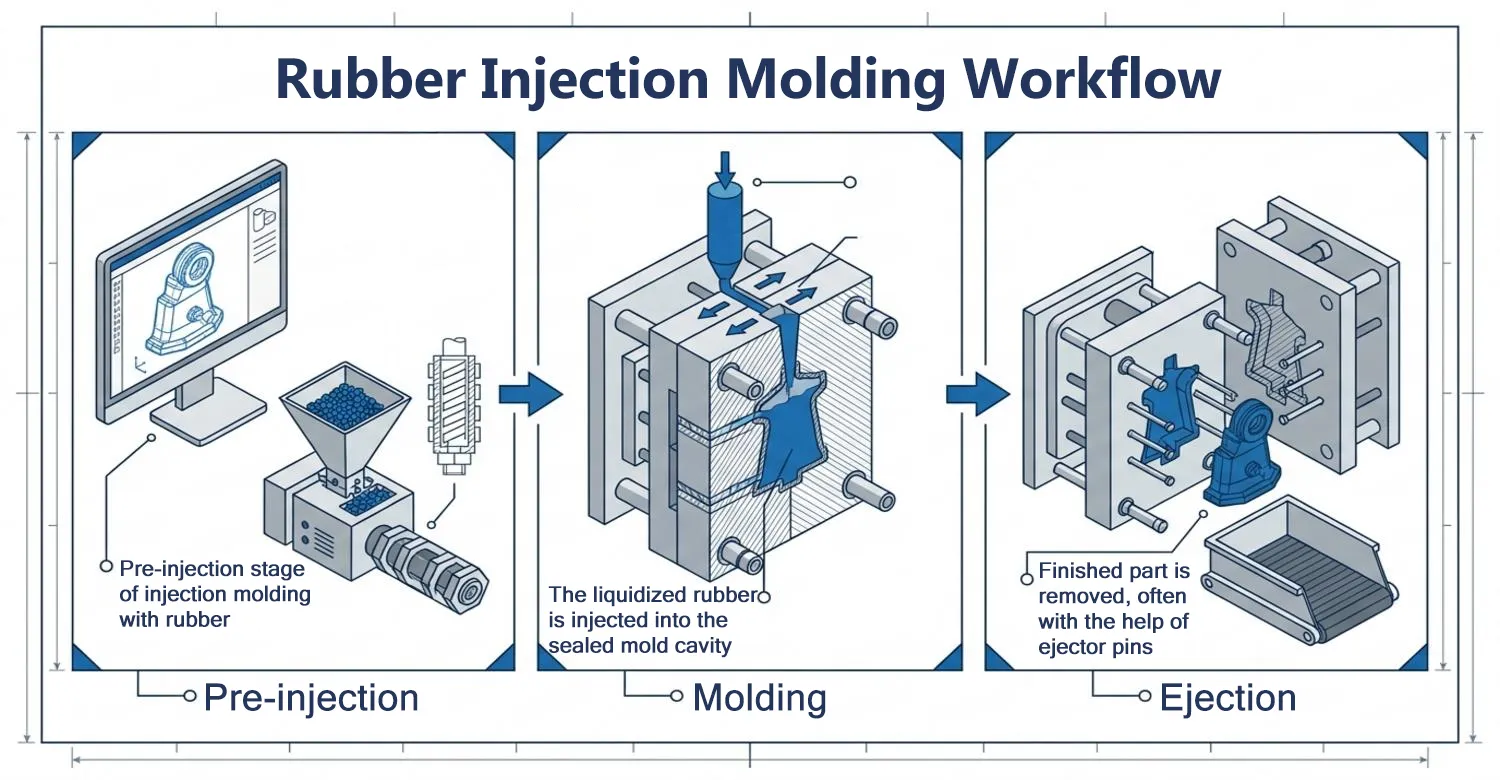
De technologische evolutie zorgt voor een transformatie in de manier waarop fabrikanten spuitgegoten rubber benaderen. Het hele proces kan worden onderverdeeld in drie grote delen, namelijk voorspuiten, gieten en uitwerpen.
Pre-injectie
Fabrikanten die de concurrentie willen overtreffen, gebruiken computerondersteunde ontwerpmodellen (CAD) om hun processen te optimaliseren. De volgende stappen vinden plaats in de pre-injectiefase van het spuitgieten met rubber.
