Metaalspuitgieten (MIM) is een proces waarbij metalen onderdelen worden gemaakt met poedermetaal als grondstof. Het maakt gebruik van een techniek die poedermetallurgie heet. Dit proces integreert de flexibiliteit van kunststof spuitgietprocedures met de integriteit en sterkte van metalen om onderdelen met complexe geometrieën te produceren. Dit proces is meestal geschikt voor kleine onderdelen onder de 100 gram en het product komt voor in zowel grote als kleine volumes.
Het wordt gebruikt in ruimten die een hoge mate van precisie en kwaliteit vereisen, zoals de ruimtevaart, de auto-industrie en medische apparatuur.


Overzicht van processtroom
De productieprocedure van metaalspuitgieten lijkt erg op die van (PIM) kunststofspuitgieten omdat MIM met metalen werkt, maar het is iets ingewikkelder. Een mengsel van minuscule metaaldeeltjes en kunststof bindmiddel - gepolymeriseerde metaalgrondstof - wordt onder hoge druk in de matrijs geïnjecteerd. Na afkoeling hardt het uit en wordt het uit de mal gehaald en indien nodig bijgesneden.
Het is echter nog niet voorbij! Wat wordt geproduceerd is wat het "groene gedeelte" wordt genoemd, dat moet worden losgemaakt. In het volgende proces wordt het plastic bindmiddel verwijderd, waardoor een fragiel en poreus metaalfragment achterblijft dat het "bruine deel" wordt genoemd.
De procedure omvat verschillende stappen, zoals de voorbereiding van grondstoffen (Compounding), spuitgieten, ontbinden en sinteren. Elke stap is cruciaal voor het produceren van onderdelen met de optimale vorm, materiaaleigenschappen en afmetingen.
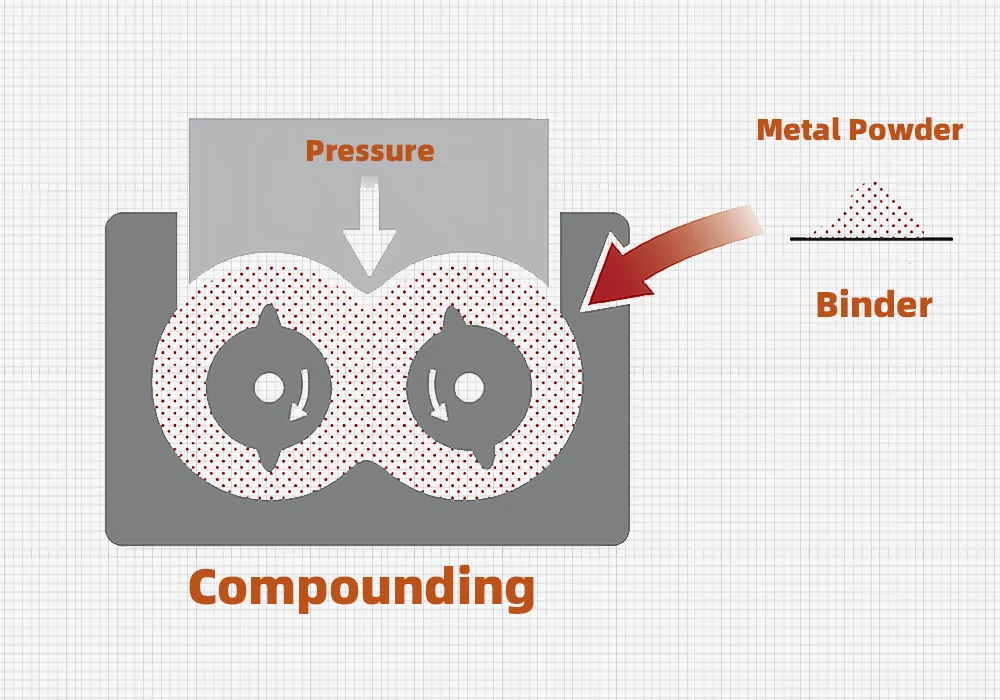
1. Samenstellen
Dit is de eerste stap in het MIM-proces en wordt ook wel grondstofvoorbereiding genoemd. In dit stadium wordt metaalpoeder met afmetingen tussen 4-25 µ gemengd met wasbindmiddelen of thermoplasten in een volumeverhouding van 60:40. Het mengsel wordt verwarmd en gesmolten in speciale mengapparatuur zoals de Sigma-mixer. Het mengsel wordt verwarmd en gesmolten in speciale mengapparatuur zoals de Sigma mixer, en de deeltjes worden gelijkmatig verdeeld. Deze verdeling is essentieel voor de viscositeit van het materiaal, die het spuitgietproces en de dichtheid van het uiteindelijke onderdeel beïnvloedt. Daarna wordt de massa afgekoeld en gegranuleerd tot een grondstof voor de MIM-machine.
