

Het eerste voertuig gepatenteerd door Carl Benz in 1885 had geen bumpers [1]. Het was eigenlijk een driewieler met een verbrandingsmotor en grote wielen. Een bumper van een metalen staaf werd in 1897 door George Albert Lyon aan auto's toegevoegd. De bumperproductie was in die tijd vooral decoratief.
In 1905 patenteerde Frederick Richard Simms de eerste bumper die was gemaakt met het oog op schokabsorptie. Deze keer werden de bumpers gemaakt van schokabsorberend rubber. Gietijzer verving uiteindelijk rubber. Tegen 1920 werd staal het standaardmateriaal voor het maken van bumpers vanwege de lagere kosten en betere sterkte.
Tussen 1930 en 1960 begonnen autofabrikanten te innoveren rond de productie van bumper. Dit omvatte onder andere het verchromen van het staal dat voor de bumperproductie werd gebruikt. Autofabrikanten begonnen ook complexe vormen en lichten aan bumpers toe te voegen.
De opkomst van spuitgieten van bumper
Vanaf de jaren 1970 begon de bezorgdheid over de veiligheid van auto's toe te nemen. De Nationale Verkeersveiligheidsadministratie van de Verenigde Staten (NHTSA) kondigde in 1971 nieuwe veiligheidsnormen aan (Federal Motor Vehicle Safety Standard 215) die voorschreven dat bumpers bestand moesten zijn tegen botsingen met lage snelheden (2,5 mph).
De NHTSA-richtlijn luidde een nieuw tijdperk in van rubberen bumpers met schokabsorberende eigenschappen. Een van de eerste autofabrikanten die aan deze nieuwe bumperrichtlijn voldeed, was General Motors, met name hun Endura-bumper op de Pontiac GTO uit 1968. Bij de productie van moderne autobumpers wordt voornamelijk gebruik gemaakt van spuitgieten als volgt:
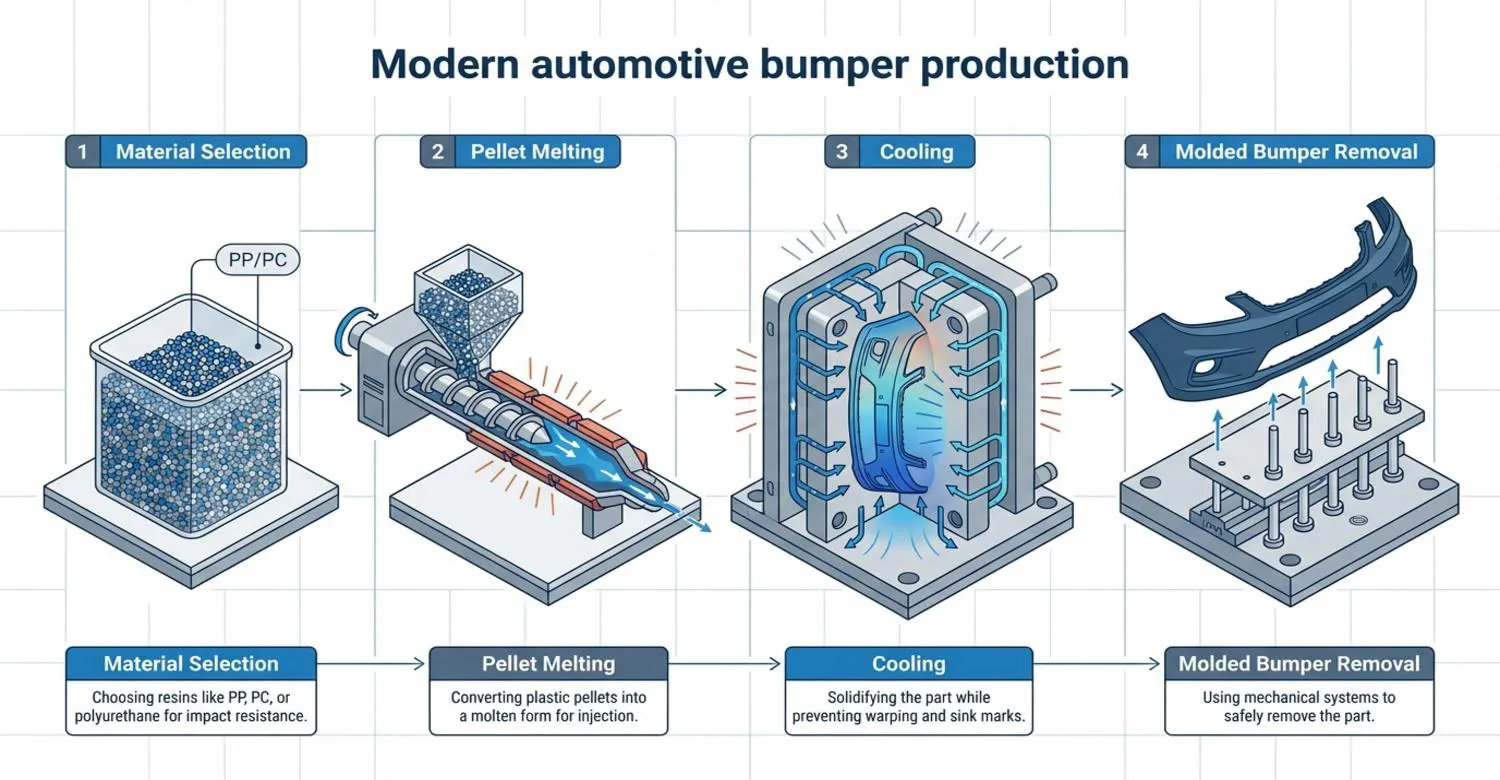
1. Materiaalkeuze en voorbereiding
De meest gebruikte vorm van plastic pallets voor het mallen van autobumper is polypropyleen. Echter, polycarbonaat, polyurethaan en butadieenstyreen worden vaak gebruikt vanwege hun ontwerpflexibiliteit en perfecte balans tussen hoge slagvastheid en laag gewicht. De korrel wordt in een trechter ingevoerd.