- Deelontwerp en visualisatie: Fabrikanten ontwerpen een nauwkeurig 3D-model van het rubberen onderdeel dat de complexe afmetingen en geometrieën vastlegt met behulp van CAD-software. Dit helpt bij het visualiseren van het eindproduct en het identificeren van mogelijke gebreken. Gedetailleerde CAD-modellen helpen fabrikanten ervoor te zorgen dat het eindproduct precies voldoet aan de gewenste specificatie en tolerantie.
- Rubber voorbereiding: Het rubbermengsel met vulstoffen en andere gewenste additieven (waaronder versnellers en uithardingsmiddelen) die speciaal voor het product zijn samengesteld, wordt in de schroef van de rubberspuitgietmachine gevoerd.
- Verwarming: Het rubberen materiaal wordt in de injector getrokken en verwarmd bij een temperatuur tussen 158°F en 230°F om het vloeibaar te maken.
Molding
Het begint met het afdichten van de matrijshelften, waarbij je ervoor zorgt dat ze goed uitgelijnd zijn, voordat je ze vastzet met klemmen. In sommige gevallen heb je speciale benodigdheden nodig voor een goede afdichting om druk- of materiaalverlies te voorkomen, wat de integriteit van het product aantast. Het is essentieel om de helften schoon te maken voordat ze worden gesloten, omdat achtergebleven vuil of verontreiniging van de vorige cyclus defecten kan veroorzaken in het nieuwe product.
- Injectie: Het vloeibare rubber wordt onder hoge druk via de runner en de gate in de afgesloten matrijsholte geïnjecteerd.
- Genezen: Het vloeibaar gemaakte rubbermateriaal mag in de matrijsholte stollen onder gecontroleerde druk en temperatuur. Koeling kan worden gebruikt om het uitharden te versnellen en de cyclustijd te verkorten.
Uitwerping
Zodra het spuitgegoten rubberen onderdeel is uitgehard, wordt de matrijs geopend en wordt het afgewerkte onderdeel verwijderd, vaak met behulp van uitwerppennen. Daarna volgt de nabewerking, die het wegsnijden van overtollig materiaal (deflashing) en kwaliteitscontrole-inspectie kan omvatten om ervoor te zorgen dat het product aan de gewenste specificatie voldoet.
Rubber Spuitgieten vs Siliconen Spuitgieten