Het metaalpoeder bepaalt de structurele eigenschappen van het uiteindelijke onderdeel. Dit bindmiddel vergemakkelijkt de stroming tijdens het spuitgieten en beïnvloedt ook de ontbindings- en sinterprocessen. De consistentie van de grondstof is van vitaal belang voor een gelijkmatige materiaalstroom tijdens het spuitgieten, wat resulteert in een onderdeel met consistente eigenschappen.
2. Spuitgieten
Dit proces is vergelijkbaar met het plastic spuitgietproces. Het vindt plaats wanneer de geprepareerde grondstof in de matrijsholte wordt geïnjecteerd om het gewenste onderdeel te maken. De gepelletiseerde grondstof wordt eerst verhit tot een specifieke temperatuur en onder hoge druk in de vormholte geïnjecteerd.
De rotatie van de schroef, die zich in het vat bevindt, duwt de grondstof naar voren en de druk zorgt ervoor dat de spuitmond in de holte komt. Eenmaal gevuld koelt het af en stolt het bindmiddel, waardoor de vorm van de onderdelen behouden blijft terwijl het wordt uitgeworpen door perslucht of uitwerppennen.
Het deel dat eruit komt is het "groene deel" en het proces gaat verder. De matrijs moet een goede poort en ontluchtingsplaats hebben om een consistente vulling van de matrijskamer mogelijk te maken en zo een product van hoge kwaliteit te garanderen.
Om de krimp te compenseren die optreedt tijdens het sinteren, wordt de holte 20% groter gemaakt en deze krimpverandering is afhankelijk van elk materiaal.

3. Ontbinden
Ontbinding is het proces waarbij het bindmiddel uit het "groene gedeelte" wordt verwijderd, zodat er een poreus metalen gedeelte overblijft dat bekend staat als het "bruine gedeelte". Het proces verloopt in verschillende stappen en het grootste deel van het bindmiddel wordt verwijderd zodat er net genoeg overblijft om de onderdelen in de sinteroven te houden.