2. Pellet smelten en injecteren
De trechter voert de korrel naar het vat, waar het wordt gesmolten en gemengd (als er andere materialen zijn toegevoegd) tot een gesmolten vorm. De gesmolten kunststof wordt in een stalen stootvorm geïnjecteerd. Tijdens het injecteren wordt de juiste druk uitgeoefend zodat het gesmolten plastic de holte van de mal goed kan vullen.
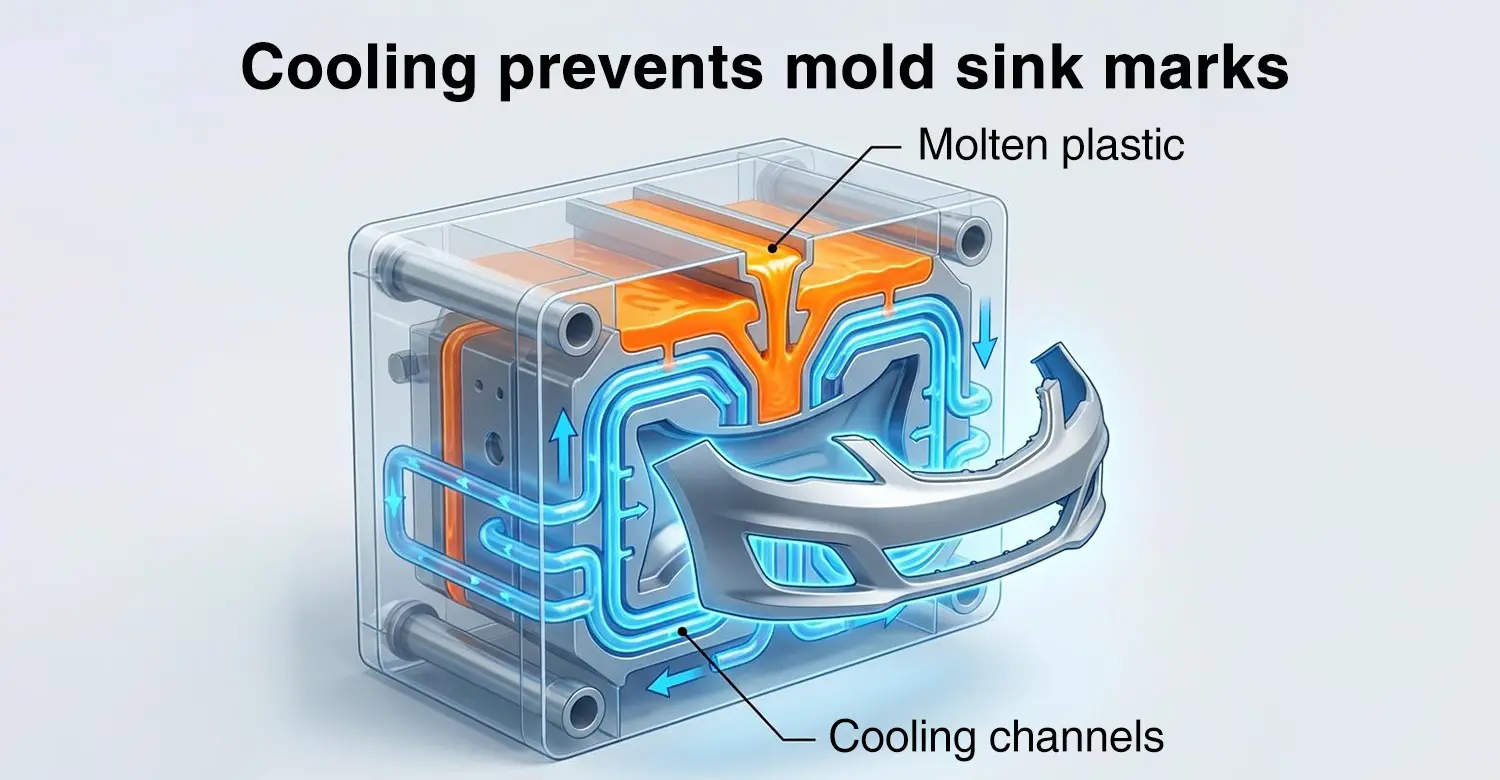
3. Koelen van het spuitgietproduct
De gesmolten kunststof mag afkoelen en stollen in de mal. Daarbij neemt het de nauwkeurig bewerkte vorm van de mal aan. Door de koeltijd kritisch te regelen, krijgt het materiaal de gewenste mechanische eigenschappen en maatnauwkeurigheid. Gootstenen, kromtrekken, en andere veel voorkomende defecten kunnen worden voorkomen met een goed koelmechanisme.