Sommige beginnende ontwerpers en ingenieurs zijn meestal in de war over wanneer ze rubber of silicone spuitgieten moeten gebruiken. Als je je ooit in deze situatie hebt bevonden, ben je niet de enige. Beide zijn gebaseerd op een gelijkaardige spuitgiettechniek. Het grootste verschil zit meestal in het materiaal dat gebruikt wordt voor het proces en de eigenschappen van het product.
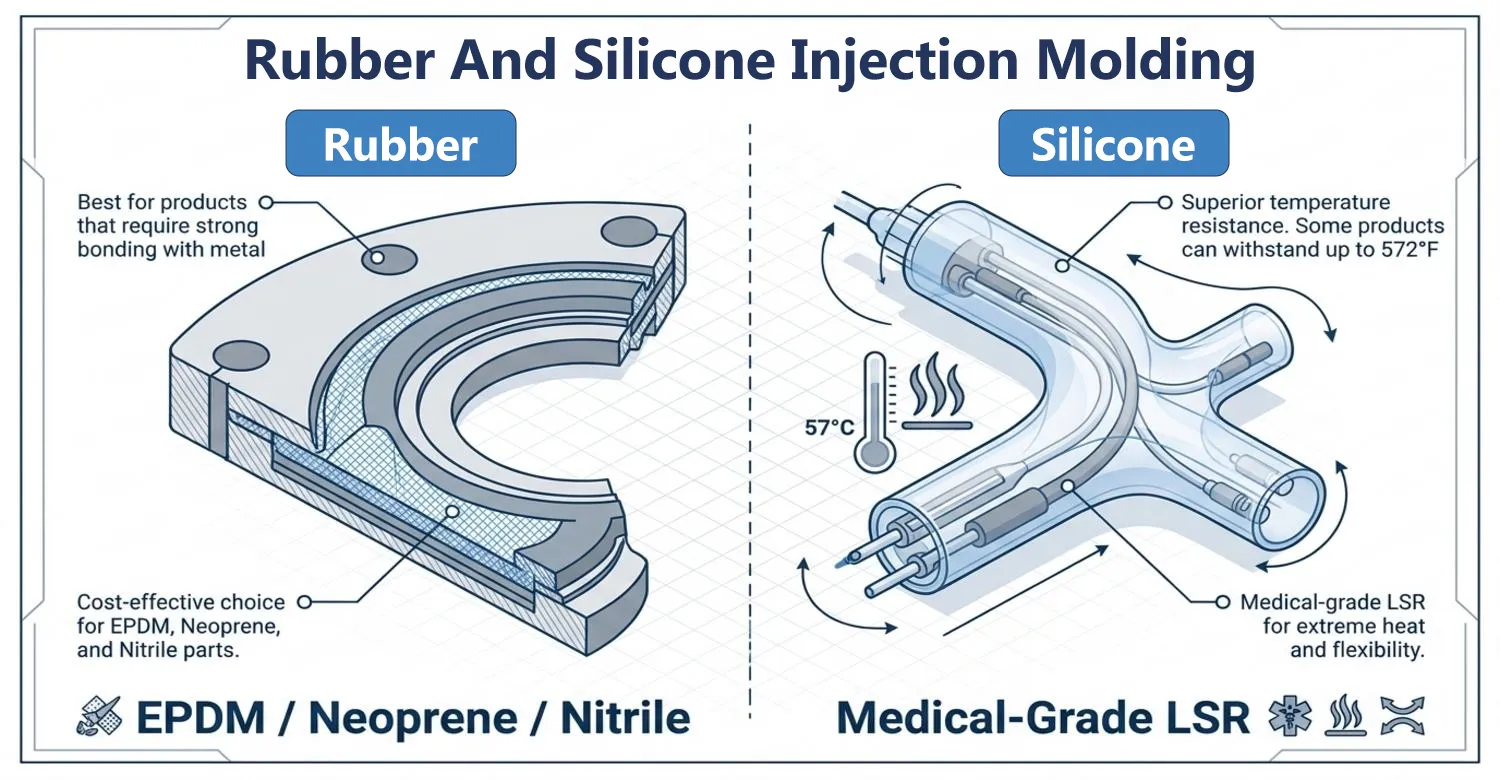
Het materiaal voor het spuitgieten van rubber kan ethyleenpropyleendieenmonomeer (EPDM) of synthetisch rubber, natuurrubber, neopreen of nitril zijn. Aan de andere kant is siliconen spuitgieten gebaseerd op vloeibaar siliconenrubber (LSR) als het primaire materiaal. Deze zijn uitstekend geschikt voor medische producten die temperatuurbestendig moeten zijn. Voor de beste ervaring kies specialisten in silicone spuitgieten.
Verschillen tussen rubber en silicone spuitgieten
| Factoren | Rubber | Silicone |
|---|---|---|
| Materiaal | Natuurlijk rubber, neopreen, EPDM en nitril | Vloeibaar siliconenrubber |
| Temperatuurbestendigheid | Natuurlijk rubber begint af te breken boven 104°C (220°F) en mag niet continu worden gebruikt boven 82°C (180°F). | Superieure temperatuurbestendigheid. Sommige producten zijn bestand tegen temperaturen tot 572°F |
| Toepassing | Gebruikt bij het maken van verschillende auto-onderdelen. Het beste voor producten die een sterke hechting met metaal of andere materialen vereisen | Het beste voor medische apparatuur en food-grade producten waar temperatuurbestendigheid en flexibiliteit van groot belang zijn |
| Kosten | Betaalbaarder | Hogere initiële kosten |
| Duurzaamheid | Duurzaam in normale omstandigheden | Duurzamer in extreme omstandigheden |
Rubber Molding DFM-regels voor elke productontwerper
Elke ontwerper vindt het heerlijk om nieuwe producten te maken, een soort nalatenschap die nog jaren na hun dood voortleeft. Design for Manufacturing (DFM) is een reeks regels die ontwerpers begeleiden bij het maken van nieuwe producten met productie-efficiëntie en kosteneffectiviteit in het achterhoofd. Met andere woorden, het product moet strategisch worden ontworpen om de productiekosten te optimaliseren zonder afbreuk te doen aan de prestaties of betrouwbaarheid. Bij spuitgegoten rubber zijn dit de belangrijkste aspecten waar productontwerpers rekening mee moeten houden.