Het verwijderen van bindmiddelen gebeurt in drie categorieën;
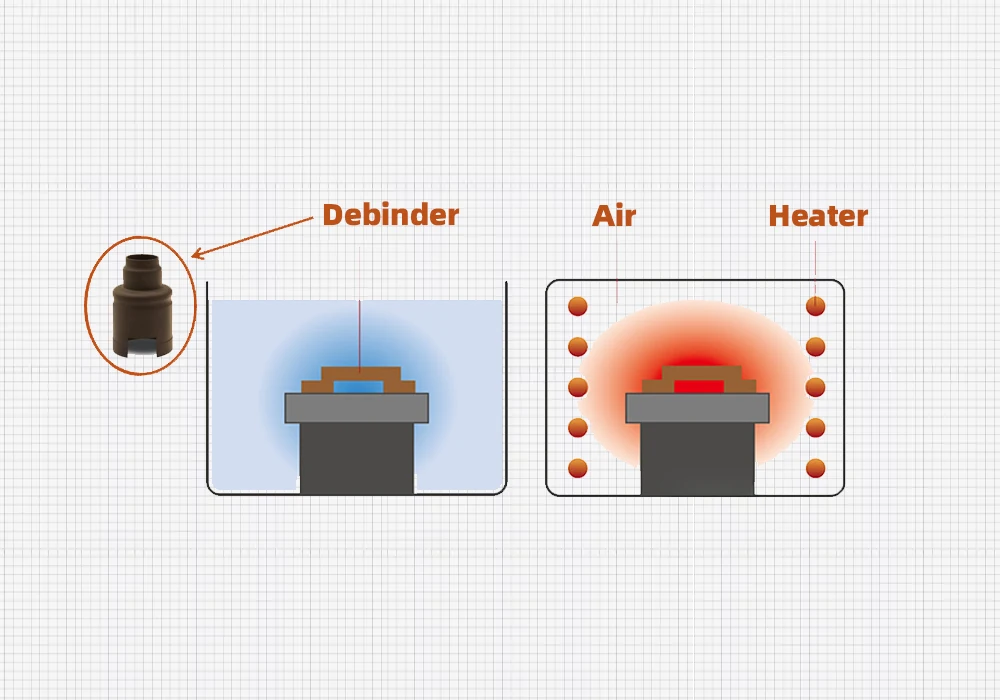
Ⅰ. Oplosmiddel Ontbinding
Bij deze procedure wordt het groene deel in een vloeibaar oplosmiddel gedompeld om het bindmiddel op te lossen en te extraheren. Het bindmiddel bepaalt het type oplosmiddel dat wordt gebruikt. Als het bindmiddel bijvoorbeeld oplosbaar is in water, wordt een waterig oplosmiddel gebruikt. Als dat niet het geval is, hebben organische oplosmiddelen de voorkeur. Het onderdeel kan enige tijd in het oplosmiddel worden gedompeld, variërend van een paar uur tot dagen.
Ⅱ. Thermische ontbinding/Pyrolyse
is een van de gemakkelijkste methoden om te ontbinden. Het spuitgegoten onderdeel wordt verwarmd op een temperatuur die lager is dan de sintertemperatuur van het metaalpoeder. Het bindmiddel ontbindt en verdampt, waardoor een poreus metaalfragment overblijft. Enkele kritieke parameters die in dit geval moeten worden geregeld, zijn de verwarmingssnelheid, de verblijftijd en de piektemperatuur. Deze zorgen ervoor dat het bindmiddel volledig wordt verwijderd en verminderen defecten en vervorming.
Ⅲ. Katalytische binding
Dit proces is zeer effectief maar enigszins complex. Het houdt in dat het groene onderdeel wordt blootgesteld aan een zure damp, zoals oxaalzuur of geconcentreerd salpeterzuur. De zure damp is in dit scenario een katalysator die ervoor zorgt dat het bindmiddel uit de interne structuur van het onderdeel wordt afgebroken. Het proces vindt plaats in een gecontroleerde omgeving en de compatibiliteitstest van de metalen is cruciaal omdat er zuren worden gebruikt.
In bepaalde gevallen wordt het proces dat bekend staat als tweestaps ontbinding, waarbij thermische en solventbinding worden gecombineerd, gebruikt om de vervorming van het onderdeel tot een minimum te beperken.
Het "bruine deel" dat overblijft na het ontbindingsproces is een fragiele poreuze structuur die bestaat uit met elkaar verbonden metaalpoederdeeltjes. Op dit punt is het onderdeel klaar voor het laatste sinterproces, dat de deeltjes de gewenste mechanische eigenschappen geeft en ze consolideert.