4. Gegoten bumper verwijderen
Nadat het onderdeel is afgekoeld en voldoende is gestold, wordt het gegoten onderdeel uitgeworpen. Succesvol uitwerpen gebeurt met behulp van een systeem van platen en pennen.
5. Afwerking van de stootrand
Het gegoten onderdeel ondergaat meestal nog een aantal andere stappen voordat het in een auto wordt gemonteerd. De afwerking kan bestaan uit bijwerken en verven om het gewenste uiterlijk te verkrijgen.
Vijf Bumper Spuitgieten Overwegingen
Autofabrikanten zijn in de loop der jaren blijven innoveren op het gebied van het vormen van autobumpers. Sommige automerken hebben bijvoorbeeld bumpers van aluminium of staal met een plastic hoes. Andere hebben speciale ontwerpen met sensoren voor botsingswaarschuwing, parkeren en andere geavanceerde veiligheidsfuncties.
Bumpers uit de moderne tijd zijn om andere redenen dan veiligheid gemaakt van plastic. Dit omvat lichtgewicht, veiligheid, duurzaamheid en ontwerpflexibiliteit. De ontwerpintentie is meestal leidend voor de overwegingen tijdens de productie van de bumper. Hieronder staan belangrijke overwegingen.
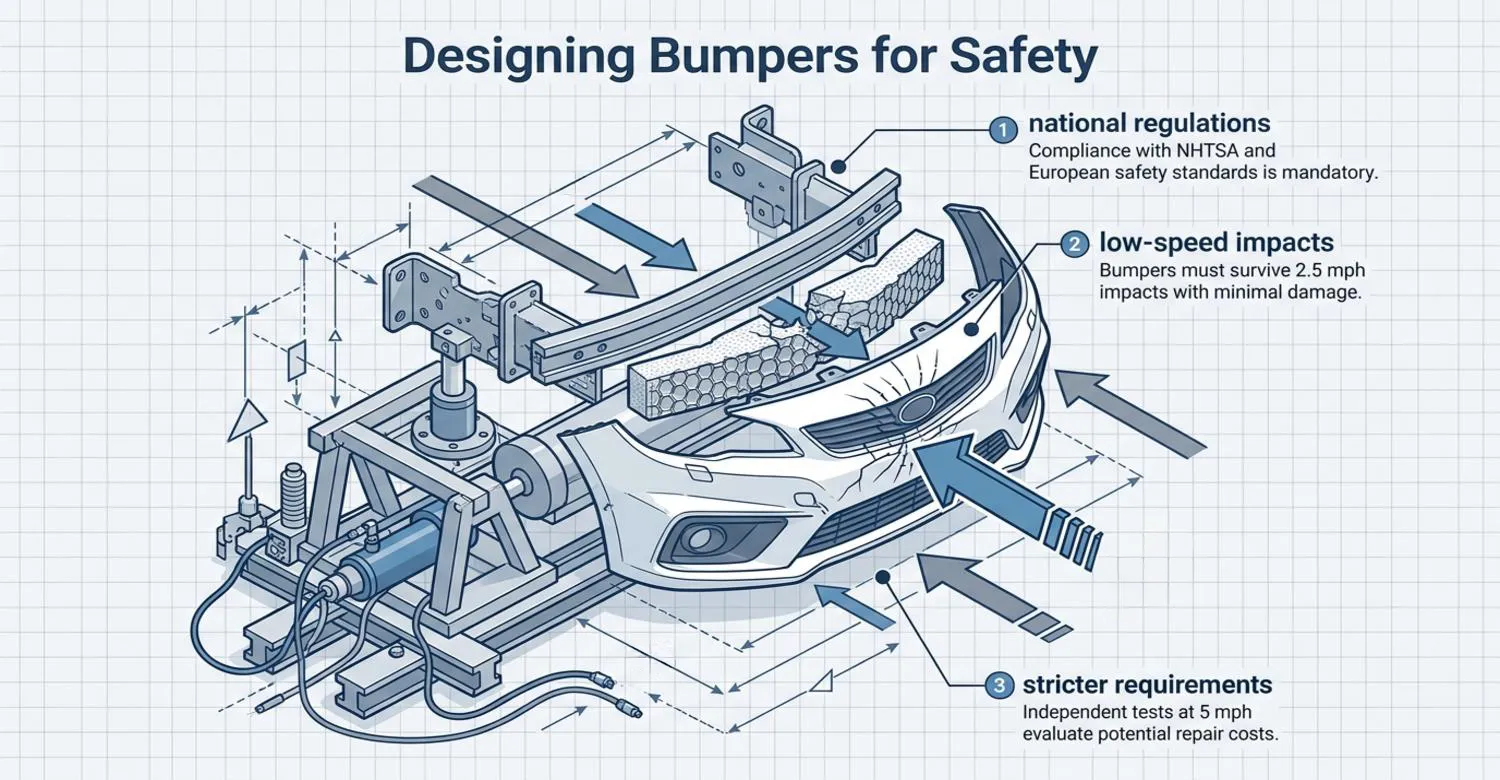
1. Bumpers ontwerpen voor veiligheid
Hoewel er veel aandacht wordt besteed aan de productie van bumper, blijft veiligheid een topprioriteit. Elk bumperontwerp moet voldoen aan nationale voorschriften en aan internationale voorschriften als de fabrikant van plan is om zijn voertuigen naar het buitenland te verschepen.