Kritische DFM-regels voor het spuitgieten van rubber
1. Minimaliseer het aantal onderdelen
Hoe minder matrijzen er nodig zijn om het product te maken, hoe minder matrijzen er gemaakt moeten worden. Een groter aantal onderdelen kan ook de foutmarge en materiaalkosten verhogen. Vermindering van het aantal onderdelen maakt de assemblage sneller.
2. Ontwerp voor modulariteit
Modulaire spuitgegoten rubberproducten hebben gemakkelijk verwisselbare onderdelen, waardoor ze gemakkelijk te monteren of demonteren zijn en dus goedkoper te repareren of te onderhouden. Ontwerpen voor modulariteit houdt vaak rekening met factoren zoals duidelijke montage-instructies en snap-fit ontwerpen. Het beste voorbeeld van een fabrikant die modulair ontwerp in zijn producten heeft geperfectioneerd is LEGO.
3. Ontwerp multifunctionele en veelzijdig te gebruiken onderdelen
Wanneer een onderdeel multifunctioneel is, betekent dit dat het verschillende doelen kan dienen. Een van de beste voorbeelden is hoe het moederbord van de meeste draagbare elektronische apparaten de verwerking en het geheugen regelt. Deze ontwerpkeuze helpt om de kosten van afzonderlijke onderdelen te drukken. Een onderdeel dat voor meerdere doeleinden kan worden gebruikt, past in verschillende producten. Een goed voorbeeld is hoe Tesla's EV-batterijcel ontworpen is om in verschillende EV-modellen te passen.
4. Materiaalkeuze
De keuze van het materiaal is een delicate stap omdat het de eigenschappen en de kosten van het eindproduct beïnvloedt. Een klassiek voorbeeld is siliconenrubber, dat weliswaar duurder is, maar beter geschikt voor medische producten dan natuurrubber omdat het beter bestand is tegen extreme temperaturen en druk.
5. Milieubewustzijn
Wie betrokken is bij het spuitgieten van rubber, moet rekening houden met de omgeving waarin gebruikers het product zullen gebruiken. Chemische blootstelling en temperatuur zijn factoren waarmee rekening moet worden gehouden. Als je bijvoorbeeld ontwerpt voor een ziekenhuis, moet je materiaal met een hogere slijtvastheid overwegen.
Kritische ontwerpparameters
Een fout in de belangrijkste stappen van het spuitgieten van rubber kan de integriteit, de prestaties en de kwaliteit van het product aantasten. De kritieke ontwerpparameters voor het spuitgieten omvatten:
- Het juiste rubber kiezen afhankelijk van de toepassing.
- De smelttemperatuur van het rubbermateriaal moet nauwkeurig zijn, omdat een te lage temperatuur de vloeibaarheid kan beïnvloeden en een te hoge temperatuur het materiaal kan aantasten.
- De matrijstemperatuur heeft een directe invloed op de uitharding en cyclustijd.
- De injectiedruk moet nauwkeurig zijn om onvolledig vullen of overtollig materiaal (flash) te voorkomen.
- De houddruk voorkomt krimp tijdens het uitharden.
- Een onnauwkeurige injectiesnelheid beïnvloedt het stromingspatroon en kan leiden tot defecten zoals vloeilijnen.
- De koeltijd moet voldoende zijn om kromtrekken te voorkomen.
Materiaalkeuzegids voor beginners (Matrix materiaal-ontwerp compatibiliteit)
De materiaal-ontwerp compatibiliteitsmatrix is een tabel die je vertelt welke materialen het beste werken voor verschillende ontwerpelementen. De bedoeling is om ervoor te zorgen dat het eindproduct voldoet aan de prestatievereisten en dat er geen onderdelen stuk gaan of materiaal incompatibel is.
| Type rubber | Eigenschappen |
|---|---|
| Natuurlijk rubber | Zeer elastisch en slijtvast. Het beste voor producten voor algemeen gebruik |
| Neopreen | Bestand tegen hitte en olie. Het beste voor slangen en afdichtingen |
| Styreen-butadieenrubber | Bestand tegen slijtage. Gebruikt voor banden en producten in een omgeving met veel slijtage |
| Fluorrubber | Hoge weerstand tegen temperatuur en chemicaliën. Het beste voor het afdichten van producten |
| Ethyleenpropyleendieenmonomeer | Bestand tegen temperaturen tot 150°C (302°F); bestand tegen ozon en weersinvloeden |
| Siliconenrubber | Continu gebruik tot 220°C (428°F); kortstondige pieken tot 300°C (572°F) |
Bij het selecteren van materiaal voor het spuitgieten van rubber moeten ingenieurs en ontwerpers de onderstaande stappen volgen bij de materiaalselectie voor het beste productieresultaat.