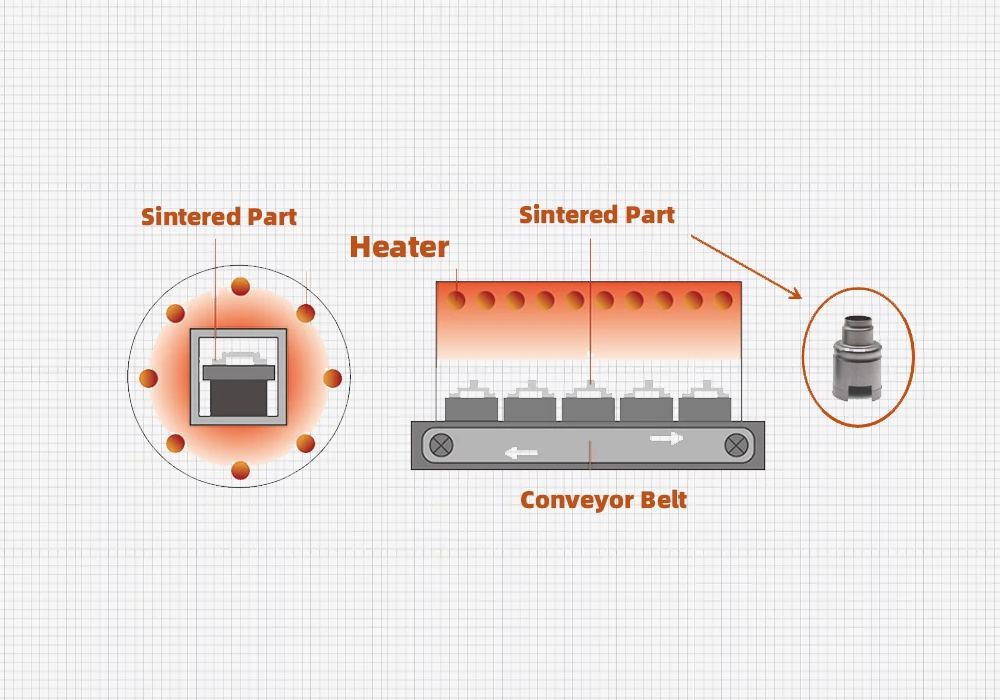
4. Sinteren
Tijdens het sinterproces wordt het bruine metaal blootgesteld aan een temperatuur onder het smeltpunt van het metaalpoeder. De afgebroken onderdelen worden in een atmosfeergestuurde sinteroven met hoge temperatuur geladen en op keramische zetters geplaatst. Zodra de bindmiddelen het smeltpunt naderen, worden de bindmiddelen vloeibaar en verdampen ze. Het metalen onderdeel wordt dan verhit tot een hoge temperatuur en de lege ruimte tussen de deeltjes wordt geëlimineerd, waardoor ze samensmelten. Het onderdeel krimpt en verandert in een dichte vaste stof met de gewenste afmetingen. De krimpsnelheid van het onderdeel kan oplopen tot 20% tijdens de sinterfase. Hiermee wordt echter rekening gehouden in de ontwerp- en matrijsproductiefase.
Materialen voor metaalspuitgieten
De metalen materialen die geschikt zijn voor MIM zijn vrij algemeen. In theorie kan elk poedermateriaal dat bij hoge temperaturen gegoten kan worden, gevormd worden tot onderdelen via het MIM-proces, inclusief moeilijk te bewerken materialen en materialen met een hoog smeltpunt in traditionele productieprocessen. Metalen die door MIM verwerkt kunnen worden zijn onder andere laaggelegeerd staal, roestvast staal en gereedschapsstaal, legeringen op nikkelbasis, Wolfraamlegeringen, harde legeringen, titaanlegeringen, magnetische materialen, Kovar-legeringen, precisiekeramiek en nog veel meer. Daarnaast kan MIM ook materiaalformuleringen op maat maken op basis van de prestatievereisten van de gebruiker.