De meeste internationale regelgevende instanties voor de veiligheid van auto's, waaronder de NHTSA en de meeste Europese regelgevingen, verwachten dat bumpers bestand zijn tegen botsingen tot 2,5 km/u van voren of achteren met minimale schade. Dat betekent dat het materiaal dat wordt gebruikt voor de productie van bumper moet voldoen aan specifieke sterkte- en taaiheidsvereisten.
Het Insurance Institute for Highway Safety heeft vaak strengere eisen. De onafhankelijke organisatie voert meestal tests uit bij 5 mph om de reparatiekosten te evalueren.
2. Materiaalkeuze voor lichtgewicht
Hoewel het gebruik van metalen stangen voor bumpers functioneel was, droeg het bij aan het gewicht van het voertuig, waardoor het brandstofverbruik toenam. De overstap naar kunststof bumpers hielp om het gewicht van auto's te verminderen, wat zich direct vertaalt in een lager brandstofverbruik.
Auto's evolueren naar het gebruik van duurzame energiebronnen, zoals elektrische voertuigen op batterijen en voertuigen op waterstof [2]. Bijgevolg is er een groeiende druk op fabrikanten om meer duurzame, lichtere materialen te gebruiken voor hun productie, in een poging om de actieradius te vergroten. Bovendien roepen milieuactivisten op tot een vermindering van de plasticvervuiling, waardoor fabrikanten gedwongen worden om het gebruik van gerecyclede materialen te onderzoeken.