- Identificeer de beoogde toepassing, inclusief temperatuur, chemische blootstelling en mechanische eisen aan het product.
- Maak een lijst van materialen die bestand zijn tegen de eigenschappen.
- Vergelijk de kosten van de verschillende materialen op de shortlist.
- Bouw prototypes met de geselecteerde materialen.
- Test de prototypes in echte omstandigheden en kies het product dat een goede balans biedt tussen kosten, beschikbaarheid en prestaties.
Tactieken voor kostenoptimalisatie voor ontwerpers en technici
Projecten voor het spuitgieten van rubber kunnen alleen duurzaam zijn als de productiekosten geoptimaliseerd zijn. Hoe geweldig je product ook is, als consumenten het niet verkiezen boven je meer betaalbare concurrent, is het slechts een kwestie van tijd voordat je bedrijf failliet gaat. Ingenieurs en ontwerpers kunnen de kosten van projecten voor spuitgegoten rubber optimaliseren door:
- Ontwerp optimaliseren voor kosteneffectieve productie
- Het productontwerp vereenvoudigen om de gereedschapskosten te verlagen
- Modulaire ontwerpen kiezen die snel in elkaar gezet kunnen worden om de arbeidskosten te verlagen
- Functies verwijderen die niets toevoegen aan de functionaliteit van het product
- De wand van het product verdunnen, waar van toepassing, om de cyclustijd en het materiaalgebruik te verminderen
- Alternatieve materialen onderzoeken en voortdurend zoeken naar meer leveranciers met concurrerende prijzen
- Gemakkelijk verkrijgbare materialen kiezen
- Afval verminderen door waar mogelijk onderdelen te hergebruiken
- Niet-essentiële activiteiten uitbesteden om overheadkosten te verlagen
Veelvoorkomende problemen oplossen
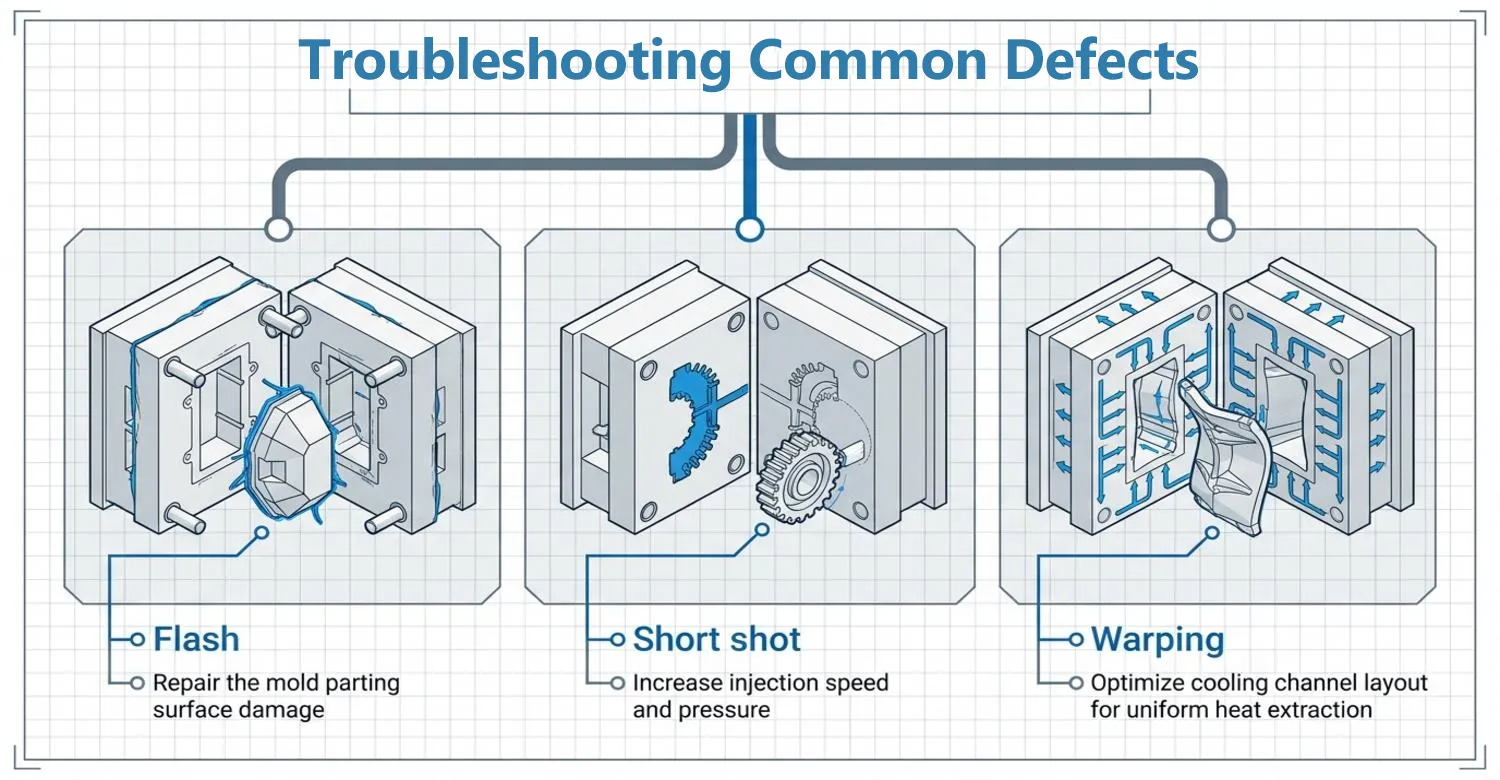
Het is altijd een uitdaging als spuitgegoten rubberen onderdelen er anders uitzien dan bedoeld. Veel voorkomende defecten zijn kromtrekken, vlekken en korte shots. Aangezien één defect meerdere defecten kan veroorzaken, kan het oplossen van het probleem een vorm van probleemoplossing vereisen om de exacte oorzaak te bepalen. De tabel hieronder laat zien hoe u veelvoorkomende defecten kunt oplossen.