MIM vormen van non-ferro legeringen zoals aluminium en koper is technisch mogelijk, maar deze worden meestal verwerkt met andere, meer kosteneffectieve methoden, zoals spuitgieten of machinaal bewerken. Voorbeelden van materialen zijn SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, Ti legeringen, enz.
| Materiaalsysteem | Samenstelling legering | Toepassingsvelden |
|---|---|---|
| Koolstof - gelegeerd staal | Fe₂Ni, Fe₈Ni | Auto, mechanische constructiedelen |
| Roestvrij staal | 316L, 17 - 4 FASEN, 420, 440C | Medische apparaten, Horloge-onderdelen |
| Gecementeerd hardmetaal | WC - Co | Snijgereedschap, Klokken en Horloges, Polshorloges |
| Keramiek | Al₂O₃, ZrO₂, SiO₂ | IT-elektronica, Klokken en Horloges, Producten voor dagelijks gebruik |
| Zware legering | W - Ni - Fe, W - Ni - Cu, W - Cu | Militaire industrie, Telecommunicatie, Producten voor dagelijks gebruik |
| Titaniumlegering | Ti, Ti - 6Al - 4V | Medische, militaire structurele onderdelen |
| Magnetische materialen | Fe, NdFeB₃, SmCo₅, Fe - Si | Magnetische componenten |
| Gereedschapsstaal | CeMo₄, M₂ | Diverse gereedschappen |
Verschillen tussen metaalspuitgieten (MIM) en traditioneel spuitgieten (TIM)
Traditioneel spuitgieten (TIM) en metaalspuitgieten (MIM) zijn beide productieprocessen die gebruikt worden om complexe onderdelen met hoge precisie te maken. Ze verschillen echter aanzienlijk in materialen, gebruikte apparatuur en productieprocessen.
Tabel voor het vergelijken van MIM en TIM
| Aspect | Traditioneel spuitgieten (TIM) | Metaalspuitgieten (MIM) |
|---|---|---|
| Type gebruikt materiaal | Thermoplasten zoals ABS (acrylonitril-butadieenstyreen), PP (polypropyleen), PE (polyethyleen), PC (polycarbonaat). | Metaalkracht gecombineerd met een bindmiddel (grondstof) |
| Vorm van de grondstof. | Plastic pellets. | Metaal in poedervorm gemengd met polymeren (thermoplasten) of wasbindmiddelen (grondstof) |
| Vormontwerp | De focus ligt op het vormen van gesmolten kunststof, dus het ontwerp moet ervoor zorgen dat kunststof gemakkelijk vloeit, zodat ingewikkelde en gedetailleerde vormen mogelijk zijn. Het moet geschikt zijn voor de lagere krimpsnelheden van kunststoffen (0,5% tot 2%), waardoor geometrische berekeningen minder complex zijn. Meerdere caviteiten om de productie-efficiëntie en -snelheid te verhogen. | Mallen moeten geschikt zijn voor dichte grondstoffen en hogere metaalkrimpsnelheden (15-20%) die optreden tijdens het sinterproces. Op dezelfde manier kan MIM meerdere holtes hebben, maar het ontwerp moet rekening houden met hogere krimp en uniforme verwijdering van bindmiddel. |
| Materiaal matrijs | Bestaat uit aluminium, staal en andere legeringen met hoge sterkte die bestand zijn tegen de temperatuur van gesmolten kunststof (150°C-300°C) | Gewonnen uit gehard gereedschapsstaal of wolfraamcarbide om bestand te zijn tegen hoge injectiedrukken en zware slijtage door metaalpoeder. |
| Post-processing | Minimale nabewerking is nodig, zoals schilderen, bijsnijden, enz. | De nabewerking is uitgebreid met processen zoals ontbinden en sinteren. |
| Verwerkingstemperaturen | Werkt onder relatief lagere temperaturen tussen 150°C-300°C. | Er zijn hogere verwerkingstemperaturen nodig, meestal meer dan 1000°C tijdens de sinterfase. |
| Gebruikte apparatuur | Gebruikt standaard kunststof spuitgietmachines met verwarmings- en koelsystemen die ontworpen zijn voor kunststoffen. | Hoewel de machines qua constructie op elkaar lijken, moeten ze zwaar worden aangepast om hoge drukken (30.000-150.000 PSI) en een dichtere grondstof aan te kunnen. |
Verschillen en voordelen van MIM in vergelijking met andere processen voor metaalproductie
Elk fabricageproces heeft specifieke toepassingsgebieden met voordelen en beperkingen. MIM combineert de veelzijdigheid en kostenbesparingen van andere fabricageprocessen met de duurzaamheid en robuustheid van metalen. Om inzichtelijk te maken of MIM de optimale productieweg is, zullen we ons verdiepen in de belangrijkste voordelen en hoe het verschilt van andere fabricageprocessen.