Dit heeft geleid tot een toename in het gebruik van spuitgegoten composiet en post-consumer gerecyclede harsen (PCR) voor het spuitgieten van bumper. [3]. Deze materialen genieten de voorkeur vanwege hun hoge sterkte-gewichtsverhouding.
Verwerkingsuitdagingen met composieten en PCR-harsen
Als een van deze materialen wordt gebruikt, moet het spuitgietsysteem van de autobumper worden aangepast. Composieten smelten bijvoorbeeld bij een hogere temperatuur en hebben een hogere injectiedruk nodig dan nieuw kunststof om een gelijkmatige vloei te garanderen zonder het materiaal te beschadigen. De verwerkingsparameters van post-consumer gerecyclede harsen worden ook sterk gecontroleerd om degradatie van het materiaal te voorkomen.
Als je werkt met composieten of post-consumer gerecyclede harsen, zorg er dan voor dat je samenwerkt met een bumper spuitgietmaker die de bijzonderheden hiervan begrijpt. Enkele aanpassingen die fabrikanten kunnen maken aan een spuitgietsysteem voor bumper bij het gebruik van PCR zijn:
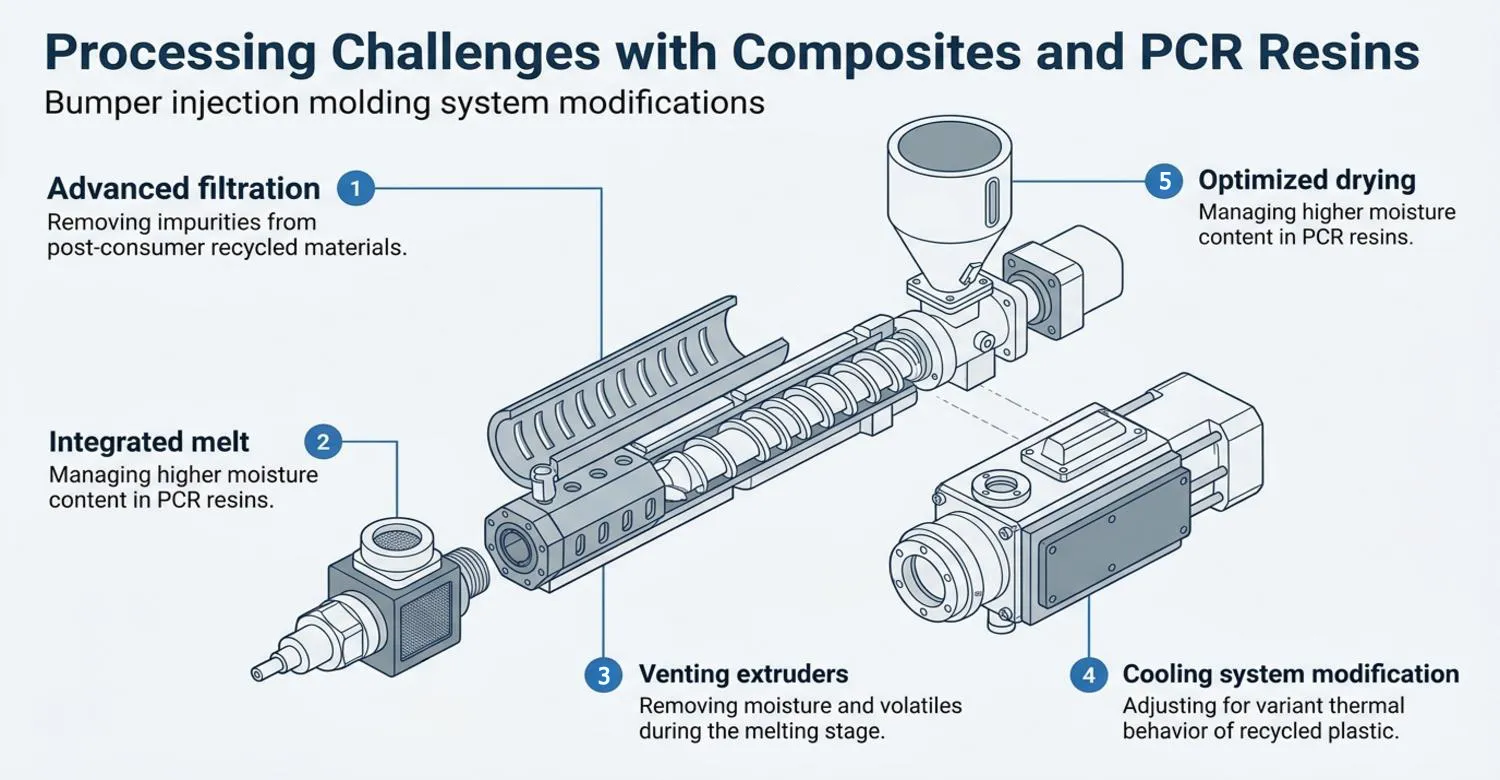
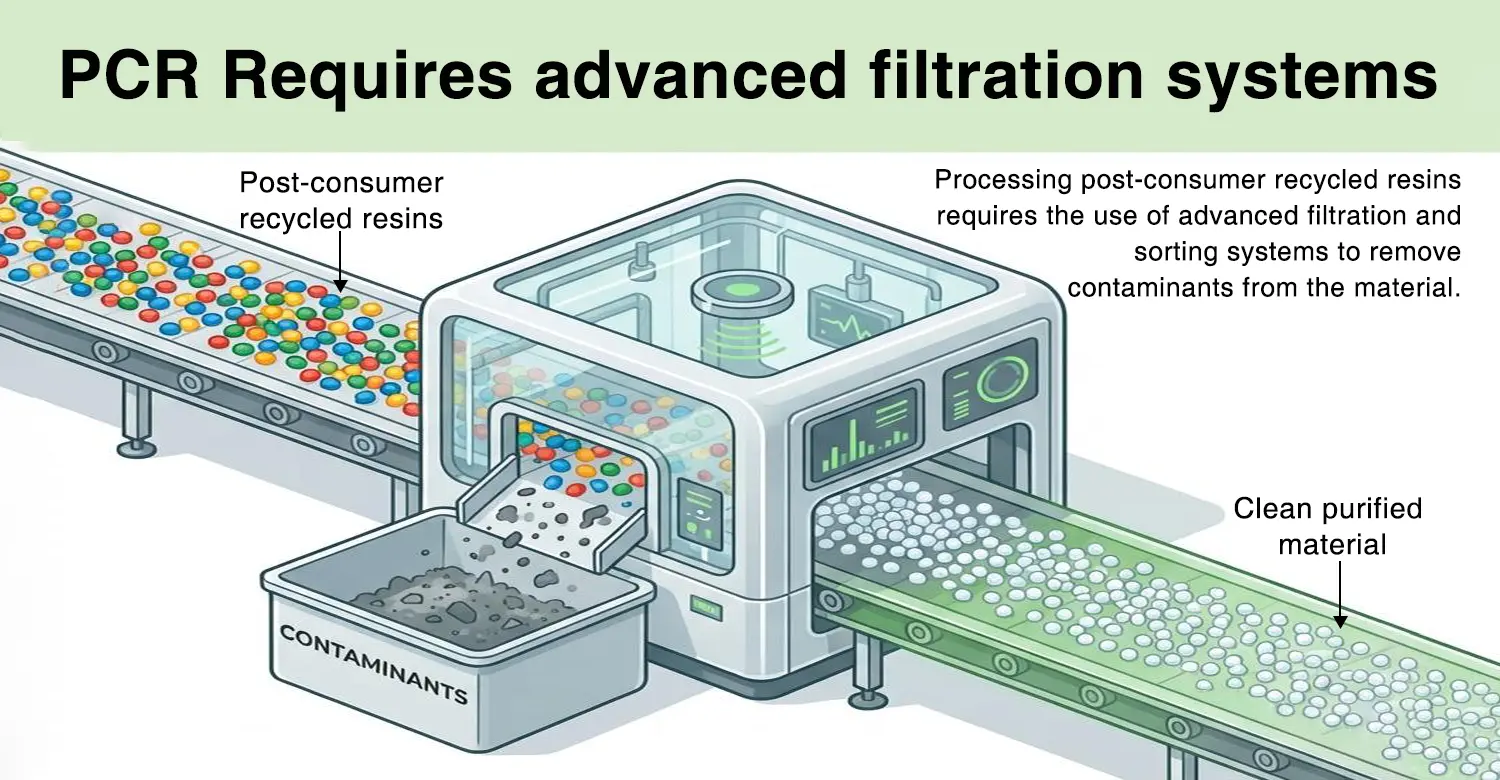
- De machine zal profiteren van het gebruik van geavanceerde filtratie- en sorteersystemen om verontreinigingen te verwijderen.