| Defect | Problemen oplossen |
|---|---|
| Flash (overtollig materiaal): meestal door slechte sluiting van de matrijs of te veel injectiedruk | 1. Repareer de schade aan het gietvormoppervlak. 2. Controleer of de klemkracht binnen de ontwerpspecificaties ligt Lagere inspuitdruk. |
| Korte opname (Onvoldoende vulling van de matrijs: meestal veroorzaakt door onderbroken stroming, lage injectiedruk of lage matrijstemperatuur. | 1. Verhoog de injectiesnelheid en -druk. 2. Stel de matrijstemperatuur optimaal in. 3. Controleer de injectiepomp op verstoppingen. |
| Vervorming: vervorming van de productvorm door ongelijkmatige koeling. | 1. Verleng de cyclustijd. 2. Optimaliseer de lay-out van het koelkanaal voor een gelijkmatige warmteafvoer. 3. Verhoog de matrijstemperatuur om de thermische gradiënt te verminderen. 4. Pas de houddruk/tijd aan. |
| Gootsteentekens: depressie meestal in de dikkere delen | 1. Verhoog de inspuitdruk en verlaag de snelheid. 2. Verhoog de wachttijd. 3. Optimaliseer de matrijstemperatuur. |
| Stroomlijnen: lijnen op het productoppervlak door een ongelijkmatige materiaalstroom | 1. Optimaliseer de injectiesnelheid. 2. Pas de ontluchting aan. 3. Verbeter het ontwerp van de poort. |
| Brandwonden: verkleuring van het product, vooral in de buurt van de poort | 1. Optimaliseer de ontluchting van de mal. 2. Lagere injectiesnelheid. 3. Verlaag de smelttemperatuur van het materiaal. |
| Leegte: veroorzaakt door luchtbellen in het product | 1. Verhoog de inspuitdruk. 2. Optimaliseer de ontluchting. |
Bij het spuitgieten van rubber is het optimaliseren van het ontwerp om schaalbaarheid te garanderen tegen de best mogelijke kosten de sleutel tot succes op lange termijn. We mogen echter nooit prestaties, kwaliteit en duurzaamheid opofferen om dit doel te bereiken.