- Complexe geometrieën: Toepassingen die componenten vereisen met complexe vormen en materiaaleigenschappen die niet mogelijk zijn met traditionele metaalbewerking.
- Kosteneffectiviteit: MIM is een sterk geautomatiseerd proces dat de behoefte aan handmatige arbeid vermindert in vergelijking met andere metaalvormmethoden. Er wordt nauwelijks overtollig materiaal geproduceerd, waardoor er minder afval is. De precisie vermindert ook de behoefte aan secundaire bewerkingen.
- Consistente kwaliteit: Het sterk geautomatiseerde en herhaalde proces zorgt ervoor dat de geproduceerde onderdelen gelijk zijn. Aangezien dit proces wordt uitgevoerd in een gecontroleerde omgeving, worden defecten en verontreinigingen geminimaliseerd.
- Materiaalkeuze: Een uitgebreide keuze aan materialen, zoals staal, titanium en sommige legeringen, zorgt voor flexibiliteit en geschiktheid voor een bepaalde toepassing. Deze eigenschap overtreft vaak processen zoals gieten.
- Dichtheid en sterkte: Metalen spuitgietonderdelen hebben hoge mechanische eigenschappen, zoals hardheid en sterkte, waardoor ze geschikt zijn voor onderdelen die extreme slijtage en hoge belasting moeten doorstaan.
Vergelijking tussen MIM en andere productieprocessen
Andere fabricageprocessen die worden gebruikt voor de productie van metalen onderdelen zijn traditionele poedermetallurgie, smeden, 3D printen en LQMT (Liquid metal Technologies). De volgende grafiek vergelijkt verschillende aspecten van de productie tussen MIM en de genoemde productieprocessen.
De rol van materiaaleigenschappen bij het ontwerp van productfuncties en uiterlijk
De materiaalselectie is een belangrijke factor in het metaalspuitgietproces, dat rechtstreeks van invloed kan zijn op het uiterlijk, het ontwerp, de prestaties en de functionaliteit van de producten. Hier ziet u hoe de materiaalselectie het ontwerp beïnvloedt.
1. Mechanische eigenschappen en functionaliteit
Wanneer ze samen worden gebruikt, hebben materialen zoals staal en titanium sterkte en corrosiebestendigheid. Ze zijn geschikt voor onderdelen die mechanische duurzaamheid vereisen. Onderdelen die zijn ontworpen om dergelijke materialen te gebruiken, kunnen dikkere wandgeometrieën bevatten of worden versterkt met materialen met een lagere sterkte.
2. Krimp en maatnauwkeurigheid
De krimpsnelheid van MIM ligt tussen 15% en 20% tijdens het sinterproces. Dit is echter afhankelijk van de materiaaleigenschappen en het gedrag van het materiaal. Ontwerpers moeten rekening houden met deze krimp in de matrijsafmetingen door proportioneel op te schalen voor meer nauwkeurigheid.