- Het vochtgehalte van PCR kan hoger zijn dan dat van nieuw kunststof en er is een geoptimaliseerd droogsysteem nodig om defecten te voorkomen.
- Aanpassing van het schroefontwerp om materialen met een variërende smeltstroom te verwerken.
- Het kan nodig zijn om ontluchtingsextruders in het vat aan te brengen om vocht en resterende vluchtige stoffen uit het materiaal te verwijderen tijdens het smelten.
- Temperatuur, druk en snelheid moeten mogelijk worden aangepast.
- Het koelsysteem moet worden aangepast om de verschillende krimpsnelheden te compenseren.
3. Bumperontwerp voor lichtgewicht
Er bestaat een misvatting dat lichtgewicht vormen van autobumper simpelweg bereikt kan worden door materialen te verwisselen. Dat is niet waar! Ontwerpoptimalisatie staat centraal bij lichtgewicht. Hoewel de overgang van stalen naar kunststof bumpers heeft geholpen om het totale gewicht van auto's te verlagen, zijn er hieronder ontwerpoptimalisatietechnieken die fabrikanten helpen lichtgewicht bumpers te maken.
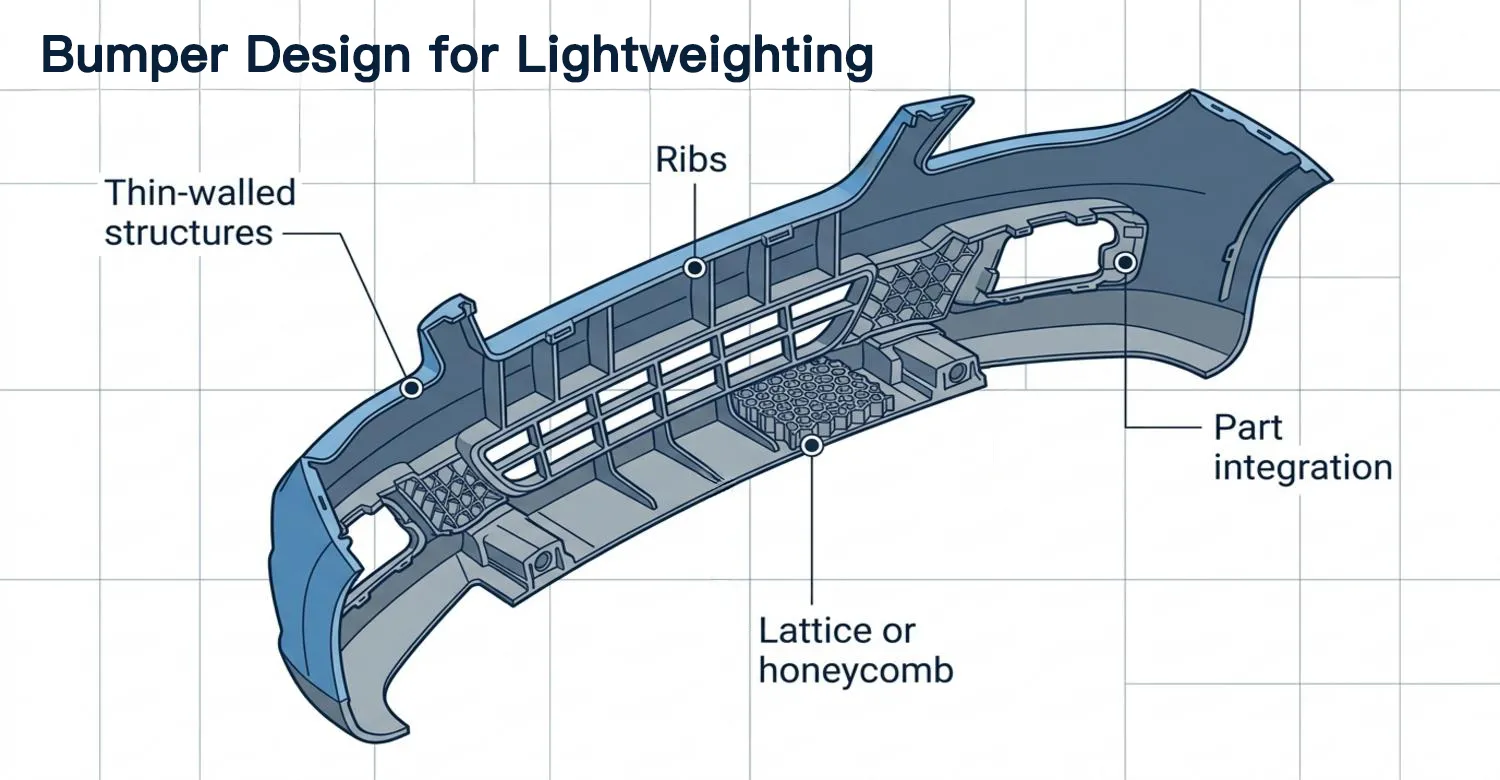
- Dunwandige structuren: Door bumpers met dunne wanden te produceren, kunnen fabrikanten verder besparen op materiaalgebruik, waardoor het gewicht van het onderdeel en de kosten nog verder kunnen dalen. Dunwandige onderdelen maken zonder afbreuk te doen aan de functionaliteit, ribben worden vaak toegevoegd aan dunwandige bumpers om de stabiliteit te verbeteren en de botskracht te herverdelen.