3. Corrosiebestendigheid.
Onderdelen die worden blootgesteld aan ruwe omgevingen vereisen corrosiebestendige materialen, zoals roestvrij staal (316L) of titanium. Ontwerpers gebruiken deze materialen om de behoefte aan beschermende coatings te minimaliseren en de geometrie te behouden.
4. Thermische eigenschappen
Koperlegeringen hebben een hoog warmtegeleidingsvermogen en kunnen worden gebruikt in warmtegevoelige toepassingen. Ontwerpers kunnen in dergelijke materialen voorzieningen aanbrengen zoals ventilatieopeningen en vinnen die effectiever zijn voor warmteafvoer.
5. Esthetiek en oppervlakteafwerking
Materialen zoals roestvast staal hebben uitstekende afwerkingseigenschappen. Ze zijn gemakkelijker te coaten, te beplaten en te polijsten. Producten zoals consumentenelektronica maken gebruik van dergelijke materialen omdat ze gladde oppervlakken en een eersteklas uiterlijk vereisen.
Productontwerpoptimalisatiestrategieën gebaseerd op MIM en taboes voor MIM
Complexe geometrieën vereenvoudigen
MIM maakt ingewikkelde geometrieën mogelijk, die soms een uitdaging vormen of moeilijk te realiseren zijn. Dit verhoogt het risico op defecten en kosten. Om het risico te minimaliseren kan een ontwerper dit optimaliseren door strategieën toe te passen zoals dunne vormen, radii of fillets om scherpe hoeken te verminderen. Ook kunnen meerdere componenten in één component worden geïntegreerd om assemblage te elimineren.
Wanddikte optimaliseren
Onderdelen ontwerpen met een uniforme dikte verbetert de materiaalstroom en voorkomt kromtrekken, barsten, holtes en zinksporen. Het gebruik van een methode zoals uitboren kan materiaal en bewerkingstijd verkorten.
Ontwerphoeken integreren
Er is trekkracht, of een lichte conus, nodig om werkstukken uit de matrijsholte te werpen. Als een trekhoek nodig is, is een hoek van 0,5° tot 2° op verticale wanden voldoende voor een soepele uitwerping.
Functionele functies integreren
MIM-optimalisatie kan worden geïntegreerd met functionele kenmerken om de prestaties te verbeteren en assemblage te verminderen. Deze functies kunnen onder andere snap-passen, zelf-verbindende elementen of uitlijningslipjes zijn. Ontwerpen voor multifunctionaliteit, zoals structurele elementen en esthetische accenten.
Vermijd ondersnijdingen en complexe vormacties
Ondersnijdingen kunnen intern of extern zijn en zijn nodig voor productfuncties. Afhankelijk van de locatie en het type, verhogen ze echter de gereedschapskosten en verlengen ze de cycli. Het herontwerpen van ondersnijdingen in eenvoudige geometrieën en het gebruik van zijdelingse acties wordt aanbevolen.
Demontage van het volledige procesontwerp van kokerproducten met behulp van MIM
Het ontwerpproces van kofferproducten verloopt in verschillende fasen, van conceptontwikkeling tot uiteindelijke montage/demontage. Demontage is heel belangrijk voor productreparatie, onderhoud en recycling. Hieronder volgt een uitsplitsing van het demontageproces en overwegingen bij het gebruik van metaalspuitgieten om kofferproducten te ontwerpen.
Conceptontwikkeling: Dit is de eerste ontwerpanalyse die de functionele vereisten van de producten voor het ontwerp vaststelt, bijvoorbeeld decoratieve elementen in consumentenproducten of lichtgewicht behuizingen voor luchtvaartonderdelen.
Materiaalkeuze: Het materiaal dat in het product wordt gebruikt, is cruciaal om montage- en demontagegemak te garanderen. Een duurzaam materiaal is bestand tegen barsten of slijtage als je een productkoffer ontwerpt die vaak gedemonteerd moet worden.