- Generatief ontwerp en topologieoptimalisatie: Geavanceerde computermodellen worden vaak gebruikt om materialen uit niet-kritieke gebieden te verwijderen of om de structurele vorm te optimaliseren, bijvoorbeeld met behulp van rooster- of honingraatstructuren. [4]. Deze structuren zijn efficiënter in het dragen van belasting en impact. Computermodellen kunnen ook worden gebruikt om de beste ribconfiguratie en dichtheid te vinden voor de beste resultaten.
- Hybride productietechniek: In tegenstelling tot traditionele bumperfabricage, waarbij gebruik wordt gemaakt van één productietechniek, kunnen moderne bumpers verschillende technieken combineren. Bijvoorbeeld, 3D printen wordt gebruikt om de buitenste laag met voxelkamers te maken. De holtes worden vervolgens opgevuld met een spuitgiettechniek.
- Deelintegratie: Door meerdere onderdelen in één bumpermal te combineren, zijn er geen bevestigingsmiddelen en andere verbindingstechnieken nodig die het gewicht van de auto verhogen.
4. Bumperontwerp voor functionaliteit
Moderne bumpers in de meeste soorten auto's (vooral sportwagens) zijn ontworpen om bij te dragen aan hun aerodynamische eigenschappen en brandstofefficiëntie. Ze zijn ontworpen om de luchtstroom te beheren, vooral voor EV's die ventilatoren gebruiken om de batterijen te koelen.
De voorbumper is het eerste deel van de auto dat in contact komt met tegemoetkomende lucht. Daarom heeft deze meestal een voorgevormde vorm die ervoor zorgt dat de lucht gemakkelijk rond de auto stroomt. Dit voorkomt luchtweerstand die het brandstof- of accuverbruik kan verhogen.
Sommige spuitgietprocessen voor bumper bevatten speciale kenmerken zoals ventilatieopeningen aan de zijkant of luchtgordijnen. Het doel van deze voorzieningen is om de lucht naar de wielkuipen en de remmen te leiden. De aankomende koudere lucht koelt het remsysteem en helpt bij het beheersen van de luchtturbulentie die door de draaiende wielen wordt gegenereerd. Dit effect helpt ook om de luchtweerstand te verlagen en de acceleratie en brandstofefficiëntie te verbeteren.
5. Bumpervormontwerp volgens Automobielbedrijfspecificatie
Bumperontwerp is geen one-size-fits-all. Elke autofabrikant heeft unieke esthetische of prestatievereisten voor zijn bumper - en die kunnen sterk verschillen tussen de verschillende automodellen. Het vormproces van de autobumper moet afgestemd zijn op de interne verwachtingen van de autofabrikant.