Modulair ontwerp voor demontage: Dit is het opsplitsen van producten in modulaire onderdelen voor eenvoudigere productie en vereenvoudigde demontage. Functies zoals zelfzoekende pennen, zwaluwstaartsleuven en schroefdraadverbindingen worden rechtstreeks in de MIM-onderdelen ingebouwd.
Vormontwerp: Bij het ontwerpen van de matrijs moet je rekening houden met aspecten zoals de geometrie, wanddikte en functionele vereisten van de behuizing. Poorten en openingen moeten strategisch worden geplaatst zodat het materiaal gemakkelijk kan stromen en defecten zoals leegtes en lasnaden worden geminimaliseerd.
Prototypen: Fysieke monsters kunnen de levensvatbaarheid van het ontwerp valideren. 3D-printen creëert prototypes om te testen voordat het echte product wordt gemaakt om ervoor te zorgen dat de eindproducten voldoen aan de gestelde doelen.
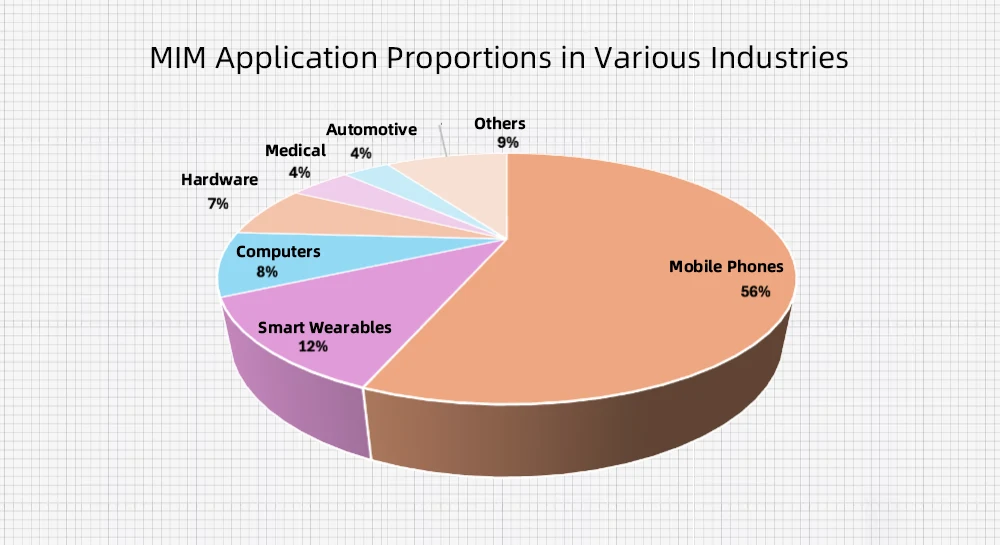
MIM-toepassingen
Metal Injection Molding (MIM) heeft bewezen succesvol te zijn in talloze toepassingen. Enkele van de belangrijkste industrieën waar MIM wordt toegepast zijn:
- Automobieltoepassingen: Fabricage van lichtgewicht tandwielen met hoge sterkte voor transmissiesystemen.
- Componenten voor medische hulpmiddelen: Vervaardiging van kleine en ingewikkelde chirurgische apparatuur voor minimaal invasieve hulpmiddelen. Het gebruikte materiaal moet eigenschappen hebben zoals biocompatibiliteit en corrosie- of sterilisatiebestendigheid.
- Ruimtevaartonderdelen: De industrie vraagt om zeer sterke en lichte materialen om het gewicht te verlagen en de brandstofefficiëntie te maximaliseren. Brandstofuitlaatpijpen van motoren hebben ingewikkelde geometrieën voor een optimale brandstofvermenging, wat cruciaal is voor de efficiëntie van de motor.
- Consumentenelektronica: Het vermogen van MIM om complexe, zeer nauwkeurige producten te maken, maakt het onweerstaanbaar in deze industrie. Het wordt gebruikt om belangrijke producten te maken in apparaten zoals smartwatches, computerhardware en smartphones.