Voor de ene autofabrikant kan dat het vermogen van de bumper zijn om schade aan de koplampen of geïntegreerde sensoren en camera's te voorkomen bij een botsing bij lage snelheid. Een andere automaker kan prioriteit geven aan aerodynamica en koeling. Een derde automaker kan voorrang geven aan esthetiek en een bumper eisen die krasbestendig en gemakkelijk te lakken is. Standaard tests die autofabrikanten gebruiken om de prestaties van bumpers te controleren zijn onder andere:
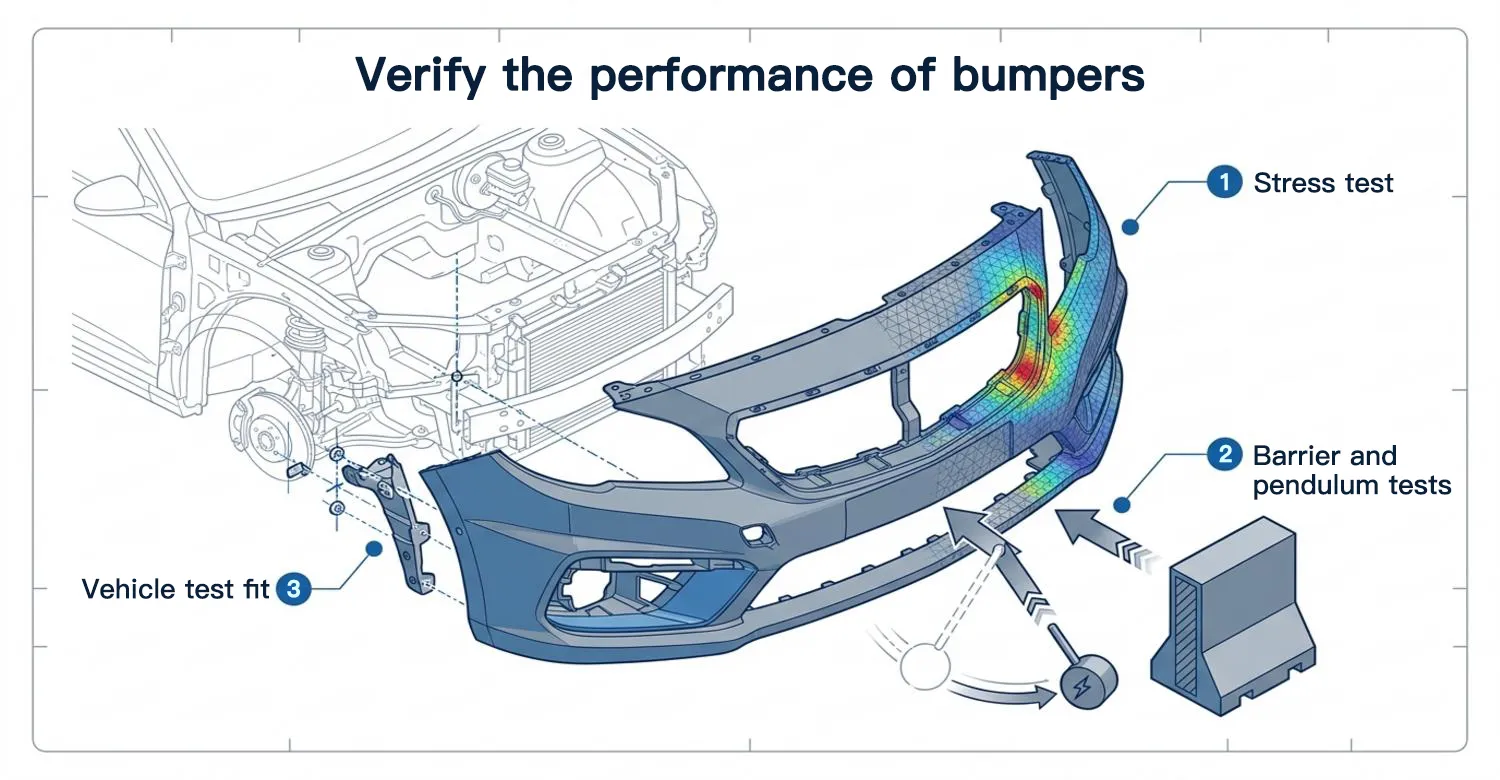
- Stresstest: Simulatiesoftware zoals Finite Element Analysis wordt gebruikt om te evalueren hoe de bumper zal presteren onder verschillende omstandigheden.
- Barrière- en slingertests: De bumper botst tegen bewegende obstakels (en stationaire obstakels) op verschillende hoogtes en snelheden om het botsgedrag te voorspellen.
- Test geschikt voor het voertuig: Wordt gebruikt om te bepalen hoe goed de bumper op het voertuig past voordat deze definitief wordt geïnstalleerd.
Modulaire matrijzen en matrijzen met meerdere caviteiten worden vaak gecombineerd met innovatieve conforme koelkanalen om de efficiëntie van het spuitgieten van bumper te verbeteren, cyclustijden te verkorten en een uniforme en consistente kwaliteit van de producten te garanderen. Automakers moeten ervoor zorgen dat ze hun bedoelingen en vereisten duidelijk communiceren met hun matrijzenmaker voor het beste resultaat.
Referentie
[1] Mercedes-Benz Group. (n.d.). Benz gepatenteerde auto: De eerste auto (1885-1886). Mercedes-Benz Group. https://group.mercedes-benz.com/company/tradition/company-history/1885-1886.html
[2] Amerikaanse Ministerie van Energie. (n.d.). Hoe werken elektrische auto's met brandstofcellen? Gegevenscentrum voor alternatieve brandstoffen. https://afdc.energy.gov/vehicles/how-do-fuel-cell-electric-cars-work
[3] Mauser Packaging Solutions. (n.d.). Post-consumer hars (PCR): Wat is het en wat zijn de voordelen? Mauser Verpakkingsoplossingen. https://mauserpackaging.com/mauser_news/post-consumer-resin-pcr-what-is-it-and-what-are-the-benefits/
[4] 3Dnatives. (2025, 11 april). Alles over rasterstructuren bij 3D printen. 3Dnatives. https://www.3dnatives.com/en/all-about-lattice-structures-in-3d-printing-04112025/











